Fehlerbehebung bei Laserschneidmaschinen: 100+ Probleme & Lösungen
Das Laserschneiden hat die Fertigung revolutioniert, doch selbst bei den modernsten Maschinen treten Probleme auf. In diesem Blogbeitrag gehen wir auf häufige Probleme mit Laserschneidmaschinen ein und bieten Schritt-für-Schritt-Lösungen zur Fehlerbehebung. Unser Maschinenbauexperte geht auf jedes Problem ein, von Ungenauigkeiten beim Schneiden bis hin zu ungewöhnlichen Geräuschen, und bietet klare Erklärungen und praktische Lösungen. Egal, ob Sie ein Bediener oder ein Wartungsfachmann sind, dieser Leitfaden hilft Ihnen, Probleme mit Laserschneidmaschinen schnell zu diagnostizieren und zu beheben, um eine optimale Leistung zu gewährleisten und Ausfallzeiten zu minimieren.
Lasergravier- und -schneidemaschinen sind in verschiedenen Branchen zu unverzichtbaren Werkzeugen geworden, die eine unübertroffene Präzision, Geschwindigkeit und Vielseitigkeit bei der Materialbearbeitung bieten. Diese hochentwickelten Maschinen können jedoch eine Reihe von Problemen aufweisen, die ihre Leistung beeinträchtigen können. Dieser Leitfaden enthält umfassende Methoden zur Fehlerbehebung, die Benutzern helfen, häufige Probleme mit Lasergravier- und -schneidemaschinen zu lösen. Durch systematisches Erkennen und Beheben dieser Probleme können die Benutzer eine optimale Leistung und Langlebigkeit der Maschine sicherstellen.
Bedeutung der korrekten Fehlerbehebung bei Lasergravier- und Schneidemaschinen
Eine ordnungsgemäße Fehlerbehebung ist für die Aufrechterhaltung der Effizienz und Effektivität von Lasergravier- und -schneidemaschinen unerlässlich. Durch rechtzeitiges Erkennen und Beheben von Problemen kann verhindert werden, dass sich kleinere Probleme zu größeren auswachsen, wodurch Ausfallzeiten und Reparaturkosten reduziert werden. Regelmäßige Fehlersuche und Wartung verbessern auch die Qualität der Gravuren und Schnitte und gewährleisten gleichbleibend hochwertige Ergebnisse.
Lasergravier- und -schneidemaschinen sind komplexe Systeme, die auf eine präzise Ausrichtung, Kalibrierung und saubere Komponenten angewiesen sind, um korrekt zu funktionieren. So können beispielsweise Fehlausrichtungen oder Verunreinigungen zu Problemen wie falsch ausgerichteten Gravuren, unklaren Bildern und Überhitzung führen. Wenn Sie die in diesem Leitfaden beschriebenen Schritte zur Fehlerbehebung befolgen, können Sie diese Probleme systematisch angehen und so einen reibungslosen und effizienten Betrieb Ihrer Maschinen sicherstellen.
Schlüsselkonzepte und ihre Auswirkungen
Laser-Ausrichtung: Eine korrekte Laserausrichtung ist entscheidend für präzise Gravuren und Schnitte. Falsch ausgerichtete Laser können zu ungleichmäßigen oder falschen Gravuren führen, was die Qualität des Endprodukts beeinträchtigen kann. Die regelmäßige Überprüfung und Einstellung der Laserausrichtung gewährleistet Präzision und Konsistenz.
Staub und Verschmutzung: Staub und Ablagerungen können sich auf den Komponenten des Geräts ansammeln und die Leistung beeinträchtigen. So kann beispielsweise Staub auf der Laserlinse den Laserstrahl streuen, was zu undeutlichen Gravuren führt. Eine regelmäßige Reinigung der Komponenten des Geräts, insbesondere der Linse und der Spiegel, ist notwendig, um eine optimale Leistung zu gewährleisten.
Überhitzung: Überhitzung kann die Lasergravur- und -schneidemaschine schwer beschädigen, was zu kostspieligen Reparaturen und längeren Ausfallzeiten führt. Um eine Überhitzung zu vermeiden, ist es wichtig, für angemessene Belüftungs- und Kühlsysteme zu sorgen. Durch die Überwachung der Maschinentemperatur und die sofortige Reaktion auf Anzeichen von Überhitzung lassen sich potenzielle Gefahren eindämmen.
Praktische Szenarien zur Fehlersuche
Nehmen wir ein Szenario an, in dem die Lasergravuren falsch ausgerichtet erscheinen. Dieses Problem könnte auf eine Fehlausrichtung des Lasers selbst zurückzuführen sein. Um dies zu beheben, sollte der Benutzer die Laserausrichtung mit den integrierten Ausrichtungswerkzeugen der Maschine oder einem Laserausrichtungsgerät überprüfen. Es sollten so lange Anpassungen vorgenommen werden, bis der Laserstrahl korrekt auf den vorgesehenen Pfad ausgerichtet ist.
Ein weiteres häufiges Szenario sind undeutliche oder schwache Gravuren, die von einer verschmutzten Laserlinse herrühren können. In diesem Fall sollte der Benutzer die Linse sorgfältig mit einer geeigneten Linsenreinigungslösung und einem fusselfreien Tuch reinigen, um sicherzustellen, dass keine Rückstände zurückbleiben.
Vorteile einer regelmäßigen Fehlersuche und Wartung
Eine ordnungsgemäße Fehlersuche trägt zur Sicherheit des Bedienpersonals und zur Langlebigkeit der Maschine bei. Die frühzeitige Erkennung von Problemen wie Überhitzung oder defekten Linsen kann potenzielle Gefahren verhindern und die Lebensdauer der Maschine verlängern. Das Wissen um häufige Probleme und ihre Lösungen befähigt die Benutzer, routinemäßige Wartungsarbeiten durchzuführen und fundierte Entscheidungen darüber zu treffen, wann eine professionelle Reparatur erforderlich ist.
Zusammenfassend bietet dieser Leitfaden wichtige Techniken zur Fehlerbehebung, die den Anwendern bei der Wartung ihrer Lasergravier- und -schneidemaschinen helfen und sicherstellen, dass diese stets hochwertige Ergebnisse liefern. Durch die systematische Behebung gängiger Probleme können die Benutzer die Leistung und Lebensdauer ihrer Geräte maximieren und so letztlich ihre Produktivität und Effizienz steigern.
Fehlerbehebung bei Laserplattenschneidmaschinen
1.1. Schneiden hat scharfe Ecken Lösungsschritte
Lösungsschritte (wenn der vorherige Schritt unwirksam ist, fahren Sie mit dem nächsten Schritt fort):
Kompensieren Sie das Umkehrspiel (Änderung der Plattformkonfiguration);
Prüfen Sie das Einrasten von Getriebe und Zahnstange;
Überprüfen Sie die Motorinstallation, stellen Sie sicher, dass die Abstandshalter korrekt installiert und die Kupplungen fest angezogen sind;
Prüfen Sie, ob die Schieberschrauben fest angezogen sind.
1.2. Problem mit dem Schneiden der Riffel
Lösungsschritte (wenn der vorherige Schritt unwirksam ist, fahren Sie mit dem nächsten Schritt fort):
Drücken Sie das Material beim Schneiden mit der Hand an und beobachten Sie den Schneideeffekt;
Prüfen Sie, ob die Nivellierfüße und das Tischgestell der Maschine instabil oder wackelig sind; verwenden Sie keine wackeligen oder unzuverlässigen Profile unter den Füßen;
Schnittparameter einstellen; a. Verringern Sie die folgende Empfindlichkeit in den Software-Einstellungen; b. Erhöhen Sie die Vibrationsunterdrückung in den Softwareeinstellungen; c. Servoparameter einstellen;
Kompensieren Sie das Umkehrspiel (Änderung der Plattformkonfiguration);
Prüfen Sie, ob der Zylinder die Austauschplattform verriegelt;
Vergewissern Sie sich, dass der Laserkopf und die zugehörigen Komponenten fest angebracht sind;
Überprüfen Sie die Motorinstallation, stellen Sie sicher, dass die Abstandshalter korrekt installiert sind und die Kupplungen fest angezogen sind;
Prüfen Sie, ob die Schieberschrauben fest angezogen sind;
Überprüfen Sie den Eingriff der X- und Y-Achsen, der 0,06-0,08 mm betragen muss;
Tauschen Sie die X- und Y-Untersetzungsgetriebe und Motoren aus.
1.3 Schlechte Schnittgenauigkeit
Lösungsschritte (wenn der vorherige Schritt unwirksam ist, fahren Sie mit dem nächsten Schritt fort):
Vergewissern Sie sich, dass der Laserkopf und die zugehörigen Komponenten fest angebracht sind;
Prozessparameter und Servoparameter einstellen;
Kompensieren Sie das Umkehrspiel (Änderung der Plattformkonfiguration);
Überprüfen Sie den Eingriff der X- und Y-Achsen, der 0,06-0,08 mm betragen muss;
Überprüfen Sie die Vertikalität der X- und Y-Achsen, 0,03 mm;
Überprüfen Sie die Motorinstallation, stellen Sie sicher, dass die Abstandshalter korrekt installiert sind und die Kupplungen fest angezogen sind;
Prüfen Sie, ob die Schieberschrauben fest angezogen sind;
Verwenden Sie ein Laserinterferometer.
1.4 Ungewöhnliche Lärmemissionen
Lösungsschritte (wenn der vorherige Schritt unwirksam ist, fahren Sie mit dem nächsten Schritt fort):
Prüfen Sie, wo das abnormale Geräusch auftritt, und ob es durch Feinblech Teile oder Staubtuch, schneiden Sie die Blechteile und das Staubtuch zu;
Geräusch der Z-Achse: a. Überprüfen Sie die Ebenheit der Befestigungsplatte des Laserkopfes und tauschen Sie sie gegebenenfalls aus; b. Prüfen Sie die Spitzenhöhe der beiden Schraubenenden und die Koaxialität des Mutternsitzes und passen Sie sie gegebenenfalls mit Kupferunterlegscheiben an; c. Überprüfen Sie die Kupplungen und stellen Sie sicher, dass sie fest angezogen sind; d. Prüfen Sie den Motor, stellen Sie die Parameter ein, prüfen Sie den Bremskreis bis zum Austausch von Motor und Servo.
Lärm auf der X-Achse: a. Prüfen Sie den Zahnstangeneingriffsabstand: 0,06-0,08 mm; b. Verwenden Sie eine Zahnstangenlehre, um die Parallelität zwischen der Zahnstange und der Führungsschiene auf derselben Seite zu prüfen, ≤ 0,03mm/1000mm; c. Prüfen Sie die Ebenheit des Maschinenkopfes mit dem Schieber, wobei ein Fehler von 0,03 mm erforderlich ist; ersetzen Sie den Maschinenkopf, wenn der Fehler 0,2 mm überschreitet; d. Prüfen Sie die Parallelität der Führungsschienen, die Geradheit der Führungsschiene sollte ≤0,02mm/1000mm sein, stellen Sie nach der Installation sicher, dass die Führungsschiene in engem Kontakt mit der Lagerfläche ist, verwenden Sie eine 0,02mm Fühlerlehre, um dies festzustellen, und die Fühlerlehre sollte nicht eintreten; e. Prüfen Sie den Motor, passen Sie die Parameter an, bis Sie den Motor und das Servo austauschen; f. Tauschen Sie den Läufer aus.
Lärm auf der Y-Achse: a. Prüfen Sie den Zahnstangeneingriffsabstand: 0,06-0,08 mm; b. Verwenden Sie eine Zahnstangenlehre, um die Parallelität zwischen der Zahnstange und der Führungsschiene auf derselben Seite zu prüfen, ≤ 0,03mm/1000mm; c. Prüfen Sie die Ebenheit der Balkeninstallation mit dem Schieber, wobei ein Fehler von 0,03 mm erforderlich ist; ersetzen Sie den Balken, wenn der Fehler 0,2 mm überschreitet; d. Überprüfen Sie die Parallelität der Führungsschienen, Geradheit der Führungsschiene sollte ≤0,02mm/1000mm sein, nach der Installation sicherstellen, dass die Führungsschiene in engem Kontakt mit der Lageroberfläche ist, verwenden Sie 0,02mm Fühlerlehre zu erkennen, und die Fühlerlehre sollte nicht eingeben; e. Prüfen Sie den Motor, passen Sie die Parameter an, bis Sie den Motor und das Servo austauschen; f. Tauschen Sie den Läufer aus.
Bei abnormalen Geräuschen von Peripheriegeräten, wie z. B. den Ventilatoren der Wasserkühlmaschine, müssen diese direkt ausgetauscht werden.
1,5 Diagonale Diskrepanz
Lösungsschritte (wenn der vorherige Schritt unwirksam ist, fahren Sie mit dem nächsten Schritt fort):
Prüfen Sie, in welcher Richtung ein Problem bei den Abmessungen der X- und Y-Achse vorliegt; der Fehler sollte sowohl bei der 500-mm-Seitenlänge als auch bei der Diagonale nicht mehr als 0,1 mm betragen;
Kompensieren Sie das Umkehrspiel (Änderung der Plattformkonfiguration);
Stellen Sie den Parameter für den Diagonalausgleich ein;
Überprüfen Sie den Eingriff der X- und Y-Achsen, der 0,06-0,08 mm betragen muss;
Prüfen Sie die Vertikalität der X- und Y-Achse, 0,03 mm; wenn die Genauigkeit zufriedenstellend ist, passen Sie die Vertikalität entsprechend der tatsächlichen Diagonalabweichung an.
1.6 Blockierung der X-Achse, Y-Achse und Z-Achse
Lösungsschritte (wenn der vorherige Schritt unwirksam ist, fahren Sie mit dem nächsten Schritt fort):
Parameter des Motorantriebs einstellen;
Überprüfen Sie die Motorinstallation, stellen Sie sicher, dass die Abstandshalter korrekt installiert sind und die Kupplungen fest angezogen sind;
Tauschen Sie den Motor aus, wenn es Probleme mit dem Motor selbst gibt;
Prüfen Sie den Motor, stellen Sie die Parameter ein, überprüfen Sie den Bremskreis bis zum Austausch von Motor und Servo.
Lösungsschritte (fahren Sie mit dem nächsten Schritt fort, wenn der vorherige Schritt nicht erfolgreich war):
Wenn das Bauteil nicht mit der Zeichnung übereinstimmt, schicken Sie es an das Lager zurück und ersetzen es durch ein qualifiziertes Bauteil. Wenn es mit der Zeichnung übereinstimmt, wenden Sie sich an den technischen Kundendienst, um die Zeichnung zu überprüfen und eine spezifische Lösung zu finden. Liste der möglichen Lösungen:
Wenn die Getriebe der Austauschplattform der E-Serie gestört werden, schneiden Sie das störende Teil ab, sofern es das Erscheinungsbild nicht beeinträchtigt.
Wenn das Getriebe der E-Serie mit dem Staubtuch in Konflikt gerät, bringen Sie Abstandshalter an den unteren Befestigungslöchern an, um das Getriebe nach außen zu verschieben.
Wenn es sich bei der Y-Achsen-Schleppkettenaufnahme der PT-Serie um eine ältere Version handelt, bohren Sie die Befestigungslöcher neu.
Wenn der Schleppkettensitzkasten im Y-Achsen-Schleppkettensitz der PT-Serie bei der Bewegung mit dem Bett kollidiert, ändern Sie die Richtung der Montagebohrung am Querträger, um die Schleppkette zu kippen.
Wenn die Schiebetür des PT-Großgehäuses nicht richtig funktioniert und nicht bündig mit den anderen Paneelen abschließt, müssen Abstandshalter eingebaut werden. .......
1.9 Probleme bei der Installation
Lösungsschritte:
Prüfen Sie die 3D-Baugruppen- oder Unterbaugruppenzeichnungen sorgfältig.
Überprüfen Sie den Montageprozess.
Wenn keine technischen Unterlagen vorhanden sind, wenden Sie sich an den technischen Kundendienst.
1.10 Fragen der Interferenz
Lösungsschritte:
Schwarzer Bildschirm auf dem Display: Prüfen Sie zunächst, ob das Erdungskabel ordnungsgemäß angeschlossen ist, testen Sie bei abgeschirmten Kabeln mit zusätzlichen Ferritperlen, und versuchen Sie, den Industriecomputer auszutauschen.
Verzerrte Anzeige mit Schneeflocken auf dem Bildschirm: Dieses Problem tritt häufiger bei den Geräten der I-Serie auf. Prüfen Sie, ob Ferritperlen am VGA-Kabel installiert sind, trennen Sie den Hauptstromkreis des Servotreiber und das VGA-Kabel, und vermeiden Sie es, sie im selben Kabelkanal zu verlegen.
Schlechte Kalibrierungsergebnisse bei Röhrenmaschinen: Zwischen dem Röhrenbett und dem Plattenbett sollte eine Verbindungsplatte vorhanden sein, und das Gerät muss ordnungsgemäß geerdet sein.
1.11 Kühlmaschinenalarm
Lösungsschritte (fahren Sie mit dem nächsten Schritt fort, wenn der vorherige Schritt nicht erfolgreich war):
Überprüfen Sie den Bildschirm der Kühlmaschine auf Alarminformationen: Zu den üblichen Alarmen gehören niedriger Flüssigkeitsstand, Durchfluss- und Temperaturalarm. Füllen Sie bei niedrigem Flüssigkeitsstand Wasser nach; überprüfen Sie bei Durchflussalarmen die Rohrleitungen auf Verstopfungen oder Lecks und kontrollieren Sie die Frequenz des Kühlers; überprüfen Sie bei Temperaturalarmen die Umgebungstemperatur, Filterverstopfungen und mögliche Schäden am Temperatursensor.
Stellen Sie anhand des Eingangspunktstatus der Adapterkarte fest, ob es sich um ein Problem mit der Verdrahtung oder mit der Softwareeinstellung handelt.
Prüfen Sie auf falsche Verdrahtung (Schließer oder Öffner).
Überprüfen Sie die Kühleralarmeinstellungen in der Plattformkonfiguration.
1.12 Grenzwertalarm Z-Achse
Lösungsschritte (fahren Sie mit dem nächsten Schritt fort, wenn der vorherige Schritt nicht erfolgreich war):
Stellen Sie anhand des Eingangspunktstatus der Adapterkarte fest, ob es sich um ein Problem mit der Verdrahtung oder mit der Softwareeinstellung handelt.
Prüfen Sie auf falsche Verdrahtung.
Überprüfen Sie die Grenzwerteinstellungen in der Plattformkonfiguration.
Ersetzen Sie den Endschalter.
1.13 Fahrer-Alarm
Lösungsschritte:
A.710, A.910 und A.720 Überlast: Prüfen Sie, ob die dreiphasige Reihenfolge korrekt ist, ob die Parametereinstellungen richtig sind, ob irgendwelche Drähte nicht angeschlossen sind und ob die mechanische Übertragung richtig funktioniert.
A.F10 Phasenausfall der Stromleitung: Prüfen Sie, ob Parameter Pn00B auf einphasig oder dreiphasig eingestellt ist und ob die Stromversorgungsleitungen zum Motor unterbrochen sind.
A.900 übermäßige Positionsabweichung: Ausschalten und neu starten, den Treiber initialisieren und die Parameter zurücksetzen und prüfen, ob die mechanische Übertragung blockiert ist oder ob das Spiel zu groß ist.
A.840 Geberdaten-Alarm: Fehlfunktion des Encoders, die Stromversorgung neu starten, prüfen, ob die Verdrahtung des Encoders in Ordnung ist und ob das abgeschirmte Kabel richtig geerdet ist.
Qualitätsmangel des Treibers, ersetzen Sie den Treiber.
1.14 Auslöseproblem
Lösungsschritte:
Prüfen Sie, ob es im Hauptstromkreis Kurzschlüsse oder geerdete Kabel gibt.
Prüfen Sie, ob ein Kurzschluss oder eine Erdung in der Treiberstromleitung vorliegt.
1.15 Softwarefehler beim Schneiden
Deinstallieren Sie die Schneidesoftware und installieren Sie sie erneut.
Wechseln Sie zu einer niedrigeren oder höheren Version der Software.
1.16 Verdrahtungsfehler
Überprüfen Sie den Stromkreis gemäß dem elektrischen Schaltplan.
Prüfen Sie mit einem Multimeter den Durchgang des Kabels und wenden Sie die Eliminierungsmethode an, um die Fehlerursache zu finden.
Laser-Rohrschneidmaschine Fehlersuche
2.1 Schlechte Schnittgenauigkeit mit Handspannfutter
Lösungsschritte (fahren Sie mit dem nächsten Schritt fort, wenn der vorherige Schritt nicht erfolgreich war):
Prüfen Sie die Vertikalität der Einstellschraubenbohrung in den vorderen Spannbacken; ersetzen Sie das Teil, wenn die Vertikalität nicht zufriedenstellend ist.
Prüfen Sie, ob die Koaxialität des vorderen und hinteren Futters ≤0,15 ist.
Vergewissern Sie sich, dass die Komponenten sicher und gemäß der Anziehen der Schrauben Drehmomentanforderungen. Methode: Befestigen Sie eine Messuhr am hinteren Spannfutter, während das vordere Spannfutter stillsteht, und drehen Sie das hintere Spannfutter. Prüfen Sie die Koaxialität. Wenn die Koaxialität nicht zufriedenstellend ist, stellen Sie das vordere Futter nach oben, unten, links oder rechts ein, bis die Koaxialität der Norm entspricht.
2.2 Schlechte Schnittgenauigkeit mit elektrischem Spannfutter
Lösungsschritte (fahren Sie mit dem nächsten Schritt fort, wenn der vorherige Schritt nicht erfolgreich war):
Prüfen Sie, ob das zu schneidende Präzisionsrohr der Norm entspricht, wobei die Rohrgenauigkeit auf der Grundlage der Norm GB-17395-1988-E3 und einem Gesamtlängenbiegegrad von 0,1% basiert. Tauschen Sie das Rohr aus, wenn es nicht der Norm entspricht.
Prüfen Sie, ob die Spannen des Rohrmaterials korrekt ist.
Prüfen Sie, ob die vordere Futterschraube axial beweglich ist. Wenn eine axiale Bewegung vorhanden ist, beseitigen Sie diese durch Hinzufügen von Unterlegscheiben am Spindellager.
Prüfen Sie, ob sich die vorderen Spannbacken entlang der Y-Achse der Werkzeugmaschine bewegen. Wenn eine Bewegung vorhanden ist, tauschen Sie die Verriegelungshülse aus.
Überprüfen Sie die Parallelität und Vertikalität der vorderen Spannbacken. Methode: Verwenden Sie ein Rechteckrohr aus Aluminium, spannen Sie das hintere Spannfutter ein und lassen Sie einen Spalt zwischen den vorderen Spannbacken und dem Rechteckrohr. Der Spalt sollte in allen vier Richtungen gleichmäßig ≤±0,05 sein. Beurteilen Sie anhand des Rechteckrohrs die Parallelität und Vertikalität der Backen, indem Sie den Spalt zwischen ihnen beobachten. Wenn die Backen nicht parallel und senkrecht sind, müssen die vorderen Spannbacken eingestellt werden.
Prüfen Sie, ob die hinteren Spannbacken sicher befestigt sind. Falls sich etwas gelockert hat, ziehen Sie die losen Schrauben fest.
Prüfen Sie die Rundheit und Wiederholgenauigkeit Positioniergenauigkeit der vorderen und hinteren Spannbacken, mit ≤0,15. Wenn die Rundheit und Wiederholbarkeit Positioniergenauigkeit außerhalb der Toleranz sind, stellen Sie die vorderen und hinteren Spannbacken ein. Notieren Sie bei der Überprüfung mit der Messuhr die maximale Position des Rundlaufs und stellen Sie die Backe an der maximalen Position nach innen ein. Versuchen Sie beim Einstellen der Backen, nur eine Seite zu verstellen.
Wenn alle oben genannten Faktoren überprüft wurden und es keine Probleme gibt, prüfen Sie die Koaxialität der vorderen und hinteren Spannfutter. Die Koaxialität der vorderen und hinteren Spannzangen sollte ≤0,08 sein. Methode: Befestigen Sie eine Messuhr am hinteren Spannfutter und messen Sie den Innenkreis und die Stirnfläche des vorderen Spannfutters. Beobachten Sie die Rundlaufwerte auf der Messuhr, um die Koaxialität und den Stirnflächenrundlauf des vorderen und hinteren Futters zu bestimmen. Wenn die Werte für Koaxialität und Planlauf außerhalb der Toleranz liegen, stellen Sie das vordere Futter nach links, rechts, oben oder unten ein, bis die Koaxialität und der Planlauf der Stirnfläche der Norm entsprechen.
Setzen Sie das Spannfutter wieder ein.
2.3 Die Startpunkte für das Schneiden stimmen nicht überein
Lösungsschritte (fahren Sie mit dem nächsten Schritt fort, wenn der vorherige Schritt nicht erfolgreich war):
Prüfen Sie, ob der aktuelle Wert des vorderen Futters zu hoch ist.
Prüfen Sie die Koaxialität des vorderen und hinteren Futters, wenn sie auf verschiedenen Achsen liegen; sie sollte ≤0,15 sein.
Prüfen Sie den Rundlaufwert der vorderen Futterstirnfläche mit ≤0,1. Methode: Befestigen Sie eine Messuhr am hinteren Futter und messen Sie den Innenkreis und die Stirnfläche des vorderen Futters. Beobachten Sie die Rundlaufwerte auf der Messuhr, um die Koaxialität und den Stirnflächenrundlauf des vorderen und hinteren Futters zu bestimmen. Wenn die Werte für Koaxialität und Planlauf außerhalb der Toleranz liegen, stellen Sie das vordere Futter nach links, rechts, oben oder unten ein, bis die Koaxialität und der Planlauf der Stirnfläche der Norm entsprechen.
Prüfen Sie, ob die hintere Futterspindel axial beweglich ist.
2.4 Schneiden der Riffelproblematik
Siehe Kapitel 1 Rohrschneidemaschine Problem 1.2.
2.5 Großer Kantenfindungsfehler
Lösungsschritte (fahren Sie mit dem nächsten Schritt fort, wenn der vorherige Schritt nicht erfolgreich war):
Prüfen Sie, ob der Laserkopf senkrecht steht; ersetzen Sie die Anschlussplatte des Laserkopfes, wenn sie nicht senkrecht steht.
Beseitigen Sie Störungen, die durch den Strom in den vorderen und hinteren Spannfuttern verursacht werden, indem Sie diese mit Kupferdrähten an das Maschinenbett anschließen.
Siehe Kapitel 1 Blattschneidemaschine Problem 1.11.
2.8 Grenzwertalarm Z-Achse
Siehe Kapitel 1 Blattschneidemaschine Problem 1.12.
2.9 Fahrer-Alarm
Siehe Kapitel 1 Blattschneidemaschine Problem 1.13.
2.10 Auslöseproblem
Siehe Kapitel 1 Blattschneidemaschine Problem 1.14.
2.11 Softwarefehler beim Schneiden
Siehe Kapitel 1 Blattschneidemaschine Problem 1.15.
2.12 Verdrahtungsfehler
Siehe Kapitel 1 Blattschneidemaschine Problem 1.16.
Fehlerbehebung beim Laserschneiden mit hoher Leistung
1. Stand des Marktes für Hochleistungslaserschneiden
Mit der Entwicklung der Laserindustrie und den veränderten Anforderungen der nachgelagerten Industrie sind Hochleistungslaserschneidanlagen allmählich in den Mittelpunkt des Marktinteresses gerückt.
Mit seinen unvergleichlichen Vorteilen in Bezug auf Geschwindigkeit und Dicke hat sich das Hochleistungslaserschneiden mittlerweile auf dem Markt durchgesetzt.
Da die Hochleistungslaserschneidtechnologie jedoch noch in den Anfängen ihrer Verbreitung steckt, sind einige Bediener nicht vollständig mit diesem Schneidprozess vertraut und stehen oft ratlos da, wenn sie bei der Produktionsprüfung mit Problemen konfrontiert werden.
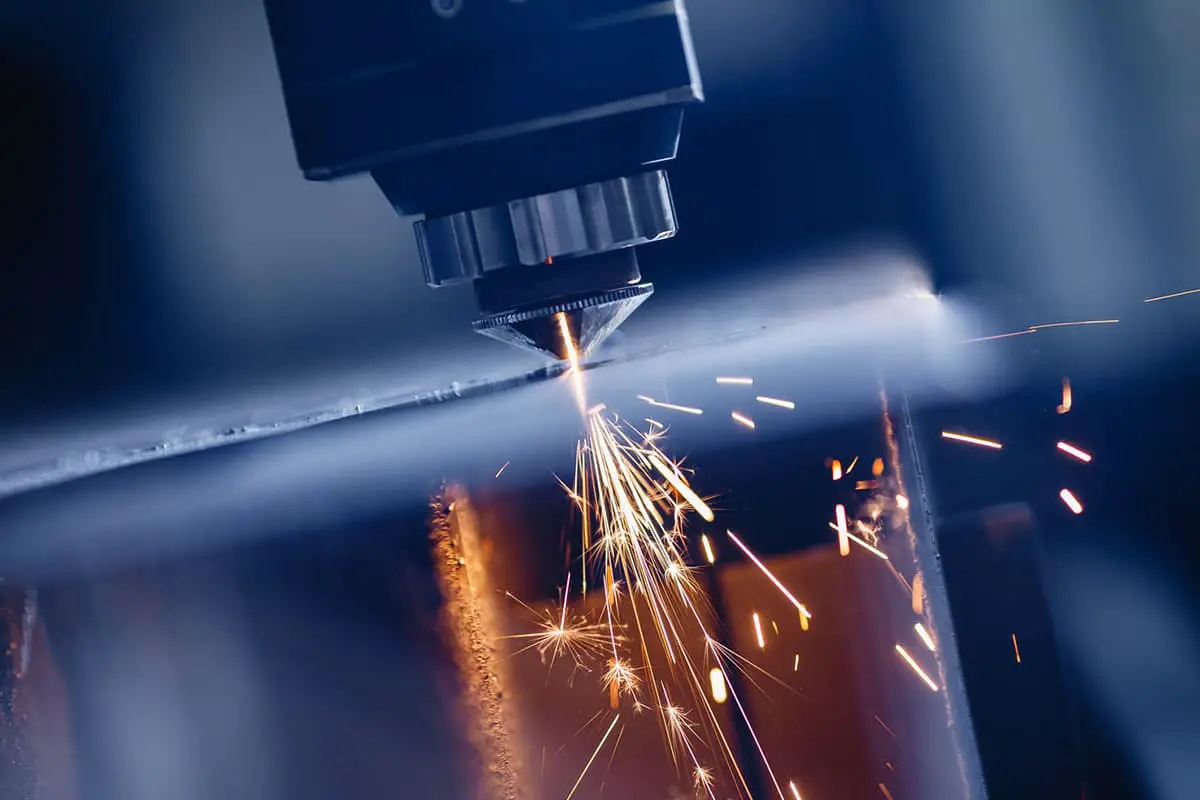
Um diese Probleme beim Schneiden mit hoher Leistung zu lösen, geben die Techniker des Schneidprozesses einige Tipps zur Fehlerbehebung, die Ihnen helfen, die richtigen Einstellungen vorzunehmen Laserschneiden Prozessparameter (Abbildung 1).
Dadurch werden nicht nur die Verluste durch fehlerhafte Werkstücke reduziert, sondern auch Ihre Wirtschaftlichkeit aus einer anderen Perspektive verbessert.
Abbildung 1: Schneiden von Kohlenstoffstahl mit einem 30-kW-Laser
2. Beseitigung von Mängeln
Es gibt viele Gründe, warum Hochleistungslaser während des Schneidprozesses fehlerhafte Werkstücke erzeugen können. Die Hauptprobleme können anhand der folgenden vier Aspekte diagnostiziert werden.
(1) Grundlegende Fehlersuche
Wenn schlechte Schnittergebnisse festgestellt werden, prüfen Sie zunächst die folgenden Punkte:
1. Sind die Linsen verschmutzt?
2. Ist die Düse beschädigt?
3. Ist das Licht auf die Düse zentriert?
4. Gibt es undichte Stellen oder Schäden am Keramikkörper?
(2) Methoden zur Beseitigung von Querschnittsstreifen
1. Mögliche Gründe:
Falsche Düsenauswahl - zu große Düse; falsche Luftdruckeinstellung - Überbrennen der Streifen durch zu hohen Druck; falsche Schnittgeschwindigkeit - Überbrennen durch zu langsame oder zu schnelle Geschwindigkeit.
2. Lösungen:
Wechseln Sie die Düse, entscheiden Sie sich für eine Düse mit kleinerem Durchmesser, z. B. eine Hochgeschwindigkeitsdüse D1.4 für das Blankschneiden von 16 mm Kohlenstoffstahl und eine Hochgeschwindigkeitsdüse D1.6 für das Blankschneiden von 20 mm Kohlenstoffstahl; reduzieren Sie die Schnittluft Druck, um die Schnittqualität zu verbessern; stellen Sie die Schnittgeschwindigkeit so ein, dass die Leistung mit der Schnittgeschwindigkeit übereinstimmt, um den in Abbildung 2 dargestellten Effekt zu erzielen.
Abbildung 2: Vergleichendes Optimierungsdiagramm von Querschnittsstreifen
(3) Methoden zur Beseitigung von Bodenschlacke
1. Mögliche Ursachen:
Die verwendete Düse kann zu klein sein, der Schneidfokus ist falsch gewählt, der Luftdruck ist zu niedrig oder zu hoch, die Schneidgeschwindigkeit ist zu schnell, die Materialqualität der Platte ist schlecht, kleine Düsen können die Schlacke nur schwer entfernen.
2. Lösungen:
Ersetzen Sie die Düse durch eine mit größerem Durchmesser, stellen Sie den Fokus auf die richtige Position ein, erhöhen oder verringern Sie den Luftdruck, bis der Luftstrom geeignet ist, und wählen Sie hochwertiges Plattenmaterial. Damit kann der in Abbildung 3 gezeigte Effekt erzielt werden.
Abbildung 3: Vergleichsdiagramm zur Optimierung der Bodenschlacke
(4) Methoden zur Beseitigung von Graten am Boden
1. Mögliche Ursachen:
Der Düsendurchmesser ist zu klein, um den Bearbeitungsanforderungen zu genügen; der negative defokussieren Der Luftdruck ist zu niedrig, was zu Graten am Boden und unzureichendem Schnitt führt.
2. Lösungen:
Verwenden Sie eine Düse mit größerem Durchmesser, um den Luftstrom zu erhöhen; erhöhen Sie den negativen Defokus, damit der Schneidbereich die untere Position erreicht; erhöhen Sie den Luftdruck, um die unteren Grate zu reduzieren. Dadurch kann der in Abbildung 4 gezeigte Effekt erzielt werden.
Abbildung 4: Vergleichsdiagramm der Bottom-Burr-Optimierung
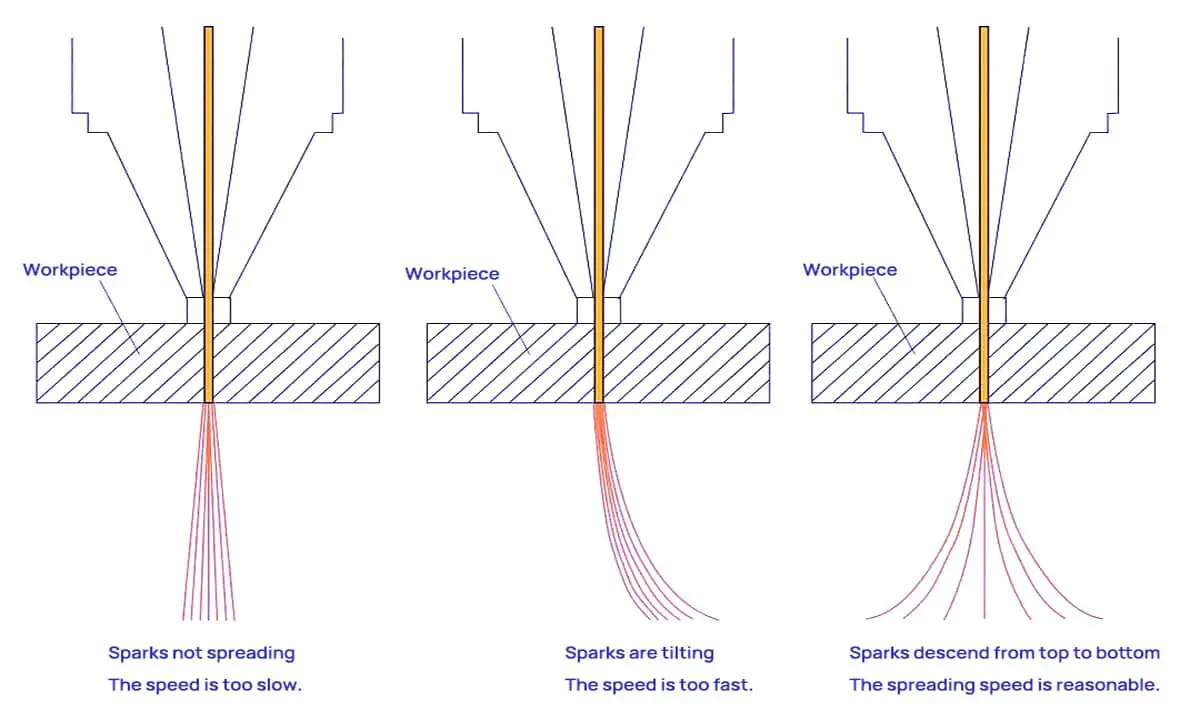
3. So bestimmen Sie, ob die Schnittgeschwindigkeit nach Funkenflug angemessen ist
Abbildung 5: Funkendiffusionsdiagramm beim Laserschneiden
(1) Angemessene Schnittgeschwindigkeit: Die Schneidfunken diffundieren nach unten, was zu einer glatten Schnittfläche ohne Rückstände am Boden führt.
(2) Überhöhte Schnittgeschwindigkeit: Die Schneidfunken kippen.
(3) Unzureichende Schnittgeschwindigkeit: Die Schneidfunken diffundieren nicht und sind nur wenige, die sich zusammenballen.
Als Antwort auf diese Probleme ist die Leistung der Laserschneidmaschine (siehe Abbildung 6) mit den am häufigsten verwendeten 20.000 bis 30.000 Watt auf dem aktuellen Markt für Blechbearbeitung kompatibel. Mit beidseitigen Servomotoren bietet sie schnelle Geschwindigkeiten, präzise Positionierung und einen reibungslosen Betrieb.
Die hohe Schnittgeschwindigkeit ist ein wesentlicher Vorteil des Lasers Schneiden und der Hauptgrund, warum sich viele Anwender in der Blechbearbeitung für Laserschneider entscheiden. Doch schneller ist nicht immer besser. Nur durch die Steuerung der richtigen Schnittgeschwindigkeit können eine glatte, schlackenfreie Schnittfläche und hochwertige Werkstücke erzielt werden.
Die Leistung des Lasers wirkt sich auf die Geschwindigkeit aus, mit der das Lasergerät das Blech schneidet, und diese Schnittgeschwindigkeit wiederum beeinflusst die Qualität des Blechschneiden. Unter fest Laserleistunggibt es einen optimalen Bereich von Schnittgeschwindigkeiten. Zu schnelle oder zu langsame Geschwindigkeiten können die Glätte des Schnittquerschnitts beeinträchtigen.
Andere 63 Laserschneidmaschinen-Fehlerbehebungsanleitung
Laserschneiden Bei Maschinen treten während des Betriebs häufig Funktionsstörungen auf. Ohne die Hilfe eines Fachmanns kann es für uns schwierig sein, die Ursache für das Problem in der Laserschneidanlage genau zu bestimmen. Wir können uns nur auf unsere eigene Erfahrung verlassen, um es herauszufinden.
Wenn jedoch einige Probleme zum ersten Mal auftauchen, kann es sein, dass wir uns ratlos fühlen und sogar Schwierigkeiten haben, das Problem klar zu beschreiben, wenn wir uns an den Kundendienst des Herstellers wenden.
Um Ihnen zu helfen, habe ich einige häufige Probleme mit Laserschneidmaschinen und die entsprechenden Ursachen oder Lösungen ausgewählt.
1. Schlechte Schnittqualität oder Unfähigkeit zum Durchschneiden?
Mögliche Ursachen sind niedrige Leistungseinstellungen, kleine Potentiometereinstellungen, falsch ausgerichtete Optiken, verschmutzte Linsen, nicht ordnungsgemäß installierte Fokussierlinsen, Brennweitenprobleme, Laserleistung Versorgungsprobleme, Leistungsabschwächung der Laserröhre, hohe Wassertemperatur und instabile Spannung. Gehen Sie diese Probleme schrittweise und entsprechend der tatsächlichen Situation an.
2. Sie können keine Verbindung zum Gerät herstellen?
Prüfen Sie, ob die Treiber für die Karte installiert sind, ob die USB- oder Ethernet-Kabel richtig angeschlossen sind, ob die Kabel beschädigt sind, ob die Adapterkarte defekt ist und andere Probleme im Zusammenhang mit der Karte.
3. Das Gerät kehrt nach dem Einschalten zum falschen Ursprung zurück?
Der Ursprungsschalter ist möglicherweise defekt.
4. Deformation der Schnittform und überlappende Schnitte?
Mögliche Ursachen sind lockere Synchronradschrauben, gebrochene Motordrähte, ein defekter Motor, Treiberprobleme und Spannungsprobleme.
5. Das Gerät lässt sich nicht starten und der Schutzschalter im Innenraum wird beim Einschalten ausgelöst?
Prüfen Sie, ob der Not-Aus-Schalter losgelassen ist, ob der externe Stromkreis angeschlossen ist, ob der interne Schutzschalter des Geräts geschlossen ist und ob Sie beim Einschalten ein "Pop"-Geräusch hören. Ist dies der Fall, überprüfen Sie das Hauptschütz und den Steuertransformator.
Prüfen Sie außerdem, ob Wasser in das Wasserschutzsystem eindringt und einen Kurzschluss in der Laserstromversorgung verursacht (z. B. JGHY12570 Wasserschutz, der auf der Seite mit der Laserstromversorgung rechts unten installiert ist), einen Kurzschluss in der 107 Wasserpumpe oder die Verwendung eines unterdimensionierten Innenraumschutzschalters.
6. Lichtbogenbildung bei Hochspannungsleitungen?
Dieses Problem kann sehr lästig sein. Es wird empfohlen, den Hochspannungsdraht mit einer Isolierhülle zu versehen.
7. Ist die Größe der Schnittgrafik zu groß oder zu klein?
Prüfen Sie, ob die Größe der Ausgabegrafik konsistent ist, ob es Änderungen in der Höhenposition der Z-Achse gibt und ob die Kalibrierungsdateien angepasst werden müssen.
8. Unterschiedliche Farben in der Mitte und um das ausgeschnittene Bild herum?
Stellen Sie den Fokussierungskoeffizienten und den Fokuspunkt der W-Achse ein.
9. Beschädigte Marken oder gröbere Stellen bei der Markierung?
Überprüfen Sie die Dynamik und die DA-Karte.
10. Versatz der Markierungsgrafikposition?
Prüfen Sie, ob die X- oder Y-Achse im Abtastspiegel verschoben ist, finden Sie den Mittelpunkt und passen Sie die XY-Achsenposition entsprechend der tatsächlichen Versatzrichtung an.
11. Die XY-Achse des Scannerspiegels schwingt beim Einschalten unregelmäßig, und der dynamische Motor macht anormale Geräusche?
Tauschen Sie das ±12±15V Schaltnetzteil aus; tauschen Sie das ±12±28V Schaltnetzteil aus.
12. Keine Laserleistung?
Prüfen Sie, ob der Rücklauf des Kühlers normal ist, ob es Änderungen in der Position der W-Achse gibt, ob die DC48V32A-Laserstromversorgung ordnungsgemäß funktioniert und andere Probleme im Zusammenhang mit der Laserröhre.
13. Keine Anzeige auf dem Bedienfeld beim Einschalten?
Prüfen Sie, ob das 5V12V24V-Schaltnetzteil ordnungsgemäß funktioniert und untersuchen Sie das Anzeigefeld.
14. Das Bedienfeld funktioniert nicht und das Gerät kehrt nach dem Einschalten nicht zum Ausgangspunkt zurück?
Tauschen Sie die Offline-Steuerkarte aus.
15. Die Z-Achse führt kein Material zu oder bewegt sich nur schwach?
Mögliche Ursachen sind Probleme mit dem Vorschubmotor der Z-Achse, Probleme mit dem Treiber, mit den Lagern oder mit Fremdkörpern, die die Arbeit behindern.
16. Die Glasröhre gibt kein Licht ab?
Die Ausgangssteuerung der Glasröhre umfasst hauptsächlich die Laserröhre, die Laserstromversorgung, das Wasserkreislaufsystem und das Ausgangssignal. Das Ausgangssignal besteht aus dem PWM-Ausgangssignal der Steuerkarte, dem Wasserschutzsignal und dem Türschaltersignal.
Wenn die Laserröhre kein Licht abgibt, konzentrieren Sie sich auf die Laserröhre, das Lasernetzteil, das Wasserkreislaufsystem und das Ausgangssignal.
Prüfen Sie zunächst, ob die Stromversorgung des Lasers normal funktioniert, ob die Innen- und Außenrohre der Laserröhre beschädigt sind und ob das Wasserkreislaufsystem normal funktioniert.
Ist dies nicht der Fall, ersetzen Sie sie oder passen Sie sie entsprechend an. Wenn alles normal ist, prüfen Sie das Ausgangssignal.
Testen Sie zunächst die Laserröhre und die Laserstromversorgung mit der Kurzschluss-Signalmethode. Wenn dies funktioniert, gibt es keine Probleme mit der Laserröhre oder der Laserstromversorgung, und das Problem liegt beim Wasserschutzschalter, dem Relais, dem Türschalter oder dem PWM-Signal der Steuerkarte.
Wenn diese Methode fehlschlägt, liegt das Problem bei der Laserröhre oder dem Lasernetzteil. Sie können dann die Austauschmethode anwenden, um das Problem zu lösen.
17. Die RF-Laserröhre strahlt kein Licht aus?
Vergewissern Sie sich, dass der Wasserkreislauf frei ist und die Stromversorgung des Lasers normal anläuft.
Prüfen Sie zunächst, ob die 48-V-Gleichspannung von der Laserstromversorgung normal ist. Prüfen Sie die Leitfähigkeit der Stifte 4 und 13 am 25-poligen Stecker der Laserröhre; Leitfähigkeit bedeutet, dass das Wasserschutzsignal normal ist. Falls nicht, überprüfen Sie den Wasserschutz.
Prüfen Sie die Spannung zwischen den Stiften 7 und 20; eine Gleichspannung von 4-5 V, wenn Sie nicht auf Preset oder Start drücken, und 1-3 V, wenn Sie auf Preset oder Start drücken, deutet auf ein normales Signal hin (niedrige Leitfähigkeit).
Wenn das Wasser, die Stromversorgung und diese beiden Signale normal sind, handelt es sich in der Regel um ein Problem mit der Laserröhre. Sind die Signale abnormal, deutet dies auf ein Problem mit der Steuerkarte oder einem Schaltkreis hin.
18. Der Austausch der RF-Laserröhre zeigt "Fehler beim Anschluss der Laserröhre" an?
Wenn der Stecker (die internen Drähte sind nicht abgelötet oder kurzgeschlossen), die Stromversorgungsdrähte (linker Pluspol, rechter Minuspol und Masse am Minuspol angeschlossen) und die Wasseranschlüsse normal sind und das Gerät nach dem Neustart der Kühlmaschine und der Geräte immer noch nicht richtig angeschlossen werden kann, liegt es in der Regel an einem Problem mit der Anschlussplatine des 25-poligen Steckers oder an einer Inkompatibilität, z. B. wenn verschlüsselte und nicht verschlüsselte Röhren nicht mit der Platine kompatibel sind.
19. Die Schneidemaschine hat die Schnitte falsch ausgerichtet?
(Überschnitt oder kolinearer Grafikschnitt mit großem Abstand)
1.) Einspeisung falsch ausgerichteter Schnitte:
a) Überprüfen Sie den Schritt der Vorschubachse; Schritt = gemessene Länge * ursprünglicher Schritt / tatsächliche Länge (eingestellte Vorschublänge).
b) Prüfen Sie, ob die Vorschubachse Synchronriemen Spannrad und Motor-Zahnriemenspannrad sind lose.
c) Überprüfen Sie, ob das Walzengewebe locker ist und ob es zwischen ihm und der Vorschubachse gleitet oder ob es zu einem Verklemmungsphänomen kommt.
2.) Nicht zuführende, schief liegende Schnitte:
a) Prüfen Sie, ob der große Wagenmotor oder das Synchronrad der optischen Achse locker ist.
b) Prüfen Sie, ob Schrittverluste auftreten, die durch eine zu hohe Verarbeitungsgeschwindigkeit, Leerlaufdrehzahl oder Beschleunigung, einen schlechten Motorkontakt, einen zu niedrigen Treiberstrom oder einen defekten Treiber oder Motor verursacht werden können. Motorausfälle, die Schrittverluste verursachen, sind relativ selten.
20. Langer Vorschub am Futterautomaten?
Wenn der Futterautomat zu lange füttert, liegt das meist an einer defekten Lichtschranke oder einer falschen Lichtempfindlichkeit der Lichtschranke. Die Lichtempfindlichkeit der Lichtschranke kann eingestellt werden.
Wenn der obere und der untere Schalter gleichzeitig aufleuchten, während der Futterautomat in Betrieb ist, wird der Futterautomat gestartet.
Wenn die Lichtempfindlichkeit zu hoch ist, nimmt die Maschine auch dann Licht wahr, wenn das Schneidmaterial es blockiert, was zu einer Überfütterung führt. Stellen Sie in diesem Fall den Empfindlichkeitsregler an der Verdrahtung der Lichtschranke so ein, dass die Kontrollleuchte aufleuchtet, wenn das Material die Lichtschranke blockiert.
21. Grober Lichtfleck auf dem Galvanometergerät?
Wenn die Lichtintensität nicht ausreicht und der optische Grundweg und der optische Weg des Strahlaufweiters gut eingestellt sind und die dynamische Brennweite gut eingestellt ist, der Lichtfleck aber immer noch grob ist, müssen Sie den Abstand zwischen den beiden Linsen des Strahlaufweiters anpassen.
Bei unserem häufig verwendeten 3fach-Strahlaufweiter führt die Einstellung des Ausgangsstrahlfleckdurchmessers auf 13-14 mm im Allgemeinen zu guten Ergebnissen. Sie können ihn auch entsprechend den Anforderungen des Kunden anpassen.
22. Galvanometer-Maschine mit dynamischer Selbsterregung?
Bei Shanghai Dynamics stellen Sie R103 und R28 ein, um Selbsterregung und Heulen zu regulieren. Wenn die Einstellung unwirksam ist, messen Sie, ob die Motorwelle mit dem Maschinengehäuse kurzgeschlossen ist. Trennen Sie während der Messung das Stromversorgungskabel des Motors ab; andernfalls ist es ständig leitend.
Wenn der Strom auch nach Abklemmen des Stromversorgungskabels des Motors noch immer fließt, verwenden Sie eine Isolierfolie, um den Motor und das Maschinengehäuse zu isolieren, und stellen Sie R103 und R28 erneut ein. Wenn der Motor nach der Behebung dieser Probleme immer noch nicht funktioniert, müssen die Komponenten ausgetauscht werden.
23. Falsche Kennzeichnung oder Schnittgröße auf Markierungs- und Schneidemaschinen?
Für dynamische MarkiermaschinenEine falsche Größe ohne Auf- und Abbewegen der Galvanometerlinse ist in der Regel auf veränderte oder fehlerhafte Kalibrierungsparameter zurückzuführen. Eine Neukalibrierung der Galvanometerparameter kann das Problem lösen.
Bei Schneidemaschinen werden falsche Schnittgrößen in der Regel durch Fehler im Schrittabstand und in der Anzahl der Treiberimpulse verursacht. Im Allgemeinen kann das Problem durch die Bestimmung der Impulszahl und die Berechnung des Schrittabstands gelöst werden.
24. Die Schneidemaschine kehrt die Richtung der Ausgangsposition um, wenn sie eingeschaltet wird?
Diese Art von Fehlfunktion wird in der Regel durch einen beschädigten Schalter für die Ausgangsstellung verursacht. Es gibt zwei Arten von Schaltern für die Grundstellung: Näherungsschalter und Reed-Schalter (magnetische Steuerschalter). Die umgekehrte Richtung der Grundstellung wird in der Regel durch einen Kurzschluss in der Schalterspule verursacht. Ein Austausch des Schalters kann das Problem beheben.
25. Motor der SchneidemaschineMotortreiber, Motorkabel und Gleichstromversorgungsschalter des Treibers defekt?
Die spezifischen Erscheinungsformen solcher Fehler an den Geräten sind im Allgemeinen:
(1) Der Laserkopf bewegt sich nicht
(2) Die Bewegung des Laserkopfes ist abnormal, mit Pausen oder Zittern während des Betriebs In solchen Fällen ist zunächst zu beobachten und zu messen, ob das 48V- oder 42V-Gleichstromschaltnetzteil ordnungsgemäß funktioniert.
Eine unzureichende oder instabile Versorgungsspannung kann diese Phänomene verursachen. Wenn das Schaltnetzteil normal funktioniert, prüfen Sie, ob der Fehler beim Treiber, dem Motor oder dem Motorkabel liegt.
Um festzustellen, ob der Motor defekt ist, prüfen Sie zunächst, ob sich der Motor selbst ohne Strom und mit vom Treiber getrenntem Motorkabel gleichmäßig dreht. Wenn sich der Motor abnormal dreht, kann er direkt als Motorfehler erkannt und ausgetauscht werden. Wenn der Motor normal läuft, messen Sie die Motorwicklung.
Bei einem Sechsleitermotor bilden AC, A+ und A- eine Spulengruppe; AC und A+ und A- sollten leitfähig sein. BC, B+ und B- bilden eine weitere Spulengruppe mit der gleichen Leitfähigkeitssituation. Wenn die Leitfähigkeit abnormal ist, kann dies direkt als Motorfehler erkannt werden.
Bei Baishan- und YAKO-Schrittmachertreibern kann ein Treiberfehler direkt festgestellt werden, wenn die Gleichstromversorgung normal ist, das Motorkabel abgeklemmt ist und die Kontrollleuchte des Treibers nicht leuchtet. Wenn Sie den Fehler nicht direkt feststellen können, können Sie die Austauschmethode zum Testen verwenden.
Fehler im Motorkabel sind bei dieser Art von Fehler unwahrscheinlich. Wenn sowohl der Motor als auch der Treiber ausgeschlossen werden konnten, sollte das Motorkabel in Betracht gezogen werden. Prüfen Sie auf Kurzschlüsse und Unterbrechungen und verwenden Sie ein Multimeter für eine detaillierte Durchgangsprüfung zur Fehlersuche.
26. Die Laserröhre sendet kein Licht aus?
Der Wasserstandsschalter ist defekt.
Die Hochspannungsleitung ist unterbrochen.
Die Laserröhre ist gerissen oder verbrannt.
Das Lasernetzteil ist beschädigt.
Kein Wasserkreislauf (einschließlich verstopfter Wasserleitungen und nicht funktionierender Wasserpumpe).
Das Wasserschutzkabel ist nicht angeschlossen oder hat schlechten Kontakt.
Kein 220-V-Eingang für das Lasernetzteil.
Kein Signaleingang an der Laserstromversorgung (gebrochenes Signalkabel oder schlechter Kontakt, beschädigtes Steuerrelais, beschädigte Leiterplatte oder schlechte Lötstellen).
30. 24V-Schaltnetzteil ist defekt; X- und Y-Achse der Maschine können sich nicht bewegen?
42V-Schaltnetzteil ist beschädigt.
Die Platine ist beschädigt.
Probleme mit dem Signalkabel.
31. Die X-Achse oder Y-Achse der Maschine bewegt sich nicht oder wird nicht angetrieben?
Keine Stromzufuhr zum Treiber.
Der Treiber ist beschädigt.
Schlechter Kontakt oder Drahtbruch im Treiber.
Der Motorstecker ist beschädigt oder hat schlechten Kontakt.
Die Motorwelle ist gebrochen.
Der Treibriemen ist lose oder gerissen.
Probleme mit dem Fahrersignalkabel.
Der Schieber oder das Übertragungsrad klemmt.
32. Fehlausrichtung der Maschine
Der Gürtel ist lose.
Die Schrauben des Maschinenrades sind lose.
Beschädigter Maschinenführer.
Gebrochenes oder beschädigtes Maschinenkabel.
Beschädigter Maschinenmotorstecker oder schlechter Kontakt.
Probleme mit dem Motor.
33. Die Steuerkarte wird beim Anschluss an das Gerät nicht erkannt?
Beschädigte Karte.
Die Karte ist nicht richtig eingesetzt.
Der Computerstecker ist beschädigt.
DPIO-Modultreiber ist nicht installiert.
34. Kameraausschnitt ist ungenau
Kalibrierung nicht durchgeführt.
Die Kamera ist nicht richtig eingestellt.
Vorlage nicht richtig erstellt.
Die Kameraparameter sind nicht richtig eingestellt.
Die Parameter für die Erstellung der Vorlage sind nicht richtig eingestellt, z. B. das Erkennungsverhältnis usw.
35. Keine Lichtemission?
Schließen Sie L und GND kurz; wenn das Licht kontinuierlich leuchtet, weist dies darauf hin, dass das Lasernetzteil und die Laserröhre keine Probleme haben, sondern nur Signalprobleme. Schließen Sie P und GND kurz, um festzustellen, ob der Wasserschutzschalter in Ordnung ist. AIN und 5V kurzschließen; leuchtet das Gerät durchgehend, bedeutet dies, dass Laserröhre, Lasernetzteil und Wasserschutzschalter korrekt angeschlossen sind.
36. Computer und Geräte können keine Verbindung herstellen?
Aktualisieren Sie den D13-Treiber; es könnte auch ein Problem mit dem USB-Kabel sein.
37. Wann kann eine Achse während des Starts von Hand geschoben werden?
Wenn sich die Achse während der Bearbeitung nicht bewegt, handelt es sich in der Regel um einen beschädigten Treiber; es könnte auch an einer mechanischen Lockerung des Getriebes liegen (wenn sich z. B. beide Achsen während der Bearbeitung nicht bewegen und bei der Inbetriebnahme von Hand geschoben werden können und die Treiberleuchte nicht leuchtet, deutet dies darauf hin, dass die 42-V-Stromversorgung beschädigt ist).
38. Fehlausrichtung in einer Richtung beim Schneiden?
Erhöhen Sie den Treiberstrom; es könnte auch ein beschädigter Treiber oder ein Problem mit dem Motorkabel sein.
39. Der Schnitt hat ein Sägezahnmuster?
Problem mit dem Schieberegler.
40. Sie können nicht durchkommen?
Die Laserröhre kann geschwächt sein; der Strahlengang kann falsch ausgerichtet sein; es könnte auch an der Laserstromversorgung liegen.
41. Der Laserkopf trifft die Maschine und kann nicht begrenzt werden?
Der Ursprungsschalter ist möglicherweise beschädigt oder nicht auf dem Bedienfeld eingestellt.
42. Schneiden lässt sich nicht versiegeln?
Passen Sie das Band und die Parametereinstellungen an.
43. Die angeschlossene Schneidemaschine hat während der Voreinstellung Licht, aber nicht während der Bearbeitung?
Dies ist im Allgemeinen ein Problem der Kontrollkarte.
44. Die Schnittmaße sind inkonsistent?
Achsabstand und Impulseinstellungen sind nicht richtig eingestellt.
45. Bei der Arbeit wird ein kleiner Abschnitt einer vollständigen Kurve übersprungen und nicht geschnitten, auch bekannt als "skipping light"?
Dieses Problem wird in der Regel dadurch verursacht, dass sich der Schlitten des großen Schlittens während des langfristigen Hochgeschwindigkeitsbetriebs lockert. Stellen Sie einfach die Schieber auf beiden Seiten des großen Schlittens nach, um das Problem zu lösen.
46. Während der Arbeit schneiden einige Bereiche auf derselben Platte nicht durch, andere hingegen schon?
Dieses Problem wird im Allgemeinen durch eine Fehlausrichtung des Strahls oder einen unebenen Arbeitstisch verursacht. Stellen Sie den Strahlengang ein und nivellieren Sie den Arbeitstisch. Manchmal wird eine Fehlausrichtung des Strahls durch eine Verformung der Schiene verursacht; in diesem Fall muss die Schiene angepasst werden.
47. Beim Schneiden schneiden sich die Enden manchmal ineinander und manchmal trennen sie sich?
Dieses Problem ist in der Regel auf eine Lockerung der Befestigungsschrauben des Synchronrads oder auf Probleme mit den Motordrähten zurückzuführen. Wenn es Probleme mit den Motordrähten gibt, ist es am besten, die gesamte Gruppe zu ersetzen, nicht nur ein oder zwei einzelne Drähte.
48. Im Sommer neigt die Kältemaschine zu Hochtemperaturalarmen?
Dieses Problem wird in der Regel durch heißes Wetter, schlechte Wärmeableitung im Kühlaggregat oder unzureichende Kühlleistung verursacht. Baumarktkühler haben in der Regel keine unzureichende Kühlleistung, und das Problem wird in der Regel durch verschmutzte Kühlkörper oder schlechte Belüftung verursacht, was zu Alarmen führt.
Kleine Kältemaschinen haben möglicherweise eine unzureichende Kühlleistung; eine Anpassung der Temperaturdifferenz und eine Erhöhung der Alarmtemperatur können helfen, das Problem zu lösen.
49. Manchmal leuchtet es und manchmal nicht?
Prüfen Sie zunächst auf instabile Signale, einschließlich Lichtsignalen und Kühlsignalen. Prüfen Sie dann, ob die Kontakte des Potentiometers schlecht sind. Überprüfen Sie schließlich die Stromversorgung auf Schäden.
50. Beim Starten kehrt die Maschine nicht zum Ursprung zurück und kann sich nicht bewegen.
Dieses Problem ist im Allgemeinen darauf zurückzuführen, dass der kleine Schlittenmotor nicht eingeschaltet ist. Unter Startbedingungen kann der Laserkopf leicht von Hand geschoben werden. Die Ursache des Fehlers ist in der Regel eine beschädigte 48-V-Stromversorgung oder ein Selbstschutz. Schalten Sie das Gerät zehn Minuten lang aus und dann wieder ein. Wenn das Problem weiterhin besteht, tauschen Sie das 48-V-Netzteil aus.
51. Das Licht der Laserröhre wird nach ein paar Minuten Schneiden schwach?
Dieses Problem hat im Allgemeinen drei mögliche Ursachen: ein Problem mit der Stromversorgung, eine beschädigte Laserröhre oder eine falsche Lichtemissionsfrequenz für die Laserröhre in der Software.
52. Ein großer Wagen wird während der Fahrt stark geschüttelt?
Dieses Problem wird in der Regel durch Probleme mit den Servo-Endkabeln oder Endschaltern verursacht. Das Auswechseln der Kabel oder Endschalter sollte das Problem beheben.
53. Zwei Laserköpfe bewegen sich unregelmäßig?
Dies ist in der Regel auf eine beschädigte Steuerplatine zurückzuführen, die falsche Signale erzeugt.
54. Es kommt vor, dass zwei Muster miteinander verbunden werden müssen, aber beim Schneiden nicht aufeinander abgestimmt sind?
Dieses Problem wird durch die Vorschubantriebsachse und den kleinen Schlitten verursacht Aluminiumprofil nicht parallel sind. Der kleine Schlitten kann nicht eingestellt werden; die Achse des Vorschubantriebs muss eingestellt werden, um das Problem zu lösen.
55. Der Schnitt hat ein Sägezahnmuster?
Der Schieber ist lose oder beschädigt, der Riemen ist lose, das Synchronrad des Riemens ist exzentrisch, der Krümmungswert ist zu hoch, die Kurvengeschwindigkeit ist zu hoch, die Linse ist nicht festgezogen, usw.
56. Die Leistung der Laserröhre ist instabil; die Gravur ist anfangs gut, schwankt aber nach ein paar Tagen in der Tiefe?
Die Laserröhre und die Stromversorgung sind instabil.
57. Keine Lichtemission?
Der Wasserstandsschalter ist undicht.
58. Die Laserstromversorgung erzeugt einen Lichtbogen?
Schweißbereich nicht richtig angeschlossen, kein Silikon aufgetragen, Hochspannungsdraht berührt Metall.
59. Sie können sich nicht durchsetzen?
Fehlausrichtung des Strahls, verschmutzte oder lockere Linse, falsche Brennweite, Leistungsabschwächung der Laserröhre.
60. Die Maschine springt nicht an?
Not-Aus, externe Stromversorgung, Schütz.
61. XY-Achse bewegt sich nicht?
Beschädigter Treiber, Probleme mit Motorkabeln oder -steckern, loses Zahnriemenrad, beschädigtes 42-V-Netzteil.
62. Anzeigefeld leuchtet nicht auf?
Die 24-V-Stromversorgung ist beschädigt, oder das Verbindungskabel zwischen der Steuerplatine und dem Anzeigefeld ist beschädigt.
63. Schlechte Schnittwirkung?
Das gelbe Licht um den Schneidbereich ist nicht korrekt, zu wenig Blasluft.
64. Treten beim Schneiden von rechtwinkligen Teilen Eckenverbrennungen oder Krätze auf?
Beim Einsatz einer Laserschneidmaschine zum Schneiden von rechtwinkligen Teilen aus Kohlenstoffstahl oder Edelstahl können aufgrund verschiedener Faktoren wie Schneidverfahren und -parameter Probleme wie Eckenverbrennungen oder Krätze auftreten.
Auf der Grundlage der Ratschläge eines Ingenieurs unseres Unternehmens, der über zehn Jahre Erfahrung verfügt, gibt es drei Hauptlösungen:
R-Eck-Übergang: Entwerfen Sie eine kleine R-Ecke an den rechtwinkligen Teilen, damit der Schneidevorgang natürlich verläuft.
Kühlstellen-Zusatz: Fügen Sie einen Kühlpunkt an der Ecke hinzu. Halten Sie den Laser und das Gas an, wenn der Schneidkopf die Ecke erreicht, und fahren Sie dann mit dem Schneiden fort. Normalerweise wird die Verzögerung des Kühlpunkts zwischen 0,1 und 0,2 Sekunden eingestellt.
Anpassung der Leistungskurve: Für Kunden, die dünne Edelstahlbleche mit hohen Geschwindigkeiten schneiden, können Sie die Leistungskurve im System anpassen, um den Geschwindigkeitswechsel von hoch zu niedrig zu vollziehen. Verfahren: Suchen Sie im Betriebssystem der Laserschneidanlage die Einstellungen "Prozess". Gehen Sie zu "Echtzeit-Tagesanpassung" und "Echtzeit-Frequenzanpassung", und fahren Sie dann mit der Bearbeitung fort. Sie können die Parameter für die gleichmäßige Geschwindigkeit und die Materialdicke auswählen; klicken Sie nach der Bearbeitung auf "Bestätigen".
Schlussfolgerung
Zusammenfassend lässt sich sagen, dass dieser Leitfaden zur Fehlerbehebung bei Laserschneidmaschinen eine unschätzbare Ressource für alle ist, die die Leistung ihrer Maschine optimieren wollen.
Mit Lösungen für eine Vielzahl gängiger Probleme sowie Tipps zum Schneiden einer Vielzahl von Materialien ist dieser Leitfaden ein Muss für Anfänger und erfahrene Profis gleichermaßen.
Wenn Sie die in diesem Artikel beschriebenen Schritt-für-Schritt-Lösungen befolgen, können Sie alle Probleme, die bei Ihrer Laserschneidmaschine auftreten können, schnell und effizient lösen.
Egal, ob Sie mit scharfen Ecken, schlechter Genauigkeit oder abnormalem Rauschen zu kämpfen haben, dieser Leitfaden hilft Ihnen weiter.
Lassen Sie sich also nicht von allgemeinen Problemen aufhalten - nutzen Sie das Wissen und die Erfahrung, die in dieser umfassenden Ressource angeboten werden, und erzielen Sie genau die Ergebnisse, die Sie brauchen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals mit der Wahl der richtigen Laserschneiddüse für Ihr Projekt schwer getan? Die Auswahl der optimalen Düse ist entscheidend für saubere, präzise Schnitte und eine maximale Effizienz. In diesem...
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine tickt? In diesem Blog-Beitrag tauchen wir tief in das Innenleben dieser hochpräzisen Maschinen ein, die die Branche revolutioniert haben...
Haben Sie sich jemals gefragt, wie ein Laser durch Metall schneiden kann wie ein heißes Messer durch Butter? In diesem faszinierenden Artikel erforschen wir die Wissenschaft hinter der Faserlaserschneidetechnik....
Sind Sie neugierig auf die Spitzentechnologie, die die Fertigung revolutioniert? In diesem Blogbeitrag tauchen wir in die Welt der Laserschneidmaschinen ein, erkunden ihre Vorteile und die führenden Hersteller, die die...
Stellen Sie sich die katastrophalen Folgen einer vernachlässigten Wartung von Laserschneidmaschinen vor. Lassen Sie nicht zu, dass Ihr Unternehmen Opfer von kostspieligen Ausfallzeiten und Reparaturen wird! In diesem Blogbeitrag gehen wir auf die wichtigsten...
Fasziniert von der Kunst des Laserschneidens? In diesem Blogbeitrag erfahren Sie mehr über die kritischen Parameter, die über Qualität und Effizienz des Schnitts entscheiden. Entdecken Sie Insider-Tipps von erfahrenen...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Warum variiert die Qualität des Laserschneidens bei gleicher Ausrüstung und gleichen Parametern? Dieser Artikel geht der Frage nach, wie sich die Zusammensetzung von Kohlenstoffstahlblechen auf die Schneidresultate auswirkt. Durch die Erforschung der...
Haben Sie sich schon einmal gefragt, wie Laser Stahl punktgenau durchtrennen können? In diesem Artikel lüften wir die Geheimnisse des Laserschneidens. Von den Lasermodi bis hin zu den Düseneinstellungen - entdecken Sie, wie...