Wattleistung von Laserschneidern: Wie wählt man die Laserleistung?
Haben Sie sich jemals gefragt, wie Laserschneider durch Metall schneiden können wie durch Butter? Dieser Artikel befasst sich mit der faszinierenden Welt der Wattleistung von Laserschneidern und deren Auswirkungen auf die Schneidgeschwindigkeit und Materialverträglichkeit. Erfahren Sie, wie Sie die richtige Leistungsstufe für Ihre Projekte wählen und die Effizienz maximieren können. Machen Sie sich bereit, die Geheimnisse der Laserschneidetechnik zu lüften!
Laserschneider sind eine vielseitige und präzise Technologie, die zum Schneiden und Gravieren einer breiten Palette von Materialien eingesetzt wird. Diese hochentwickelten Maschinen vereinen fortschrittliche Hardwarekomponenten mit spezieller Software, um hochpräzise Ergebnisse zu erzielen. Ein entscheidender Leistungsfaktor eines Laserschneiders ist seine Ausgangsleistung, die in der Regel in Watt gemessen wird.
Laserschneider-Leistung
Die Wattleistung eines Laserschneiders, ausgedrückt in Watt (W), gibt die Fähigkeit des Geräts an, verschiedene Materialien unterschiedlicher Dicke und Dichte zu schneiden. Der Leistungsbedarf hängt stark von der jeweiligen Anwendung, den Materialeigenschaften und der gewünschten Schnittgeschwindigkeit ab. Zum Beispiel:
Das Schneiden von Papier oder dünnem Kunststoff kann nur 10-40 W erfordern.
Für das Gravieren oder Schneiden von Acrylplatten werden normalerweise 40-100 W benötigt.
Die Verarbeitung von Holz oder mitteldichten Faserplatten (MDF) erfordert oft 100-150 W
Das Schneiden von dünnen Metallen wie Edelstahl (bis zu 1 mm) kann 150-500 W erfordern.
Das Schneiden dickerer Metalle oder die Hochgeschwindigkeitsbearbeitung kann über 1000 W erfordern, wobei industrielle Metallschneidesysteme 6000 W oder mehr erreichen.
Es ist wichtig zu wissen, dass eine höhere Wattzahl zwar in der Regel das Schneiden dickerer Materialien oder eine höhere Bearbeitungsgeschwindigkeit ermöglicht, dass aber auch andere Faktoren wie Strahlqualität, Fokusdurchmesser und Hilfsgas eine entscheidende Rolle bei der Bestimmung der gesamten Schneidleistung und -qualität spielen.
II. Die Rolle der Leistung beim Laserschneiden
Die Laserschneidleistung ist ein kritischer Parameter, der die Effizienz, die Fähigkeit und die Gesamtleistung des Schneidprozesses erheblich beeinflusst. Sie wirkt sich direkt auf die Schneidgeschwindigkeit, die Materialkompatibilität und die Projekttauglichkeit aus. In diesem Abschnitt wird die komplizierte Beziehung zwischen Leistung und Schneidgeschwindigkeit untersucht, die optimale Leistung für verschiedene Materialien erörtert und ein Einblick in die Überlegungen zur Wattzahl für bestimmte Anwendungen gegeben.
Einfluss der Leistung auf die Schnittgeschwindigkeit
Die Ausgangsleistung eines Laserschneidgeräts bestimmt in erster Linie seine Schneidgeschwindigkeit. Höhere Leistungsstufen ermöglichen schnellere Schnittgeschwindigkeiten, da pro Zeiteinheit mehr Energie auf das Werkstück übertragen wird. Diese erhöhte Energiedichte ermöglicht ein schnelleres Verdampfen oder Schmelzen des Materials, was zu einem schnelleren Schnittverlauf führt.
Ein 4-kW-Faserlaser kann zum Beispiel 1 mm Baustahl mit einer Geschwindigkeit von bis zu 20 m/min schneiden, während ein 10-kW-System für dasselbe Material Geschwindigkeiten von bis zu 50 m/min erreichen kann. Es ist jedoch wichtig zu wissen, dass das Verhältnis zwischen Leistung und Geschwindigkeit nicht immer linear ist und von Faktoren wie Materialeigenschaften, Hilfsgasdruck und Brennpunktposition beeinflusst werden kann.
Umgekehrt können niedrigere Leistungsstufen geringere Schneidgeschwindigkeiten oder mehrere Durchgänge erforderlich machen, um die gewünschte Schnittqualität zu erreichen. Dieser Kompromiss zwischen Leistung und Geschwindigkeit unterstreicht die Bedeutung der Auswahl einer geeigneten Leistungsstufe für die Optimierung von Produktivität und Effizienz beim Laserschneiden.
Leistungsstufen für verschiedene Materialien
Die Wattleistung eines Laserschneiders ist ein Schlüsselfaktor bei der Bestimmung seiner Materialbearbeitungsfähigkeiten, einschließlich der Materialarten, die er schneiden kann, und ihrer maximalen Dicken. Die folgenden Richtlinien geben einen umfassenden Überblick über die Leistungsanforderungen für verschiedene Materialien:
30-100 Watt: Geeignet für Nicht-Metalle wie Papier, Pappe, dünne Kunststoffe (bis zu 3 mm), leichte Stoffe und dünne Holzfurniere. Ideal für Gravuranwendungen auf verschiedenen Oberflächen.
100-300 Watt: Geeignet zum Schneiden dickerer nichtmetallischer Materialien wie Acryl (bis zu 10 mm), MDF-Platten (mitteldichte Faserplatten) bis zu 6 mm, Sperrholz bis zu 8 mm und Leder. Kann auch einige Metalle markieren und gravieren.
300-500 Watt: Geeignet zum Schneiden von dickerem Holz (bis zu 15 mm), Kunststoffen (bis zu 15 mm) und dünnen Metallen wie Aluminium (bis zu 1,5 mm) und Baustahl (bis zu 3 mm). Geeignet für anspruchsvollere nicht-metallische Schneidanwendungen.
500-1000 Watt: Verarbeitet eine Vielzahl von Materialien, einschließlich dickerer Kunststoffe (bis zu 25 mm), Holz (bis zu 25 mm) und Metalle wie Edelstahl (bis zu 6 mm) und Baustahl (bis zu 10 mm).
1000-6000 Watt: Ideal für das Schneiden von schweren Metallen, einschließlich Edelstahl bis zu 25 mm, Baustahl bis zu 30 mm und Aluminium bis zu 15 mm. Diese Systeme werden in der Regel in der industriellen Fertigung eingesetzt.
6000+ Watt: Ultra-Hochleistungssysteme, die dicke Metallplatten (30 mm und mehr bei Stahl) mit hoher Geschwindigkeit schneiden können. Sie werden in speziellen industriellen Anwendungen und in der Schwerindustrie eingesetzt.
Bei der Auswahl der Wattleistung eines Laserschneiders sind nicht nur Materialart und -dicke zu berücksichtigen, sondern auch Faktoren wie die gewünschte Schnittqualität, das Produktionsvolumen und potenzielle künftige Anforderungen. Eine unzureichende Leistung kann zu unvollständigen Schnitten, schlechter Kantenqualität oder übermäßigen hitzebeeinflussten Zonen führen, während eine zu hohe Leistung zu Materialschäden, geringerer Präzision oder unnötigem Energieverbrauch führen kann.
III. Wie wählt man die Laserleistung aus?
Die von der Faserlaserschneidmaschine geschnittenen Materialien sind Metalle, hauptsächlich Edelstahl, Kohlenstoffstahl, Aluminium, Messing usw.
Die erzielbare Schnittdicke steigt mit zunehmender Laserleistung.
Die Leistung einer Faserlaserschneidmaschine hängt hauptsächlich von der Laserquelle ab. Auf dem Markt werden 2000W und mehr im Allgemeinen als hohe Leistung bezeichnet, die Leistung zwischen 1000w-2000w ist mittlere Leistung, und die Leistung unter 1000W wird als geringe Leistung bezeichnet.
Was die derzeitige Nachfrage betrifft, so besteht auf dem Markt eine große Nachfrage nach 2000-W-Faserlaserschneidmaschinen, die die meisten Schneidanforderungen erfüllen können. Schnittgeschwindigkeit über 2000W kann schneller sein, aber der Preis ist auch höher. Die Laserleistung ist einer der Hauptfaktoren, die sich direkt auf den Preis von Laserschneidmaschinen auswirken.
Für dünne Edelstahl- und Kohlenstoffstahlbleche kann eine Faserlaserschneidmaschine mit geringer Leistung verwendet werden, um gut zu schneiden und gleichzeitig eine hohe Schneidgeschwindigkeit zu gewährleisten, was nicht nur die Arbeitseffizienz gewährleistet, sondern auch Kosten spart.
Daher müssen wir beim Kauf einer Laserschneidmaschine vernünftig nach unseren eigenen Metallmaterialien und Materialstärken wählen und nicht blind nach hoher Leistung streben.
Wenn Sie sowohl dicke als auch dünne Bleche schneiden und eine hohe Nachfrage nach Produktionskapazitäten besteht, ist eine Hochleistungs-Laserschneidmaschine im erschwinglichen Preissegment natürlich die bessere Wahl.
Durch die richtige Einstellung der Schneidgeschwindigkeit und den Wechsel des Hilfsgases kann die Hochleistungs-Laserschneidmaschine auch die Schneidqualität gut kontrollieren.
Es gibt eine Vielzahl von Produkten, die den unterschiedlichen Bedürfnissen der Benutzer von Faserlaserschneidmaschinen entsprechen.
Klein Lichtwellenleiterlaser Schneidemaschinen sind vor allem für Kunden aus der Eisenwaren-, Küchen- und Badindustrie geeignet.
Faserlaserschneidmaschinen mittlerer Leistung werden im Allgemeinen von den Kunden in der Werbung gewählt, Feinblechund Fahrgestellindustrie.
Leistungsstarke Faserlaserschneidmaschinen werden von Kunden aus der Luft- und Raumfahrt, dem Schienenverkehr, der Automobilindustrie und anderen Branchen benötigt.
Die Wahl der Hochleistungs-Faserlaserschneidmaschine hängt von den persönlichen Schneidanforderungen der Kunden ab.
Beispiel
Nehmen wir die üblichen 500W-1000W als Beispiel für eine Analyse:
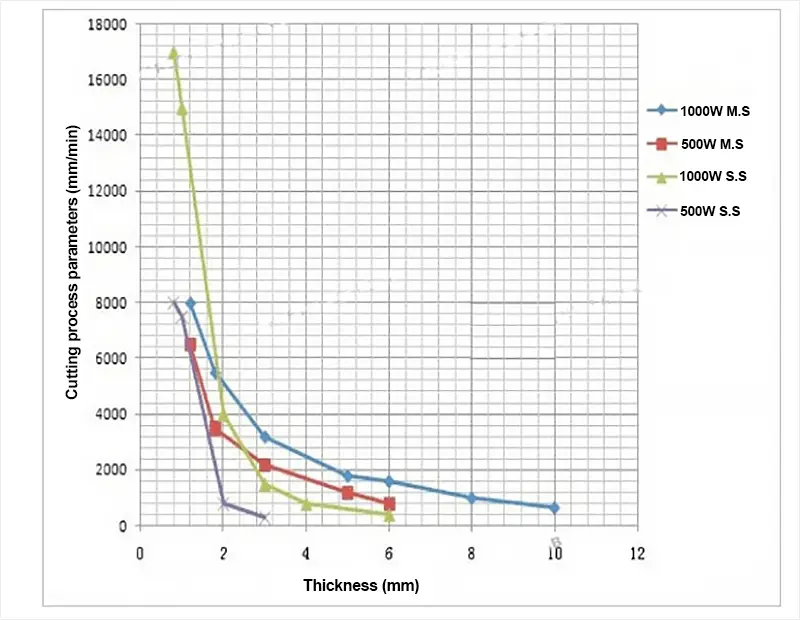
Vergleich der Parameter des Schneidprozesses: 500W vs. 1000W Faserlaserschneidmaschinen
Kohlenstoffstahl
Der Leistungsunterschied zwischen 500W- und 1000W-Faserlaserschneidmaschinen wird bei der Bearbeitung von Kohlenstoffstahl deutlich.
Bei dünnen Kohlenstoffstahlblechen (≤2mm) erreicht eine 500W-Maschine eine maximale Schnittgeschwindigkeit von ca. 6,6m/min, während eine 1000W-Maschine diese auf ca. 8m/min erhöht, was eine Produktivitätssteigerung von 21% bedeutet.
Der Unterschied wird bei dickeren Materialien noch deutlicher. Bei 6 mm Kohlenstoffstahl arbeitet eine 500-W-Maschine mit einer maximalen Schnittgeschwindigkeit von 0,8 m/min, während eine 1000-W-Maschine diese Effizienz verdoppelt und 1,6 m/min erreicht. Diese Geschwindigkeitssteigerung der 100% hat erhebliche Auswirkungen auf den Produktionsdurchsatz bei dickeren Kohlenstoffstahlkomponenten.
Rostfreier Stahl
Beim Schneiden von rostfreiem Stahl, einem Material, das für seine höhere Wärmeleitfähigkeit und sein höheres Reflexionsvermögen im Vergleich zu Kohlenstoffstahl bekannt ist, wird der Leistungsunterschied noch größer.
Bei dünnen Edelstahlblechen (≤2mm) erreicht eine 500W-Maschine eine maximale Schnittgeschwindigkeit von 8m/min. Eine 1000-W-Maschine hingegen verdoppelt diese Leistung mehr als und erreicht beeindruckende 17 m/min - eine Steigerung der Schnittgeschwindigkeit um 112,5%.
Bei rostfreiem Stahl mittlerer Dicke (ca. 3 mm) ist der Unterschied noch deutlicher. Eine 500-W-Maschine arbeitet mit einer Höchstgeschwindigkeit von 0,4 m/min, während eine 1000-W-Maschine 1,4 m/min erreicht - eine bemerkenswerte Steigerung der Schnittgeschwindigkeit um 250%.
Diese Vergleiche zeigen deutlich, dass eine 1000-W-Faserlaserschneidanlage erhebliche Vorteile in Bezug auf Schneidgeschwindigkeit und Produktivität bei verschiedenen Materialstärken und -arten bietet. Die höhere Leistung erhöht nicht nur die Schneidgeschwindigkeit, sondern ermöglicht auch eine effizientere Bearbeitung von reflektierenden Materialien wie Edelstahl. Für Fertigungsbetriebe, die Wert auf hohen Durchsatz und Vielseitigkeit bei der Materialbearbeitung legen, stellt die 1000-W-Faserlaserschneidanlage eine deutlich leistungsfähigere und effizientere Lösung dar.
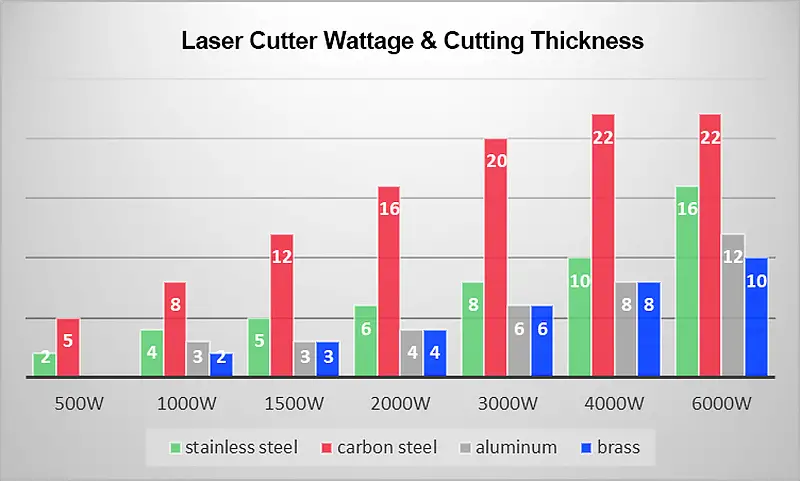
IV. Wattentabelle für Laserschneider zum Schneiden von Metall
Die folgende Tabelle der Laserschneidleistung von 1000W bis 6000W ist eine gute Referenz für Sie, um die richtige Laserleistung auszuwählen.
Und für detailliertere Laserschneiden Dicke & Geschwindigkeit Tabelle, können Sie sich auf diese Stelle.
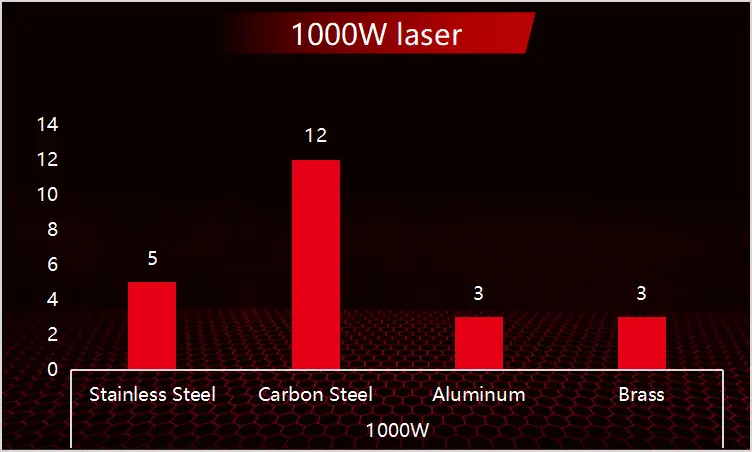
1000W Laserleistung
1000W Schnittdicke (mm) & Geschwindigkeit (m/min)
Metalle
Rostfreier Stahl
Kohlenstoffstahl
Aluminium
Messing
Max Tks.
5
12
3
3
Geschwindigkeit
0.6
0.5-0.8
0.7-1.5
0.5-1.0
Gemeinsame Tks.
3
6
2
2
Geschwindigkeit
1.8-2.5
1.4-1.6
2.8-3.6
2.8-3.6
Danke.
1
1
1
1
Geschwindigkeit
18-25
8-10
6-10
6-10
1500W Laserleistung
1500W Schnittdicke (mm) & Geschwindigkeit (m/min)
Metalle
Rostfreier Stahl
Kohlenstoffstahl
Aluminium
Messing
Max Tks.
8
14
5
4
Geschwindigkeit
0.3-0.7
0.5-0.7
0.4
0.8-1.0
Gemeinsame Tks.
4
8
2
2
Geschwindigkeit
1.5-2.4
1-1.4
6-7
3.0-4.5
Danke.
1
2
1
3
1
1
Geschwindigkeit
28-32
8-10
15-26
3.5-4.2
12-18
9-12
2000W Laserleistung
2000W Schnittdicke (mm) & Geschwindigkeit (m/min)
Metalle
Rostfreier Stahl
Kohlenstoffstahl
Aluminium
Messing
Max Tks.
10
18
8
6
Geschwindigkeit
0.1-0.3
0.4-0.5
0.2-0.4
0.3-0.7
Gemeinsame Tks.
5
10
4
4
Geschwindigkeit
1.8-2.5
1-1.1
1.5-2.0
1.2-2.0
Danke.
1
3
1
3
1
2
1
2
Geschwindigkeit
28-38
4-5
28-38
3-4.2
15-25
7-10
12-18
4-8
3000W Laserleistung
3000W Schnittdicke (mm) & Geschwindigkeit (m/min)
Metalle
Rostfreier Stahl
Kohlenstoffstahl
Aluminium
Messing
Max Tks.
12
22
12
8
Geschwindigkeit
0.2-0.4
0.4-0.6
0.1-0.2
0.3-0.5
Gemeinsame Tks.
8
10
6
5
Geschwindigkeit
1.0-2.5
1.2-1.8
1.5-2.0
1.5-2.0
Danke.
1
4
1
4
1
3
1
3
Geschwindigkeit
35-45
4-6
35-45
3.5-4.2
30-35
6.5-8
30-35
4-5
4000W Laserleistung
4000W Schnittdicke (mm) & Geschwindigkeit (m/min)
Metalle
Rostfreier Stahl
Kohlenstoffstahl
Aluminium
Messing
Max Tks.
14
22
16
10
Geschwindigkeit
0.2-0.4
0.4-0.8
0.2-0.4
0.2-0.7
Gemeinsame Tks.
10
12
8
6
Geschwindigkeit
0.8-1.2
1.2-1.8
0.9-1.6
1.4-2.0
Danke.
1
5
1
6
1
4
1
3
Geschwindigkeit
35-45
3.5-5
35-45
2.5-3.4
30-35
4-6
25-35
5-8
6000W Laserleistung
6000W Schnittdicke (mm) & Geschwindigkeit (m/min)
Metalle
Rostfreier Stahl
Kohlenstoffstahl
Aluminium
Messing
Max Tks.
25
25
25
12
Geschwindigkeit
0.2-0.4
0.3-0.5
0.1-0.2
0.3-0.5
Gemeinsame Tks.
14
14
10
8
Geschwindigkeit
0.8-1.5
1.2-1.8
1.0-1.5
1.6-1.8
Danke.
1
5
1
8
1
5
1
4
Geschwindigkeit
36-40
8-10
36-40
2-2.6
40-45
6-8
30-35
5-7
V. Vorsichtsmaßnahmen für die Auswahl der geeigneten Leistung einer Laserschneidmaschine
Auswahl nach Material und Schnittstärke
Wählen Sie die geeignete Leistung auf der Grundlage der zu bearbeitenden Materialien und der erforderlichen Schnittstärke. Diese Bestimmung ist ausschlaggebend für die Wahl des optimalen Gerätemodells und Bearbeitungsformats und bildet eine solide Grundlage für spätere Beschaffungsentscheidungen.
Laserschneidmaschinen werden in den verschiedensten Branchen eingesetzt, z. B. in der Blechbearbeitung, Metallverarbeitung, Werbung, Technik, Herstellung medizinischer Geräte und darüber hinaus. Jede Anwendung kann unterschiedliche Leistungsspezifikationen für eine optimale Leistung erfordern.
Auswahl nach der Qualität der Schnittfläche
Das Vorhandensein von Graten auf lasergeschnittenen Oberflächen hängt in erster Linie von der Schnittdicke und der Art des verwendeten Hilfsgases ab. Beim Schneiden von Materialien mit einer Dicke von weniger als 3 mm ist die Gratbildung in der Regel minimal oder nicht vorhanden.
Bei den Hilfsgasen liefert Stickstoff die besten Ergebnisse in Bezug auf die Kantenqualität, gefolgt von Sauerstoff. Druckluft ist zwar kosteneffizient, liefert aber in der Regel die ungünstigste Kantenqualität.
Metalllaserschneidmaschinen, insbesondere Faserlaser, sind dafür bekannt, dass sie minimale oder gar keine Grate, außergewöhnlich glatte Schnittflächen, relativ hohe Schnittgeschwindigkeiten und minimale Materialverformung erzeugen. Diese Eigenschaften machen sie ideal für Präzisionsschneidanwendungen.
Auswahl von Kernkomponenten für Laserschneidsysteme
Die Wahl der Laserquelle und des Schneidkopfes ist entscheidend. Importierte Laser verwenden oft IPG (IPG Photonics) Quellen, während inländische Optionen häufig Raycus-Laser verwenden. Beide haben ihre Vorzüge, wobei IPG im Allgemeinen eine höhere Zuverlässigkeit bietet und Raycus eine kostengünstigere Lösung darstellt.
Berücksichtigen Sie auch andere wichtige Komponenten, die die Schnittgenauigkeit und die Gesamtleistung der Maschine beeinflussen:
Bewegungssystem: Vorzugsweise importierte Servomotoren für präzise Steuerung
Lineare Führungen: Hochwertige Schienen für reibungslose, präzise Bewegungen
Maschinenbett: Starre Konstruktion zur Minimierung von Vibrationen und Erhaltung der Genauigkeit
CNC-Steuerung: Moderne Steuerungssysteme für optimales Prozessmanagement
Eine oft übersehene, aber entscheidende Komponente ist das Kühlsystem. Industrietaugliche Kältemaschinen sind herkömmlichen Klimageräten vorzuziehen, da sie eine stabilere und effizientere Kühlung bieten, die für die Aufrechterhaltung der Laserleistung und Langlebigkeit entscheidend ist.
Auswahl der Laserleistung
Passen Sie die Laserleistung an Ihre spezifischen Produktionsanforderungen an. Wenn Sie zum Beispiel hauptsächlich Metallplatten mit einer Dicke von weniger als 6 mm schneiden, kann eine 1000-W-Laserschneidmaschine ausreichen, die ein ausgewogenes Verhältnis zwischen Leistung und Kosteneffizienz bietet.
Für die Großserienproduktion sollten Sie sich nicht für eine einzige Hochleistungsmaschine entscheiden, sondern in mehrere Laserschneidsysteme mittlerer Leistung investieren. Diese Strategie bietet mehrere Vorteile:
Erhöhte Produktionsflexibilität
Geringeres Risiko von Ausfallzeiten (wenn eine Maschine gewartet werden muss)
Bessere Kostenkontrolle und potenziell höhere Gewinnspannen
Berücksichtigen Sie bei Ihrer endgültigen Entscheidung Faktoren wie:
Künftige Wachstumsprognosen
Vielfalt der zu verarbeitenden Materialien
Erforderliche Schnittgeschwindigkeiten und Qualität
Gesamtbetriebskosten, einschließlich Stromverbrauch und Wartung
Durch die sorgfältige Bewertung dieser Faktoren können Hersteller Laserschneidanlagen auswählen, die ein optimales Gleichgewicht zwischen Leistung, Effizienz und Kosteneffizienz für ihre spezifischen Produktionsanforderungen bieten.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, warum Ihre Laserschneidmaschine nicht sauber durch Metall schneidet? Dieser Artikel befasst sich mit den häufigen Ursachen für dieses Problem und bietet praktische Lösungen zur...
Was wäre, wenn ich Ihnen sagen würde, dass die Umgebung Ihres Laserschneiders über seine Leistung entscheiden kann? In diesem Artikel werden zehn wichtige Voraussetzungen für die Optimierung Ihrer Laserschneidmaschine...
Wird die Zukunft des Metallschneidens durch Hochleistungslaserschneider revolutioniert? Da die Industrie eine schnellere, präzisere und dickere Materialbearbeitung fordert, werden Hochleistungslaserschneidmaschinen immer...
Stellen Sie sich vor, wie Sie mühelos mit Präzision und Geschwindigkeit durch Metall schneiden. Dieser Artikel über den Betrieb von Faserlaserschneidern behandelt die wichtigsten FAQs, von Sicherheitsmaßnahmen bis hin zu Komponentenfunktionen, die optimale Leistung und Sicherheit gewährleisten....
Haben Sie sich jemals mit der Wahl der richtigen Laserschneiddüse für Ihr Projekt schwer getan? Die Auswahl der optimalen Düse ist entscheidend für saubere, präzise Schnitte und eine maximale Effizienz. In diesem...
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine tickt? In diesem Blog-Beitrag tauchen wir tief in das Innenleben dieser hochpräzisen Maschinen ein, die die Branche revolutioniert haben...
Haben Sie sich jemals gefragt, wie ein Laser durch Metall schneiden kann wie ein heißes Messer durch Butter? In diesem faszinierenden Artikel erforschen wir die Wissenschaft hinter der Faserlaserschneidetechnik....
Sind Sie neugierig auf die Spitzentechnologie, die die Fertigung revolutioniert? In diesem Blogbeitrag tauchen wir in die Welt der Laserschneidmaschinen ein, erkunden ihre Vorteile und die führenden Hersteller, die die...
Stellen Sie sich die katastrophalen Folgen einer vernachlässigten Wartung von Laserschneidmaschinen vor. Lassen Sie nicht zu, dass Ihr Unternehmen Opfer von kostspieligen Ausfallzeiten und Reparaturen wird! In diesem Blogbeitrag gehen wir auf die wichtigsten...







.jpg)







