Grundlagen des Laserbohrens und -schneidens: Was Sie wissen müssen
Wie verwandelt der Laser feste Metalle in präzise Formen und komplizierte Designs? Dieser Artikel befasst sich mit den Grundlagen des Laserbohrens und -schneidens und erläutert die physikalischen Mechanismen, Einflussfaktoren und praktischen Anwendungen dieser fortschrittlichen Techniken. Vom Verständnis der Pulsenergie bis zur Beherrschung der Schneidgeschwindigkeit erhalten die Leser Einblicke in die Art und Weise, wie Laser in verschiedenen Branchen hohe Präzision erzielen. Entdecken Sie, wie die Lasertechnologie Ihre Fertigungsprozesse verbessern und neue Möglichkeiten in der Metallbearbeitung erschließen kann.
Wenn ein metallisches Material von einem Laser mit einer Leistungsdichte von 10 % bestrahlt wird6-109W/cm2Aufgrund der hohen Leistungsdichte des Lasers wird die Temperatur der Materialoberfläche den Siedepunkt überschreiten, was zum Schmelzen oder Verdampfen führt, und das oxidierte Spaltgemisch auf der Oberfläche wird herausgeschleudert.
Am Ende des Laserpulses nimmt die Leistungsdichte des Lasers ab und der Spaltstrahl wird schwächer.
Bei der Injektion der Spaltprodukte findet die Verdampfung mit einer bestimmten Geschwindigkeit statt.
Der Grad bewegt sich in Richtung des Materialinneren, das Material wird verdampft und entfernt, und das Loch wird allmählich vertieft.
Mit zunehmendem Lochdurchmesser und zunehmender Tiefe werden die Spaltprodukte sukzessive durch den Dampfdruck entfernt, und schließlich entsteht ein tiefes Loch.
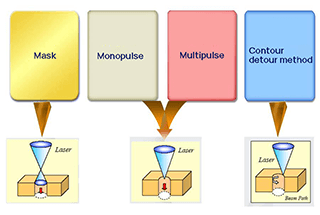
Klassifizierung des Laserbohrens
2. Einflussfaktoren des Laserbohrens
(1) Impulsenergie
Tiefe der Primärvergasung:
Lm und Lv sind die latente Schmelz- bzw. Verdampfungswärme der Materialien.
Zu diesem Zeitpunkt beträgt die Abtragsmasse πa02d'ρ.
C: Spezifische Wärmekapazität Tb: Temperatur des Schmelzpunkts T0: Raumtemperatur E0: Energie des Impulses
Wärmeleitung und Oberflächenabstrahlung werden ignoriert.
(2) Impulsbreite
Energie/J
Impulsbreite/ms
Bohrlochtiefe/mm
Blende/mm
Tiefe-Durchmesser-Verhältnis
5.4 5.1 5.9 5.7 5.4 5.0
0.25 0.35 0.55 0.75 0.85 1.15
1.2 1.3 1.5 1.6 1.8 1.6
0.42 0.39 0.38 0.36 0.30 0.26
2.9 3.3 3.9 4.4 6.0 6.1
Die Wahl der Impulsbreite hängt von den Anforderungen des Lochs ab:
Lange Pulse sollten verwendet werden für Bohren tiefe und kleine Löcher;
Beim Bohren großer und flacher Löcher sollten kürzere Impulse verwendet werden;
Für hochwertige Löcher sollten kurze Impulse verwendet werden;
Bei Materialien mit schlechter Wärmeleitfähigkeit sollten kürzere Pulse verwendet werden.
Mit zunehmender Impulsbreite wird mehr Wärme für die zerstörungsfreie Erwärmung von Materialien verbraucht, was zu einer starken Verformung der Materialien, großen thermischen Spannungen und leichten Rissen führt.
Im Allgemeinen wird eine Impulsbreite von 0,3-0,7 ms verwendet.
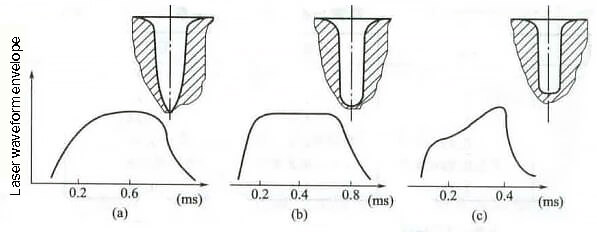
(3) Wellenform des Impulses
Schematische Darstellung der Laserwellenform und Axialschnitt des gestanzten Lochs
Die Wellenform mit steilen Vorder- und Rückflanken und allmählich ansteigender Laserlichtintensität ist so weit wie möglich zu wählen.
Im Allgemeinen sollte die vordere Kante des Lasers auf 8-10us eingestellt werden, um einen besseren Eintritt zu erreichen, und die hintere Kante, die kürzer als 8us ist, kann eine hohe Qualität der Innenwand erzielen.
Insbesondere bei kleinen Löchern unter 50us wird die Neigung der hinteren Kante erhöht, um zu verhindern, dass das Loch durch flüssige Substanzen verstopft wird.
(4) Laserbetrieb
Der Divergenzwinkel des Lasers wirkt sich hauptsächlich auf den Öffnungsunterschied und die Verjüngung am Einlass und Auslass aus.
Mit zunehmendem Divergenzwinkel vergrößert sich im Allgemeinen die Verjüngung des Lochs, und der Durchmesser des fokussierten Punkts des Laserstrahls nimmt ebenfalls zu.
Ungefähre Formel für den Fokussierungsradius:
Ungefähre Formel für die Schärfentiefe:
Je niedriger der Modus ist, desto kleiner ist der Divergenzwinkel.
Der Divergenzwinkel des Basisstempels ist der kleinste.
Der Bohrkonus des Grundwerkzeugs sollte klein sein.
Wenn die Laserleistung Die Dichte F ist gering, der thermische Diffusionsverlust von Aluminium ist höher als der von Eisen, und die Lochtiefe von Aluminium ist geringer als die von Eisen.
Mit der Erhöhung von F erreicht das Material schnell den Siedepunkt und die Erhitzungsgeschwindigkeit ist hoch.
Zu diesem Zeitpunkt kann der Wärmeleitungsverlust vernachlässigt werden.
Da Aluminium eine latente Verdampfungswärme hat, ist die Menge der Verdampfungsentfernung von Aluminium größer als die von Eisen, so dass die Lochtiefe von Aluminium tiefer ist als die von Eisen.
Zum Bohren sollte ein Laserpuls mit hoher Leistungsdichte verwendet werden.
(7) Multi-Puls-Bohren
Die Bohrtiefe beim Einzelpulsbohren ist begrenzt und beträgt nur das 3-4-fache des Bohrdurchmessers, und die Genauigkeit und Wiederholbarkeit sind schwer zu kontrollieren.
Im Allgemeinen wird das Mehrpulsbohren verwendet.
Das Multi-Puls-Bohren kann instabile Faktoren wie die Verzerrung der Lochform, die Ausdehnung der Wärmeeinflusszoneund Rissbildung an der Oberfläche.
Die Beziehung zwischen Lochtiefe und Pulsenergie und Pulszeiten
(8) Hilfstechnik des Laserbohrens
Verbessern Sie die Lochform:
(a) Der Flüssigkeitsfilm mit niedriger Oberflächenspannung wird aufgetragen, um die Ablagerung und die Verjüngung des Lochs zu verringern.
(b) Decken Sie die Abschirmschicht so ab, dass der Kegel der Laserbohrung auf der Abschirmschicht liegt.
(c) Einblasen von Druckluft zur Verbesserung der Oberflächenqualität.
(d) Ein Reflektor wird unter dem Werkstück angebracht.
(e) Multi-Puls-Bohren, bei dem der Laserstrahl periodisch auf eine bestimmte Position am Boden des Lochs fokussiert wird.
2. Stanzen von schrägen Löchern und speziell geformten Löchern auf der schiefen Ebene
Laser-Luftübertragung
Bohren von Turbinenmotorschaufeln
3. Stanzen extrem harter Keramikteile
Keine technischen Schwierigkeiten beim Laserbohren von Keramiklöchern
Hochtemperaturbeständige Flammendüse für die Stahlindustrie
4. Hohe Stanzgenauigkeit und zuverlässige Leistung
Kein Werkzeugverschleiß beim Laserbohren
Bohren von Gasmotordüsen
5. Laserbohren kleiner Löcher mit hoher Dichte
Laser kann zum Bohren mit Hochgeschwindigkeitsflugverfahren verwendet werden
Präzisionssiebe für die chemische Industrie, pharmazeutische Siebplatten
Anwendungsbeispiele für das Laserbohren:
Keramik- Φ 0,5 mm Loch
Motorblatt - Φ 0,5 mm kleines Loch
Laserbohren von Flugzeugkomponenten:
2. Laserschneidetechnik
1. Prinzip und Klassifizierung des Laserschneidens
Das Prinzip des Laserschneidens
Beim Laserschneiden wird das Werkstück mit einem fokussierten Laserstrahl hoher Leistungsdichte bestrahlt.
Unter der Voraussetzung, dass die Leistungsdichte des Lasers die Laserschwelle überschreitet, werden die Energie des Laserstrahls und die durch die chemische Reaktion hinzugefügte Wärmeenergie vom Material absorbiert, wodurch die Temperatur am Laserarbeitspunkt stark ansteigt.
Nach Erreichen des Siedepunkts beginnt das Material zu verdampfen und bildet Löcher.
Durch die Relativbewegung des Strahls und des Werkstücks bildet das Material schließlich einen Spalt, und die Schlacke am Spalt wird durch eine bestimmte Menge Hilfsgas abgeblasen.
Das Laserschneiden kann in Verdampfungsschneiden, Schmelzschneiden und sauerstoffverbrennungsunterstützendes Schneiden unterteilt werden.
Das Schneiden mit Sauerstoffverbrennung ist die am weitesten verbreitete Methode.
Durch das Schneiden verschiedener Materialien kann es unterteilt werden in Metall-Laserschneiden und Laserschneiden von Nichtmetallen.
Beim Verdampfungsschneiden wird das Werkstück durch den Laserstrahl auf eine Temperatur oberhalb des Siedepunkts erhitzt.
Einige Materialien entweichen in Form von Dampf, andere werden als Strahlen vom Schneidboden weggeblasen.
Die erforderliche Energie beim Laserschneiden ist 10-mal höher als beim Schmelzschneiden.
Der Mechanismus ist wie folgt:
Der Laser erwärmt das Material, das teilweise reflektiert und teilweise absorbiert, und das Reflexionsvermögen des Materials nimmt mit zunehmender Temperatur ab.
② Der Temperaturanstieg in der Wirkungszone des Lasers ist schnell genug, um ein Schmelzen durch Wärmeleitung zu vermeiden.
③ Der Dampf entweicht mit annähernd Schallgeschwindigkeit aus der Oberfläche des Werkstücks.
Das Verdampfungsschneiden wird nur bei Materialien wie Holz, Kunststoff und Kohlenstoff angewendet, die nicht geschmolzen werden können.
Femtosecond Das Laserschneiden gehört zum Vergasungsschneiden.
(2) Schmelzschnitt
Beim Schmelzschneiden wird, wenn die Leistungsdichte des Laserstrahls einen bestimmten Wert überschreitet, der innere Teil des Werkstücks verdampft, um ein Loch zu bilden, und dann wird mit der optischen Achse zusätzliches Inertgas eingeblasen, um die geschmolzenen Materialien um das Loch herum zu entfernen.
Der Mechanismus des Schmelzens und Schneidens ist:
① Wenn der Laserstrahl das Werkstück bestrahlt, erwärmt der Rest der Energie, abgesehen von der Reflexion, das Material und verdampft in Löcher.
Sobald sich das Loch gebildet hat, absorbiert es die gesamte Lichtenergie wie ein schwarzer Körper, und das Loch ist von einer Wand aus geschmolzenem Metall umgeben. Die geschmolzene Wand wird durch einen Hochgeschwindigkeitsdampfstrom relativ stabil gehalten.
③ Die Schmelzisotherme verläuft durch das Werkstück, und das geschmolzene Material wird durch Hilfsblasen weggeblasen.
④ Bei der Bewegung des Werkstücks bewegt sich das kleine Loch horizontal um einen Schlitz.
(3) Sauerstoffverbrennung zur Unterstützung des Schneidens
Der Mechanismus des sauerstoffunterstützten Schmelzens und Schneidens ist:
Unter der Laserbestrahlung erreicht das Material die Tm-Temperatur und kommt dann mit Sauerstoff in Kontakt, was zu einer heftigen Verbrennungsreaktion führt und viel Wärme freisetzt.
Unter der kombinierten Wirkung des Lasers und dieser Hitze entsteht ein kleines, mit Dampf gefülltes Loch im Material, und die Umgebung des Lochs ist von geschmolzenem Gas umgeben;
② Durch den Dampfstrom wird die umgebende Metallschmelze vorwärts bewegt, und es kommt zu einer Wärme- und Materialübertragung;
③ Die Verbrennungsgeschwindigkeit von Sauerstoff und Metall wird durch die Umwandlung von Brennstoffen in Schlacke begrenzt.
Die Geschwindigkeit der Sauerstoffdiffusion durch die Schlacke zur Zündfront. Je höher der Sauerstoffdurchsatz, desto schneller die chemische Reaktion der Verbrennung;
④ In dem Bereich, in dem die Verbrennungstemperatur nicht erreicht wird, wirkt der Sauerstoffstrom als Kühlung, um die von der Schnittwärme betroffene Zone zu verringern.
⑤ Es gibt zwei Wärmequellen, Laserstrahlung und chemischer Reaktionswärme, beim sauerstoffunterstützten Schneiden.
(a) Gaußscher Modus (b) Modus niedriger Ordnung (c) Multimodal
(3) Laserleistung und Schneidgeschwindigkeit
Verhältnis zwischen Schneidgeschwindigkeit und Laserleistung, Blechdicke
Bei einer bestimmten Blechdicke ist die Laserschneidgeschwindigkeit steigt in der Regel linear mit der Laserleistung.
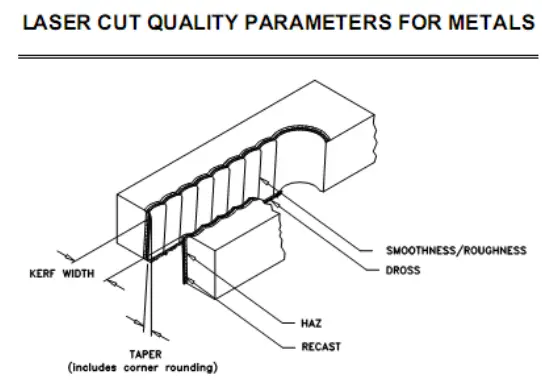
(4) Kerbe und Rauheit
Beziehung zwischen Kerbrauhigkeit und Schnittdicke
Für den Schnitt Rauheit von Metall-Laserschneiden, die obere Hälfte ist in der Regel die beste, der mittlere Abschnitt ist die zweite, und der untere Abschnitt ist schlecht.
Die Rauheit der Kerbe hängt mit der geschnittenen Kerbe zusammen.
(5) Fokusposition
Das Verhältnis a0 zwischen dem Abstand des Werkstücks zur Fokussierlinse und der Brennweite beträgt 0,988<a0<1,003.
Zum Beispiel beim Laserschneiden von 2,3 mm kohlenstoffarmen Stahlplatteist es besser, eine negative Defokussierung von 0,3 bis 0,7 mm zu verwenden.
(6) Fokussierspiegel
(7) Düsendurchmesser
Verhältnis zwischen Düsendurchmesser und Schnittgeschwindigkeit
Der Sauerstoffstrom sollte ein konvergenter Überschall-Luftstrom sein, um die Ausdehnung des unteren Teils der Inzision zu vermeiden.
Es gibt einen optimalen Düsendurchmesser für einen bestimmten Laserschnitt. In der Abbildung ist 1,5 mm der beste Düsendurchmesser.
(8) Sauerstoffeinblasdruck
Verhältnis zwischen Sauerstoffblasdruck und Schnittgeschwindigkeit
Bei unterschiedlicher Laserleistung und unterschiedlicher Dicke gibt es einen optimalen Wert für den Sauerstoffblasdruck.
(9) Laserpolarisation
Der Zustand des Schnittes bei unterschiedlich polarisiertem Licht
(a) Linear polarisiertes Licht;
(b) Linear polarisiertes Licht;
(c) Linear polarisiertes Licht;
(d) Zirkular polarisiertes Licht.
Wie aus der Abbildung ersichtlich, wird zirkular polarisiertes Licht verwendet, und der Schnitt ist gerade, unabhängig von der Schnittrichtung.
Das Schneidsystem ist in der Regel mit einem Zirkularpolarisator mit 45 Grad Reflexion ausgestattet.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Laser haben die Fertigung revolutioniert, aber kennen Sie auch die führenden Unternehmen, die Innovationen in diesem Bereich vorantreiben? In diesem Blogbeitrag stellen wir Ihnen die wichtigsten Akteure vor, die die Zukunft des Lasers gestalten...
Sind Sie neugierig auf die Spitzentechnologie, die die Fertigung revolutioniert? In diesem Blogbeitrag tauchen wir in die Welt der Laserschneidmaschinen ein, erkunden ihre Vorteile und die führenden Hersteller, die die...
Haben Sie sich schon einmal gefragt, wie Laser Stahl punktgenau durchtrennen können? In diesem Artikel lüften wir die Geheimnisse des Laserschneidens. Von den Lasermodi bis hin zu den Düseneinstellungen - entdecken Sie, wie...
Haben Sie sich jemals gefragt, wie die Präzision beim Laserschneiden erreicht wird? Dieser Artikel befasst sich mit den entscheidenden Faktoren, die die Qualität des Laserschneidens beeinflussen, wie Düsenzustand, Fokusposition und Hilfsgasdruck. Durch...
Haben Sie sich schon einmal gefragt, warum eine einfache Linse über den Erfolg oder Misserfolg eines Laserschneidevorgangs entscheiden kann? Dieser Artikel zeigt, welche entscheidende Rolle hochwertige Schutzlinsen in Laserschneidköpfen spielen. Sie erfahren...
Haben Sie sich jemals gefragt, wie moderne Technologie die Metallverarbeitungsindustrie revolutioniert? In diesem Blog-Beitrag erkunden wir die bahnbrechenden Auswirkungen von Rohrlaserschneidmaschinen. Entdecken Sie, wie diese...
Haben Sie sich jemals gefragt, warum lasergeschnittene Bleche manchmal nicht perfekt sind? Dieser Artikel befasst sich mit häufigen Problemen beim Laserschneiden, wie Graten an Werkstücken und unvollständigen Schnitten, und bietet praktische Lösungen. Von...
Haben Sie sich jemals gefragt, wie ein starker Laserstrahl durch Metall schneiden kann wie ein heißes Messer durch Butter? In diesem faszinierenden Blogbeitrag erkunden wir das Innenleben des...
In der sich rasch entwickelnden Welt des Metallschneidens tobt ein Kampf zwischen Laser und Plasma. Mit dem technologischen Fortschritt verschiebt sich die Landschaft und stellt lang gehegte Annahmen in Frage. Begleiten Sie uns, wenn wir die...