Meisterhaftes Grauguss: Leitfaden für Experten zur Wärmebehandlung
Haben Sie sich jemals gefragt, wie man Grauguss haltbarer und besser bearbeitbar machen kann? Dieser Artikel befasst sich mit den komplizierten Verfahren der Wärmebehandlung von Grauguss, einschließlich Glühen, Normalisieren und Abschrecken. Sie erfahren etwas über die spezifischen Temperaturen und Techniken, die die Festigkeit und Stabilität des Materials verbessern. Egal, ob Sie in der Fertigung tätig oder einfach nur neugierig sind, dieser Leitfaden bietet wertvolle Einblicke in die Optimierung der Eigenschaften von Grauguss. Tauchen Sie ein und entdecken Sie, wie diese Methoden Ihre Projekte und Produkte verbessern können.
Beseitigung Eigenspannung in das Gussstück zu bringen, seine geometrische Größe zu stabilisieren und den Verzug nach dem Schneiden zu verringern oder zu beseitigen, ist es notwendig, das Gussstück spannungsarm zu glühen.
Die Zusammensetzung des Gusseisens muss bei der Festlegung des Spannungsarmglühens berücksichtigt werden.
Wenn die Temperatur von Grauguss 550 ℃ übersteigt, kann es zur Graphitisierung und Granulierung eines Teils des Zementits kommen, was zu einer Verringerung der Festigkeit und Härte.
Das Vorhandensein von Legierungselemente kann die Temperatur, bei der der Zementit zu zersetzen beginnt, auf etwa 650 ℃ erhöhen.
Normalerweise beträgt die Spannungsarmglühtemperatur für Grauguss 550 ℃, während niedrig legiertes Grauguss bei 600 ℃ und hoch legiertes Grauguss bei 650 ℃ geglüht werden kann. Die Erwärmungsrate beträgt in der Regel 60 bis 120 ℃ pro Stunde.
Die Haltezeit wird von Faktoren wie der Glühtemperatur, der Größe und Komplexität des Gussteils und den Anforderungen an den Spannungsabbau bestimmt.
Die folgende Abbildung veranschaulicht die Beziehung zwischen Haltezeit und Eigenspannung bei verschiedenen Glühtemperaturen.
Abb. 2 Zusammenhang zwischen Glühtemperatur und -zeit und Restmenge Eigenspannung
a) Zusammensetzung (Massenanteil) (%): C 3,18, Si 2,13, Mn 0,70, S 0,125, P 0,73, Ni 1,03, Cr 2,33, Mo 0,65;
b) Zusammensetzung (Massenanteil) (%): C 3,12, Si 1,76, Mn 0,78, S 0,097, P 0,075, Ni 1,02, Cr 0,41, Mo 0,58;
c) Zusammensetzung (Massenanteil) (%): C 2,78, Si 1,77, Mn 0,55, S 0,135, P 0,069, Ni 0,36, Cr 0,10, Mo 0,33, Cu 0,46, V 0,04.
Die Abkühlgeschwindigkeit beim Spannungsarmglühen von Gussstücken muss langsam sein, um die Entwicklung von Sekundärspannungen zu verhindern. Die Abkühlgeschwindigkeit wird in der Regel auf 20 bis 40 ℃ pro Stunde geregelt, und die Temperatur sollte auf unter 150 bis 200 ℃ abgekühlt werden, bevor eine Luftkühlung erfolgt.
Die folgende Tabelle zeigt die Spezifikationen für das Spannungsarmglühen für einige graue Eisengussteile:
Tabelle 3: Spezifikation für das Spannungsarmglühen bei Grauguss Eisengussteile
Art des Gusses
Gussmasse / kg
Wandstärke des Gussteils / mm
Ladetemperatur / ° C
Temperaturanstiegsrate / (C / h)
Heiztemperatur / C
Haltezeit / h/
Langsame Abkühlgeschwindigkeit (C / h)
Entladetemperatur / C
Gewöhnliches Gusseisen
Niedrig legiertes Gusseisen
Allgemeines Gießen
<200
≤200
≤100
500~550
550-570
4-6
30
≤200
200-2500
≤200
≤80
500~550
550~570
6-8
30
≤200
>2500
≤200
≤60
500-550
550-570
8
30
≤200
Präzisionsguss
<200
≤200
≤100
500-550
550-570
4-6
20
≤200
200~3500
≤200
≤80
500-550
550-570
6-8
20
≤200
Einfache oder zylindrische Gussteile, allgemeine Präzisionsgussteile
<300
10-40
100-300
100-150
500~600
2-3
40-50
<200
100-1000
15-60
100-200
<75
500
8-10
40
<200
Komplexe Struktur und hoher Präzisionsguss
1500
<40
<150
<60
420~450
5~6
30~40
<200
1500
40-70
<200
<70
500-550
9-10
20-30
<200
1500
>70
<200
<75
500-550
1.5
30-40
150
Textilmaschinen kleine Gießereiwerkzeugmaschine kleine Gießereiwerkzeugmaschine große Gießerei
<50
<15
<150
50-70
500-550
3~5
20~301
50-200
<1000
<60
≤200
<100
500-550
3-5
20-30
150-200
>2000
20-80
<150
30-60
500-550
8-10
30-40
150-200
2. Graphitierungsglühen
Das Graphitierungsglühen von Grauguss dient dazu, die Härte zu verringern, die Bearbeitbarkeit zu verbessern und die Plastizität und Zähigkeit zu erhöhen. Enthält das Gussstück keinen oder nur einen geringen Anteil an eutektischem Zementit, kann das Graphitglühen bei niedriger Temperatur durchgeführt werden. Ist der Anteil an eutektischem Zementit jedoch beträchtlich, ist ein Hochtemperatur-Graphitierungsglühen erforderlich.
(1) Graphitierungsglühen bei niedriger Temperatur.
Der Prozess der Graphitisierung und Granulierung von eutektoidem Zementit in Grauguss tritt auf, wenn das Material bei niedrigen Temperaturen geglüht wird. Dieser Prozess führt zu einer Verringerung der Härte und einer Erhöhung der Plastizität.
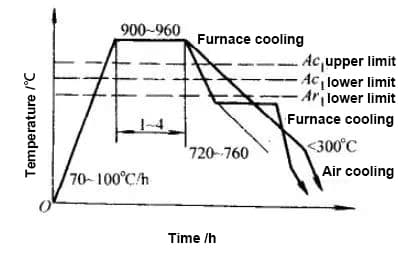
Beim Niedertemperatur-Graphitglühen von Grauguss wird das Gussstück auf eine Temperatur knapp unterhalb der unteren Grenze von AC1und hält es für eine bestimmte Zeit auf dieser Temperatur, um den eutektoiden Zementit zu zersetzen, und kühlt es dann im Ofen ab.
Die Prozesskurve stellt sich wie folgt dar:
Abb. 4 Graphitierungsglühkurve von Grauguss bei niedriger Temperatur
(2) Hochtemperatur-Graphitisierungsglühen.
Beim Hochtemperatur-Grafitierungsglühen von Grauguss wird das Material auf eine Temperatur oberhalb der Obergrenze von AC1. Dieser Prozess zersetzt den freien Zementit im Gusseisen in Austenit und Graphit. Das Material wird dann für eine bestimmte Zeit auf dieser Temperatur gehalten und je nach der gewünschten Matrixstruktur auf eine bestimmte Weise abgekühlt.
Wenn eine Ferritmatrix mit hoher Plastizität und Zähigkeit gewünscht wird, sind die Prozessspezifikation und die Kühlmethode wie folgt:
Abb. 5: Hochtemperatur-Graphitisierungsglühverfahren für Ferritmatrix
Wenn eine Perlitmatrixstruktur mit hoher Festigkeit und guter Verschleißfestigkeit gewünscht wird, können die Prozessspezifikation und das Abkühlungsverfahren gemäß Abbildung 6 wie folgt durchgeführt werden:
Abb. 6: Hochtemperatur-Graphitisierungsglühverfahren für Perlitmatrix
2. Normalisierung
Der Zweck des Normalisierens von Grauguss besteht darin, seine Festigkeit, Härte und Verschleißfestigkeit zu verbessern oder als vorbereitende Wärmebehandlung für die Oberflächenabschreckung zu dienen und die Matrixstruktur zu verbessern.
Die Spezifikation für die Normalisierungsprozess von Grauguss ist in der nachstehenden Abbildung dargestellt:
Normalerweise wird das Gussstück bis zur Obergrenze von AC1die zwischen 30°C und 50°C liegt. Dies führt dazu, dass sich das ursprüngliche Gefüge in Austenit umwandelt.
Nach einer gewissen Zeit des Haltens wird das Gussteil an der Luft abgekühlt (siehe Abbildung a).
Bei komplexen oder stark geformten Gussstücken ist nach dem Normalisieren ein Glühen erforderlich, um innere Spannungen zu beseitigen.
Wenn das ursprüngliche Gefüge des Gusseisens zu viel freien Zementit aufweist, muss es auf den oberen Grenzwert von AC1die zwischen 50°C und 100°C liegt, um den freien Zementit durch Hochtemperaturgraphitisierung zu entfernen (siehe Abbildung b).
Die nachstehende Abbildung veranschaulicht die Auswirkungen der Erwärmungstemperatur auf die Härte von Gusseisen nach dem Normalisieren.
Innerhalb des Temperaturbereichs des Normalisierens nimmt die Härte von Gusseisen mit steigender Temperatur zu.
Um eine hohe Härte und Verschleißfestigkeit von normalisiertem Gusseisen zu erreichen, kann eine höhere Heiztemperatur innerhalb des Normalisierungstemperaturbereichs gewählt werden.
Abb. 8 Einfluss der Normalisierungstemperatur auf die Härte von Grauguss
Anmerkung: Der Gehalt der Elemente in der Abbildung ist als Massenanteil (%) angegeben.
Die Abkühlungsgeschwindigkeit nach der Normalisierung wirkt sich auf die Menge des ausgeschiedenen Ferrits und damit auf die Härte aus.
Je höher die Abkühlungsgeschwindigkeit, desto geringer ist die Menge des ausgeschiedenen Ferrits, was zu einer höheren Härte führt.
So kann die Abkühlgeschwindigkeit gesteuert werden (z. B. durch Luft-, Wasser- oder Nebelkühlung), um die gewünschte Einstellung der Gusseisenhärte zu erreichen.
3. Abschrecken und Anlassen
1. Abschrecken
Beim Abschrecken von Gusseisen wird das Gussstück auf eine Temperatur von AC1-Obergrenze plus 30-50℃, in der Regel zwischen 850℃-900℃, erhitzt, um seine Struktur in Austenit umzuwandeln. Das Gussstück wird dann bei dieser Temperatur gehalten, um die Löslichkeit des Kohlenstoffs im Austenit vor dem Abschrecken zu erhöhen. Ölabschreckung wird in der Regel für diesen Prozess verwendet.
Gussteile mit komplizierte Formen oder große Formate sollten langsam erhitzt werden, um Risse durch ungleichmäßige Erwärmung zu vermeiden. Gegebenenfalls kann auch ein Vorheizen auf 500-650℃ helfen, Risse zu vermeiden.
Tabelle 8.1 zeigt die Auswirkung der Abschreckheiztemperatur auf die Härte von Gusseisen. Die chemische Zusammensetzung von Gusseisen, die in der obigen Tabelle aufgeführt ist, ist in Tabelle 8.2 zu finden.
Eine Erhöhung der Austenitisierungstemperatur führt zu einer höheren Härte nach dem Abschrecken. Höhere Austenitisierungstemperaturen erhöhen jedoch auch das Risiko der Verformung und Rissbildung bei Gusseisen und erzeugen mehr Restaustenitwas die Härte verringert.
Abbildung 9 veranschaulicht die Auswirkungen der Haltezeit auf die Härte.
Tabelle 8.1 Auswirkung der Austenitisierungstemperatur auf die Härte von Grauguss nach dem Brand (Ölkrätze)
Graues Gusseisen
Als Besetzung
HBW
790°C
815C
845°C
870°C
A
217
159
269
450
477
B
255
207
450
514
601 529
C
223
311
477
486
D
241
355 208
469 487
486 520
460
E
235
512
F
235
370
477
480
465
Tabelle 8.2 Chemische Zusammensetzung (Massenanteil) (%) von verschiedenen Gusseisen
Abb. 9 Auswirkung des ursprünglichen Gefüges der Gusseisen-Metallmatrix auf die Härte nach dem Abschrecken bei 840 °C für verschiedene Haltezeiten
Die chemische Zusammensetzung (Massenanteil) dieses Graugusses ist wie folgt: 3,34% C, 2,22% Si, 0,7% Mn, 0,11% P und 0,1% S.
Die Härtbarkeit von Grauguss wird durch Faktoren wie Größe, Form und Verteilung des Graphits, chemische Zusammensetzung und Austenitkorngröße beeinflusst.
Graphit in Gusseisen vermindert die Wärmeleitfähigkeit und damit die Härtbarkeit des Materials. Dieser Effekt ist umso ausgeprägter, je größer der Anteil an grobem Graphit ist.
2. Anlassen
Die Auswirkungen der Anlasstemperatur auf die mechanischen Eigenschaften von Gusseisen sind in Abbildung 10 dargestellt.
Um eine Graphitierung zu vermeiden, sollte die Anlasstemperatur im Allgemeinen unter 550℃ gehalten werden, und die Haltezeit für das Anlassen sollte berechnet werden als t = [Gussdicke (mm) / 25] + 1 (h).
Abb. 10 Einfluss der Anlasstemperatur auf Härte und Festigkeit aus gehärtetem Gusseisen
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal Gedanken über die faszinierende Welt des Gießens gemacht? Dieses uralte und sich ständig weiterentwickelnde Herstellungsverfahren prägt unser tägliches Leben auf unzählige Arten. In diesem Blogbeitrag erkunden wir die...
Haben Sie sich jemals gefragt, wie die komplizierten Teile Ihres Autos hergestellt werden? Dieser Artikel enthüllt die faszinierende Welt des Automobilgusses und beschreibt die fortschrittlichen Technologien und Methoden, die die...
Haben Sie sich jemals gefragt, was die Motorenteile Ihres Autos so langlebig und effizient macht? Dieser Artikel lüftet die Geheimnisse des Aluminiumgusses, der unbesungenen Meister der Automobiltechnik. Erfahren Sie...
Haben Sie sich jemals gefragt, warum manche Aluminium-Druckgussteile vorzeitig versagen? In diesem Artikel werden wir die häufigsten Fehler im Aluminiumdruckguss und ihre Ursachen untersuchen. Ausgehend von...
Haben Sie sich jemals über die faszinierende Welt des Gusseisens gewundert? In diesem Blogbeitrag tauchen wir in die verschiedenen Arten von Gusseisen ein und erforschen ihre einzigartigen Eigenschaften und...
In diesem Blogbeitrag befassen wir uns mit den verschiedenen Arten von Materialien, die bei Gussverfahren verwendet werden. Als erfahrener Maschinenbauingenieur teile ich meine Erkenntnisse und mein Wissen, um Ihnen zu helfen, die...
Wodurch unterscheidet sich Stahlguss von Gusseisen, und warum sollten Sie sich dafür interessieren? Die Kenntnis dieser Werkstoffe ist für die Auswahl des richtigen Materials für Ihr Projekt unerlässlich. Dieser Artikel befasst sich mit...
Haben Sie sich jemals gefragt, warum winzige Löcher und Risse in Metallgussstücken auftreten? Dieser Artikel befasst sich mit häufigen Gussfehlern wie Spaltöffnungen, Lunker und Schlackenlöchern und zeigt deren Ursachen und Vorbeugung auf...
Warum zeichnen sich bestimmte Eisengussteile durch hervorragende Schwingungsdämpfung aus, während andere eine höhere Festigkeit und Verschleißfestigkeit aufweisen? Eisenguss, der Bestandteil von Maschinen und Bauteilen ist, gibt es in verschiedenen Ausführungen, die jeweils...