Haben Sie sich schon einmal gefragt, wie Ingenieure die abgewickelte Größe von Blechen genau bestimmen? Dieser Prozess ist in der Fertigung von entscheidender Bedeutung, um präzise Abmessungen nach dem Biegen zu gewährleisten. In diesem Artikel werden zwei Hauptmethoden erläutert: die Algorithmen zur Biegekompensation und zur Ableitung der Biegung. Wenn Sie diese Techniken verstehen, erhalten Sie einen Einblick in die Wissenschaft der Blechfertigung und können die Genauigkeit Ihrer Konstruktion verbessern. Tauchen Sie ein und erfahren Sie, wie Sie die Kunst der effizienten Berechnung von Blechabwicklungsgrößen beherrschen können.
Beim Biegen und Dehnen von Blechen wird eine Seite des Blechs gestreckt, während die andere Seite gestaucht wird. Zu den Faktoren, die diesen Prozess beeinflussen, gehören die Art des Materials, seine Dicke, die Wärmebehandlung und der Biegewinkel.
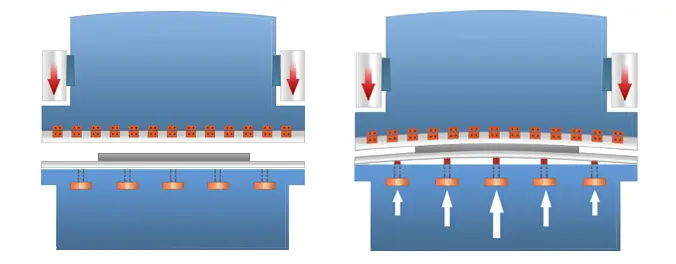
Um die gewünschte Größe der Teile nach dem abschließenden Biegen mit einer Abkantpresse zu gewährleisten, werden bei der Konstruktion von Blechteilen verschiedene Algorithmen verwendet, um die tatsächliche Länge des Blechs im gebogenen Zustand zu berechnen. Eine der am weitesten verbreiteten Methoden ist die einfache "Quetschregel", die auf persönlichen Erfahrungen bei der Berechnung beruht.
Mit dem Aufkommen und der weiten Verbreitung der Computertechnologie wenden sich jedoch immer mehr Menschen den computergestützten Entwurfsmethoden zu. Im Allgemeinen gibt es zwei gängige Algorithmen für Feinblech Biegung, die heute weit verbreitet sind. Der erste basiert auf dem Algorithmus für die Biegekompensation, der zweite auf dem Algorithmus für die Biegeableitung.
Biegeausgleichsverfahren
Der Algorithmus für den Biegeausgleich berechnet die Ausdehnungslänge (LT) eines Teils, indem er die Länge jedes Abschnitts des Teils nach der Abflachung und die Länge des abgeflachten Biegebereichs addiert, was als "Biegeausgleichswert" (BA) bezeichnet wird. Die Formel für die Länge des gesamten Teils lautet wie folgt: LT = D1 + D2 + BA.
Es wird angenommen, dass sich der Biegebereich während des Biegevorgangs verformt. Um die Geometrie der abgewickelten Teile zu bestimmen, sollten die folgenden Schritte durchgeführt werden:
Verbinden Sie den abgeflachten Biegebereich zwischen den beiden flachen Abschnitten, um die erweiterten Teile zu erhalten.
Abzugsmethode beugen
Abzug biegen bezieht sich auf den Betrag der Rückbiegung und ist ein einfacher Algorithmus, der zur Beschreibung des Blechbiegeprozesses verwendet wird.
Nach dieser Methode ist die Abflachungslänge (LT) des Teils gleich der Summe der Länge der beiden theoretischen flachen Abschnitte bis zum "scharfen Punkt" (dem imaginären Schnittpunkt der beiden flachen Abschnitte) abzüglich der Kurvenabzug (BD) Wert.
Erweitern Sie das Berechnungsprinzip:
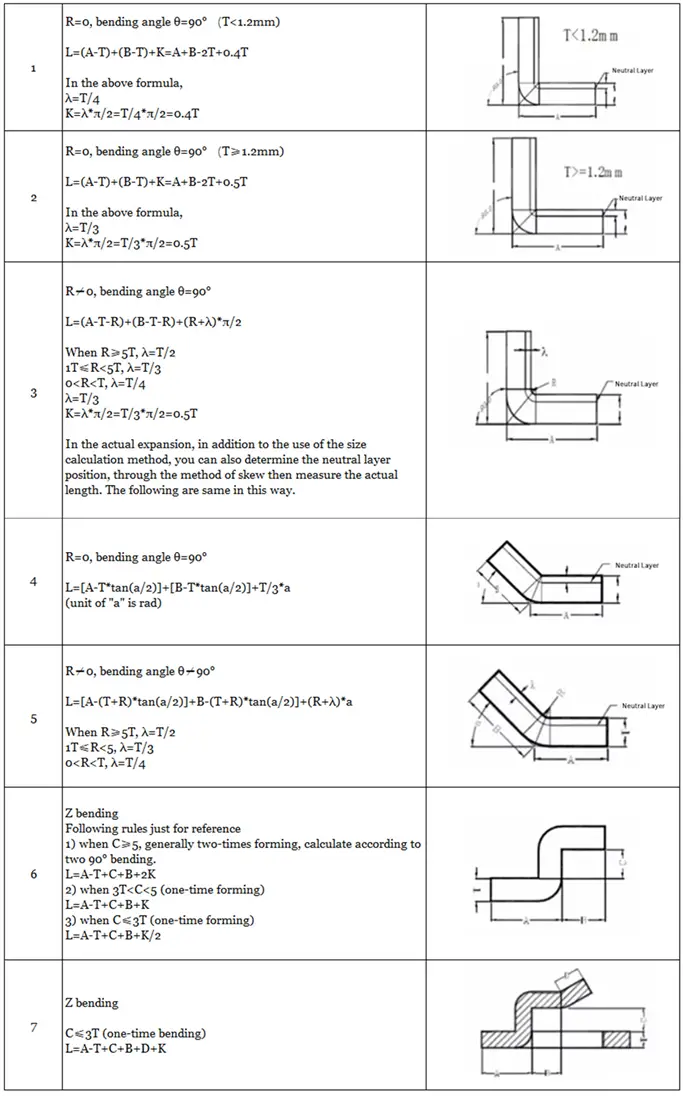
Während der BiegeverfahrenDie äußere Schicht wird auf Zug beansprucht, während die inneren Schichten auf Druck beansprucht werden. Es gibt eine Schicht, die weder auf Zug noch auf Druck beansprucht wird, die so genannte neutrale Schicht, die einen Übergang von Zug zu Druck erfährt. Die Länge der neutralen Schicht bleibt während des Biegevorgangs unverändert und entspricht ihrer Länge vor dem Biegen, so dass sie die Grundlage für die Berechnung der Dehnungslänge des Biegeteils ist.
Die Lage der neutralen Schicht ist abhängig vom Grad der Verformung.
Wenn die Biegeradius groß und der Biegewinkel klein ist, ist der Grad der Verformung minimal, und die neutrale Schicht liegt nahe der Mitte der Blechdicke.
Umgekehrt, wenn der Biegeradius kleiner wird und die Biegewinkel zunimmt, nimmt der Verformungsgrad zu, und die Position der neutralen Schicht verschiebt sich allmählich in Richtung des inneren Teils des Biegezentrums.
Der Abstand zwischen der neutralen Schicht und der Innenseite der Platte wird durch λ dargestellt.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Blechteile entworfen und mit Präzision hergestellt werden? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Biegezugabe ein - ein...
Haben Sie sich jemals gefragt, wie sich verschiedene Materialien auf das Biegen von Blechen auswirken? In diesem aufschlussreichen Artikel teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Auswirkungen von Materialtypen, Dicke und...
Achtung an alle Blechverarbeiter und Konstrukteure! Kämpfen Sie damit, den optimalen Biegeradius für Ihre Projekte zu bestimmen? Dann suchen Sie nicht weiter! In diesem Blog-Beitrag werden wir uns mit dem...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Haben Sie sich jemals gefragt, warum sich Ihre Blechprojekte manchmal ungünstig biegen oder reißen? Dieser Artikel entmystifiziert die entscheidende Rolle der Fertigungslöcher beim Biegen von Blechen. Sie erfahren, wie diese Löcher...
Stellen Sie sich vor, Sie können Bleche biegen, ohne eine einzige Markierung oder einen Kratzer zu hinterlassen. In diesem Artikel untersuchen wir innovative Techniken für das markierungsfreie Biegen von Blechen und gehen dabei auf Herausforderungen wie Reibung, Materialhärte und...
Hätten Sie gedacht, dass das Biegen von Blechen so kompliziert sein kann? Das geschlossene Biegen, eine wichtige Technik in der Blechverarbeitung, verwendet spezielle Methoden, um präzise und dauerhafte Biegungen zu erzielen, ohne dass ein...
Stellen Sie sich vor, Sie erreichen perfekte Blechbiegungen ohne Flecken oder Makel. Dieser Artikel befasst sich mit fortschrittlichen Techniken, die eine makellose Oberflächenqualität bei Blechbiegeprozessen gewährleisten. Sie erfahren etwas über innovative...
Haben Sie sich jemals gefragt, wie die massiven Stahlkonstruktionen von Lokomotiven ihre präzisen Kurven erhalten? In diesem Artikel lüften wir das Geheimnis, wie große Biegeradien in Blechteilen entstehen....