Häufige Mängel bei warmgewalztem Stahl, die Sie nicht ignorieren sollten
Haben Sie sich jemals gefragt, warum manche Stahlprodukte Oberflächenfehler aufweisen? In diesem Artikel werden häufige Fehler bei warmgewalztem Stahl, wie eingepresste Oxidzunder und Blasen, beschrieben. Wenn Sie die Ursachen und deren Vermeidung verstehen, erhalten Sie Einblicke in die Verbesserung der Stahlqualität und der Produktionseffizienz. Tauchen Sie ein und erfahren Sie mehr!
Das Walzen von Stahl ist ein entscheidender Prozess der Metallumformung, bei dem die Form und die Abmessungen von Stahlblöcken oder Knüppeln durch die Anwendung von Druckkräften durch rotierende Walzen verändert werden. Dieses Verfahren wird in zwei Haupttypen unterteilt: Warmwalzen und Kaltwalzen, die jeweils unterschiedliche Merkmale und Anwendungen aufweisen.
Das Warmwalzen erfolgt bei erhöhten Temperaturen, in der Regel zwischen 1100°C und 1250°C (2012°F bis 2282°F). Bei diesen Temperaturen weist der Stahl eine erhöhte Duktilität und einen geringeren Verformungswiderstand auf, so dass erhebliche Formänderungen mit relativ geringem Energieaufwand möglich sind. Dieses Verfahren eignet sich besonders gut für großflächige Verformungen und die Herstellung von Halbzeugen wie Platten, Blechen und Strukturformen.
Warmgewalztes Stahlband ist eine der wichtigsten Anwendungen des Warmwalzverfahrens. Die Herstellung dieser Bänder umfasst eine Reihe von präzise gesteuerten Walzstichen, häufig in einer kontinuierlichen oder halbkontinuierlichen Walzkonfiguration. Dieses Verfahren formt den Stahl nicht nur, sondern verfeinert auch sein Korngefüge, was zu verbesserten mechanischen Eigenschaften beiträgt.
In der modernen Stahlherstellung hat die Warmwalzbandproduktion ein hohes technologisches Niveau erreicht. Fortschrittliche Steuerungssysteme in Verbindung mit modernsten Instrumenten und Sensoren ermöglichen ein präzises Management von Walzparametern wie Temperatur, Walzspalt, Walzgeschwindigkeit und Kühlraten. Dieses Kontrollniveau führt zu einer gleichbleibenden Produktqualität und einer hohen Effizienz der Produktionslinie, wobei die Betriebsraten häufig 90% übersteigen.
Trotz dieser Fortschritte stellt die Komplexität des Warmwalzprozesses eine ständige Herausforderung dar. Das Zusammenspiel zwischen verschiedenen Prozessparametern, Anlagenbedingungen und Materialeigenschaften kann zu Qualitätsproblemen beim Endprodukt führen. Zu den häufigen Fehlern gehören Dickenschwankungen, Oberflächenfehler, Formfehler (z. B. Wellen an den Kanten oder Beulen in der Mitte) und Unstimmigkeiten bei den mechanischen Eigenschaften über die Bandlänge oder -breite.
Um diese Herausforderungen zu bewältigen, setzen moderne Warmbreitbandstraßen fortschrittliche Prozesssteuerungsstrategien ein, z. B. modellbasierte prädiktive Steuerung, adaptive Systeme und Qualitätsüberwachung in Echtzeit. Darüber hinaus konzentriert sich die laufende Forschung auf die Entwicklung robusterer Legierungsdesigns, die Optimierung von Walzstichplänen und die Implementierung von Algorithmen des maschinellen Lernens zur Vorhersage und Vermeidung von Fehlern.
Häufige Fehler bei warmgewalztem Stahl
I. Eingepresste Oxidhaut
Merkmale der Defekte
Eingepresster Oxidzunder ist ein Oberflächenfehler, der durch das Eindrücken von Oxidzunder in die Oberfläche des Stahlbandes beim Warmwalzen entsteht. Je nach Ursache kann er in Ofenzunder (primärer Zunder), Walzzunder (sekundärer Zunder) oder Oxidzunder von der Walzenoberfläche, der sich löst und in das Stahlband gepresst wird (sekundärer Zunder), unterteilt werden.
Verursacht
①Schwere Längsrisse auf der Oberfläche des Stahlknüppels;
②Unangemessener Erhitzungsprozess oder Erhitzungsvorgang des Stahlknüppels, wodurch die Entfernung von Primärzunder erschwert wird;
③Niedriger Druck im Hochdruck-Entzunderungswasser oder Verstopfung der Düsen während des Walzprozesses, was zur Bildung von Oxidzunder führt, der in die Oberfläche des Stahlbandes gedrückt wird;
④Zu schnelles Walzen oder schlechte Abkühlung der Walzen, wodurch sich die Oxidschicht auf der Walzenoberfläche ablöst und in die Oberfläche des Stahlbandes gedrückt wird.
Gefahren
Sie beeinflusst die Oberflächenqualität des Stahlbandes und den Beschichtungseffekt.
Methoden zur Prävention und Beseitigung
Verstärken Sie die Qualitätskontrolle der Stahlknüppel. Knüppel mit starken Längsrissen auf der Oberfläche sollten vor der Verwendung gereinigt und qualifiziert werden;
②Entwickeln Sie ein angemessenes Erhitzungsverfahren für den Stahlknüppel und erhitzen Sie ihn entsprechend den Spezifikationen;
Überprüfen Sie regelmäßig die Ausrüstung des Hochdruck-Entkalkungswassersystems, um den Entkalkungswasserdruck sicherzustellen und eine Verstopfung der Düsen zu vermeiden;
④Angemessene Kontrolle der Walzgeschwindigkeit, Gewährleistung der Kühlwirkung der Walzen und Verhinderung des Abblätterns der Oxidschicht auf der Walzenoberfläche.
II. Narbe
Merkmale der Defekte
Eine Narbe ist eine unregelmäßig geformte, erhabene Metallblech die auf der Oberfläche des Stahlbandes angebracht sind und blattförmig, federförmig, stabförmig, fischschuppenförmig, zungenförmig, usw. aussehen.
Es gibt zwei Arten von Narben: die eine ist mit dem Stahlkörper verbunden und faltet sich auf die Oberfläche der Platte, so dass sie nicht leicht abfällt; die andere ist nicht mit dem Stahlkörper verbunden, sondern haftet an der Oberfläche der Platte und fällt leicht ab, so dass sie nach dem Abfallen eine relativ glatte Grube bildet.
Verursacht
Die ursprüngliche Narbe oder der schwere Hautfehler auf der Oberfläche des Knüppels wurde nicht gereinigt und blieb nach dem Walzen auf der Oberfläche des Stahlbands zurück;
②Rückstände der Flammenreinigung auf der Oberfläche des Knüppels, die beim Walzen in die Oberfläche des Stahlbandes gedrückt wurden.
Gefahren
Dies kann zu Metallabplatzungen oder Löchern bei der späteren Verarbeitung und Verwendung führen.
Methoden zur Prävention und Beseitigung
Verstärkte Qualitätskontrolle des Knüppels und Beseitigung von Narben oder Rückständen der Flammenreinigung auf der Oberfläche des Knüppels vor dem Walzen.
III. Blasen
Merkmale der Defekte
Blasen sind kreisförmige oder elliptische Ausbuchtungen auf der Oberfläche des Stahlbandes, die unregelmäßig verteilt sind. Ihr äußerer Rand ist relativ glatt. Nachdem die Blasen zerdrückt wurden, kann die Oberfläche des Stahlbandes Risse oder Abplatzungen aufweisen.
Einige Blasen ragen nicht hervor und haben eine glänzende Oberfläche, nachdem sie abgeflacht wurden, und die Schnittfläche weist eine Schichtstruktur auf.
Verursacht
①Im Knüppel sammelt sich aufgrund schlechter Desoxidation oder unsachgemäßem Stickstoffblasen zu viel Gas an;
Der Knüppel war lange Zeit im Ofen, und die subkutanen Blasen sind freigelegt und sammeln sich an.
Gefahren
Es kann zu Überlagerungen oder schlechtes Schweißen bei der späteren Verarbeitung und Verwendung.
Methoden zur Prävention und Beseitigung
①Verstärken Sie die Qualitätskontrolle der Knüppel und vermeiden Sie die Verwendung von Knüppeln mit sichtbaren Blasenfehlern;
Halten Sie sich strikt an die Vorgaben zum Erhitzen des Knüppels und vermeiden Sie es, den Knüppel zu lange im Ofen zu lassen.
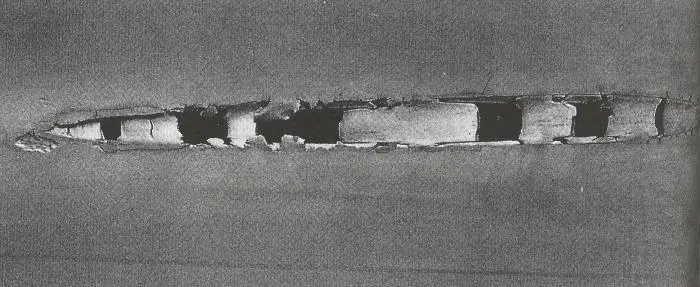
IV. Rollende Quetschung
Merkmale der Defekte
Das Phänomen, dass sich mehrere Schichten auf der Oberfläche des Stahlbandes überlagern oder rollen, einstechen, reißen usw., wird als Walzstauchung bezeichnet.
Verursacht
①Unzureichende Einstellung des Walzenspiels oder schlechte Anpassung der Walzenform an die Form des einlaufenden Knüppels, was zu einer ungleichmäßigen Ausdehnung des Stahlbandes führt;
② Ungleiche lokale Erwärmungstemperatur des Knüppels oder ungleiche Temperatur des gewalzten Teils;
③Die Einstellung des Öffnungsgrads des Führungsblechs der Endbearbeitungsseite ist unangemessen;
④ Die Durchflussmenge beim Präzisionswalzen ist unangepasst.
Gefahren
Die Stahlplatte mit Walzstauchschäden können wegen der Unterbrechung des Walzprozesses nicht verwendet werden.
Methoden zur Prävention und Beseitigung
Konfigurieren Sie die Rollenformen vernünftig und achten Sie auf die Einstellung des Rollenspiels;
②Verstärken Sie die Kontrolle der Knüppelerwärmungstemperatur und sorgen Sie für eine gleichmäßige Temperatur des gewalzten Stücks;
③ Stellen Sie den Öffnungsgrad des Führungsblechs der Endbearbeitungsseite angemessen ein;
④Beibehaltung einer konstanten Durchflussrate beim kontinuierlichen Walzen.
V. Rollenmarkierung
Merkmale der Defekte
Walzmarken sind konkav-konvexe Fehler mit unregelmäßiger Form, die periodisch auf der Oberfläche des Stahlbandes verteilt sind.
Verursacht
Die Walzen sind gerissen, weisen lokale Abplatzungen auf oder haben Fremdkörper an ihrer Oberfläche, was zu einer konkav-konvexen Oberfläche auf der Walze führt, die während des Walzens oder der Endbearbeitung in die Oberfläche des Stahlbandes gedrückt wird und konkav-konvexe Fehler bildet.
Gefahren
Konvexe Walzmarken können bei nachfolgenden Walzvorgängen Falzfehler verursachen, während konkave Walzmarken bei nachfolgenden Walzvorgängen Löcher verursachen können.
Methoden zur Prävention und Beseitigung
Prüfen Sie regelmäßig die Oberflächenqualität der Walzen, und kümmern Sie sich rechtzeitig um Walzen mit Abplatzungen oder Fremdkörpern;
Überprüfen Sie während des Walzprozesses rechtzeitig die Oberflächenqualität der Walzen, wenn abnormale Situationen wie Stahleinklemmungen, Schwanzwerfen und Walzquetschen auftreten, und verhindern Sie eine Beschädigung der Walzenoberfläche oder das Anhaften von Fremdkörpern;
Halten Sie die Maschine sofort an, um die Oberflächenqualität der Walzen zu überprüfen, wenn Sie Walzenspuren feststellen.
VI. Verflachung
Merkmale der Defekte
Das Phänomen, dass Stahlcoils eine ovale Form annehmen, wird als Abflachung bezeichnet.
Verursacht
①Die Stahlspirale bei der Handhabung übermäßigen Stößen ausgesetzt ist;
② Die Spannung des Stahlcoils beim Aufwickeln ist zu gering, und die Coils werden horizontal oder mehrlagig gestapelt.
Gefahren
Sie beeinträchtigt die Verpackung und Handhabung von Stahlcoils, und stark geglättete Coils können nicht verwendet werden.
Methoden zur Prävention und Beseitigung
①Behandeln Sie Stahlcoils vorsichtig;
Stellen Sie die Wickelspannung vernünftig ein, kontrollieren Sie die Anzahl der Lagen der horizontalen Stapelung und verwenden Sie bei Bedarf die vertikale Stapelung.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Sind Sie neugierig auf das Gewicht Ihres Stahlprojekts? Suchen Sie nicht weiter! In diesem Blogbeitrag werden wir die faszinierende Welt der Gewichtsberechnung von Stahl erkunden. Als erfahrener Maschinenbauingenieur werde ich...
Was macht die Edelstahlsorte 022Cr19Ni10 so besonders? Diese vielseitige Legierung ist für ihren niedrigen Kohlenstoffgehalt und ihre hohe Korrosionsbeständigkeit bekannt und wird in verschiedenen Branchen eingesetzt. Dieser Artikel befasst sich...
Haben Sie sich jemals gefragt, wie Sie das Gewicht von Stahl oder Metall für Ihre Projekte genau berechnen können? In diesem Blogbeitrag erkunden wir die faszinierende Welt der Stahlgewichtsberechnung...
Haben Sie sich jemals gefragt, warum Stahl manchmal unerwartet versagt? In diesem aufschlussreichen Blogbeitrag tauchen wir tief in die faszinierende Welt der Stahlfehler ein. Als erfahrener Maschinenbauingenieur werde ich...
Haben Sie sich jemals über die Unterschiede zwischen Edelstahl S30408 und 304 gewundert? In diesem Blogbeitrag gehen wir auf die wichtigsten Unterschiede zwischen diesen beiden häufig verwendeten Materialien ein. Unser...
Haben Sie sich jemals gefragt, warum rostfreier Stahl nicht rostet wie normaler Stahl? In diesem Blogbeitrag erfahren Sie mehr über die faszinierende Welt des rostfreien Stahls, seine einzigartigen Eigenschaften und seine wichtige Rolle...
Warum haben die verschiedenen Stahlsorten so unterschiedliche Eigenschaften, und wie werden sie in China kategorisiert? In diesem Artikel werden die Klassifizierung und die Normen für Stahl aufgeschlüsselt und die systematische...
Haben Sie sich jemals gefragt, warum warmgewalzter Stahl anders aussieht als kaltgewalzter Stahl? In diesem Blogbeitrag erfahren Sie mehr über die faszinierenden Unterschiede zwischen diesen beiden wichtigen Werkstoffen. Sie erfahren, wie sich die Temperatur auf die...
Dieser Artikel erforscht die faszinierende Welt der Eisen- und Nichteisenmetalle und zeigt ihre einzigartigen Eigenschaften und Klassifizierungen auf. Am Ende werden Sie die wesentlichen Unterschiede und Anwendungen dieser wichtigen Metalle verstehen...