Wärmebehandlung C-Kurve: Alles, was Sie wissen müssen
Wie wirkt sich die Abkühlungsgeschwindigkeit auf das Gefüge von Stahl aus? Die C-Kurve bei der Wärmebehandlung offenbart die faszinierende Umwandlung des Gefüges von Kohlenstoffstahl während der Abkühlung. Dieser Artikel befasst sich mit den Unterschieden zwischen isothermen und kontinuierlichen Abkühlungsmethoden und erklärt, wie unterschiedliche Abkühlungsraten zur Bildung von Perlit-, Bainit- und Martensitstrukturen führen. Wenn Sie die C-Kurve verstehen, wissen Sie auch, wie Sie die Stahleigenschaften für die gewünschte Härte und Festigkeit steuern können. Tauchen Sie ein in die Wissenschaft hinter der Umwandlung von Stahl und lernen Sie, wie Sie Ihre Wärmebehandlungsprozesse optimieren können.
Die Wärmebehandlung ist ein wichtiger Prozess in der Metallverarbeitung, der die physikalischen und manchmal auch die chemischen Eigenschaften eines Werkstoffs verändert. Dieses kontrollierte Erhitzungs- und Abkühlungsverfahren kann die Festigkeit, Härte, Duktilität und andere mechanische Eigenschaften des Metalls erheblich verbessern, ohne seine Form zu verändern. Das Prinzip der Wärmebehandlung liegt in der Beeinflussung der Mikrostruktur des Werkstoffs.
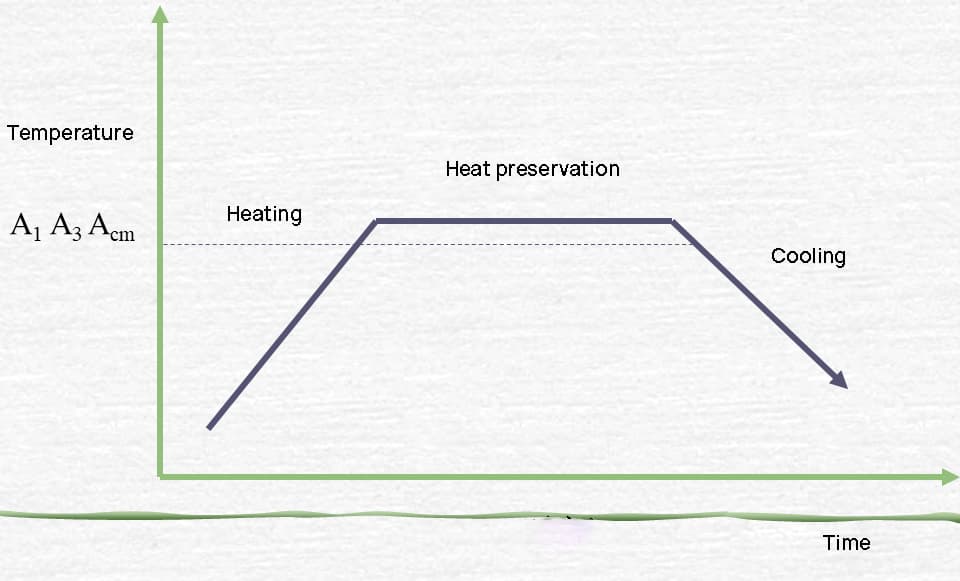
Das Verfahren umfasst in der Regel drei Hauptphasen:
Erhitzen: Das Metall wird auf eine bestimmte Temperatur erhitzt, die häufig über dem Rekristallisationspunkt oder der Phasenumwandlungstemperatur liegt. Diese Temperatur variiert je nach Material und gewünschtem Ergebnis.
Halten: Das Metall wird für eine bestimmte Zeit auf der Zieltemperatur gehalten. Dies ermöglicht eine vollständige und gleichmäßige Wärmeverteilung im gesamten Material, so dass die gewünschten mikrostrukturellen Veränderungen auftreten können.
Abkühlung: Das Metall wird mit einer kontrollierten Geschwindigkeit abgekühlt. Die Abkühlungsmethode (z. B. Abschrecken in Wasser oder Öl, Luftkühlung oder langsame Ofenabkühlung) hat großen Einfluss auf die endgültigen Eigenschaften des Materials.
Bei verschiedenen Wärmebehandlungsverfahren wie Glühen, Normalisieren, Abschrecken und Anlassen werden Variationen dieser Stufen eingesetzt, um bestimmte Ergebnisse zu erzielen. Beim Abschrecken wird beispielsweise durch schnelles Abkühlen die Härte erhöht, während beim Glühen durch langsames Abkühlen die Duktilität verbessert und innere Spannungen reduziert werden.
Die Wirksamkeit der Wärmebehandlung hängt von mehreren Faktoren ab, darunter die chemische Zusammensetzung des Metalls, die ursprüngliche Mikrostruktur, die Erhitzungstemperatur, die Haltezeit und die Abkühlgeschwindigkeit. Bei modernen Wärmebehandlungsverfahren werden häufig eine präzise Temperaturregelung, Schutzatmosphären und computergesteuerte Kühlsysteme eingesetzt, um gleichbleibende und optimale Ergebnisse zu gewährleisten.
Umwandlung von Stahl beim Erhitzen
Umwandlung von Stahl beim Erhitzen
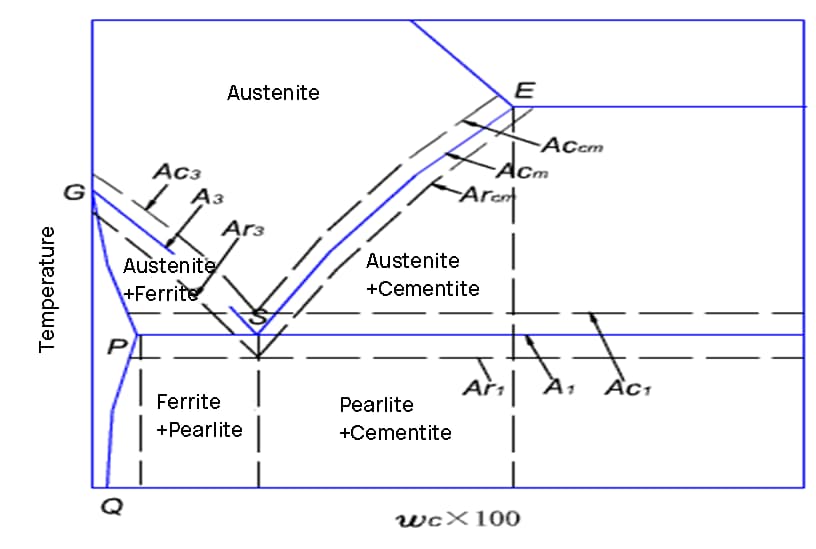
Bei der Erhitzung von Stahl kommt es zu mehreren kritischen Phasenumwandlungen, die sein Mikrogefüge und seine Eigenschaften erheblich verändern. Diese Umwandlungen sind für Wärmebehandlungsverfahren von grundlegender Bedeutung und haben großen Einfluss auf die endgültigen Eigenschaften des Stahls.
Bei Raumtemperatur liegt Kohlenstoffstahl normalerweise in einer Ferrit-Perlit-Struktur vor. Mit steigender Temperatur treten die folgenden Umwandlungen auf:
Magnetischer Übergang (Curie-Punkt): Bei etwa 770°C (1418°F) verliert der Stahl seine magnetischen Eigenschaften. Diese Veränderung ist zwar keine strukturelle Veränderung, aber für bestimmte Herstellungsverfahren von Bedeutung.
Eutektoide Umwandlung: Bei etwa 727°C (1341°F), der so genannten A1-Temperatur, beginnt die Umwandlung von Perlit in Austenit. Dieser Prozess beinhaltet die Auflösung von Zementit (Fe3C) und die Umwandlung von Ferrit in Austenit.
Vollständige Austenitisierung: Bei fortgesetzter Erwärmung über die A3-Temperatur (die je nach Kohlenstoffgehalt variiert, typischerweise 800-900°C oder 1472-1652°F für die meisten Kohlenstoffstähle) wandelt sich der gesamte Ferrit in Austenit um. Das daraus resultierende vollständig austenitische Gefüge ist für nachfolgende Wärmebehandlungen entscheidend.
Kornwachstum: Bei weiterem Temperaturanstieg oder längerer Haltezeit werden die Austenitkörner größer, was die endgültigen Eigenschaften des Stahls nach dem Abkühlen beeinträchtigt.
Karbidauflösung: In legierten Stählen können sich bei höheren Temperaturen verschiedene Karbide in der Austenitmatrix auflösen, was die Härtbarkeit und die endgültigen Eigenschaften beeinflusst.
Das Verständnis dieser Umwandlungen ist entscheidend für die Optimierung von Wärmebehandlungsverfahren wie Glühen, Normalisieren, Abschrecken und Anlassen. Die Erwärmungsrate, die Spitzentemperatur und die Haltezeit spielen alle eine entscheidende Rolle bei der Steuerung der endgültigen Mikrostruktur und der Eigenschaften des Stahls.
Bei der modernen Wärmebehandlung werden häufig eine präzise Temperaturregelung und spezielle Geräte wie Induktionsheizungen oder Öfen mit kontrollierter Atmosphäre eingesetzt, um die gewünschten Umwandlungen zu erreichen und gleichzeitig schädliche Auswirkungen wie Entkohlung oder übermäßiges Kornwachstum zu minimieren.
C-Kurve
Die C-Kurve, auch bekannt als Zeit-Temperatur-Umwandlungsdiagramm (TTT), ist ein wichtiges Werkzeug in der Metallurgie, das zur Analyse der Umwandlung der Mikrostruktur von Kohlenstoffstahl während der Abkühlung nach der Austenitisierung verwendet wird. Diese Kurve gibt wertvolle Einblicke in die Kinetik der Phasenumwandlungen und hilft Ingenieuren bei der Optimierung von Wärmebehandlungsprozessen, um die gewünschten mechanischen Eigenschaften zu erreichen.
Es gibt zwei Hauptmethoden für die Abkühlung von Stahl im Wärmebehandlungsprozess:
Isotherme Umwandlung: Bei diesem Verfahren wird der austenitisierte Stahl schnell auf eine bestimmte Temperatur unterhalb der kritischen A1-Linie (eutektoide Temperatur) abgekühlt und dann bei dieser konstanten Temperatur gehalten. Dadurch kann der Austenit eine kontrollierte Gefügeumwandlung durchlaufen, die je nach gewählter Temperatur und Haltezeit zu spezifischen Mikrostrukturen wie Perlit, Bainit oder Martensit führt.
Kontinuierliche Kühlumwandlung: Bei dieser Methode wird der Stahl mit unterschiedlichen Raten aus dem Austenitbereich auf Raumtemperatur abgekühlt, ohne dass eine isotherme Abkühlung erfolgt. Die Abkühlungsgeschwindigkeit hat einen erheblichen Einfluss auf das endgültige Gefüge und die Eigenschaften des Stahls.
In der praktischen industriellen Produktion ist die kontinuierliche Kühlung aufgrund ihrer Einfachheit und Effizienz die am häufigsten angewandte Methode. Für eine umfassende Planung und Optimierung der Wärmebehandlung von Stahl ist es jedoch entscheidend, beide Umwandlungsprozesse zu verstehen.
Die C-Kurve ist ein grundlegendes Instrument für die Vorhersage der Gefügeentwicklung und die Gestaltung von Wärmebehandlungszyklen zur Erzielung bestimmter mechanischer Eigenschaften von Kohlenstoff- und niedrig legierten Stählen. Sie ermöglicht es Metallurgen und Ingenieuren, den Abkühlungsprozess so zu gestalten, dass die gewünschten Kombinationen von Festigkeit, Härte und Duktilität in Stahlbauteilen erreicht werden.
1. Abkühlung von Stahl während der Wärmebehandlung
Isothermische Umwandlungskurve von unterkühltem Austenit in eutektoidem Stahl
a. Übergang bei hohen Temperaturen
Die Austenit eines eutektoiden Stahls wird auf eine Temperatur zwischen A1 und 550 °C abgekühlt, wobei durch den Prozess der isothermen Umwandlung eine Perlitstruktur entsteht. Diese Umwandlung von Austenit in Perlit ist das Ergebnis der abwechselnden Keimbildung und des Wachstums von Ferrit und Zementit, wie in Abbildung 3-7 dargestellt.
Bildung von Perlit
Erstens bildet sich der Kern der Zementitkristalle an der Korngrenze des Austenits.
Die Kohlenstoffgehalt von Zementit ist höher als der von Austenit, was zur Absorption von Kohlenstoffatomen aus dem umgebenden Austenit führt.
Dadurch verringert sich der Kohlenstoffgehalt des benachbarten Austenits, wodurch die Bedingungen für die Bildung von Ferrit geschaffen werden und dieser Teil des Austenits in Ferrit umgewandelt wird.
Die geringe Kohlenstofflöslichkeit von Ferrit bedeutet, dass überschüssiger Kohlenstoff beim Wachstum auf den angrenzenden Austenit übertragen werden muss, wodurch der Kohlenstoffgehalt des angrenzenden Austenitbereichs steigt und die Voraussetzungen für die Bildung von neuem Zementit geschaffen werden.
Durch diesen Prozess wird der Austenit schließlich vollständig in eine Perlitstruktur mit abwechselnden Schichten aus Ferrit und Zementit umgewandelt.
Die Bildung von Perlit setzt die Bewegung von Kohlenstoffatomen voraus, wobei der Abstand der Bewegung die Breite der Perlitlamellen bestimmt. Bei hohen Temperaturen ist die Bewegung der Kohlenstoffatome umfangreicher, was zu breiteren Perlitlamellen führt.
Umgekehrt haben die Kohlenstoffatome bei niedrigen Temperaturen Schwierigkeiten, sich zu bewegen, so dass die Perlitlamellen dichter sind. Das von 727°C auf 650°C umgewandelte Mikrogefüge ist Perlit.
Die Struktur, die durch die Umwandlung zwischen 650°C und 600°C entsteht, wird als Sorbit bezeichnet, der auch als Feinperlit bezeichnet wird. Die Umwandlung zwischen 600°C und 550°C führt zur Bildung von Troostit, der auch als sehr feiner Perlit bezeichnet wird.
Diese drei Arten von Perlitstrukturen unterscheiden sich nur durch ihre Lamellenabstände und weisen keine grundlegenden Unterschiede auf.
b. Zwischenzeitlicher Temperaturübergang
Die Produkte der isothermen Umwandlung von Austenit in eutektoiden Stählen gehören bei einer Unterkühlung auf einen Temperaturbereich von 550°C bis 240°C zur Bainitstruktur. Der obere Bainit bildet sich im oberen Teil dieses Temperaturbereichs, während der untere Bainit im unteren Teil entsteht. Der untere Bainit weist eine höhere Härte und Festigkeit sowie eine bessere Plastizität und Zähigkeit auf. Für den oberen Bainit gibt es jedoch keine praktischen Anwendungen.
c. Übergang bei niedrigen Temperaturen
Für Kohlenstoffatome im Austenit ist es sehr schwierig, sich unter 240 °C zu bewegen.
Austenit macht nur eine isomorphe Umwandlung durch, bei der er von einer kubisch-flächenzentrierten Struktur (y-Eisen) zu einer kubisch-körperzentrierten Struktur (α-Eisen) übergeht.
Alle Kohlenstoffatome im ursprünglichen Austenit verbleiben im kubisch-raumzentrierten Gitter, was zu einem übersättigten α-Eisen führt.
Diese übersättigte feste Lösung von Kohlenstoff in α-Eisen wird als Martensit bezeichnet.
Restaustenit
Wenn der Austenit des eutektoiden Stahls auf 240°C (MS) abgekühlt wird, beginnt er sich in Martensit umzuwandeln.
Wenn die Temperatur weiter sinkt, nimmt der Anteil an Martensit zu, während der unterkühlte Austenit abnimmt.
Wenn die Temperatur -50 °C (MF) erreicht, hat sich der unterkühlte Austenit vollständig in Martensit umgewandelt.
Somit besteht das Gefüge zwischen MS und MF aus Martensit und Restaustenit.
Aufgrund von Schwankungen im Kohlenstoffgehalt gibt es zwei Formen von Martensit.
Martensit mit einem hohen Kohlenstoffgehalt nimmt eine nadelförmige Gestalt an, die als nadelartiger Martensit bezeichnet wird.
Martensit mit geringem Kohlenstoffgehalt ist dagegen plattenförmig und wird als plattenförmiger Martensit bezeichnet.
Gewebe
Kohlenstoffgehalt (%)
Mechanische Eigenschaften
HRC
(Mpa)
ak J/cm2
Ψ(%)
Kohlenstoffarm
0.2
40~45
1500
60
20~30
Hoher Kohlenstoffgehalt
1.2
60~65
500
5
2~4
Tabelle 4-5 Vergleich der Eigenschaften von martensitischem Stahl mit niedrigem Kohlenstoffgehalt 15MnVB und abgeschreckt und vergütet 40Cr-Stahl
Stahlsorte
15MnVB40Cr
Staat
Abschreck- und Anlaßzustand von Martensit mit niedrigem Kohlenstoffgehalt
HRC
4338
σo.2/MPa
1133800
σb/MPa
13531000
δ5(%)
12.69
φ(%)
5145
ak/Jcm-2
9560
ak(-50℃)/J.cm-2
70≤40
(2) Kontinuierliche Kühlung
Abb. 3-9 Abkühlungsumwandlungskurve von eutektoidem Stahl
a. Kühlung mit Ofen
Wenn sich die Abkühlungskurve mit der Startlinie für die Perlitumwandlung schneidet, beginnt die Umwandlung von Austenit in Perlit.
Sobald sich die Abkühlungskurve mit der Endlinie des Übergangs schneidet, ist die Transformation abgeschlossen.
Infolge der Umwandlung im Perlitbereich bildet sich eine Perlitstruktur.
b. Kühlung an der Luft
Infolge der schnellen Abkühlung findet die Umwandlung im Sorbitbereich statt, wobei Ferrit als Umwandlungsprodukt entsteht.
c. Ölkühlung
Die Abkühlungskurve schneidet sich nur mit der Anfangslinie der Perlitumwandlung (in der Troostitumwandlungszone), nicht aber mit der Endlinie.
Infolgedessen wird nur ein Teil des Austenits umgewandelt, was zur Bildung von Troostit als Umwandlungsprodukt führt. Der verbleibende Teil des Austenits verwandelt sich beim Abkühlen auf die MS-Linie in Martensit.
Aufgrund der schnellen Abkühlung schneidet sich die Abkühlungskurve nicht mit der Startlinie für die Perlitumwandlung.
Bei Abkühlung unterhalb der Startlinie für die Martensitumwandlung wandelt sich Austenit in Martensit um.
Vergleich zwischen kontinuierlicher Abkühlungskurve und isothermischer C-Kurve
Die Kurve der kontinuierlichen Abkühlung befindet sich rechts unterhalb der isothermen C-Kurve, mit einer niedrigeren P-Umwandlungstemperatur und einer längeren Dauer.
Eutektoide und übereutektoide Stähle haben eine Endlinie der P-Umwandlung, aber keine B-Umwandlung während der kontinuierlichen Abkühlung.
Bei untereutektoiden Stählen kann die Unterkühlung in einem bestimmten Temperaturbereich während der kontinuierlichen Abkühlung zu einer teilweisen Umwandlung in B führen.
Die Bestimmung der Umwandlungskurve bei kontinuierlicher Abkühlung ist schwierig, so dass diese Information bei vielen Stählen noch fehlt.
In der praktischen Wärmebehandlung wird der Umwandlungsprozess bei kontinuierlicher Abkühlung häufig anhand der C-Kurve abgeschätzt.
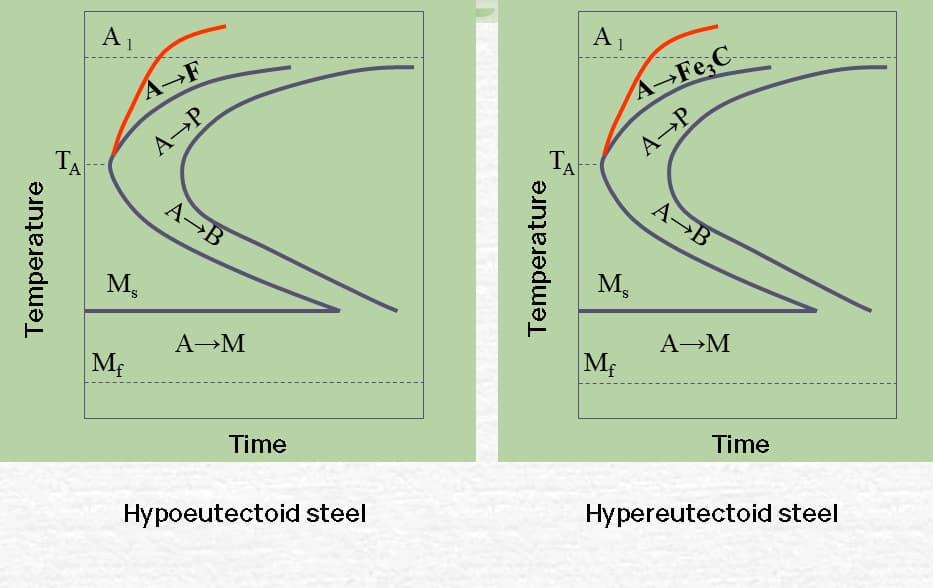
Vergleich der TTT-Kurve und der CCT-Kurve von eutektoiden Kohlenstoffstählen
TT-Kurve von untereutektoiden und übereutektoiden Stählen
2. Härtbarkeit von Stahl
(1) Konzept der Härtbarkeit
Die Härte von Stahl bezieht sich auf die Tiefe, bis zu der der Stahl beim Abschrecken gehärtet werden kann, was eine Eigenschaft des Stahls ist.
Während des Abschreckens variiert die Abkühlungsgeschwindigkeit an verschiedenen Abschnitten des Werkstücks.
Wenn die Abkühlungsrate in einer bestimmten Tiefe von der Oberfläche unter die kritische Abkühlungsrate fällt, die für die Bildung von Martensit im Stahl erforderlich ist, wird das Werkstück nicht vollständig gehärtet, da nach dem Abschrecken eine nichtmartensitische Struktur vorhanden ist.
(2) Einfluss der Härtbarkeit auf die mechanischen Eigenschaften
Die mechanischen Eigenschaften von Stählen mit guter Härtbarkeit sind über den gesamten Querschnitt gleichmäßig, während sie bei Stählen mit schlechter Härtbarkeit über den Querschnitt variieren. Die mechanischen Eigenschaften, insbesondere die Zähigkeit, nehmen mit zunehmender Entfernung von der Mitte ab.
Abb. 5-53 Vergleich der mechanischen Eigenschaften von Stählen mit unterschiedlicher Härtbarkeit nach einer Vergütungsbehandlung
a) Gehärtete Welle
b) Ungehärtete Welle
(3) Bestimmung und Ausprägung der Härtbarkeit
Es gibt mehrere Methoden zur Bestimmung der Härtbarkeit. Die am weitesten verbreitete Methode, die in GB225 spezifiziert ist, ist die Endabschreckungsprüfung für Baustahl. Bei dieser Prüfung wird die Dicke der härtbaren Schicht gemessen.
Ein weiteres, häufig verwendetes Maß für die Härtbarkeit ist der kritische Durchmesser. Dieser Wert gibt den maximalen Durchmesser des halbmartensitischen Gefüges (50%) an, der im Zentrum des Stahls nach dem Abschrecken in einem Kühlmedium erreicht werden kann. Er wird als Do bezeichnet.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Welche Faktoren können die Form eines Zahnrads während der Wärmebehandlung verdrehen? Das Verständnis dieser Faktoren ist entscheidend für die Verbesserung der Zahnradqualität. In diesem Artikel werden 12 Schlüsselelemente untersucht, die sich auf die Verzerrung auswirken, von der Materialzusammensetzung...
Haben Sie sich jemals gefragt, warum bei der Herstellung von Metallteilen Risse auftreten? In diesem aufschlussreichen Blogbeitrag tauchen wir in die faszinierende Welt der Schmiederisse, der Risse durch Wärmebehandlung und der...
Wie können Sie verhindern, dass Ihre Formen während der Wärmebehandlung Risse bekommen? Dieser Artikel befasst sich mit dem komplizierten Prozess der Wärmebehandlung von Formen und beschreibt häufige Fehler wie Abschreckrisse und unzureichende...
Haben Sie sich schon einmal gefragt, wie sich Aluminium von einem Rohmetall in ein robustes, vielseitiges Material verwandelt, auf das wir uns täglich verlassen? Dieser Artikel enthüllt die faszinierenden Wärmebehandlungsprozesse, die hinter Aluminium und seinen...
Haben Sie sich jemals gefragt, wie man Metalle wärmebehandelt, ohne sie zu verformen? Dieser Artikel befasst sich mit den wichtigsten Techniken und Tipps zur Minimierung der Verformung während der Wärmebehandlung. Vom spannungsabbauenden Glühen bis hin zu optimalen Abschreckmethoden,...
Haben Sie sich jemals gefragt, warum Abschrecköl bei der Wärmebehandlung so wichtig ist? Dieser Artikel befasst sich mit den Grundsätzen und Methoden für die Auswahl des richtigen Abschrecköls und hebt seine Rolle bei der Steuerung der Kühlung hervor...
Wie wäre es, wenn Sie die Festigkeit und Haltbarkeit von Metallteilen durch eine einfache Oberflächenbehandlung verbessern könnten? Die chemische Wärmebehandlung erreicht dies, indem sie Elemente in die Metalloberfläche einbringt, die...
Was wäre, wenn das Geheimnis für langlebigere, haltbarere Schmiedegesenke aus Stahl in der präzisen Kunst der Wärmebehandlung liegt? In diesem Artikel wird untersucht, wie das Warmschmiedegesenk aus 5CrNiMo-Stahl...
Stellen Sie sich vor, Sie investieren Zeit und Ressourcen in die Herstellung von Präzisionszahnrädern und stellen dann fest, dass diese nach der Wärmebehandlung verzogen sind. Warum passiert das, und wie lässt es sich kontrollieren? Dieser Artikel...