Bearbeitung von Stirnrädern mit 4-Achsen-CNC (FANUC): Eine Schritt-für-Schritt-Anleitung
Haben Sie sich schon einmal gefragt, wie schrägverzahnte Zahnräder mit moderner Technik präzise hergestellt werden? Dieser Artikel befasst sich mit dem komplizierten Prozess der Bearbeitung von Schrägverzahnungen mit einer vierachsigen CNC-Maschine. Er deckt alles ab, von der Simulationsprüfung bis hin zum tatsächlichen Schneiden, und bietet Einblicke in die Werkzeuge, Software und Techniken, die eine hochwertige Produktion gewährleisten. Am Ende dieses Artikels werden Sie ein umfassendes Verständnis dafür gewinnen, wie Fortschritte in der CNC-Technologie die Zahnradherstellung revolutionieren und komplexe Prozesse zugänglicher und effizienter machen.
Betrachten wir als Beispiel ein typisches schrägverzahntes Stirnrad. Unter Verwendung eines vierachsigen Bearbeitungszentrums und der CAXA-Software werden wir die vierachsige NC-Bearbeitungsmethode eines Schrägzahnrads durch eine Simulation der Zerspanung und die tatsächliche Zerspanung auf der Werkzeugmaschine mit VERICUT untersuchen.
1. Präambel
Die Bearbeitung von gerad- und schrägverzahnten Stirnrädern erfolgt in der Regel durch Abwälzfräsen, Wälzstoßen oder Wälzschleifen. Mit dem Fortschritt der vierachsigen Bearbeitungszentren können Prozesse, die früher auf dreiachsigen Bearbeitungszentren eine Herausforderung darstellten, nun auf vierachsigen Maschinen durchgeführt werden. In diesem Beitrag wird die vierachsige NC-Bearbeitung eines typischen Schrägstirnrads untersucht.
2. Fallanalyse
Traditionell wurde die Bearbeitung von Schrägverzahnungen auf Abwälzfräsmaschinen durchgeführt. Mit dem Fortschritt der NC-Technologie, insbesondere der Entwicklung der Vier-Achsen-Verknüpfungstechnologie in Bearbeitungszentren, können schrägverzahnte Räder jetzt auf folgenden Maschinen bearbeitet werden NC-Werkzeugmaschinen.
In diesem Beitrag werden wir uns mit den Bearbeitungsmethoden von Schrägverzahnungen befassen. Unter Verwendung der in China entwickelten Software CAXA Manufacturing Engineer wird die Simulationsprüfung mit Hilfe von VERICUT durchgeführt. Die Bearbeitung von Standard- und kundenspezifischen Schrägstirnrädern wird auf einer vierachsigen Bearbeitungszentrumsplattform durchgeführt.
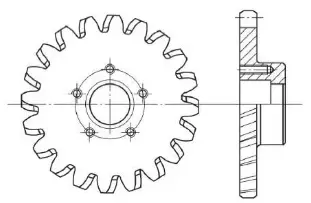
Wie in Abbildung 1 dargestellt, hat das zu bearbeitende Schrägstirnrad eine Zahnneigung von 20° und 20 Zähne und besteht aus LY12 Material, wie in Tabelle 1 aufgeführt. Die Herausforderung in diesem Fall ist der Mangel an spezialisierten Zahnradbearbeitungsanlagen auf dem Wettbewerbsgelände. Jede Station ist mit einem Vier-Achsen-Bearbeitungszentrum ausgestattet und muss die Simulation und die tatsächliche Bearbeitung durchführen sowie einen Satz von Walzbackenmechanismen herstellen, die mit dem schrägverzahnten Zahnrad vor Ort abgestimmt sind. Der Mechanismus muss automatisch laufen, wenn er eingeschaltet wird, und hohen Anforderungen an die Zahnradanpassung genügen.
Die Software CAXA Manufacturing Engineer verfügt über eine Vielzahl von Funktionen für die vier- und fünfachsige Bearbeitung. Zur Bearbeitung des Schrägzahnrads wird zunächst die Geometrie des Zahnrads gezeichnet und dann der Werkzeugweg erzeugt.
Der Pfad wird in folgenden Schritten erstellt:
Wählen Sie die Bearbeitungsmethoden aus: "Bearbeitung → Fünf-Achsen-Bearbeitung → Fünf-Achsen-Begrenzungsflächen-Bearbeitung", "Bearbeitung → Fünf-Achsen-Bearbeitung → Fünf-Achsen-Parallele Linie" und "Bearbeitung → Bahnbearbeitung → Fünf-Achsen bis Vier Achsen Flugbahn.
Stellen Sie die Schrupp- und Schlichtwerkzeuge ein und wählen Sie einen allgemeinen Flachbodenfräser und einen konischen Kugelfräser, um die Schrupp- und Schlichtwerkzeugbahnen zu erzeugen.
Simulieren Sie die Schnittprüfung, wie in Abb. 2 dargestellt.
a) Grobbearbeitungsweg
b) Weg des Schlichtwerkzeugs
c) Simulation der Schnittwirkung
Abb. 2: Konventionelle Schrägverzahnung, Werkzeugweg und Schnittsimulation
Dieses Verfahren nutzt die Funktion zur Bearbeitung von Fünf-Achsen-Werkzeugwegen, die dann in einen Vier-Achsen-Werkzeugweg umgewandelt wird, der auf einer herkömmlichen Vier-Achsen-Werkzeugmaschine ausgeführt werden kann. Dieses Verfahren wird für einen Zahn verwendet und kann durch einfaches Drehen der Werkzeugbahn leicht auf andere Zähne angewendet werden. Diese Methode ist sehr anpassungsfähig und verwendet konventionelle Schneidewerkzeuge zum Kopieren und Schneiden entlang der gekrümmten Oberfläche und kann auch für die Bearbeitung von Schrägzahnrädern anderer Größen verwendet werden.
Diese Methode hat jedoch eine geringe Verarbeitungseffizienz und Genauigkeit. Die gekrümmte Oberfläche wird durch die Spaltung des Werkzeugs erzeugt und eignet sich daher für die Bearbeitung von Einzelstücken oder die Kleinserienfertigung. Bei der Bearbeitung von Chargen zeigt sich die Schwäche dieser Methode in Form von geringer Effizienz und geringer Präzision. Daher ist es zwingend erforderlich, eine geeignetere Bearbeitungsmethode für die Serienbearbeitung von Produkten zu finden.
4. Methode 2: Kundenspezifische Schneidewerkzeuge und Profilierungsbearbeitung
4.1 Werkzeuganpassung
Mit Hilfe einer Konstruktionssoftware, wie z. B. dem elektronischen Zeichenbrett CAXA, können die relevanten Parameter des Schrägzahnrads in Tabelle 1 eingegeben werden, um schnell das Zahnprofil zu erhalten, und dann können die Daten extrahiert werden. Die CAD-Zeichnungsdaten des Zahnprofils können auf der Grundlage des Zahnprofils erstellt und dem Werkzeughersteller zur Verfügung gestellt werden, um kundenspezifische Zahnradmesser herzustellen.
Wie in Abb. 3 dargestellt, beträgt der Durchmesser des Werkzeuggriffs 12 mm, die Länge 70 mm, und der Schneidenteil wird entsprechend den Zahnprofildaten angepasst. Obwohl kundenspezifische Werkzeuge im Vergleich zu allgemeinen Werkzeugen teurer sind, bieten sie eine hohe Bearbeitungseffizienz, gute Qualität und allgemeine Vorteile bei der Serienbearbeitung.
a) Muster
b) Physischer Gegenstand
Abb. 3 kundenspezifischer Zahnradfräser
4.2 Herstellung von Vorrichtungen
Die Analyse dieses Werkstücks zeigt, dass es eine kurze Spannen Größe, was die Ausrichtung erschwert und die Bearbeitungszeit verlängert. Darüber hinaus befinden sich Werkzeug und Spindel bei der Bearbeitung des Zahnprofils in der Nähe des vierachsigen Spannfutters, was die Gefahr von Interferenzen erhöht und das Einspannen und Ausrichten erschwert, was die Serienbearbeitung weniger komfortabel macht.
Um die Bearbeitungseffizienz zu verbessern, ist eine kundenspezifische Vorrichtung erforderlich, wie in Abb. 4 dargestellt. Abb. 4a zeigt ein bewegliches Teil, das den Zahnradrohling über ein Gewinde einspannt und so sicherstellt, dass die Einspannposition jedes Mal fixiert ist, was die Zeit für die Werkzeugeinstellung verkürzt. Abb. 4b zeigt den festen Teil, der am Spannfutter befestigt ist. Die eigentliche Spannvorrichtung ist in Abb. 4c dargestellt.
a) Bewegliche Teile
b) Befestigungen
c) Physischer Gegenstand
Abb. 4: Kundenspezifische Halterung
4.3 Erzeugung von Bearbeitungsgrafikelementen und Werkzeugbahnen
(1) Um die Werkzeugbahn zu erzeugen, zeichnen Sie eine Linie mit einer Neigung von 20° zwischen dem Zahngrundkreis und dem Schrägstirnrad. Wählen Sie dann "Bearbeitung → Werkzeugbahn". Vier Achsen Bearbeitung → Vier-Achsen-Zylinderkurven-Bearbeitung. Stellen Sie die Werkzeug- und Schneidparameter ein und erzeugen Sie die Werkzeugbahn. Weitere Werkzeugbahnen können durch die Bahnrotationsanordnung erzeugt werden. Die Schritte zur Erzeugung der Bahn sind in Abb. 5 dargestellt.
Abb. 5 Erzeugung der Werkzeugbahn
(2) Um den Bearbeitungsprozess abzuschließen, generieren Sie den G-Code und verifizieren ihn mit VERICUT. Wählen Sie den Werkzeugweg aus, erzeugen Sie den G-Code und importieren Sie ihn in die VERICUT-Software, um den Probeschneidprozess zu simulieren (siehe Abb. 6a). Nach der Überprüfung importieren Sie den Code in die Werkzeugmaschine. Das tatsächlich durch Schneiden erhaltene Objekt ist in Abb. 6b dargestellt.
a) Simuliertes Schneiden
b) Physischer Gegenstand
Abb. 6: Simuliertes Schneiden und Bearbeiten
5. Schlussfolgerung
Schrägverzahnte Zahnräder werden in der Regel auf speziellen Abwälzfräsmaschinen und nicht so häufig auf weit verbreiteten CNC-Bearbeitungszentren bearbeitet. Dieser Beitrag befasst sich mit der Bearbeitung von Schrägverzahnungen auf einem vierachsigen Bearbeitungszentrum und bietet eine vorläufige Untersuchung der vierachsigen NC-Bearbeitungsmethode für Schrägverzahnungen.
Für die Einzelteil- oder Kleinserienfertigung kann das Profilierverfahren eingesetzt werden. Für die Serienfertigung wird der Einsatz von Sonderwerkzeugen empfohlen. Diese Methode überwindet die Beschränkung der Bearbeitung von Schrägverzahnungen auf Spezialmaschinen und kann auf den derzeit weit verbreiteten NC-Maschinen angewendet werden.
Vergessen Sie nicht: Teilen ist wichtig! : )
Teilen Sie
Facebook
Twitter
LinkedIn
Reddit
VK
E-Mail
Drucken
Autor
Shane
Gründerin von MachineMFG
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals über den Unterschied zwischen Rockwell- und Brinell-Härteskalen gewundert? In diesem Artikel tauchen wir in die Welt der Materialhärteprüfung ein und erläutern die wichtigsten Unterschiede zwischen...
Haben Sie jemals über die unbesungenen Helden nachgedacht, die unsere Maschinen zusammenhalten? In diesem Artikel erkunden wir die faszinierende Welt der mechanischen Verbindungen, von der einfachen Niete bis zur mächtigen Schweißnaht....
Haben Sie sich jemals gefragt, was diese Zahlen auf Blechen bedeuten? In diesem Artikel tauchen wir in die Welt der Blechlehre ein und entmystifizieren diesen wesentlichen Aspekt der Metallbearbeitung....
Haben Sie sich schon einmal gefragt, wie Sie ein erfolgreiches Metallprägeprojekt sicherstellen können? In diesem Blogbeitrag gehen wir auf die kritischen Faktoren ein, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können....
Die Entscheidung zwischen einer elektrischen und einer hydraulischen Abkantpresse kann die Effizienz und die Kosten Ihres Unternehmens erheblich beeinflussen. Elektrische Abkantpressen bieten überlegene Energieeinsparungen, Umweltvorteile und höhere Arbeitsgeschwindigkeiten, während...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Haben Sie sich jemals über die verborgene Welt der Z-Purlinen gewundert? In diesem fesselnden Artikel führt Sie unser erfahrener Maschinenbauingenieur durch die Feinheiten der Berechnung des Gewichts von Z-Purlinen. Entdecken Sie, wie...
Haben Sie sich jemals über die verborgene Welt des H-Träger-Stahls gewundert? In diesem fesselnden Artikel lüften wir die Geheimnisse hinter diesen wichtigen Bauteilen. Unser erfahrener Maschinenbauingenieur führt Sie...
Haben Sie sich jemals über das Gewicht dieser gemusterten Stahlplatten gewundert, die Sie jeden Tag sehen? In diesem Blogbeitrag tauchen wir ein in die faszinierende Welt der Riffelbleche....
Fällt es Ihnen schwer, genaue Blechteile zu entwerfen? Entschlüsseln Sie die Geheimnisse des K-Faktors, eines entscheidenden Konzepts in der Blechfertigung. In diesem Artikel entmystifiziert unser erfahrener Maschinenbauingenieur...
Haben Sie sich jemals gefragt, wie Sie den perfekten I-Träger für Ihr Bau- oder Fertigungsprojekt auswählen? In diesem Blog-Beitrag führt Sie unser erfahrener Maschinenbauingenieur durch den Prozess...
Haben Sie sich jemals gefragt, welches Kabel besser ist: Kupfer oder Aluminium? In diesem Artikel werden Kupfer- und Aluminiumkabel ausführlich verglichen und ihre Vor- und Nachteile herausgestellt. Von der Widerstandsfähigkeit...