Grundlagen der Lineargitterwaage: Alles, was Sie wissen müssen
Stellen Sie sich vor, Sie könnten die Präzision von Werkzeugmaschinen mit einer einfachen Glasoberfläche erreichen. Lineare Gittermaßstäbe tun genau das, indem sie feine Linien in hochgenaue Messungen umwandeln. In diesem Artikel wird die Funktionsweise dieser Maßstäbe untersucht, von ihrer Struktur bis zu ihren praktischen Anwendungen. Sie erfahren, wie sie die Verschiebung verstärken und die Genauigkeit bei verschiedenen Bearbeitungsaufgaben verbessern. Am Ende werden Sie verstehen, warum diese Werkzeuge für die moderne Fertigung unerlässlich sind und wie sie die Präzision und Effizienz Ihrer Projekte verbessern können.
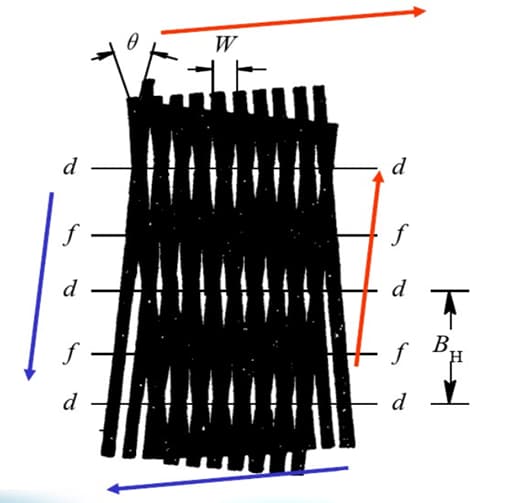
Gitterrost - Viele kleine Streifen (Gravurlinien) mit gleichem Abstand und abwechselnder Helligkeit und Dunkelheit werden gleichmäßig auf eine beschichtete Glasoberfläche graviert.
a - ist die Breite der Gitterlinien (nicht transparent)
b - ist die Breite des Abstandes zwischen den Gitterlinien (transparent)
a+b=W Gitterabstand (auch als Gitterkonstante bezeichnet)
Normalerweise ist a=b=W/2, aber es kann auch als a:b=1,1:0,9 eingraviert werden.
Übliche Gitter werden mit 10, 25, 50, 100 oder 250 Linien pro Millimeter graviert.
2. Messprinzip des Gitters
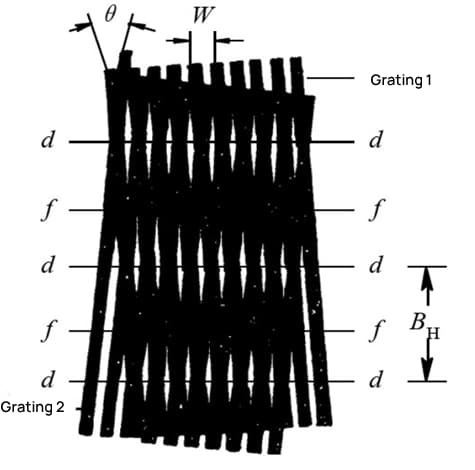
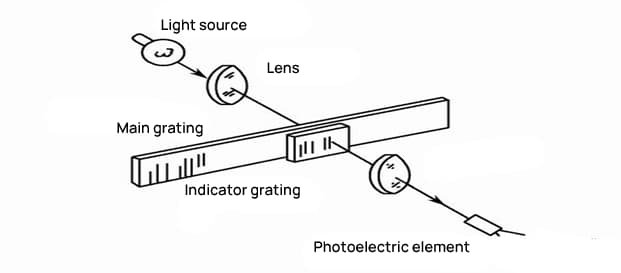
Moiré-Fransen - Wenn zwei Gitter mit gleichem Abstand (Gitter 1 und Gitter 2) übereinander gelegt werden, wobei in der Mitte eine kleine Lücke bleibt, und der kleine Gitterwinkel θ zwischen den beiden Gitterlinien gebildet wird, erscheinen abwechselnd helle und dunkle Streifen in der Richtung nahe der vertikalen Gitterlinie.
Auf der d-d-Linie überschneiden sich die beiden Gitterlinien, und der transparente Bereich ist der größte und bildet das helle Band des Streifens, das aus einer Reihe von Rautenmustern besteht.
Auf der f-f-Linie sind die beiden Gitterlinien versetzt und bilden das dunkle Band des Streifens, das aus einigen schwarzen Querlinienmustern besteht.
Die Moire-Streifen-Verschiebungsmessung weist die folgenden drei Merkmale auf:
(1) Verstärkungseffekt der Verdrängung
Streifenbreite BH - wenn sich das Gitter um eine Gitterteilung vorwärts oder rückwärts bewegt, bewegen sich die Moire-Streifen um eine Streifenbreite vorwärts oder rückwärts.
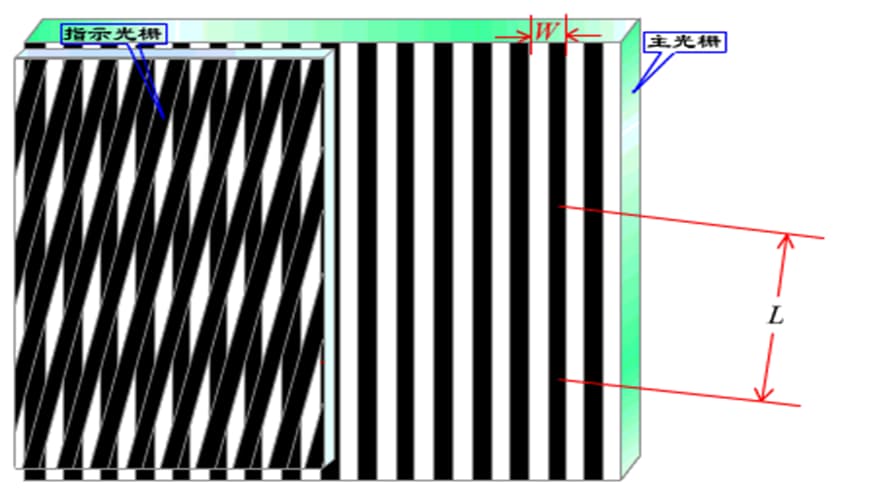
Die Beziehung zwischen BH und θ:
Wenn θ abnimmt, nimmt BH zu. Daher wird W um 1/θ verstärkt. Wenn zum Beispiel θ=0,1° ist, ist 1/θ=573, was bedeutet, dass BH das 573-fache des Gitterabstandes W ist. Dies bedeutet, dass das Gitter einen Verschiebungsverstärkungseffekt hat, wodurch die Empfindlichkeit der Messung erhöht wird.
(2) Richtung der Moiré-Streifen-Bewegung
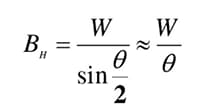
Wenn sich Gitter 1 entlang der Schnittlinie in vertikaler Richtung nach rechts bewegt, bewegen sich die Moiré-Fransen entlang der Gitterlinien von Gitter 2 nach oben. Bewegt sich Gitter 1 dagegen nach links, bewegen sich die Moiré-Fransen entlang der Gitterlinien von Gitter 2 nach unten. Daher kann die Richtung der Bewegung von Gitter 1 als die Richtung der Moiré-Streifenbewegung → identifiziert werden.
(3) Die durchschnittliche Auswirkung des Fehlers
Moiré-Streifen entstehen durch die große Anzahl von eingravierten Linien auf einem Gitter und wirken dem Gravurfehler der Linien entgegen. Dieser Effekt kann den Einfluss von kurzperiodischen Fehlern erheblich reduzieren.
Moiré-Streifen entstehen durch den Effekt der Lichtblockade und -durchlässigkeit zwischen zwei Gittern.
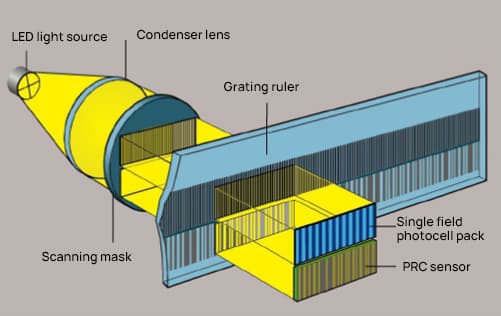
Zusammensetzung von Gittersensoren
Gitter-Lesekopf: Nutzt das Prinzip des Gitters zur Umwandlung der Eingangsgröße (Verschiebung) in ein entsprechendes elektrisches Signal.
Gitter Digitalanzeige: Um die Richtung der Verschiebung zu erkennen, die Messgenauigkeit zu erhöhen und eine digitale Anzeige zu ermöglichen, muss das Ausgangssignal des Gitterabtastkopfes in ein digitales Signal umgewandelt werden.
Komponenten: Formgebende Verstärkerschaltung, Unterteilungsschaltung, Richtungsunterscheidungsschaltung und digitale Anzeigeschaltung, usw.
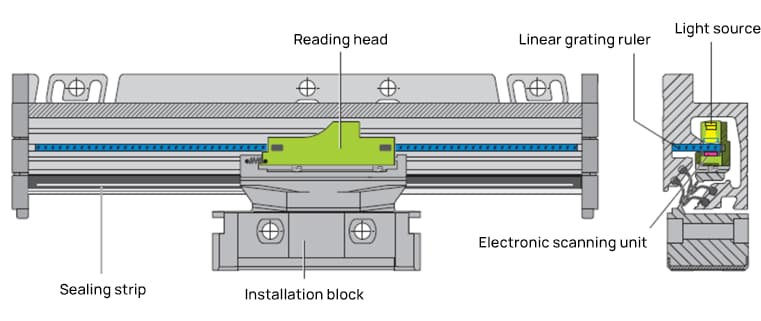
Aufbau eines geschlossenen Rasterlineals
Das Gitternetzlineal besteht aus einem festen Maßstabskörper und einem beweglichen Ablesekopf.
Der feste Maßstabskörper ist ein Aluminiumgehäuse, das das Lineal, die Abtasteinheit und die Führungsschienen im Inneren vor Beschädigungen durch Späne, Staub oder Spritzwasser schützt.
Der bewegliche Auslesekopf besteht aus einer Abtasteinheit, einem Präzisionsverbinder und einem Einbaublock. Der Präzisionsverbinder verbindet die Abtasteinheit mit dem Einbaublock, der kleine mechanische Fehler in den Führungsschienen ausgleicht.
Funktion und Vorteile des Gitternetzlineals
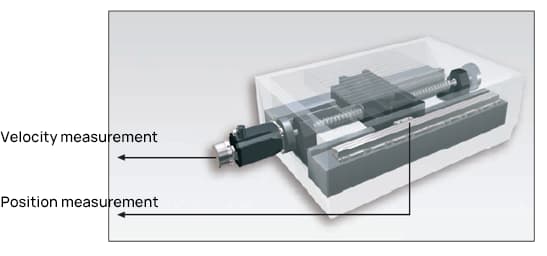
Das lineare Gitternetzlineal wird zur Messung der Position der linearen Achsenbewegung verwendet. Da es direkt die mechanische Position misst, kann es die tatsächliche Position der Werkzeugmaschine genau wiedergeben.
Durch die Verwendung des linearen Gitternetzlineals zur Messung der Position des Schlittens umfasst der Positionsregelkreis alle Vorschubmechanismen. Dies ist die Regelungsart mit geschlossenem Regelkreis. Der mechanische Bewegungsfehler wird durch das lineare Gitterlineal in der Gleitplatte erfasst und durch den Schaltkreis des Steuersystems korrigiert.
Dadurch können potenzielle Fehler aus mehreren Quellen ausgeschlossen werden:
Positionierungsfehler aufgrund des Temperaturverhaltens der Kugelumlaufspindel und der Führungsschienen
Umkehrfehler der Kugelumlaufspindel
Bewegungskennlinienfehler durch Steigungsfehler der Kugelumlaufspindel
Es kann auch Fehler in der Werkzeugbewegung kompensieren bei CNC-Maschine Werkzeuge
Ausgestattet mit PLC für die Wegmessung in verschiedenen automatischen Mechanismen.
Messprinzip des Gitternetzlineals
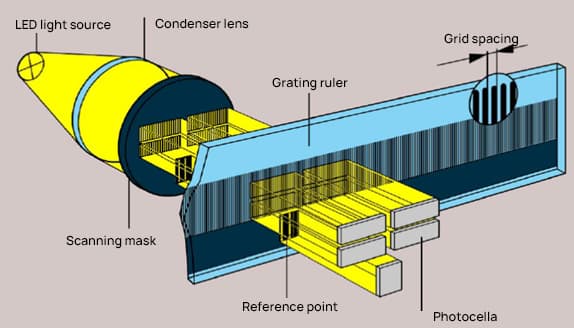
Inkremental-Gitterlineal
Das Messprinzip des inkrementalen Gitterlineals besteht darin, das Licht durch zwei sich gegenseitig bewegende Gitter in Moiré-Streifen zu modulieren. Durch Zählen und Unterteilen der Moiré-Streifen erhält man die Verschiebungsänderung. Die absolute Position wird durch Setzen eines oder mehrerer Referenzpunkte auf dem Maßstabsgitter bestimmt.
Merkmale:
Das Gitternetzlineal hat Vorteile wie eine einfache Struktur, lange mechanische Lebensdauer, hohe Zuverlässigkeit, starke Anti-Interferenz-Fähigkeit, lange Übertragungsdistanz, hohe Genauigkeit und niedrige Kosten.
Allerdings haben inkrementale Gittersensoren auch Nachteile. Inkrementale Rasterlineale können nur die relative Position der Wellendrehung ausgeben.
Der Referenzpunkt muss jedes Mal neu gesetzt werden, wenn das Gerät ausgeschaltet oder neu gestartet wird, und es liegt ein Unterteilungsfehler in der Signalverarbeitungsmethode vor.
Absolutes Gitternetzlineal
Das Messprinzip des absoluten Gitternetzlineals besteht darin, die absoluten Positionsdaten in Form von Codes direkt auf dem Gitter zu kodieren, indem Gitterlinien in unterschiedlichen Breiten und Abständen auf dem Gitternetzlineal flackern.
Die nachgeschaltete Elektronik kann bei eingeschaltetem Gitternetzlineal Positionsinformationen erhalten.
Vorteile:
Die Information über die aktuelle Position kann direkt nach dem Einschalten abgerufen werden, ohne dass ein "Nullstellungsvorgang" erforderlich ist, was den Aufbau des Steuersystems vereinfacht. Die Berechnung der absoluten Position wird im Auslesekopf durchgeführt, ohne dass nachfolgende Unterteilungsschaltungen erforderlich sind. Die Verwendung der bidirektionalen seriellen Kommunikationstechnologie gewährleistet eine zuverlässige Kommunikation.
Referenzpunkttypen
Die absolute Position des Gitternetzlineals wird mit Hilfe von Referenzmarkierungen (Nullpositionen) bestimmt.
Um den Weg zur Rückkehr zur Nullposition zu verkürzen, hat Heidenhain abstandscodierte Referenzmarken innerhalb der Messlänge entwickelt.
Die absolute Position des Gitternetzlineals kann jedes Mal bestimmt werden, wenn zwei Referenzmarkierungen (mit einem durch mathematische Algorithmen bestimmten Abstand) passiert werden.
Messgeräte mit abstandscodierten Referenzpunkten haben den Buchstaben "C" hinter der Modellnummer (zum Beispiel LS 487C).
Einzelner Referenzpunkt
Äquidistante Referenzpunkte.
Entfernungscodierter Referenzpunkt/C-Typ.
Signalzyklus
nominale Inkrementnummer
maximale Verdrängungsentfernung
LF
4μm
5000
20 mm
LS
20μm
1000
20 mm
LB
40μm
2000
80 mm
Nicht referenzierter absoluter linearer Maßstab
Signalklassifizierung von linearen Skalen
Absolutes Signal: Endat, Fanuc seriell, Siemens, Mitsubishi, Panasonic, etc.
Der Linearmaßstab gibt elektrische Signale aus, und die Teilung des Gitters bezieht sich auf die physischen Gitterlinien auf dem Linearmaßstab. Jedes Mal, wenn sich der Linearmaßstab um eine Strecke bewegt, die der Teilung des Gitters entspricht, ändert sich das elektrische Ausgangssignal um einen Zyklus.
Beispiel: Wenn der Gitterabstand 20 um beträgt und der Linearmaßstab sich um 20 um bewegt, gibt der Linearmaßstab eine Sinuswelle mit einer Phasenverschiebung von 360° und einer Phasendifferenz von 90° aus.
2. Signalzyklus:
Mit der Entwicklung der Messtechnik ist es nun möglich, Frequenzvervielfachungsschaltungen auf dem linearen Skalenlesekopf zu verwenden, um die von jedem Gitterliniensignal erzeugte Sinuswelle zu vervielfachen.
Daher kann der Signalausgabezyklus des Linearmaßstabs verfeinert werden. Das Signal ist nach der Multiplikation durch den Lesekopf viel dichter als das ursprüngliche Gitterliniensignal, und die Länge des verdichteten Signals wird als Signalzyklus bezeichnet.
Verfügt der Lesekopf nicht über die Fähigkeit zur Frequenzvervielfachung, so entspricht der Gitterabstand dem Signalzyklus.
3. Frequenzmultiplikation:
Die Frequenzvervielfachung kann als Verdichtung des ursprünglichen Signals verstanden werden. Die Frequenzmultiplikation kann die Periode einer Sinuswelle verkürzen, den gemessenen Abstand zu jeder Periode verkürzen und die Messgenauigkeit verbessern.
Zu den üblichen Frequenzmultiplikationsverfahren gehören: Frequenzmultiplikation mit Lesekopf, Nachmultiplikationsinstrumente (von den Herstellern linearer Maßstäbe angeboten, ähnlich wie Vorverstärker, die zur Signalverstärkung und Frequenzmultiplikation verwendet werden), Frequenzmultiplikation von CNC-Systeme, usw.
4. Schritt der Messung:
Zur Positionsmessung werden Sinussignale verwendet, die einer Frequenzmultiplikation unterzogen wurden. Aufgrund von Beschränkungen im Herstellungsprozess, im Fehlerniveau und in der Verarbeitungskapazität des Positionserfassungsschaltkreises des Linearmaßstabs ist es unmöglich, das ursprüngliche Gitterrastersignal unendlich zu multiplizieren.
Deshalb geben die Hersteller von Linearmaßstäben für jede Art von Linearmaßstab einen empfohlenen Messschritt an. Dieser Wert bezieht sich auf die minimale Messstrecke, die der Linearmaßstab tolerieren kann. Innerhalb dieses Messschrittbereichs kann die Nennmessgenauigkeit des Linearmaßstabs erreicht werden.
Im Vergleich zu CNC-Systemen ist dieser Messschritt in der Regel die kleinste Befehlseinheit des Systems. Ebenso wird in dieser technischen Spezifikation auch die Messgenauigkeit (Auflösung) des Linearmaßstabs angegeben.
5. Auflösung:
Die Messgenauigkeit bezieht sich auf die minimale Längenänderung, die der Linearmaßstab ablesen und ausgeben kann, z. B. 5um, 1um, 0,5um, 0,1um.
6. Messgenauigkeit:
Die Messgenauigkeit bezieht sich auf die Genauigkeit der vom Linearmaßstab ausgegebenen Signaldaten in Bezug auf die tatsächlich gemessene Länge.
Positionsabweichung über den gesamten Messbereich: Wenn der Höchstwert der Positionsabweichung, der auf der Grundlage des Durchschnittswerts innerhalb eines beliebigen 1 m langen Messbereichs ermittelt wird, innerhalb von ±a liegt, dann ist ±a um der Genauigkeitsgrad.
Bei geschlossenen Linearmaßstäben spiegeln diese Daten die Genauigkeit des Linearmaßstabs einschließlich des Lesekopfs wider, d. h. die Systemgenauigkeit. (Heidenhain: ±0,1, ±0,2, ±0,5, ±1, ±2, ±3, ±5, ±10, ±15um)
Positionsabweichung innerhalb eines einzelnen Signalzyklus:
Die Positionsabweichung innerhalb eines einzelnen Signalzyklus wird durch die Gitterqualität, die Abtastqualität und den Signalzyklus des Linearmaßstabs bestimmt. Der Positionsfehler innerhalb eines einzelnen Signalzyklus liegt in der Regel im Bereich von ±2% bis ±0,5% des Signalzyklus.
Je kleiner der Signalzyklus ist, desto geringer ist der Fehler innerhalb eines einzelnen Signalzyklus. Dies ist sehr wichtig für die Positioniergenauigkeit bei Zeitlupen- und Achsbewegungen und die Geschwindigkeitskontrolle bei Achsbewegungen, die die Oberflächenqualität und die Qualität der bearbeiteten Teile bestimmt.
Der Signalzyklus des Abtastsignals
Der maximale Interpolationsfehler innerhalb eines einzelnen Signalzyklus
F L
4μm
0,08 μm
LC181
16μm
0,3μm
LC481
20 μm
0,4μm
LS
20 μm
04 μm
LB
40 μm
0,8μm
Faktoren, die bei der Auswahl einer Linearwaage zu berücksichtigen sind
Bei der Auswahl eines Linearmaßstabs für Präzisionsmessanwendungen müssen mehrere kritische Faktoren sorgfältig bewertet werden, um eine optimale Leistung und Kompatibilität mit Ihren spezifischen Anforderungen zu gewährleisten:
Messlänge: Bestimmen Sie den erforderlichen Messbereich und berücksichtigen Sie dabei sowohl die maximale Verfahrstrecke als auch mögliche zukünftige Erweiterungen.
Signalschnittstelle: Wählen Sie aus verschiedenen Ausgangsoptionen, darunter:
1Vpp (1 Volt Spitze-zu-Spitze): Analoges Signal, geeignet für hochauflösende Anwendungen
TTL (Transistor-Transistor-Logik): Digitaler Rechteckwellenausgang, ideal für rauschfreie Übertragung
HTL (High-Threshold Logic): Ähnlich wie TTL, aber mit höheren Spannungspegeln, geeignet für längere Kabelstrecken
Absoluter linearer Maßstab: Liefert eindeutige Positionswerte ohne die Notwendigkeit einer Referenzierung
Teilung des Gitters: Wählen Sie die geeignete Gitterperiode auf der Grundlage der erforderlichen Auflösung und Genauigkeit. Kleinere Teilungen bieten in der Regel eine höhere Präzision, können aber Einschränkungen bei der Längenmessung mit sich bringen.
Messgeschwindigkeit: Berücksichtigen Sie die maximale Verfahrgeschwindigkeit Ihrer Anwendung, um sicherzustellen, dass das Maßband Positionsänderungen mit der erforderlichen Geschwindigkeit genau verfolgen kann.
Genauigkeitsgrad und Auflösung: Bestimmen Sie den für Ihre Anwendung erforderlichen Präzisionsgrad und berücksichtigen Sie dabei sowohl die der Waage innewohnende Genauigkeit als auch ihr Auflösungsvermögen.
Platz für die Einbauposition: Beurteilen Sie den verfügbaren Einbauraum und die Umgebungsbedingungen, um einen Maßstab mit geeigneten Abmessungen und Schutzarten auszuwählen.
Methode zur Festlegung von Referenzpunkten: Wählen Sie zwischen inkrementalen Skalen mit Referenzmarken oder absoluten Skalen, je nach Ihren Anforderungen an die Referenzierung.
Berücksichtigen Sie bei Ihrer endgültigen Auswahl auch Faktoren wie Umweltbeständigkeit (Temperatur, Vibration, Verschmutzung), Schnittstellen zu Ihrem Steuerungssystem und langfristige Zuverlässigkeit.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie jemals innegehalten, um die unbesungenen Helden hinter Ihren Lieblingsmöbeln zu würdigen? Kantenanleimmaschinen, die Arbeitspferde der holzverarbeitenden Industrie, spielen eine entscheidende Rolle bei der Herstellung...
Stellen Sie sich vor, ein kritisches Bauteil fällt unerwartet aus und hat katastrophale Folgen. An dieser Stelle kommt die Bruchmechanik ins Spiel. Dieser Artikel befasst sich mit den Grundlagen der Bruchmechanik und zeigt auf, wie das Verständnis von Rissen...
Sind Sie neugierig auf die Marktführer in der Wasserkühlungsbranche? In diesem Artikel werden die führenden Hersteller vorgestellt, wobei ihre Innovationen, ihre Produktpalette und ihr Einfluss auf die Branche hervorgehoben werden. Von präziser Temperaturregelung bis hin zu energieeffizienten Lösungen,...
Kennen Sie die wichtigsten Akteure in der Kreiselpumpenbranche? Dieser Artikel befasst sich mit den führenden Herstellern, die den Markt mit innovativen und zuverlässigen Pumpenlösungen revolutionieren. Von Bosch...
Haben Sie sich jemals gefragt, wie kritische Geräte in Hochdruckumgebungen zuverlässig funktionieren? Trockengasdichtungen sind die unbesungenen Helden, die für einen reibungslosen Betrieb sorgen und Leckagen verhindern. In diesem Artikel,...
Haben Sie sich jemals gefragt, welche Lagermarken die besten der Welt sind? In diesem Blogbeitrag stellen wir Ihnen die Top-Lagerhersteller vor, die für ihre außergewöhnliche Qualität, Innovation und...
Stellen Sie sich eine Welt vor, in der Maschinen ihre Umgebung mit unvergleichlicher Präzision sehen, fühlen und auf sie reagieren können. Das ist das Versprechen neuartiger Sensortechnologien im Maschinenbau. Durch die Integration fortschrittlicher...
Stellen Sie sich eine Welt vor, in der Maschinen nicht nur unsere Produkte herstellen, sondern auch denken und lernen wie wir. In diesem Artikel untersuchen wir, wie künstliche Intelligenz die Fertigungsindustrie verändert....
Haben Sie sich jemals gefragt, wie in der Fertigung Präzision bis auf den Mikrometer genau erreicht wird? Das Koordinatenmessgerät (KMG) liefert die Antwort. Dieses fortschrittliche Gerät, das mit einer leistungsstarken Datenerfassung ausgestattet ist,...