Haben Sie sich jemals gefragt, wie die moderne Industrie Metall mit solcher Präzision formt und schneidet? Hier kommt die Ironworker-Maschine ins Spiel, ein Kraftwerk der Effizienz und Vielseitigkeit. In diesem Artikel erfahren Sie, wie diese Maschinen die Metallbearbeitung verändern und komplexe Aufgaben wie Stanzen, Scheren und Biegen mühelos erledigen. Bereiten Sie sich darauf vor, die Geheimnisse hinter ihrer unglaublichen Leistung zu lüften!
Die Ironworker-Maschine ist eine Werkzeugmaschine, die mehrere Funktionen, wie z. B. das Scheren und Stanzen von Metall, integriert, Plattenschneidenund Biegen.
Die Ironworker-Maschine hat den Vorteil, dass sie einfach zu bedienen ist, wenig Energie verbraucht und niedrige Wartungskosten hat.
Sie ist eine bevorzugte Ausrüstung für die Metallverarbeitung in modernen Fertigungsindustrien, wie z. B. Metallurgie, Brückenbau, Kommunikation, elektrische Energie, Militärindustrie und mehr.
Die Eisenbearbeitungsmaschine gibt es in zwei Formen: hydraulisch und mechanisch.
Im Vergleich zu hydraulischen Stanzmaschinen ist die Ironworker-Maschine wesentlich leistungsfähiger.
Die Ironworker-Maschine kann nicht nur verschiedene Arten von Löchern stanzen, darunter auch quadratische Löcher, sondern auch Flachprofilstahl, I-Träger, Kanalstahl und Winkelstahl.
Funktionsprinzip einer Eisenbearbeitungsmaschine
(1) Die Eisenbearbeitungsmaschine arbeitet mit einer Gleitplatte mit Schneidkante, die über einen zweistufigen Hebel und einen Gleitblock auf und ab bewegt wird. Das Schneiden und Stanzen von Metallwerkstoffen erfolgt durch eine feste Schneide, die am Rahmen angebracht ist.
(2) Die Maschine wird mit Strom betrieben und über einen Fußschalter gesteuert, so dass sie bis zu 30 Stanz- und Scherarbeiten pro Minute ausführen kann.
(3) Die Ironworker-Maschine kann verschiedene Arten von gewöhnlichem Stahl stanzen und schneiden, wie z.B. Winkelstahl, Kanalstahl, Stahlplatten, Vierkantstahl und I-Träger. Es kann auch scheren, schneiden Winkel, die-Shear, und stanzen diese Materialien.
(4) Die Eisenbearbeitungsmaschine verfügt über mehrere Arbeitsstationen, darunter eine Stanzstation, einen Winkel Stahlschneiden Station, eine Stangenschneidestation, eine Plattenschneidestation, eine Eckenschneidestation und mehr. Die Maschine ist vielseitig einsetzbar und einfach zu bedienen.
(5) Die Struktur der Eisenbearbeitungsmaschine besteht aus einem Motor, einer Abschirmung, einem Fußschalter, einem Rahmen und mehreren Komponenten der Eisenbearbeitungsmaschine.
Merkmale der Eisenbearbeitungsmaschine
Die Ironworker-Maschine verwendet hydraulische Kraftübertragung und hat eine vernünftige Struktur, ist leicht, arbeitet leise, ist zuverlässig und hat eine gute Leistung bei Überlastungen.
Die Maschine ist mit einer Stanzstation, einer Station zum Schneiden von Kanal- und Winkelstahl, einer Station zum Schneiden dicker Bleche, einer Station zum Schneiden von Rund- und Vierkantstahl und einer Station zum Schneiden von Ecken ausgestattet. Sie können sie u. a. zum Stanzen großer Löcher, zum Biegen von Blechen, zum Stanzen von Kanalstahl, zum Schneiden von Jalousien und zum Schneiden von Rohrecken verwenden.
Die Maschine ist standardmäßig mit fünf Stationen und zwei hydraulischen Arbeitsstationen ausgestattet und kann unabhängig voneinander arbeiten. Es ist kein horizontales Debugging erforderlich, und die Maschine kann sofort nach dem Einrichten eingesetzt werden. Eine optionale CNC-Kontrollsystem ist verfügbar, um die Effizienz des automatischen Stanzens und Scherens zu erhöhen.
Die Maschine ist mit europäischer Spitzentechnologie ausgestattet, und der Rahmen ist vollständig geschweißt. Nach der Hochtemperaturabschreckung weist der Rahmen eine hohe Steifigkeit und Festigkeit auf. Die Werkzeuge werden mit einem speziellen Vakuum und hoher Temperatur behandelt, um ihre Lebensdauer zu verlängern.
Das Rohrschneidwerkzeug kann auch Rohre schneiden und nuten, was zu hoher Effizienz, Kosteneinsparungen und einem schönen Schnittprofil führt.
Aufbau einer Eisenbearbeitungsmaschine
Die Eisenbearbeitungsmaschine verwendet eine mechanische Übertragung, die durch einen Motor und ein Getriebe angetrieben wird, um verschiedene Teile zu betreiben.
Es ist mit Funktionen zum Scheren von Winkeln, Stanzen, Schneiden und Schneiden ausgestattet. Mit verschiedenen Funktionen können unterschiedliche Stanz- und Scherprozesse an Metallprofilen durchgeführt werden.
Schauen wir uns den Aufbau und die Funktion der einzelnen Teile genauer an, damit wir uns mit ihrer Funktionsweise im täglichen Gebrauch vertraut machen können.
Abschaltfunktion
Die Ironworker-Maschine eignet sich zum Schneiden von Winkelstahl, Kanalstahl, Rundstahl und Eisenplatten.
Es hat die Funktion des elektrischen Einzelschneidens und ist bequem zu bedienen, mit hoher Schnittpräzision und einem glatten Schnitt.
Stanzfunktion
Die Ironworker-Maschine eignet sich zum Stanzen von Flachstahl und Winkelstahl, und runde Löcher oder Langlöcher können je nach Bedarf angepasst werden.
Eckenschneiden und Schneidfunktion
Die Eisenbearbeitungsmaschine ist für das Schneiden von Winkelstahl, das V-förmige Schneiden von Winkelstahl, das Stumpfschneiden und das Schneiden von Metallprofilen geeignet, wie z. B. das Stumpfschneiden von Winkelstahl, das V-förmige Schneiden von Öffnungen und das quadratische Schneiden von Winkelstahl.
Diese Stanz- und Scherfunktionen werden mit Hilfe eines Fußschalters ausgeführt, der bis zu 30 Stanz- und Scheraktionen pro Minute ermöglicht.
Darüber hinaus sind die Schlüsselkomponenten aus hochharten Werkstoffen gefertigt und werden abgeschreckt, um ihre Festigkeit und Verschleißfestigkeit zu verbessern.
Die Ironworker-Maschine wird zum Scheren, Stanzen und Gesenkscheren von Metallprofilen verwendet und hat die Vorteile, dass sie einfach zu bedienen ist, mehrere Funktionen in einer Maschine vereint und zeit- und arbeitssparend ist.
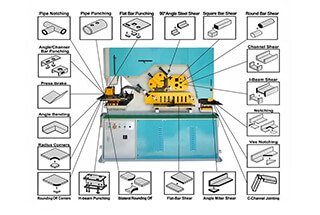
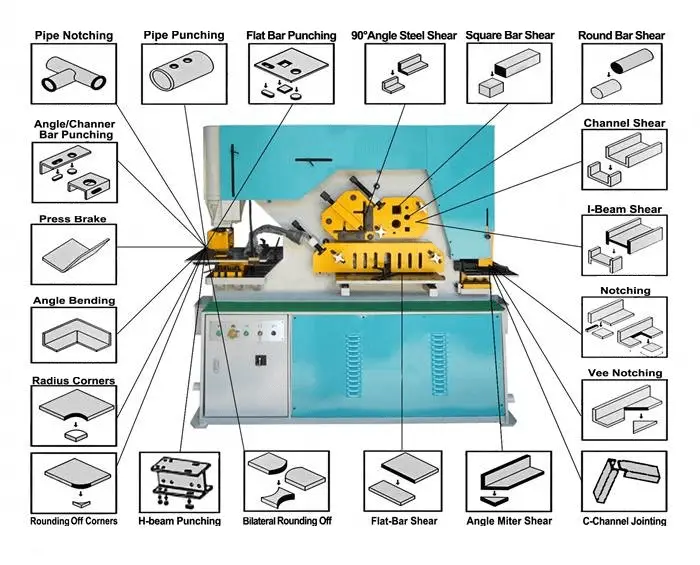
Aufbau und Funktionsschema einer Eisenbearbeitungsmaschine:
Anforderungen an den Betrieb einer Eisenbearbeitungsmaschine
Vor der Inbetriebnahme der Eisenbearbeitungsmaschine ist zu prüfen, ob alle Getriebeteile, Verbindungsschrauben und Bolzenschäfte sicher befestigt und die elektrische Erdung intakt ist.
Schmieren Sie vor Beginn der Arbeiten alle Teile und führen Sie einen Probelauf von zwei bis drei Minuten durch. Beginnen Sie erst mit der Arbeit, wenn es keine Probleme gibt.
Vermeiden Sie eine Überlastung der Maschine, und stanzen oder scheren Sie niemals abgeschreckten Stahl.
Tragen Sie bei der Arbeit Handschuhe und Schutzkleidung und vermeiden Sie das Tragen von Sandalen oder Hausschuhen.
Schmieren Sie die Stanzwerkzeuge während des Stanzens und Scherens ständig, um eine Fehlausrichtung der oberen und unteren Stanzwerkzeuge zu verhindern.
Achten Sie darauf, Ihre Finger beim Füttern zu schützen, insbesondere wenn der Feinblech nicht durch den letzten Nähfuß gehalten werden kann. Unter diesen Bedingungen darf nicht gestanzt oder geschert werden.
Es ist strengstens untersagt, die Schneide und die Matrize während des Betriebs der Maschine zu zerlegen, zu verändern oder zu kalibrieren. Schlagen Sie nicht auf die Matrize, Scherenmesseroder andere Teile.
Der Dickenbereich von Blechen muss sorgfältig kontrolliert werden, und das Stanzen und Scheren sollte nicht durchgeführt werden, wenn er den angegebenen Bereich überschreitet.
Stapeln Sie keine anderen Materialien oder größere Mengen von Abfällen im Arbeitsbereich, und halten Sie die Maschine während der Einstellungen und der Reinigung an.
Schalten Sie nach Abschluss der Arbeiten unverzüglich den Strom ab und reinigen Sie die Baustelle.
Arbeitsschritte einer Eisenbearbeitungsmaschine
Der Bediener muss die Standard-Sicherheitsverfahren für die Bedienung einer Eisenbearbeitungsmaschine einhalten. Er muss mit dem Aufbau und der Leistung der Maschine vertraut sein, sich strikt an die Betriebsverfahren der Ausrüstung halten und darf nur nach einer Schulung und einer bestandenen Prüfung arbeiten.
Der Bediener muss die erforderliche Schutzkleidung tragen, bevor er die Eisenbearbeitungsmaschine bedient.
Vor der Inbetriebnahme der Maschine müssen die Stromversorgung und die Spannung überprüft und bestätigt werden, dass sie den erforderlichen Spezifikationen entsprechen.
Vor dem täglichen Betrieb müssen das Schmiersystem, das Hydrauliksystem und das Druckluftsystem überprüft werden, und der Ölstand, der Öldruck und der Luftdruck müssen den erforderlichen Normen entsprechen.
Überprüfen Sie vor Beginn der Arbeiten, ob die Lichtschranke ordnungsgemäß funktioniert. Ist dies nicht der Fall, kann die Maschine nicht gestartet werden. Der Bediener muss sich vergewissern, dass sich niemand im Arbeitsbereich der Maschine aufhält, wenn diese gestartet wird.
Führen Sie bei Programmen, die zum zweiten Mal verwendet werden, einen Probelauf durch, ohne das Werkstück zu laden. Laden Sie das Werkstück erst dann zur Bearbeitung ein, wenn Sie sichergestellt haben, dass keine Fehler vorliegen.
Überprüfen Sie vor dem Starten die Auslassöffnungen der oberen und unteren Form, um sicherzustellen, dass keine Metallreste vorhanden sind. Vergewissern Sie sich, dass der Werkzeughalter, der Abstreifer, das Werkzeug, der Zwischenring und der Einstellring intakt sind, dass das Scherwerkzeug und die Stanzmatrize keine Risse aufweisen, dass der Spalt zwischen dem Stempel und der Matrizenlochwand gleichmäßig ist und dass die Schneide des Scherwerkzeugs scharf ist.
Wenn die Maschine in Betrieb genommen wird, muss der Bediener an der Konsole bleiben und darf nicht zulassen, dass andere Personen die Maschine bedienen. Beim Verlassen der Maschine muss diese angehalten oder der Netzschalter ausgeschaltet werden.
Wenn Sie sich der Maschine nähern, stellen Sie die Geschwindigkeit auf Null und drücken Sie die Stopptaste.
Schalten Sie nach der Arbeit die Stromzufuhr zur Bügelmaschine ab und trennen Sie auch den Luftschalter im Schaltkasten und die Stromversorgung des Luftkompressors. Bringen Sie jeden Griff in die Arbeitsposition und schließen Sie jede Schranktür.
Der Bediener muss den Standort und die Maschine sauber halten, die Umgebungstemperatur zwischen 10-40°C und die Temperatur des Hydrauliköls der Maschine zwischen 20-60°C halten.
Halten Sie sich strikt an die oben genannten Betriebsverfahren.
Wenn während des Betriebs ungewöhnliche Geräusche, Stöße, Vibrationen oder hohe Temperaturen auftreten, drücken Sie sofort den Not-Aus-Schalter und schalten Sie die Maschine zur Wartung aus. Es ist strengstens untersagt, die Maschine zu betreiben, während sie nicht richtig funktioniert.
Betriebsverfahren für Eisenbearbeitungsmaschinen
Vorbereitung vor dem Start
Überprüfen Sie vor dem Start, ob alle Befestigungselemente sicher befestigt sind, die obere und Untergesenk Die Löcher sind ausgerichtet, es befinden sich keine kleinen Eisenblöcke oder Ablagerungen auf den freiliegenden Zahnrädern und Getriebeteilen, die Klemmplatte funktioniert normal und der Druck der einzelnen Teile liegt im normalen Bereich.
Der Fütterungsmechanismus kann nur gestartet werden, wenn während eines Trockenlaufs keine Vibrationen, ungewöhnlichen Geräusche oder Hindernisse vorhanden sind.
Beim Schneiden großer Materialien muss eine bestimmte Person für die Überwachung, Konzentration und Koordinierung des Vorgangs zuständig sein.
Das Be- und Entladen der Werkzeuge, die Einstellung der Werkzeuge, das Entladen der Formen, die Kalibrierung der Matrizen und die Zuführung der Schrauben für den Stempel müssen nach dem Abschalten der Maschine erfolgen.
Alle bearbeiteten Teile müssen innerhalb des angegebenen Bereichs der Maschine liegen.
Seien Sie beim Be- und Entladen von Werkstücken und Formen vorsichtig und halten Sie Ihre Füße vom Fußschalter fern. Außenstehenden ist es strengstens untersagt, sich in der Nähe des Fußschalters aufzuhalten.
Beim Einstellen der oberen und unteren Matrizenformen müssen diese von Hand gedreht werden, und die Maschine kann nur gestartet werden, wenn keine Hindernisse vorhanden sind.
Vorsichtsmaßnahmen während des Betriebs
Beim Schneiden einer schmalen StahlplatteUm eine Beschädigung der Maschine durch Verformung der Platte nach oben zu vermeiden, sollte ein spezieller Schraubenschlüssel am Rand der Platte angesetzt und die Platte mit entsprechendem Druck gepresst werden. Die abgeschnittene Stahlplatte sollte umgehend mit einem Stock aus der Öffnung geschoben werden, um übermäßige Ansammlungen und Risse an der Öffnung zu vermeiden.
Wenn Sie ein Loch in einen Winkelstahl stanzen, muss der Winkelstahl flach aufliegen und mit einem Spezialschlüssel fest eingespannt werden, um Rückprallverletzungen oder Schäden am Stempel zu vermeiden.
Der Stempel und der Abstreifer können nur ausgetauscht werden, wenn sich der Stempelgriff in einer neutralen Position befindet.
Es ist verboten, über die Länge und Dicke der Schermaschine hinaus zu stanzen und zu scheren. Verboten ist auch das Scheren und Stanzen kohlenstoffreicher StahlHochlegierter Stahl, gehärteter Stahl, Gusseisen und andere Werkstoffe, die nicht in den Anwendungsbereich der Eisenbearbeitungsmaschine fallen. Eine Überlastung der Maschine durch übermäßiges Stanzen und Scheren ist nicht zulässig.
Wenn der Stempel läuft, ist es verboten, in die Form zu greifen, um das Werkstück herauszuholen oder seine Position zu verändern. Achten Sie darauf, Verletzungen durch Abrutschen zu vermeiden, und verwenden Sie Zangen, Haken oder andere Werkzeuge zum Reinigen, nachdem die Kupplung ausgerückt ist.
Das Schneiden und Stanzen muss korrekt ausgeführt werden, und eine Überlastung ist nicht zulässig.
Vorsichtsmaßnahmen bei der Abschaltung
Die zum Drehen verwendete Eisenstange muss umgehend entfernt werden.
Bevor Sie die Form und die Schere wechseln, schalten Sie die Stromversorgung aus.
Nach Beendigung der Stanz- und Scherarbeiten sollten Hände und Füße sofort von den Tasten oder Pedalen genommen werden, um eine versehentliche Betätigung zu verhindern.
Wenn die Maschine nicht ordnungsgemäß funktioniert, schalten Sie sie sofort zur Wartung aus.
Im Falle von Anomalien muss die Eisenbearbeitungsmaschine sofort abgeschaltet und die Situation dem Wartungsteam gemeldet werden. Während der Wartungsarbeiten muss die Stromzufuhr unterbrochen werden, und am Schalter muss ein Warnschild mit der Aufschrift "Nicht während der Reparatur starten" angebracht werden. Erforderlichenfalls sollte der Schaltkasten verschlossen oder überwacht werden.
Wartung der Eisenbearbeitungsmaschine
Halten Sie sich strikt an die Betriebsvorschriften.
Füllen Sie vor jeder Inbetriebnahme regelmäßig und quantitativ Schmieröl in den angegebenen Intervallen gemäß den Anforderungen des Schmierplans ein. Das Öl muss sauber und frei von Verunreinigungen sein.
Achten Sie darauf, dass die Blechschere immer sauber gehalten wird und dass die nicht lackierten Teile mit Rostschutzfett geschützt werden.
Ersetzen und füllen Sie regelmäßig die Schmieröl in den Motorlagern, und überprüfen Sie regelmäßig die elektrischen Komponenten auf normalen Betrieb, Sicherheit und Zuverlässigkeit.
Kontrollieren Sie regelmäßig den Dreiecksriemen, den Griff, den Knopf und den Schlüssel der Blechschere auf Beschädigungen. Wenn sie stark abgenutzt sind, ersetzen Sie sie umgehend und melden Sie sie der Ersatzteilabteilung zur Auffüllung.
Prüfen und reparieren Sie regelmäßig Schalter, Sicherungen und Griffe, um sicherzustellen, dass sie zuverlässig funktionieren.
Schmieren und reinigen Sie die Werkzeugmaschine jeden Tag 10 Minuten vor Arbeitsbeginn.
Eisenbearbeitungsmaschine Klinge
Die Schaufeln der Eisenbearbeitungsmaschine werden normalerweise aus Materialien wie T10, 9CrSi, 6CrW2Si, 12CrMoV, H13 und legierter Stahl.
Die Klinge der Ironworker-Maschine besteht aus Komponenten wie dem Stempelkopf, der Matrize und der Messerplatte. Es ist ein vielseitiges Werkzeug, das sich für moderne Fertigungsindustrien wie Metallurgie, Brückenbau, Kommunikation, Stromerzeugung und andere eignet.
Worauf sollten wir beim Kauf von Maschinen für die Eisenverarbeitung achten?
Da der Wettbewerb auf dem Markt weiter zunimmt, gibt es immer mehr Hersteller und Handelsunternehmen, die Eisenbearbeitungsmaschinen produzieren, was dazu führt, dass viele Käufer bei der Kaufentscheidung mehr Fragen haben und möglicherweise nicht wissen, welches Produkt ein besseres Preis-Leistungs-Verhältnis bietet.
Dann sollte es für uns hilfreich sein, einige Vorsichtsmaßnahmen für alle Käufer vorzuschlagen:
Wählen Sie mehrere ausgezeichnete Lieferanten aus.
Es gibt mehrere Möglichkeiten, Anbieter auszuwählen.
Sie können nach Stichwörtern wie "Eisenbearbeitungsmaschine" oder "Stahlbearbeitungsmaschine" suchen und finden viele namhafte Anbieter, wie z. B. Geka.
Sie können auch Freunde oder Kollegen fragen, ob sie mit einem zuverlässigen Anbieter von Eisenbearbeitungsmaschinen zusammengearbeitet haben.
Eine gute Nutzung dieser Möglichkeiten führt oft dazu, dass man gute Lieferanten findet.
Kommunizieren Sie auf vielfältige Weise, um Hersteller oder Handelsunternehmen zu identifizieren.
Damit soll nicht gesagt werden, dass alle Handelsunternehmen schlecht sind, denn sie können in der Regel keinen Preisvorteil bieten. Allerdings ist ihr Kundendienst möglicherweise nicht so zuverlässig. Es ist zwar wichtig zu wissen, dass nicht alle Handelsunternehmen schlecht sind, aber es gibt immer noch viele seriöse Unternehmen.
Bestimmen Sie die Kaufsumme und führen Sie Feldbeobachtungen durch.
Eine Eisenbearbeitungsmaschine kann Zehntausende von Dollar kosten.
Als Käufer ist es wichtig, den Hersteller vor dem Kauf zu besuchen, um einen Einblick in seine Größe, sein Team, seine Produktionsanlagen und andere relevante Informationen zu erhalten. Dies wird Ihnen helfen, eine fundierte Entscheidung zu treffen.
Achten Sie auf die Details.
Aufgrund der Vielseitigkeit ihrer Tätigkeit können die Maschinen der Eisenflechter unterschiedlich konstruiert sein.
Es ist wichtig, mit dem Hersteller zu kommunizieren, um sicherzustellen, dass es nach der Produktion keine Diskrepanzen zwischen der Maschine und Ihren Erwartungen gibt.
Kaufen Sie nicht nur nach dem Preis.
Liegt der Preis deutlich unter dem Marktdurchschnitt, kann die Qualität des Produkts fraglich sein.
So sind die Produkte unseres Unternehmens zwar etwas teurer als andere mit den gleichen Funktionen, aber sie sind zuverlässig und haben auch nach über einem Jahr noch keine Probleme.
Daher sollten die Käufer ihre Entscheidung nicht allein auf den Preis stützen.
Warum verwenden Eisenbearbeitungsmaschinen eine hydraulische Kraftübertragung?
A hydraulische Eisengießmaschine ist eine Maschine, die Stanz- und Scherarbeiten mit hydraulischer Kraftübertragung ausführt.
Warum verwendet diese Maschine eine hydraulische Kraftübertragung?
Die hydraulische Kraftübertragung ist ein Verfahren zur Übertragung von Kraft und Steuerung mit Hilfe einer Flüssigkeit als Arbeitsmedium.
Es handelt sich um eine neuartige Technologie, die das Prinzip der hydrostatischen Druckübertragung nutzt.
Es wird in der industriellen und landwirtschaftlichen Produktion weit verbreitet und häufig in großen Maschinen wie hydraulischen Bügelmaschinen und multifunktionalen Bügelmaschinen sowie in eigenständigen Anwendungen eingesetzt.
Das Grundprinzip der hydraulischen Übertragung:
Das Hydrauliksystem einer hydraulischen Eisenbearbeitungsmaschine wandelt die mechanische Energie der Antriebsmaschine mit Hilfe einer Hydraulikpumpe in Flüssigkeitsdruckenergie um. Diese Kraft wird durch Änderungen der Flüssigkeitsdruckenergie übertragen.
Durch den Einsatz von Steuerventilen und Rohrleitungen wird die hydraulische Druckenergie mit Hilfe eines hydraulischen Aktuators (z. B. eines Hydraulikzylinders oder -motors) wieder in mechanische Energie umgewandelt, die den Arbeitsmechanismus antreibt und eine lineare Hin- und Herbewegung sowie eine Drehbewegung erzeugt.
Die als Arbeitsmedium verwendete Flüssigkeit ist in der Regel Mineralöl, das eine ähnliche Funktion hat wie Übertragungselemente wie Riemen, Ketten und Zahnräder in der mechanischen Übertragung.
Aufgrund dieser Vorteile ist die hydraulische Kraftübertragung die bevorzugte Wahl für hydraulische Eisenbearbeitungsmaschinen. Mit hydraulischem Druck ist die Maschine stärker, arbeitet stabiler, hat ein geringeres Gewicht, arbeitet leise, ist hocheffizient, kostengünstig und erzeugt eine glatte und attraktive Schnittfläche.
Infolgedessen sind hydraulische Eisenbearbeitungsmaschinen zu einer beliebten Wahl im industriellen Fertigungssektor geworden.
Hersteller von Eisenschürmaschinen
Im Folgenden werden sechs bekannte Hersteller von Eisenbearbeitungsmaschinen genannt.
Welche ist die beste für Sie?
Es ist wichtig, dass Sie einige Nachforschungen anstellen, um die für Sie beste Lösung zu finden.
Beachten Sie, dass sich unsere Vorschläge an Ihrem Budget und Ihren spezifischen Bedürfnissen orientieren.
Scotchman
Geka
Piranha
Kingsland
Sonnenaufgang
Edwards
Preis einer Eisenbearbeitungsmaschine
Der folgende Preis der Eisenbearbeitungsmaschine kann Ihre Referenz sein.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, was das Geheimnis hinter der Herstellung hochwertiger Stanzteile ist? In diesem Blog-Beitrag gehen wir auf die entscheidende Rolle ein, die der Stempel- und Matrizenspielraum bei...
Haben Sie sich schon einmal gefragt, wie Sie ein erfolgreiches Metallprägeprojekt sicherstellen können? In diesem Blogbeitrag gehen wir auf die kritischen Faktoren ein, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können....
Stellen Sie sich vor, Ihre Hand wäre in den kräftigen Backen einer Maschine eingeklemmt - ein Albtraum für jeden Stanzmaschinenbediener. In diesem Artikel werden 12 wichtige Sicherheitsvorkehrungen für die Verwendung einer Stanzmaschine beschrieben...
Warum ist die Wahl des richtigen Stanzvorschubs für Ihren Fertigungsprozess so wichtig? In diesem Artikel befassen wir uns mit drei Haupttypen: Luftvorschub, Rollenvorschub und NC-Servovorschub. Sie werden lernen...
Haben Sie sich jemals gefragt, wie die moderne Fertigung eine solche Präzision und Effizienz erreicht? Hier kommt die hydraulische Eisenbearbeitungsmaschine ins Spiel - eine vielseitige Maschine, die mit Leichtigkeit Metall schneidet, stanzt, schert und biegt. In diesem Artikel erfahren Sie mehr über...
Stellen Sie sich vor, Sie könnten einfache Bleche mit Leichtigkeit und Effizienz in komplexe, präzise Komponenten verwandeln. Das ist die Magie einer Stanzmaschine. In diesem Artikel erfahren wir, wie diese Maschinen Energie sparen,...
Haben Sie sich jemals gefragt, warum Ihre CNC-Revolverstanzmaschine plötzlich nicht mehr effizient arbeitet? Die Wartung und Fehlersuche bei diesen Maschinen kann eine ziemliche Herausforderung sein. In diesem Artikel gehen wir auf die...
Sind Sie neugierig auf CNC-Revolverstanzmaschinen? In diesem Blogbeitrag tauchen wir in die faszinierende Welt dieser vielseitigen Maschinen ein. Als erfahrener Maschinenbauingenieur erkläre ich Ihnen, wie CNC-Revolverpressen...
Haben Sie sich jemals gefragt, wie Präzisionsteile hergestellt werden? Das Feinschneiden ist eine bahnbrechende Technologie, mit der hochwertige Komponenten mit unvergleichlicher Genauigkeit und Geschwindigkeit hergestellt werden. In diesem Blogbeitrag tauchen wir...