1. Merkmale des Läppens
Das Läppen hat die folgenden Eigenschaften:
(1) Das Werkstück Oberflächenrauhigkeit kann Ra = 0,006 bis 0,1 μm erreichen, und es können Mikroschnitte mit Ra = 0,1 μm erzielt werden.
(2) Sie kann zu einer sehr präzisen Passung zwischen den zueinander passenden Oberflächen führen.
(3) Das Läppen erfolgt bei niedriger Geschwindigkeit und niedrigem Druck, wodurch nur minimale Wärme erzeugt wird.
Die Oberfläche des Werkstücks weist keine metamorphe Schicht auf, was zu einer besseren Qualität führt.
(4) Die Schleifvorrichtung und die Maschine sind relativ einfach aufgebaut, so dass sie sich sowohl für die manuelle Einzelfertigung als auch für die maschinelle Serienfertigung eignen.
Die Genauigkeit des manuellen Schleifens hängt von der Genauigkeit des Läppwerkzeugs und den Fähigkeiten des Arbeiters ab, während die Genauigkeit des maschinellen Schleifens auch von der Präzision des Läppwerkzeugs, der richtigen Flugbahn und den richtigen Arbeitsmethoden abhängt.
(5) Während des Schleifvorgangs können sich harte Schleifpartikel leicht in die weiche Oberfläche des Werkstücks einbetten und dessen Lebensdauer und optische Eigenschaften beeinträchtigen.
(6) Die Läppleistung ist gering.
Das Material des Läppwerkzeugs ist in der Regel weich und verschleißanfällig, so dass es regelmäßig gewartet werden sollte, um seine Genauigkeit zu gewährleisten.
2. Bearbeitbare Materialien und Oberflächen des Läppens
Schleifen kann eine Vielzahl von metallische WerkstoffeDazu gehören Stahl (auch gehärteter Stahl), Gusseisen, Kupfer und Hartmetall sowie nichtmetallische Werkstoffe wie Keramik, Edelsteine, Halbleiter, Glas und Kunststoffe.
Die Oberflächenform des Werkstücks umfasst innere und äußere zylindrische Flächen, konische Flächen, Ebenen, konvexe und konkave Flächen, innere und äußere kugelförmige Flächen, Schraubengewinde, Zahnräder und mehr.
3. LAnwendungsprinzip
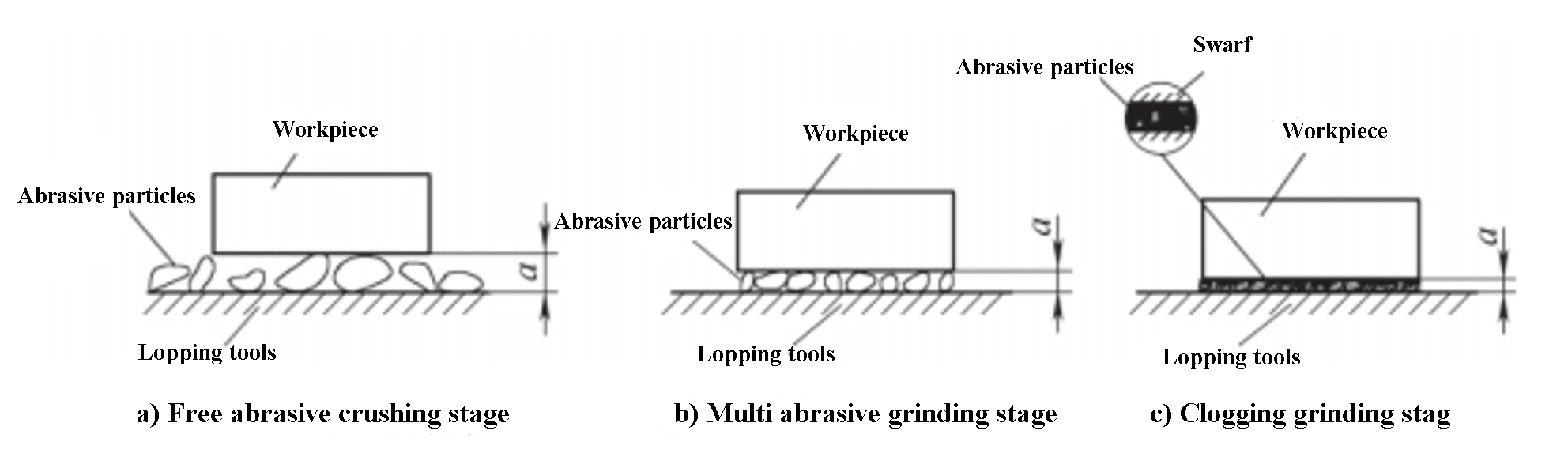
Beim Läppen wird die entsprechende Menge an Schleifmittel zwischen das Läppwerkzeug und die Werkstückoberfläche gebracht.
Die Kombination aus Hin- und Herbewegung und Rotation oder Rotation und Planetenbewegung wird dann unter einem bestimmten Druck ausgeführt.
Die Schleifpartikel im Schleifmittel werden zwischen dem Läppwerkzeug und der Werkstückoberfläche zum Gleiten oder Rollen gebracht, was zu einer Mikrozerspanung führt.
Aufgrund der Feinheit der Schleifpartikel kann nur eine sehr dünne Schicht des Materials geschnitten werden.
Daraus ergibt sich eine sehr kleine Nettobewegungsspur auf der Werkstückoberfläche, was zu einer außergewöhnlichen Oberflächenqualität und Bearbeitungsgenauigkeit führt.
Schleifmittel können je nach Einsatzbedingungen in Nassläppen (Schleifläppen, wie in Abbildung 1 dargestellt), Trockenläppen (Schleifläppen) und Halbtrockenläppen (Pastenläppen) unterteilt werden.
Abb. 1 Nassläppverfahren
4. Bearbeitungsgenauigkeit, die lapperreichen können
Das Läppen baut auf einer guten Vorbearbeitung durch Mikroschneiden mit einer Oberflächenrauhigkeit von Ra = 0,01 bis 0,1 μm und Mikrovorschub auf.
Dieses Niveau an Präzision und Oberflächenqualität ist mit anderen Bearbeitungsmethoden nur schwer zu erreichen und kann um ein Vielfaches höher sein als die Ergebnisse alternativer Methoden.
Die Genauigkeit kann 0,025 μm und die Oberflächenrauheit Ra = 0,006 μm erreichen.
Während andere Bearbeitungsmethoden nach dem Prinzip der "Kopierbearbeitung" arbeiten, ist das Läppen eine durchgängige "Erstellungsbearbeitung".
Während dieses Prozesses werden sowohl die Präzision des Läppwerkzeugs als auch die des Werkstücks verbessert und die ursprüngliche Präzision des Läppwerkzeugs übertroffen.
5. Abrasivmittel
Das Schleifmittel besteht aus Schleifpartikeln, Schleifflüssigkeit und einem Hilfsfüllstoff.
Je nach Schleifverfahren und Werkstückmaterial können flüssige Schleifmittel, Schleifpasten und feste Schleifmittel hergestellt werden.
Die Schleifpartikel sind der wesentliche Bestandteil des Schleifmittels, und ihre Leistung und richtige Auswahl haben einen erheblichen Einfluss auf die Effizienz und Qualität des Schleifens.
1) Schleifmittel
Die am häufigsten verwendeten Schleifmittel sind Korund, Siliziumkarbid, Borkarbid, Diamant und kubisches Bornitrid.
Weiche Schleifmittel wie Eisenoxid, Chromoxid und Ceroxid können ebenfalls verwendet werden, um die Oberflächenrauheit des Werkstücks weiter zu verringern.
Korund-Schleifmittel werden zum Schleifen von allgemeinen Stahlteilen verwendet, während Siliziumkarbid- oder Borkarbid-Schleifmittel zum Schleifen von harten und spröden Materialien wie Gusseisen, Hartlegierungen, Edelsteinen und Keramik eingesetzt werden.
Diamantschleifmittel eignen sich für das Schleifen von Hartmetall, Keramik, Edelsteinen und optischem Glas, während Schleifmittel aus kubischem Bornitrid für das Schleifen von Hochgeschwindigkeitsstahl und Stahl verwendet werden sollten. Matrizenstahl.
Die Wahl der Schleifmittelgröße und die Schleifleistung stehen in direktem Zusammenhang mit der Oberflächenrauhigkeit des Werkstücks.
Eine grobe Partikelgröße führt zu einem hohen Wirkungsgrad, aber einem hohen Oberflächenrauhigkeitswert (Ra), während eine kleinere Partikelgröße zu einem geringeren Wirkungsgrad, aber einem niedrigeren Oberflächenrauhigkeitswert führt.
Die Korngröße reicht von W0,5 bis W40, und die Oberflächenrauhigkeit kann zwischen 0,006 und 0,4 μm liegen.
2) Läppflüssigkeit
Die Läppflüssigkeit dient der Kühlung und Schmierung während des Prozesses und hilft, die Schleifpartikel gleichmäßig auf der Oberfläche des Läppwerkzeugs zu verteilen.
Für den Grobschliff wird das Systemöl N15 verwendet, für den Feinschliff eine Mischung aus einem Teil Systemöl N15, drei Teilen Kerosin, einer kleinen Menge Turbinenöl oder Spindelöl und leichtem Mineralöl oder Transformatorenöl.
Zum Schleifen von Gusseisen wird Kerosin verwendet, während zum Schleifen von Kupfer Tieröl und eine kleine Menge Spindelöl oder Pflanzenöl verwendet wird. Pflanzenöl, Turbinenöl oder Emulsion wird zum Schleifen von abgeschrecktem Stahl und Edelstahl verwendet.
Olivenöl, Rundheit Öl oder destilliertes Wasser wird zum Schleifen von Diamanten verwendet, Benzin zum Schleifen von Hartmetall, Alkohol zum Schleifen von Gold, Silber und Platin und Wasser zum Schleifen von Glas und Kristall.
3) Hilfsfüllstoffe
Beim Läppverfahren dienen die Hilfsfüllstoffe der Adsorption und der Verbesserung der Verarbeitungseffizienz.
Die üblicherweise verwendeten Hilfsfüllstoffe bestehen aus Stearinsäure oder Ölsäure, Fettsäure und Industrieglycerin als Hauptbestandteile in unterschiedlichen Anteilen.
4) Vorbereitung des Schleifmittels
Beim Nassläppen bestehen die flüssigen Schleifmittel aus Kerosin, gemischtem Fett und Schleifpulver mit einer Konzentration (Massenanteil) von etwa 30% bis 40%. Die Konzentration nimmt ab, wenn das Pulver fein ist und automatisch von der Maschine zugeführt wird.
Beim Trockenläppen wird eine Mischung aus 15 g Schleifpulver, 8 g Mischfett, 200 ml Flugbenzin und 35 g Kerosin verwendet, nachdem sie eine Woche lang eingeweicht wurde. Die Schleifpaste enthält 20% bis 50% Schleifpulver, 25% bis 30% Ölsäure, 18% bis 30% gemischtes Fett, und in einigen Fällen wird etwa 15% Vaseline für sehr feines Pulver hinzugefügt.
Festes Schleifmittel oder Schleifseife, wird verwendet, um den Oberflächenglanz des Werkstücks zu verbessern. Seine Zusammensetzung umfasst 57% Chromoxid, 21,5% Paraffin, 21,5% Bienenwachs, 11% Stearinsäure-Mischfett und 7% Kerosin.
6. Funktionen und Materialien von Läppen Werkzeuge
1) Funktionen von Läppwerkzeugen
Das Läppwerkzeug dient als Form für das Läppen und überträgt seine eigene geometrische Genauigkeit bis zu einem gewissen Grad auf das Werkstück. Es trägt die Schleifmittel zum Beschichten und Einbetten. Während seiner Relativbewegung zum Werkstück wird das Werkstück bearbeitet, um die gewünschte Bearbeitungsgenauigkeit und Oberflächenqualität zu erreichen.
Das Läppwerkzeug muss über Rillen verfügen, die das Schleifmittel aufnehmen und die Ansammlung von überschüssigem Schleifmittel verhindern. Es muss außerdem eine angemessene geometrische Genauigkeit, ausreichende Steifigkeit, ein kompaktes Material ohne Verunreinigungen und eine gleichmäßige Härte aufweisen.
2) Materialien der Läppwerkzeuge
Gusseisen eignet sich zum Schleifen einer Vielzahl von Materialien; Baustahl eignet sich zum Schleifen von Gewinden mit kleinem Durchmesser und kleinen Löchern; Messing und Rotkupfer eignen sich zum Grobschleifen und Schleifen von Edelsteinen; Hartholz eignet sich zum Schleifen von Kupfer und Weichmetallen; Zinn und Blei eignen sich zur Verbesserung der Oberflächenqualität von Werkstücken, da sie zu weich sind, um die Form der Werkstücke zu verändern.
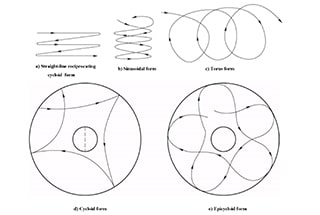
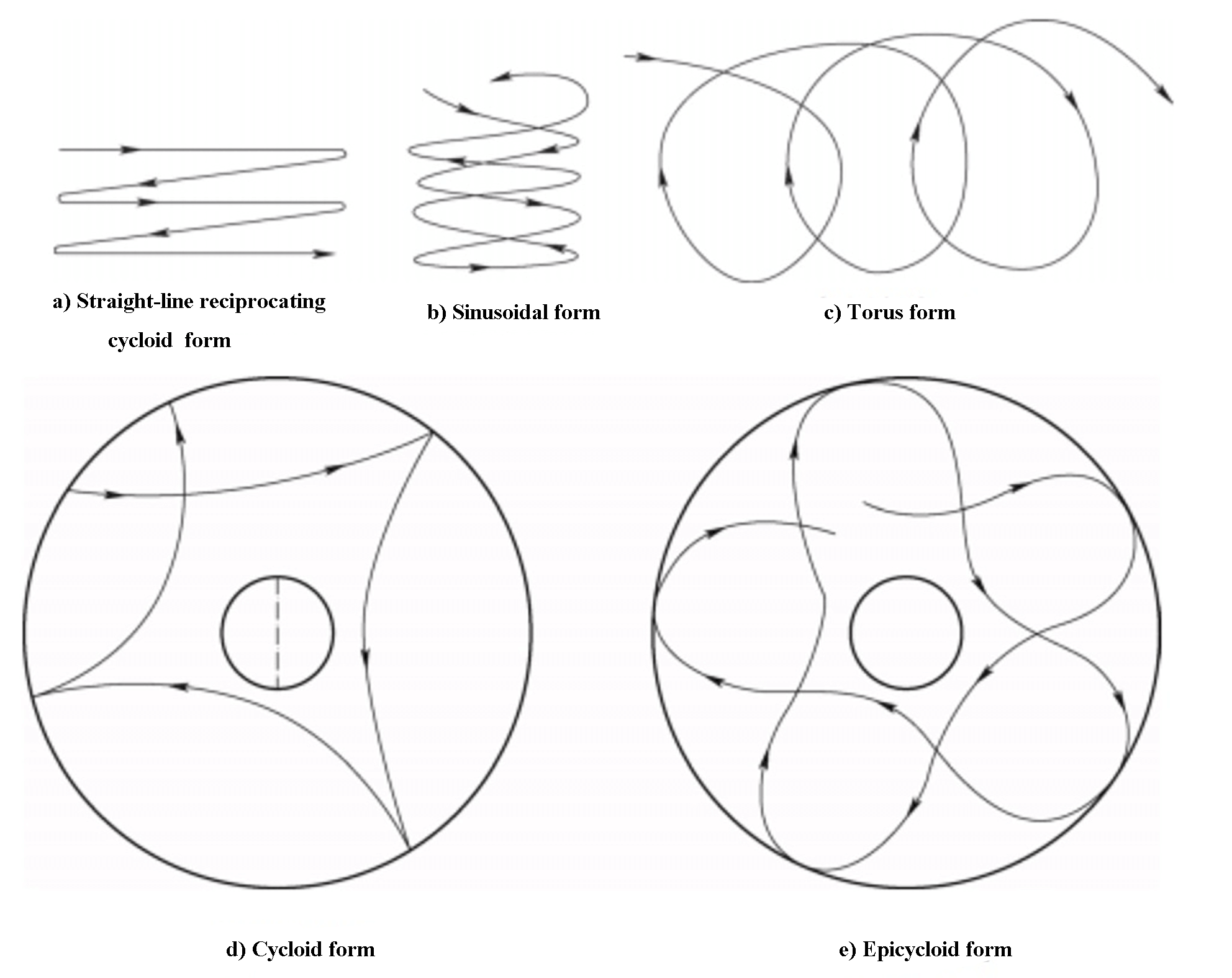
7. LappFlugbahn und Parameter
1) Die Läppchentrajektorie ist in Abb. 2 dargestellt und hat verschiedene Formen, wie z. B. die geradlinig hin- und hergehende Zykloide.
Abb. 2 Die Läpperbahn
2) Läppdruck
Beim Nassläppen liegt der Druck im Bereich von 10 bis 25 MPa, während er beim Trockenläppen zwischen 1 und 15 MPa liegt. Beim Feinläppen ist der Druckwert niedriger.
3) Läppgeschwindigkeit
Die Läppleistung ist direkt proportional zur Läppgeschwindigkeit. Die Läppgeschwindigkeit beim Nassläppen liegt bei 20 bis 100 m/min, beim Trockenläppen bei 10 bis 20 m/min. Wenn die Genauigkeit des Werkstücks hoch ist und das Material des Werkstücks weich ist, sollte ein kleinerer Wert gewählt werden.
4) Läppaufmaß
Das innere Loch hat einen Durchmesser von 0,01-0,03 mm, der äußere Kreis von 0,005-0,01 mm und die Ebene von 0,005-0,01 mm.
5) Probleme, die Aufmerksamkeit erfordern
Die Schleifmittel müssen ordnungsgemäß gelagert werden, um Verunreinigungen durch Staub zu vermeiden; beim Wechsel zu Schleifmitteln mit einer anderen Korngröße müssen die vorhandenen Schleifmittel auf dem Werkstück und dem Läppwerkzeug mit Kerosin gereinigt werden, um Kratzer auf der Oberfläche des Werkstücks zu vermeiden; die Läppumgebung sollte staubfrei sein.
8. Schlussfolgerung
Läppen ist eine Präzisions- und Ultrapräzisionsbearbeitungstechnologie, mit der sehr niedrige Oberflächenrauheitswerte erreicht werden. Mit dem Fortschritt der Technologie steigen die Anforderungen an die Produktqualität. In der lokalen Endbearbeitung hat das Läppen unübertroffene Vorteile gegenüber anderen Zerspanungsmethoden, wodurch es für die Bearbeitung von Werkstücken mit hoher Präzision und Oberflächenqualität von Bedeutung ist.