Hydraulische Guillotine-Scheren vs. Schwinghebelscheren: Die Unterschiede kennen
Was unterscheidet eine hydraulische Tafelschere von einer Schwingschnittschere, und warum sind diese Unterschiede für Ihre Metallbearbeitungsprojekte wichtig? Dieser Artikel befasst sich mit den wichtigsten Unterschieden, einschließlich Messerbewegung, Scherkraft und Schnittgenauigkeit. Wenn Sie diese Unterschiede kennen, erfahren Sie, welche Schere für die verschiedenen Anwendungen am besten geeignet ist. So können Sie fundierte Entscheidungen treffen und die Präzision und Effizienz Ihrer Arbeit verbessern.
Viele Menschen zweifeln an der Einteilung der hydraulischen Scheren in Schwingbalkenscheren (Scheren mit festem Winkel) und Tafelscheren (Scheren mit variablem Winkel).
Was unterscheidet die hydraulische Schwingschnittschere von der Tafelschere?
Warum bevorzugen die meisten Anwender eine Guillotineschere?
Was sind die Vorteile der hydraulischen Tafelschere im Vergleich zur hydraulischen Schwingschnittschere?
Heute werde ich die Unterschiede zwischen der Schwingbalkenschere und der Tafelschere erklären.
In der folgenden Tabelle sind die wichtigsten Unterschiede zwischen der Schwingschnittschere der Serie QC12 und der hydraulischen Tafelschere der Serie QC11 aufgeführt:
- Unipivot support,lever principle; - Führen Sie eine bogenförmige, gekrümmte Bewegung um den hinteren Drehpunkt aus.
- Dreipunkt-Stützrollenführung (untere Exzenterwelle, vordere Stützwelle, obere Exzenterwelle) - Führen Sie eine lineare vertikale Bewegung aus.
2
Scherkraft
- Hydraulischer Ölzylinder in schräger Richtung befestigt; - 75% wirkende Kraft, 25% Verlust.
- Hydraulische Ölzylinder führen lineare vertikale Bewegungen aus; -100% hydraulischer Druck, der auf die Schneidkante wirkt.
3
Stil der Klinge
- Obere Klinge in prismatischer Form, kann nur zwei Fasenwinkel Schneide verwenden; - Untere Klinge in rechteckiger Form, vier Schneidkanten können verwendet werden.
- Sowohl die obere als auch die untere Klinge haben eine rechteckige Form; - Alle vier Schneidkanten können verwendet werden.
4
Einstellung des Schnittwinkels
- Fester Schnittwinkel und Messerträgerwinkel; - Kann nur in einem bestimmten Winkel schneiden, unabhängig von der Dicke der Platte.
- Einstellbarer Schneidewinkel, verschiedene Schneidewinkel sind anwendbar für Stanzplatte mit unterschiedlicher Dicke. - Adopt kleinere Schnittwinkel kann effektiv die Verzerrung der Feinblechund erhöhen die Schnittgeschwindigkeit; - Sie können auch den Scherwinkel vergrößern, um die Scherkraft zu erhöhen.
5
Schmierstelle
Kegelräder sind stark abgenutzt und müssen häufig geschmiert werden, um die Lebensdauer zu erhöhen.
Die meisten verwenden selbstschmierende Gelenklager, die im Grunde nicht manuell geschmiert werden müssen.
6
Blattträger-Rückholvorrichtung
Stickstoff-Rücklaufzylinder, leicht undicht, oft reparaturbedürftig.
Die Blasen-Akkumulatoren sind stabil und zuverlässig.
7
Bereich verwenden
Gewöhnliche kleine und mittlere Werkstücke, gemeinsame Anforderungen an die Schnittfläche.
Große und mittelgroße, ultralange Blechscheren erfordern eine hohe Präzision der Schnittfläche.
8
Backstop-Struktur (optional)
- 500W AC-Motor + Universalanschluss verdrehte Welle; - Es entstehen leicht Lücken, kein Federpuffer, keine Rückzugsfunktion.
Wenn gewöhnliche Platten nicht behandelt werden, die lange Zeit, desto leichter zu rosten, wodurch die hydraulischen Teile zu blockieren und zu verschleißen.
Die gesamte Beschichtung Behandlung, kein Rost, nicht leicht zu reagieren mit dem Öl.
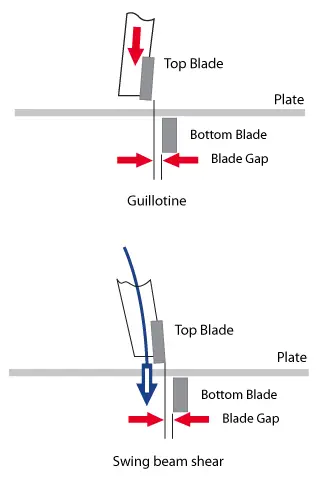
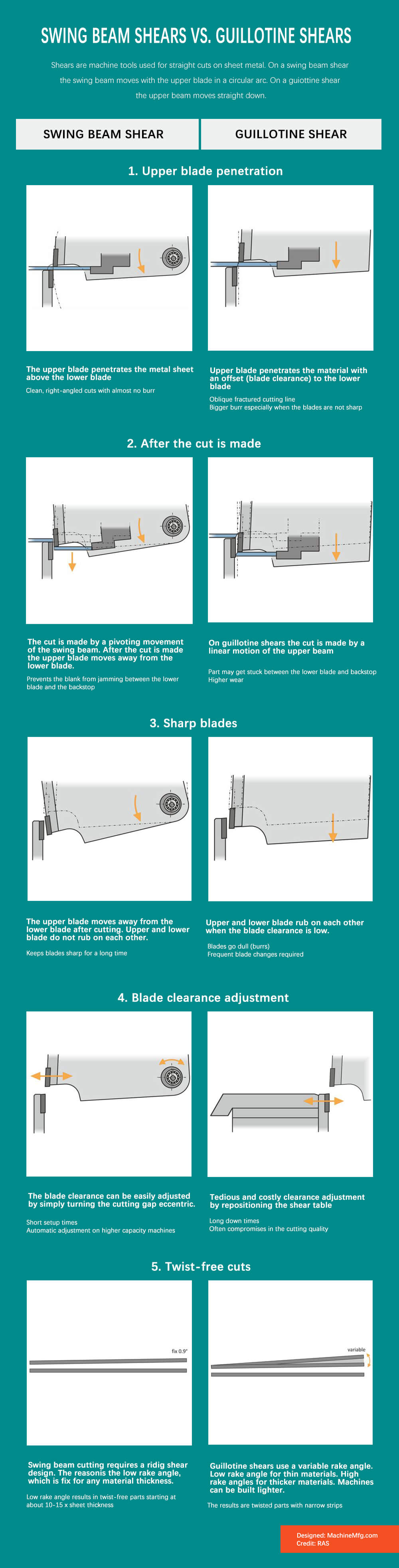
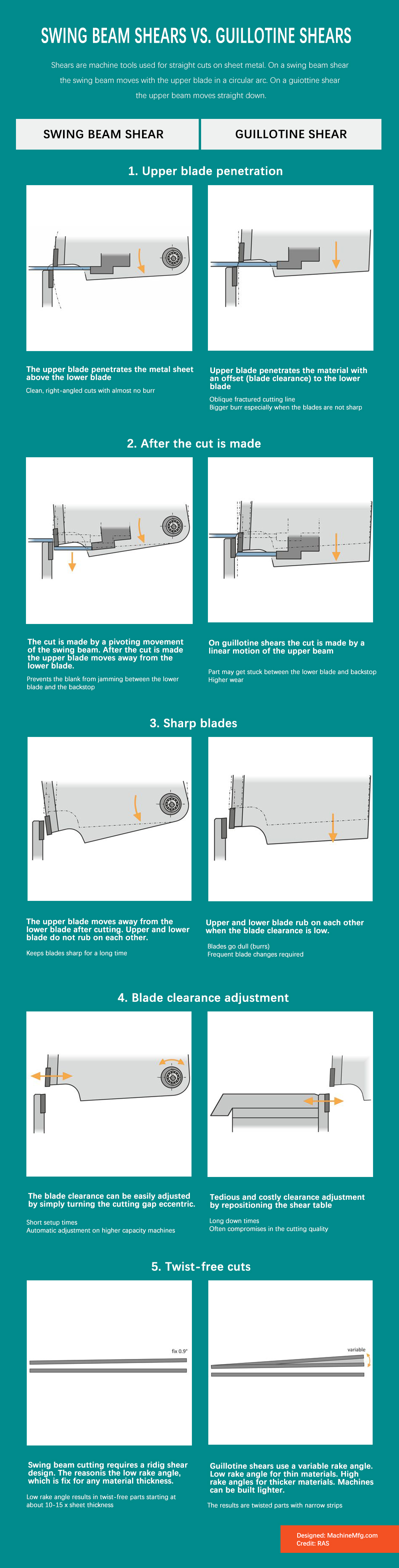
Schwingschnittschere vs. Tafelschere
Sie können hier klicken um die hochauflösende Version der obigen Infografik herunterzuladen.
Schergenauigkeit
Sowohl bei der Schwingbalkenschere als auch bei der Tafelschere beträgt der Schneidspalt 0,04 mm.
Die Lagerverbindung zwischen dem Schwingarm und dem Pendelkörper der Schwingbalkenschere kann jedoch das Spiel nicht vollständig beseitigen.
Infolgedessen liegen die Genauigkeitsfehler zwischen den Spalten und dem Schneidenabstand typischerweise über 0,1 mm, so dass die Genauigkeit der Schwingbalken-Schneidemaschine theoretisch schlechter ist als die der Tafelscherenmaschine.
Die hintere Führungsschiene der Tafelschere wird durch ein Lager mit einem Druckfederkissen auf der Rückseite gedrückt, wodurch sichergestellt wird, dass zwischen der vorderen und hinteren Führungsschiene kein Spalt entsteht.
Dadurch wird die Genauigkeit des Spalts zwischen Spiel und Schneidenspalt unter 0,04 mm gehalten, was zu einem gleichmäßigeren Scheren des Materials ohne Grate führt.
Arbeitsweg
Da der Werkzeughalter der Schwingbalkenschere eine gebogene Form hat, stellt er einen Bogenpunktkontakt her, um die Geradheit des zu scherenden Materials zu gewährleisten.
Die Tafelschere gewährleistet mit ihrem geraden Werkzeughalter die Geradheit des zu schneidenden Materials, was zu einer höheren Präzision führt.
Bei der Schwingbalkenschere kommt es jedoch in der Mitte zu einem erheblichen Rückschlag des Messers, was zu einer gewissen Schneidstoffe mit Graten. Dieses Problem kann nicht verhindert werden.
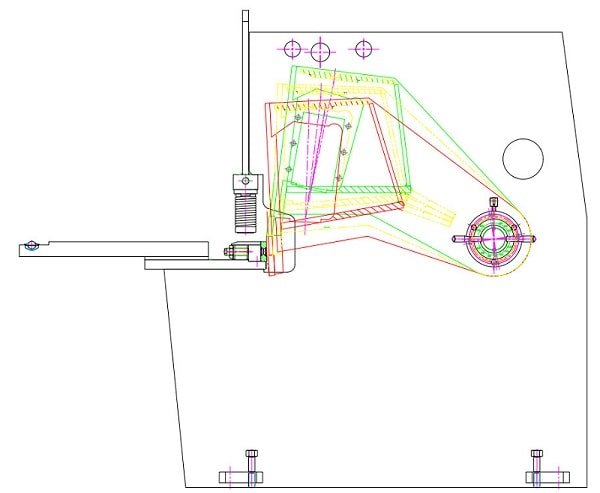
Arbeitsprinzip der Guillotine-Schneidemaschine
Scherwinkel
Beim Schneiden von Blechen mit einer Dicke von weniger als 20 mm kann der Scherwinkel der Schwingbalkenschere nicht eingestellt werden, wodurch sich das geschnittene Material verdreht. Je schmaler das geschnittene Material ist, desto größer ist die Verzerrung.
Im Gegensatz dazu kann bei der Tafelschere der Scherwinkel stufenlos eingestellt werden, so dass das geschnittene Blech nicht so leicht verformt werden kann und die Genauigkeit des Werkstücks erhalten bleibt.
Noch wichtiger ist, dass die Scherkraft stärker ist, wenn der Scherwinkel vergrößert wird.
Klinge
Die hydraulische Schwingbalkenschere kann aufgrund der gekrümmten Messerbewegung nicht alle vier Kanten des Messers zum Schneiden von Blechen nutzen.
Daher kann nur die diamantförmige Schneide für den beidseitigen Schnitt verwendet werden.
Im Gegensatz dazu bewegt sich der Werkzeughalter der Tafelschere in einer linearen Bewegung auf und ab, so dass sowohl das Ober- als auch das Untermesser mit allen vier Kanten geschnitten werden können.
Dies führt dazu, dass das Messer der Tafelschere eine doppelt so lange Lebensdauer hat wie das der Schwingbalkenschere.
Andere Details
Die hydraulische Tafelschere ist nicht auf Stickstoff angewiesen, um die Klinge zurückzufahren, so dass die Unannehmlichkeiten, die durch Luftverluste entstehen, entfallen. Sie verwendet einen doppelt wirkenden Hydraulikzylinder.
Im Vergleich dazu gibt es bei der Konstruktion der Schwingbalkenschere noch viele ungelöste Probleme, wie zum Beispiel:
Schwierigkeiten bei der Gewährleistung der Festigkeit des Messerhalters bei Breiten über 3200 mm;
Schwierigkeiten bei der Schmierung des eingebauten halbkreisförmigen Zylinderblocks;
Zylinder, der nicht leicht zu reparieren ist;
Ungleichmäßig belastete Zahnstange;
Schwierigkeiten bei der genauen Einstellung des Messerspaltes;
Material mit einer Scherlänge von weniger als 20 mm kann nicht mit der Hinteranschlagvorrichtung geprüft werden.
Das Arbeitsprinzip der Schwingbalkenschere schränkt ihre Fähigkeit ein, dicke Bleche zu schneiden. Für Metall schneiden Bleche, die dicker als 8 mm sind, müssen mit einer Tafelschere bearbeitet werden.
Heutzutage stellen namhafte Schermaschinenhersteller weltweit vor allem hydraulische Tafelscheren her, die etwas teurer sind.
Im Vergleich zur hydraulischen Schwingbalkenschere zeichnet sich die hydraulische Tafelschere durch eine hohe Schergenauigkeit, einen einstellbaren Scherwinkel und eine langlebige Schneidkante aus.
Vereinfacht ausgedrückt ist die Tafelschere die zweite Generation der Hydraulikschere und einer verbesserten Version der Schwingbalkenschere.
Wenn Sie jedoch nur über ein begrenztes Budget verfügen, kann die Schwingbalkenschere dennoch eine gute Option sein.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie massive Bleche mit minimalem Aufwand präzise geschnitten werden? In diesem Artikel erkunden wir die faszinierende Welt der hydraulischen Tafelscheren. Sie erfahren etwas über...
Haben Sie sich schon einmal gefragt, warum manche Bleche perfekt flach sind, während andere sich verziehen und verzerren? Dieser Artikel lüftet die Geheimnisse hinter den Schnittkräften in rotierenden Tafelscheren. Du erfährst, wie...
Waren Sie schon einmal mit der Herausforderung konfrontiert, die Messer einer hydraulischen Tafelschere zu wechseln? Diese detaillierte Anleitung führt Sie durch den Prozess und gewährleistet Sicherheit und Präzision bei jedem Schritt. Von der ersten Demontage...
Was sind die Ursachen für den Ausfall des Hydrauliksystems einer Tafelschere? In diesem Artikel werden die häufigsten Probleme wie Druckverlust, Ventilstörungen und automatisches Fallen des Presserfußes untersucht....
Haben Sie sich jemals gefragt, wie eine Tafelschere so präzise arbeitet? Dieser Artikel enthüllt die komplizierte Funktionsweise des Hydrauliksystems und beschreibt Komponenten wie den Motor, die Ölpumpe und die...
Haben Sie sich jemals gefragt, wie diese massiven Stahlplatten mit solcher Präzision geschnitten werden? Treten Sie ein in die Welt der hydraulischen Schermaschinen - die unbesungenen Helden der Metallverarbeitungsindustrie....
Wie können Sie sicherstellen, dass Ihre Tafelschere sicher funktioniert und länger hält? Dieser Artikel befasst sich mit den wichtigsten Wartungsmaßnahmen für Tafelscheren, von der täglichen Kontrolle bis zur jährlichen Überholung. Sie lernen entscheidende...
Haben Sie sich jemals gefragt, welche Unternehmen in der Branche der hydraulischen Schermaschinen führend sind? Dieser Artikel befasst sich mit den 26 größten Herstellern weltweit und beschreibt ihre Geschichte, ihre Spezialgebiete und ihre globale Reichweite. Von alteingesessenen...
Haben Sie sich jemals gefragt, wie leistungsstarke Maschinen rohes Metall in präzise, brauchbare Teile verwandeln? Dieser Artikel lüftet die Geheimnisse der hydraulischen Schermaschine, einem Wunderwerk der Technik. Erfahren Sie, wie sie schneidet...












{kind=link}