Wie man eine manuelle Falzmaschine benutzt: Schritt-für-Schritt-Anleitung
Hatten Sie schon einmal Probleme, Bleche präzise zu biegen? Dieser Artikel entmystifiziert die manuelle Abkantmaschine, ein vielseitiges Werkzeug, das für das Biegen von Stahl und Nichteisenmetallen unerlässlich ist. In diesem Artikel erfahren Sie Schritt für Schritt, wie Sie diese Maschine bedienen und einstellen müssen, um reibungslose und genaue Ergebnisse zu erzielen. Praktische Wartungstipps für einen effizienten Betrieb machen diesen Artikel zu einem unverzichtbaren Leitfaden für Profis und Hobbybastler gleichermaßen.
Diese Serie manueller Biegemaschinen wird in vielen Branchen für das Präzisionsbiegen und -falten von Metallblechen, einschließlich Stahl, Nichteisenlegierungen und Edelstahl, eingesetzt. Sie eignen sich für Materialien mit einer Länge von bis zu 2,5 Metern und einer Dicke von 2 mm, was sie für eine Vielzahl von Anwendungen geeignet macht. Diese Maschinen sind vor allem in der verarbeitenden Industrie zu finden, z. B. in folgenden Bereichen:
Haushaltsgeräte
Küchenutensilien und Schränke aus rostfreiem Stahl
Beleuchtungsarmaturen und architektonische Metallarbeiten
Hardware-Möbel und kundenspezifische Metallfertigung
HVAC-Systeme und Klimageräte
Blechteile für verschiedene industrielle Anwendungen
Die Maschinen verfügen über ein robustes manuelles Bediensystem, das mit einer präzisen Positioniervorrichtung integriert ist und eine effiziente Massenproduktion von unregelmäßigen Werkstücken mit gleichmäßigen, festen Biegewinkeln ermöglicht. Diese Kombination aus manueller Steuerung und präziser Positionierung macht diese Falzmaschinen ideal sowohl für Kleinserien als auch für Großserien.
Der Faltmechanismus besteht aus oberen und unteren Klingen, die zusammenarbeiten, um saubere, präzise Biegungen zu erzielen. Ein entscheidender Vorteil dieser Konstruktion ist das Fehlen von Relativbewegungen oder Stößen während des Biegevorgangs. Dies führt zu Werkstücken mit glatten, unversehrten Oberflächen - ein entscheidendes Merkmal, das besonders bei der Herstellung von hochwertigen Edelstahlkomponenten geschätzt wird, bei denen die Oberflächengüte von größter Bedeutung ist.
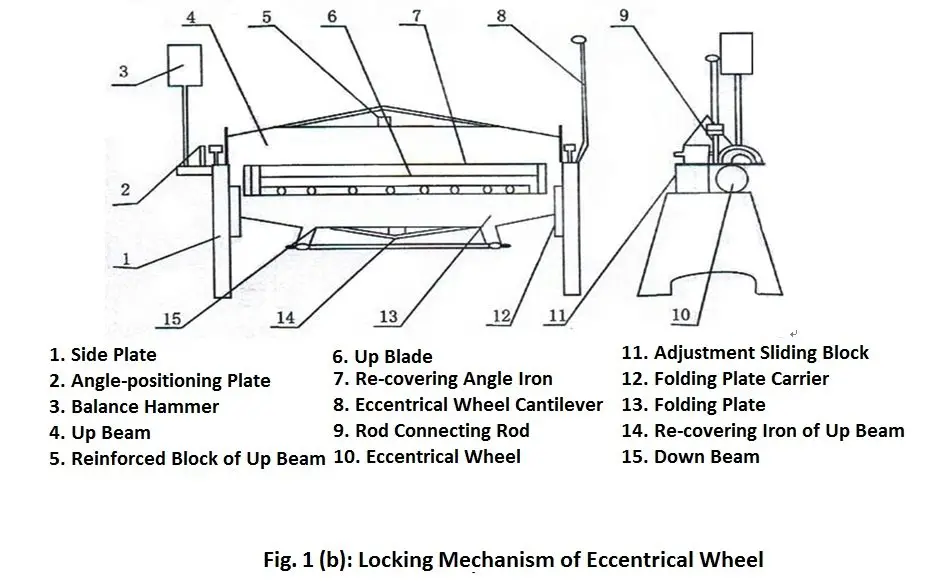
Der Verriegelungsmechanismus, der für die Beibehaltung eines gleichmäßigen Falzwinkels entscheidend ist, wird mit einem von drei zuverlässigen Systemen konstruiert:
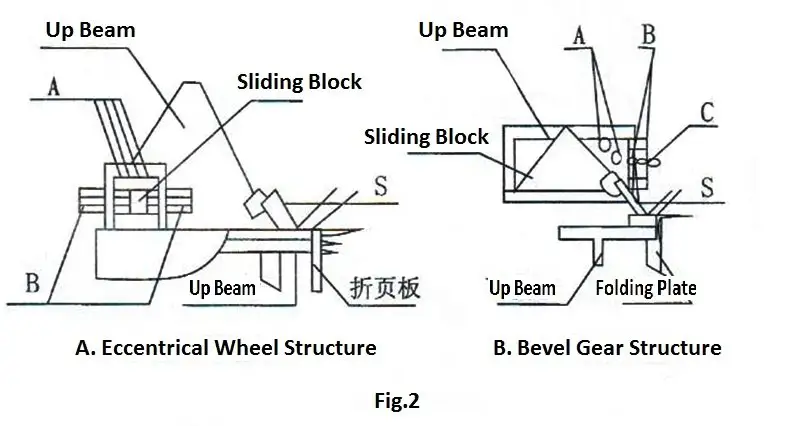
Kegelradgetriebe für reibungslose Kraftübertragung und präzise Winkelsteuerung
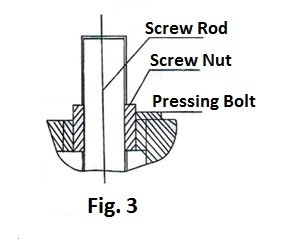
Schraubendrehsysteme für fein abgestimmte Einstellungen und stabile Verriegelung
Nockenbetätigte Schlösser für schnelles Ein- und Ausklinken
Diese Verriegelungsoptionen gewährleisten einen reibungslosen, zuverlässigen Betrieb bei unterschiedlichen Materialstärken und Biegekomplexitäten. Die gesamte Konstruktionsphilosophie betont die Einfachheit, ohne Kompromisse bei der Funktionalität einzugehen. Das Ergebnis ist eine Maschine, die nicht nur leistungsstark und präzise ist, sondern auch einfach zu warten und einzustellen. Dieser benutzerfreundliche Ansatz minimiert die Ausfallzeiten und steigert die Gesamtproduktivität in den Arbeitsabläufen der Blechbearbeitung.
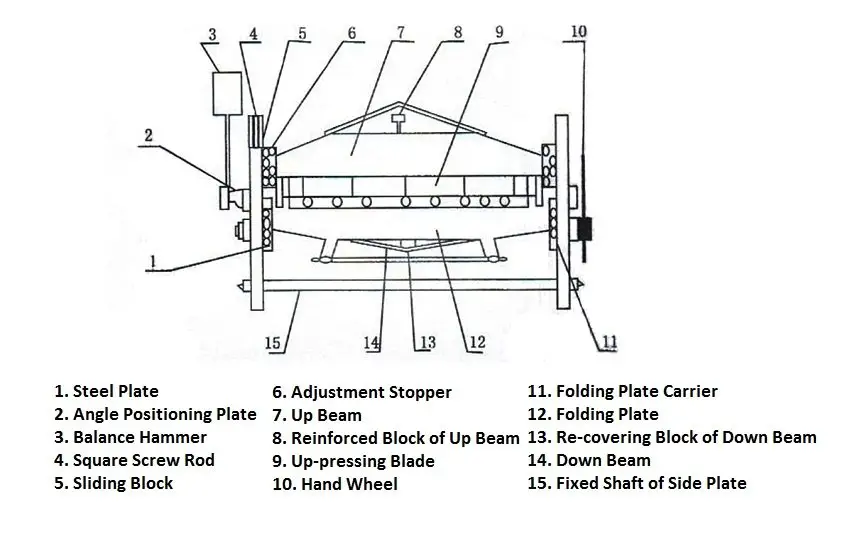
Diese Serie von manuellen Abkantmaschinen, wie in Abbildung 1 dargestellt, besteht aus Ober- und Unterbalken, Blechabkantteilen und Messern. Diese drei Komponenten wurden auf ein Rotationszentrum eingestellt, so dass der Benutzer die entsprechenden Parameter je nach den Maschinenspezifikationen und der Blechdicke anpassen kann.
Die einstellbaren Teile dieser Serie der manuellen Falzmaschine sind wie folgt:
Schraube lockern A verbindet den linken und rechten Stößelsitz mit dem oberen Balken und stellt die Schrauben B oder C ein, bis S=1,3t(t=Plattendicke) ist; wenn die oberen und unteren Schaufeln parallel zueinander sind, muss die Schraube A eingestellt werden, da ein zu kleiner Wert von S den Schaufeln schadet.
Stellen Sie den oberen Balken in vertikaler Richtung ein (Begrenzung der Kegelradverriegelung der Faltmaschine), wenn ein Fehler in der vertikalen Position zwischen der Spitze des oberen Bohnenmessers und der Oberfläche des unteren Messers auftritt, lösen Sie die Stopfbuchsenschraube und drehen Sie die Mutter, bis der obere Balken senkrecht und das untere Messer parallel sind, dann ziehen Sie die Stopfbuchsenschraube wieder fest.
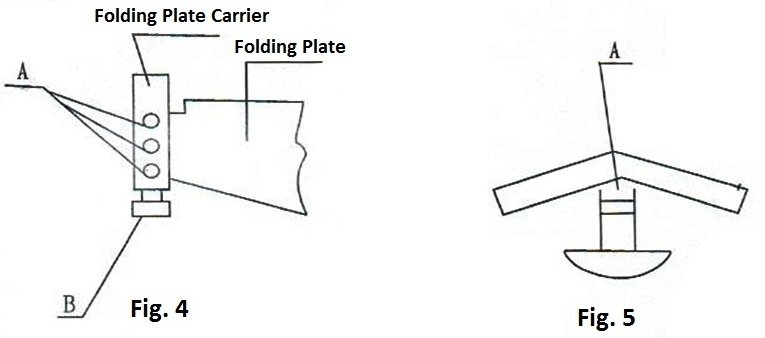
Stellen Sie das Faltblech in vertikaler Richtung ein (siehe Abb. 4).
Lösen Sie zunächst die Schraube A, die die Klappplatte und den Klappplattensitz verbindet, und stellen Sie dann die beidseitige Schraube B so ein, dass die Klappplattenklinge und die Balkenklinge auf einer Linie liegen, bevor Sie die Schraube A wieder festziehen.
Einstellen der Geradheit von Vorspannung und Falzblech
Da alle Lagerpunkte des oberen und unteren Trägers sowie des Faltblechs an beiden Enden verteilt sind, ist es unvermeidlich, dass eine gewisse Durchbiegung in der der Prozess des Biegens Um diesen Mangel zu beheben, ist die Maschine mit einer Bombiervorrichtung ausgestattet, die durch die Einstellmutter A eine gewisse Vorspannung in der Mitte des Trägers und des Faltblechs (max. einstellbare Höhe 0,5 mm) erzeugt, um die Verformung zu kompensieren und die Qualität des Werkstücks zu gewährleisten.
Betrieb und Gebrauchsanweisung
Diese manuellen Abkantmaschinen sind für eine benutzerfreundliche Bedienung und effizientes Biegen von Blechen konzipiert.
So beginnen Sie den Faltvorgang:
Stellen Sie den oberen Balken und das Faltblech auf die erforderlichen Spezifikationen ein.
Positionieren Sie das Blech genau zwischen dem oberen und unteren Balken.
Befestigen Sie die Winkelpositionierungsplatte an der linken Welle, um die Genauigkeit zu gewährleisten.
Drehen Sie das Faltblech in die vorgegebene Winkelposition.
Fahren Sie mit dem Biegen des Werkstücks in den gewünschten Winkel fort.
Der obere Balken ist mit austauschbaren Lamellen ausgestattet, die in zwei Standardwinkeln erhältlich sind:
35° Klinge: Ideal für allgemeine Biegeanwendungen.
55°-Klinge: Das segmentierte Design ermöglicht den modularen Zusammenbau zu verschiedenen Längen. Diese Vielseitigkeit ermöglicht die Herstellung von komplexen Kastenformen und kundenspezifischen Profilen.
Der Bediener kann den geeigneten Klingenwinkel je nach den spezifischen Anforderungen des Werkstücks und den gewünschten Biegeeigenschaften auswählen. Die modulare Bauweise der 55°-Klinge verbessert die Anpassungsfähigkeit der Maschine an unterschiedliche Fertigungsanforderungen.
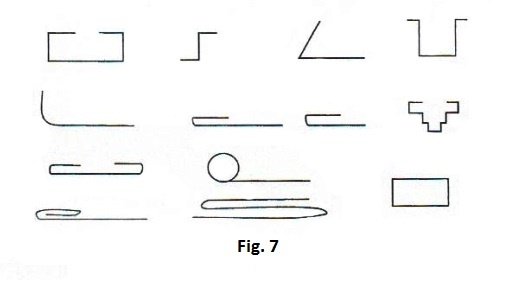
Ein typisches Einrichtungs- und Betriebsbeispiel ist in Abbildung 7 dargestellt, das die korrekte Werkstückpositionierung und Maschinenkonfiguration zeigt.
Angemessene Nutzung und Wartung
Vor der Inbetriebnahme der Maschine ist es wichtig, das Klingenspiel sorgfältig zu überprüfen, wie in Abbildung 2 (S-Ventil) dargestellt. Diese Prüfung gewährleistet eine optimale Schneidleistung und verhindert mögliche Schäden. Es ist strengstens untersagt, Platten zu falten, die die angegebene Kapazität der Maschine überschreiten, da dies zu schweren Messerschäden führen und die Gesamtintegrität der Maschine beeinträchtigen kann.
Für eine optimale Leistung und Langlebigkeit empfiehlt es sich, die Maschine in einem moderaten, gleichmäßigen Tempo zu betreiben. Dies trägt zu einer gleichmäßigen Spannungsverteilung über die Komponenten bei und gewährleistet präzisere Faltergebnisse. Die Sicherheit steht an erster Stelle; daher sollte sich während des Betriebs kein Personal hinter dem Auswuchthammer aufhalten, um Unfälle durch unerwartete Materialbewegungen oder Maschinenrückstöße zu vermeiden.
Eine regelmäßige Wartung ist für die Langlebigkeit und Effizienz der Maschine unerlässlich. Achten Sie besonders auf die Lagerbaugruppen und Schmierstellen. Führen Sie einen systematischen Schmierplan mit den vom Hersteller empfohlenen Schmiermitteln ein, um die Reibung zu minimieren, den Verschleiß zu verringern und einen vorzeitigen Ausfall der Komponenten zu verhindern. Untersuchen Sie diese Bereiche regelmäßig auf Anzeichen von Verschleiß, ungewöhnliche Geräusche oder übermäßige Hitze und beheben Sie alle Probleme umgehend, um kostspielige Ausfallzeiten und Reparaturen zu vermeiden.
Sorgen Sie außerdem für eine saubere Arbeitsumgebung rund um die Maschine und entfernen Sie alle Verunreinigungen und Metallspäne, die bewegliche Teile beeinträchtigen oder die Falzqualität beeinträchtigen könnten. Überprüfen Sie regelmäßig die Ausrichtung und Kalibrierung der Maschine und passen Sie sie gegebenenfalls an, um eine gleichbleibend hohe Qualität zu gewährleisten.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie industrielle Lüftungskanäle mit Präzision hergestellt werden? In diesem Beitrag stellen wir Ihnen die Pittsburgh Lockformer Maschine vor - ein Wunderwerk der Kanalherstellung. Sie erfahren etwas über ihre wichtigsten Funktionen, technischen Parameter,...
Haben Sie sich jemals gefragt, wie die Luftkanäle in Ihrem Haus oder Büro hergestellt werden? In diesem faszinierenden Blogbeitrag nehmen wir Sie mit auf eine Reise durch den faszinierenden Prozess...
Haben Sie sich jemals gefragt, wie Luftkanäle mit Präzision und Effizienz hergestellt werden? Die TDF-Flanschformmaschine ist Ihre Antwort. Dieser Artikel wird Sie durch die Funktionsweise der Maschine führen und die...
Die Entscheidung für die richtige Pittsburgh Lockformer-Maschine für Ihre Bedürfnisse bei der Herstellung von Rohren kann überwältigend sein, besonders für Neueinsteiger. Dieser Leitfaden vereinfacht den Prozess, indem er die wichtigsten Faktoren wie Spannung,...
Haben Sie sich jemals über das verborgene Netzwerk gewundert, das Ihr Zuhause komfortabel hält? In diesem spannenden Artikel tauchen wir in die Welt der Luftkanäle ein und erforschen ihre Arten, Anwendungen und...
Haben Sie sich jemals gefragt, wie diese massiven Luftkanäle in Gebäuden hergestellt werden? Dieser Artikel taucht ein in die faszinierende Welt der Wickelfalzrohrmaschinen. Diese Maschinen sind entscheidend für die Herstellung...