Haben Sie sich jemals gefragt, was das Geheimnis hinter der Hochpräzisionsbearbeitung ist? In diesem Blogbeitrag tauchen wir in die Welt der Werkzeughalter ein und erforschen ihre Arten, Merkmale und besten Praktiken. Unser erfahrener Maschinenbauingenieur führt Sie durch die Feinheiten von Werkzeughaltern und zeigt Ihnen, wie sie sich auf die Genauigkeit und Effizienz der Bearbeitung auswirken. Machen Sie sich bereit für wertvolle Einblicke, die Ihre Bearbeitungsfähigkeiten auf die nächste Stufe heben können!
Nach dem Kegel der Werkzeugbohrung des Bearbeitungszentrums Spindel, ist es in der Regel in zwei Kategorien unterteilt:
SK-Universalwerkzeughalter mit einem Kegel von 7:24
HSK-Vakuumwerkzeughalter mit einem Kegel von 1:10
SK-Universalwerkzeughalter mit einem Kegel von 7:24
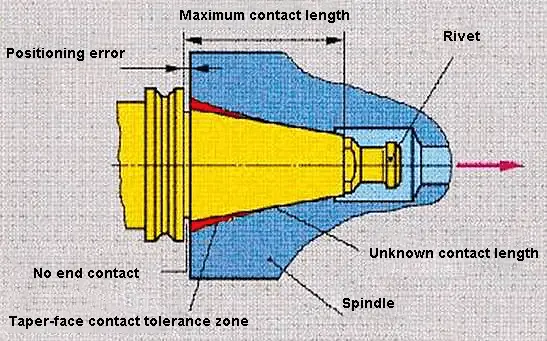
7:24 bedeutet, dass der Kegel des Werkzeughalters 7:24 ist, d. h. eine einseitige Kegelflächenpositionierung mit einem längeren Kegelschaft.
Die Kegelfläche dient gleichzeitig zwei wichtigen Funktionen, nämlich der präzisen Positionierung des Werkzeughalters gegenüber der Spindel und der Spannen des Werkzeughalters.
Vorteile:
Die nicht selbsthemmende Konstruktion ermöglicht ein schnelles Laden und Entladen der Werkzeuge. Die Kosten für den Werkzeughalter sind relativ gering, da der Kegelwinkel mit hoher Genauigkeit bearbeitet werden kann und eine präzise Verbindung gewährleistet.
Benachteiligungen:
Bei hohen Drehzahlen dehnt sich die kegelförmige Bohrung am vorderen Ende der Spindel aus. Die Ausdehnung nimmt mit steigendem Rotationsradius und Drehzahl zu, wodurch die Steifigkeit der Kegelverbindung abnimmt. Die axiale Verschiebung des Werkzeughalters ändert sich auch unter der Wirkung der Zugstangenspannung. Nach jedem Werkzeugwechsel wird das radiale Maß des Werkzeughalters
In der Regel gibt es fünf Normen und Spezifikationen für Universalwerkzeughalter mit einem Kegel von 7:24:
HSK-Vakuumwerkzeughalter mit einem Kegel von 1:10
Internationale Norm: IS0 7388/1 (abgekürzt als IV oder IT)
Japanischer Standard: MAS BT (abgekürzt als BT)
Deutsche Norm: DIN 2080 Typ (abgekürzt NT oder ST)
Amerikanische Norm: ANSI/ASME (abgekürzt als CAT)
Typ DIN 69871 (abgekürzt als JT, DIN, DAT oder DV)
Methode zum Spannen.
Die Werkzeughalter des Typs NT werden über eine Zugstange an konventionelle Maschinendie im Inland auch als ST. bekannt ist.
Die anderen vier Werkzeughalter werden über einen Zapfen am Ende des Werkzeughalters auf dem Bearbeitungszentrum festgezogen.
Universalität.
(1) Die derzeit in China am häufigsten verwendeten Werkzeughalter sind DIN 69871 (JT) und der japanische MAS BT.
2) Werkzeughalter nach DIN 69871 können auch auf Maschinen mit ANSI/ASME-Spindelkegelbohrungen montiert werden.
(3) Der internationale Standardwerkzeughalter IS0 7388/1 kann auch auf Werkzeugmaschinen mit kegeliger Bohrung nach DIN 69871 und ANSI/ASME installiert werden. In Bezug auf die Vielseitigkeit ist der Werkzeughalter IS0 7388/1 also der beste.
HSK-Vakuum-Werkzeughalter mit einem Kegel von 1: 10
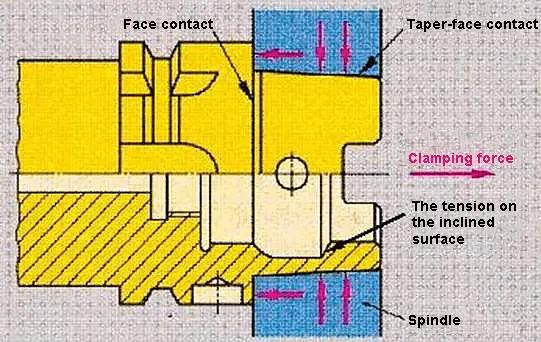
HSK-Vakuumwerkzeughalter beruhen auf der elastischen Verformung des Werkzeughalters, wobei nicht nur der Werkzeughalter mit einem Kegel von 1:10 in Kontakt mit dem 1:10-Kegel der Spindelbohrung der Werkzeugmaschine steht, sondern auch die Flanschfläche des Werkzeughalters in engem Kontakt mit der Spindelfläche steht.
Dieses doppelseitige Kontaktsystem ist einem 7:24-Universalwerkzeughalter in Bezug auf Hochgeschwindigkeitsbearbeitung, Verbindungssteifigkeit und Überlappungsgenauigkeit überlegen.
Der HSK-Vakuum-Werkzeughalter kann die Steifigkeit, Stabilität und Produktgenauigkeit bei der Hochgeschwindigkeitsbearbeitung verbessern und auch die Zeit des Werkzeugwechsels verkürzen, was für die Hochgeschwindigkeitsbearbeitung unerlässlich ist. Er ist für Werkzeugmaschinenspindeldrehzahlen von bis zu 60.000 U/min geeignet. Das HSK-Werkzeugsystem wird unter anderem in der Luft- und Raumfahrt, der Automobilindustrie und im Präzisionsformenbau eingesetzt.
HSK-Werkzeughalter sind in den Typen A, B, C, D, E und F erhältlich, wobei die Typen A, E und F in der Regel auf Bearbeitungszentren mit automatischem Werkzeugwechsel (ATC) eingesetzt werden.
Der größte Unterschied zwischen Typ A und Typ E:
(1) Typ A hat eine Übertragungsrille, Typ E jedoch nicht. Daher hat Typ A ein relativ großes Übertragungsdrehmoment, das für schwere Zerspanung geeignet ist. Das von Typ E übertragene Drehmoment ist relativ klein, so dass er nur für leichte Zerspanung geeignet ist.
(2) Der Werkzeughalter des Typs A hat neben der Übertragungsrille auch manuelle Befestigungslöcher und Richtungsrillen, was zu einer relativ schlechten Auswuchtung führt. Der Typ E verfügt nicht über diese Merkmale und ist daher besser für die Hochgeschwindigkeitsbearbeitung geeignet.
Die Mechanismen von Typ E und Typ F sind identisch. Der Unterschied zwischen ihnen besteht darin, dass bei Griffen mit demselben Namen (wie E63 und F63) der Kegel des Typ-F-Griffs eine Größe kleiner ist. Das bedeutet, dass sowohl E63 als auch F63 einen Flanschdurchmesser von φ63 haben, der Kegel des F63 aber nur so groß ist wie der des E50. Daher dreht sich der F63 im Vergleich zum E63 schneller (mit einem kleineren Spindellager).
Werkzeugklemmung Form des Werkzeughalters
Frühling cWerkzeughalter für Kartuschen
Er wird hauptsächlich für gerade Werkzeughalter wie Bohrer, Fräser und Gewindebohrer oder zum Spannen von Werkzeugen verwendet.
Die elastische Verformung des Sicherungsrings beträgt 1 mm und der Klemmbereich liegt bei einem Durchmesser von 0,5 bis 32 mm.
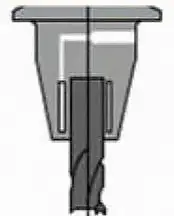
Hydraulisches Spannfutter
A- Feststellschraube, die mit einem Inbusschlüssel angezogen werden kann;
B- Verriegelungskolben, der das Hydraulikmedium in die Expansionskammer drückt;
C- Expansionskammer, die durch Flüssigkeit unter Druck gesetzt wird, um Druck zu erzeugen;
D-Thin-Spannbuchse, die es ermöglicht, die Mitte der Werkzeugspannstange zu positionieren und während des Verriegelungsvorgangs gleichmäßig zu umschließen.
E- Spezialdichtungen, die eine optimale Abdichtung und lange Lebensdauer gewährleisten.
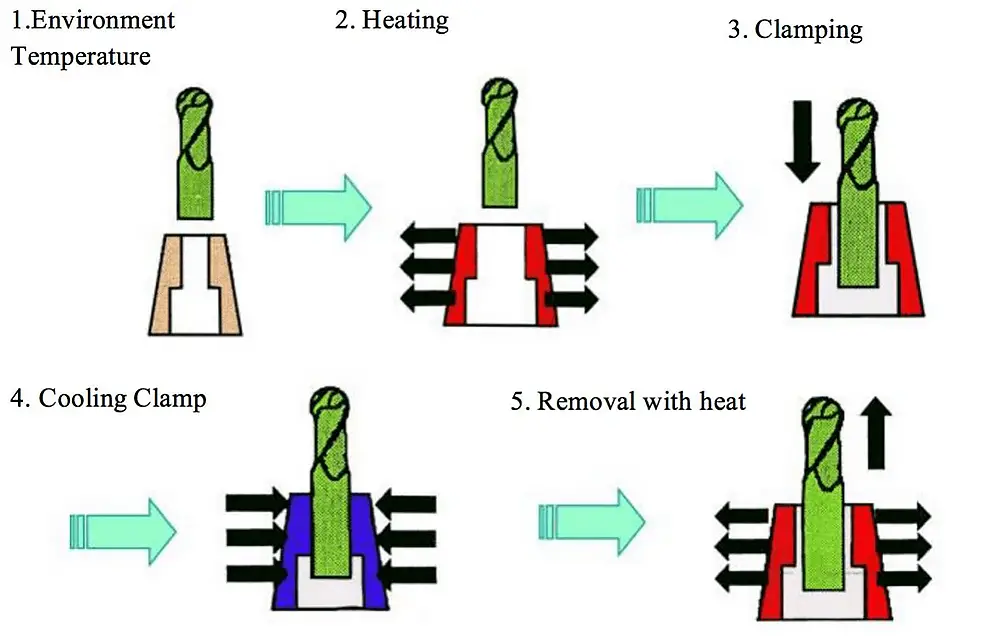
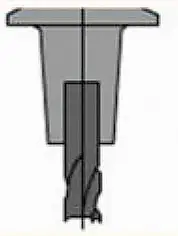
Beheizter Werkzeughalter
Mit Hilfe der Sensing-Heating-Technologie wird der Werkzeugklemmteil des Werkzeughalters erwärmt, wodurch er sich im Durchmesser vergrößert. Der kalte Schaft wird dann in den heißen Werkzeughalter eingesetzt. Dies führt zu einer hohen Spannkraft und einem guten dynamischen Gleichgewicht, wodurch er sich für die Hochgeschwindigkeitsbearbeitung eignet.
Die Technologie bietet außerdem eine hohe Wiederholgenauigkeit innerhalb von 2 μm und einen Rundlauf innerhalb von 5 μm sowie eine gute Beständigkeit gegen Flecken und Störungen während der Bearbeitung.
Allerdings kann für jede Werkzeughalterspezifikation nur ein Werkzeug mit einem bestimmten Schaftdurchmesser installiert werden, und es ist auch ein Satz Heizgeräte erforderlich.
Das Prinzip der pyrokondensatorischen Werkzeughalterspannung:
Umfassende Bewertung und Vergleich von Werkzeughaltern
Bewertung
Typ Federklemme
Hydraulischer Typ
Pyrokondensationstyp
Strukturdiagramm
Vielseitigkeit
in allen Prozessen eingesetzt werden; sehr vielseitig
eingeschränkt für Hochgeschwindigkeitsbearbeitung; hohe Wartungskosten
Hervorragende Leistung in einem breiten Spektrum von Hochgeschwindigkeitsbearbeitungsanwendungen
Schlagen der Werkzeughalter
Qualitäts-Federklammer <10µm
>5µm
etwa 3µm
Starre
gut
gut
Dynamisches Gleichgewicht
gut
allgemein
gut
Vibrationen
kein Vorteil
kann Vibrationen absorbieren
kein Vorteil
Bequemlichkeit
Genauigkeit hängt vom Bediener ab
die Klemmstruktur wird leicht beschädigt
standardisierter Betrieb
Kosten
allgemein
teuer
Billiger als hydraulischer Typ
Andere Arten von Werkzeughaltern
Auswahl und Wartung von Werkzeughaltern
Faktoren, die die Auswahl beeinflussen
Bei der Auswahl eines Werkzeughalters sollten mehrere Schlüsselfaktoren berücksichtigt werden, um eine optimale Leistung und Kompatibilität mit Ihren Maschinen zu gewährleisten:
Kompatibilität: Stellen Sie sicher, dass der Werkzeughalter zu Ihrer Maschinenspindel passt. Dies beinhaltet die Überprüfung der Kegelgröße und des Typs (z.B. CAT, BT, HSK), um den Spezifikationen Ihrer Maschine zu entsprechen.
Werkzeugart und -größe: Wählen Sie den passenden Halter für das benötigte Werkzeug. Berücksichtigen Sie den Durchmesser und die Länge des Werkzeugs sowie die Art der Bearbeitung (z. B. Fräsen, Bohren, Drehen).
Material: Das Material des Werkzeughalters beeinflusst seine Haltbarkeit und Leistung. Gängige Materialien sind:
Stahl: Bietet hohe Festigkeit und Haltbarkeit, geeignet für schwere Anwendungen.
Aluminium: Leicht und korrosionsbeständig, ideal für Hochgeschwindigkeitsanwendungen, aber weniger haltbar als Stahl.
Kunststoff: Wird in der Regel für leichtere Anwendungen oder spezielle Umgebungen verwendet, in denen Metall Probleme verursachen könnte, ist aber in der Industrie weniger verbreitet.
Bilanz: Für Hochgeschwindigkeitsanwendungen sollten Sie nach Werkzeughaltern mit besserer Auswuchtung und minimalem Rundlauf suchen. Ausgewuchtete Werkzeughalter reduzieren Vibrationen und verbessern die Bearbeitungsgenauigkeit und die Werkzeugstandzeit.
Richtige Pflege und Handhabung
Um die Lebensdauer Ihrer Werkzeughalter zu verlängern und ihre Leistungsfähigkeit zu erhalten, sollten Sie die folgenden Schritte befolgen:
Lagerung: Lagern Sie die Werkzeughalter in einer trockenen und sauberen Umgebung, fern von Verunreinigungen und Feuchtigkeit. Verwenden Sie die dafür vorgesehenen Regale oder Schränke, um Schäden zu vermeiden.
Reinigung: Reinigen Sie die Werkzeughalter vor und nach dem Gebrauch mit einem weichen Tuch, um Verschmutzungen zu entfernen. Vermeiden Sie die Verwendung von scharfen Chemikalien, die die Oberfläche des Werkzeughalters beschädigen könnten.
Inspektion: Überprüfen Sie die Werkzeughalter regelmäßig auf Anzeichen von Verschleiß, Beschädigung oder Korrosion. Achten Sie auf Risse, Beulen oder Verformungen. Ersetzen Sie die Werkzeughalter, wenn sie erhebliche Abnutzungserscheinungen oder Schäden aufweisen, um eine Beeinträchtigung der Bearbeitungsqualität zu vermeiden.
Schmierung: Tragen Sie bei Bedarf Schmiermittel auf, um Rost zu vermeiden und einen reibungslosen Betrieb zu gewährleisten. Verwenden Sie geeignete Schmiermittel, die vom Hersteller des Werkzeughalters empfohlen werden.
Handhabung: Behandeln Sie die Werkzeughalter mit Vorsicht, um Schäden zu vermeiden. Vermeiden Sie es, sie fallen zu lassen oder sie gegen harte Oberflächen zu stoßen. Verwenden Sie beim Transport von Werkzeughaltern Schutzabdeckungen oder -hüllen, um versehentliche Schäden zu vermeiden.
Wenn Sie diese Faktoren berücksichtigen und die richtigen Wartungspraktiken befolgen, können Sie sicherstellen, dass Ihre Werkzeughalter in gutem Zustand bleiben und eine zuverlässige und genaue Leistung bei Ihren Bearbeitungsvorgängen erbringen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, wie CNC-Werkzeuge für eine optimale Leistung ausgewählt werden? Bei der CNC-Bearbeitung ist die Auswahl der Schneidwerkzeuge entscheidend für Effizienz und Genauigkeit. Dieser Artikel taucht...
Haben Sie sich jemals gefragt, wie moderne Fabriken eine solche Präzision und Effizienz erreichen? Dieser Artikel erforscht die faszinierende Welt der computergestützten numerischen Steuerung (CNC) und zeigt auf, wie sie die Fertigung revolutioniert. Entdecken Sie die wichtigsten...
Stellen Sie sich vor, Sie hätten das perfekte Werkzeug für jede einzigartige Herausforderung im Formenbau. Von komplizierten Freiformflächen bis hin zu hochpräzisen Anforderungen kann die Auswahl der richtigen Zerspanungswerkzeuge für das CNC-Fräsen einen entscheidenden Einfluss...
Stellen Sie sich vor, Ihre CNC-Werkzeugmaschine ist nicht richtig ausgerichtet - schon ein winziger Rechenfehler kann zu kostspieligen Fehlern führen. In diesem Artikel werden die wichtigsten Methoden für eine genaue Werkzeugausrichtung beim CNC-Fräsen erläutert...
Stellen Sie sich eine Welt vor, in der CNC-Maschinen ihre eigenen Probleme diagnostizieren, sich selbst programmieren und ein noch nie dagewesenes Maß an Präzision und Geschwindigkeit erreichen können. Das ist die Zukunft der CNC-Werkzeugmaschinen...
Was passiert, wenn eine CNC-Werkzeugmaschine defekt ist? Die komplizierten Systeme von CNC-Maschinen, die für die moderne Fertigung von entscheidender Bedeutung sind, können bei der Reparatur entmutigend sein. Dieser Artikel befasst sich mit der...
Stellen Sie sich vor, die Präzision Ihrer CNC-Maschine könnte ständig überwacht werden, um sicherzustellen, dass jede Bewegung exakt ist. Das ist die Aufgabe des Rasterlineals, das als "Auge" der Maschine fungiert...
Mit der Entwicklung von Wissenschaft und Technik hat sich auch die mechanische Fertigungstechnik tiefgreifend verändert. Aufgrund der stärkeren gesellschaftlichen Nachfrage nach Produktdiversifizierung und der deutlichen Zunahme des Anteils...
Haben Sie sich jemals gefragt, warum CNC-Bearbeitungswerkzeuge vorzeitig ausfallen? Werkzeugschäden und -verschleiß können die Produktion unterbrechen und zu kostspieligen Verzögerungen führen. Dieser Artikel befasst sich mit häufigen Problemen wie Mikroausbrüchen, thermischen Rissen,...