Mechanische Schermaschine - Anleitung zur Fehlersuche
Funktioniert Ihre mechanische Schermaschine nicht so, wie sie sollte? In diesem Leitfaden finden Sie detaillierte Schritte zur Fehlerbehebung für häufige Probleme wie ungleichmäßige Scherbreiten, Probleme mit der Geradheit der Oberfläche, übermäßige Grate und vieles mehr. Erfahren Sie, wie Sie diese Probleme diagnostizieren und beheben können, damit Ihre Ausrüstung reibungslos und effizient läuft. Dieser Artikel bietet praktische Lösungen, um Präzision und Zuverlässigkeit bei Ihren Scherarbeiten zu gewährleisten.
1. Übertragungsprinzip der mechanischen Schermaschine
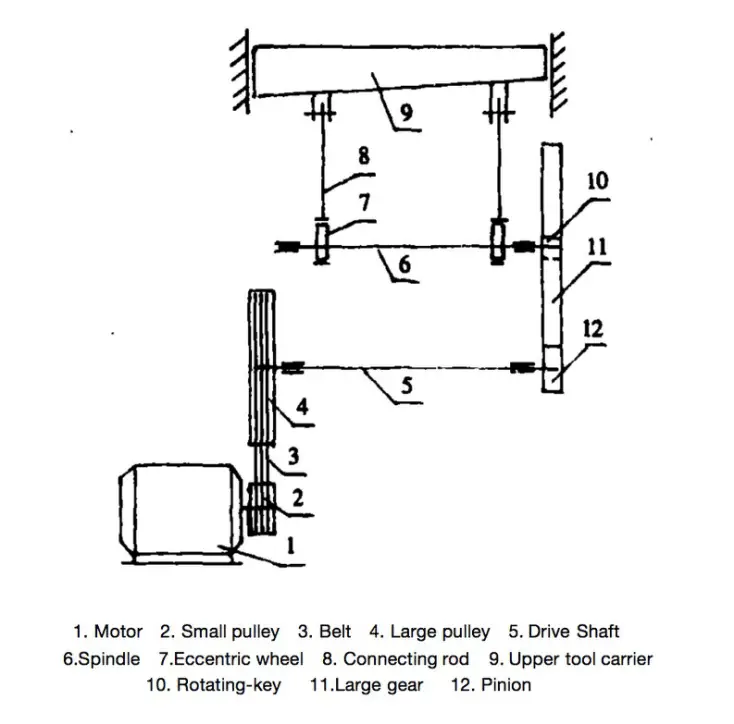
Wie in Abbildung 1 dargestellt, verwendet die mechanische Schermaschine ein mehrstufiges Kraftübertragungssystem, um die Rotationsbewegung in eine lineare Schneidbewegung umzuwandeln. Der Prozess beginnt mit einem Motor, der als primäre Energiequelle dient. Dieser Motor treibt eine kleine Riemenscheibe an, die über einen Riemen mit einer größeren Riemenscheibe verbunden ist, wodurch die erste Stufe der Drehzahlreduzierung und Drehmomentverstärkung entsteht.
Die große Riemenscheibe ist auf einer Antriebswelle montiert, die die Rotationsenergie auf ein Zahnradgetriebe überträgt, das aus einem kleinen Ritzel und einem größeren angetriebenen Zahnrad besteht. Dieser Zahnradsatz reduziert die Drehzahl weiter und erhöht gleichzeitig das abgegebene Drehmoment. Das größere Zahnrad ist mit der Hauptwelle verbunden, die ein Exzenterrad (auch Nocken genannt) trägt.
Während sich die Hauptwelle dreht, wandelt das Exzenterrad die Rotationsbewegung in eine lineare Hin- und Herbewegung um. Erreicht wird dies durch einen Pleuelmechanismus, der das Exzenterrad mit dem Schieber (oberer Werkzeugträger) verbindet. Der durch Präzisionslinearlager geführte Läufer bewegt sich kontrolliert vertikal.
Der Höhepunkt dieser kinematischen Kette ist die zyklische Auf- und Abbewegung des oberen Werkzeugträgers, der das bewegliche Messer hält. Wenn diese Bewegung mit dem stationären Untermesser synchronisiert ist, erzeugt sie die für präzise Zerspanungsvorgänge erforderliche Scherwirkung.
Dieses mechanische System ermöglicht eine hohe Kraftübertragung, eine genaue Steuerung des Scherhubs und die Möglichkeit, die Schneidparameter durch Änderung der Getriebeübersetzung oder der Abmessungen des Exzenterrads an die verschiedenen Materialstärken und -eigenschaften anzupassen.
Abb. 1 Schematische Darstellung des Übertragungsprinzips von Schermaschine
2. Analyse und Fehlersuche bei mechanischen Schermaschinen
2.1 Die Breite der Scherteile ist nicht einheitlich, und die Wiederholgenauigkeit der Chargenteile liegt außerhalb der Toleranz.
Ursachenanalyse:
Die falsche Positionierung des Ablenkblechs und der große Spalt zwischen dem Ablenkblech und dem Scherenmesser führen zu Bewegungen beim Verriegeln.
Die Bewegung der Stauscheibe ist nicht auf beiden Seiten synchronisiert, was zu einem großen Spalt zwischen den Getriebeteilen führt.
Eine falsche Einstellung der Pressfederkraft führt zu ungleichmäßigem Druck und Bewegung des Plattenmaterials beim Scheren.
Die Verformung der Stauscheibe und der Geradheit außerhalb der Toleranz liegt, verursacht eine ungenaue Positionierung der Teile.
Der Abstand zwischen der oberen und unteren beweglichen Führungsschiene des Schermesserschiebers und der Pressplatte ist nicht richtig eingestellt.
Eliminierungsmethode:
Der Spalt sollte beseitigt werden, damit der Abstand zwischen dem Ablenkblech und dem Scherenmesser gleichmäßig ist. Der wiederholte Positionierungsfehler sollte nach der Verriegelung innerhalb von 0,03/1000 liegen.
Der Spalt zwischen den Getriebeteilen sollte beseitigt werden.
Der Spalt zwischen dem Pressbalken und dem Feinblech sollte auf etwa 10 mm eingestellt werden, und die Druckkraft der Feder sollte auf 11 kn eingestellt und an beiden Enden gleichmäßig gehalten werden.
Der Ebenheits- und Geradheitsfehler der Prallplatte sollte innerhalb von 0,02/1000 repariert werden.
Der Abstand zwischen der Führungsschiene und der Pressplatte sollte auf 0,03 mm eingestellt werden.
2.2 Die Geradheit der Oberfläche von Scherteilen ist außerhalb der Toleranz, mit konvexen oder konkaven Erscheinungen.
Ursachenanalyse:
Der große horizontale Fehler bei der Installation des Arbeitstisches führt zu Verzerrungen im Gerät.
Der große Ebenheitsfehler der vertikalen Auflagefläche der oberen und unteren Schere führt dazu, dass die Geradheit des Scherenmessers nach der Befestigung die Toleranz überschreitet.
Die Auf- und Abwärtsbewegung des Scherenmessers, die Verdrehung beider Seiten der Führungsschienenoberfläche (nicht in der gleichen Ebene) oder der Verschleiß der Führungsschiene führen dazu, dass die Geradheit außerhalb der Toleranz liegt.
Eliminierungsmethode:
Richten Sie die Installationsebene des Geräts neu aus, um eine Genauigkeit von 0,05/1000 zu gewährleisten.
Korrigieren Sie die passende Auflagefläche der oberen und unteren Scherenmesser und gewährleisten eine Ebenheit von 0,03/1000.
Reparieren und schaben Sie die Führungsschiene des Bettes, um sicherzustellen, dass beide Enden parallel zueinander sind und die Geradheit zwischen 0,02/1000 gewährleistet ist.
2.3 Der Grat am schneidenden Teil des Werkstücks ist zu groß.
Ursachenanalyse:
Der Abstand zwischen dem oberen und unteren Scherenmesser ist nicht richtig eingestellt.
Die Schneide ist abgenutzt und stumpf geworden.
Der Spalt zwischen den oberen und unteren Schermessern ist ungleichmäßig, was dazu führt, dass an dem größeren Spalt Grate entstehen.
Eliminierungsmethode:
Stellen Sie den Spalt so ein, dass er zwischen 5% und 8% der Blechdicke liegt.
Ersetzen oder schärfen Sie die Schneide.
Justieren und überprüfen Sie alle 500 mm, um sicherzustellen, dass der Spalt gleichmäßig ist und nicht mehr als 0,05 mm beträgt.
2.4 Ein schmales Band wird abgeschert, und die Teile werden verdreht und verformt.
Ursachenanalyse:
Das Spiel der Gleitführungsfläche des Scherenmessers ist zu groß eingestellt.
Beide Seiten der Führungsfläche des Schermesserschiebers sind verdreht oder durch Verschleiß aus der Toleranz geraten.
Eliminierungsmethode:
Stellen Sie die Pressplatte so ein, dass das Spiel der Führungsschiene auf beiden Seiten innerhalb von 0,03 mm liegt.
Schaben Sie den Gleitblock und die Bettführungsschiene, so dass die Kontaktfläche des Gleitblocks und der Bettführungsschiene (25 x 25) mm beträgt.2 mit 12 Punkten, und die Geradheit liegt innerhalb von 0,02/1000.
2.5 In den Schmalbandteilen befinden sich historische Materialien und Schiebematerialien
Ursachenanalyse:
Die Ebene der Prallplatte ist geneigt und steht nicht senkrecht zur horizontalen Ebene.
Die Parallelität der vertikalen Auflagefläche, auf der das Obermesser montiert ist, ist nicht in Ordnung.
Eliminierungsmethode:
Reparieren Sie die Ebene der Prallplatte, um sicherzustellen, dass sie senkrecht zur horizontalen Ebene liegt.
Wenn sich der obere Revolverkopf nach unten bewegt, stellen Sie den Abstand zwischen den beiden vertikalen Flächen, die das obere und das untere Blatt aufnehmen, so ein, dass der Fehler innerhalb von 0,02/1000 liegt.
2.6 Die Kupplung des Einzelhubes rastet nicht ein und das Schermesser arbeitet nicht.
Ursachenanalyse:
Der Verschleiß des rotierenden Teils der Drehfeder und der dreieckigen Kerbe der Pufferhülse führt dazu, dass die Kupplung beim Einrasten in die Kurbelwelle durchrutscht.
Die Steuerfeder des Drehschlüssels ist gebrochen oder locker, was zu unzureichender Kraft und mangelnder Flexibilität bei der Bewegung des Drehschlüssels führt.
Das Bremsband und die Bremsscheibe sind zu straff eingestellt, was zu einem Durchrutschen der Kupplung führt.
Eliminierungsmethode:
Setzen Sie den Drehschlüssel wieder ein und reparieren Sie die dreieckige Kerbe der Pufferhülse, um sicherzustellen, dass sich der Drehschlüssel frei bewegt und die Kombination sicher ist, wenn die dreieckige Kerbe eingerastet ist.
Setzen Sie die Feder wieder ein und stellen Sie die Spannung so ein, dass sich der Drehschlüssel frei bewegen kann.
Stellen Sie die Straffheit des Bremsbandes ein.
2.7 Das kontinuierliche Schneiden erfolgt während eines einzigen Hubs.
Ursachenanalyse:
Der Stiftkopf und der Steuerblock des Drehschlüsselgriffs sind abgenutzt, wodurch der Stiftkopf des Drehschlüssels nicht mehr einrastet.
Durch eine falsche Einstellung der Position der Steuerplatte kann der Stiftkopf des Drehschlüssels nicht einrasten.
Eliminierungsmethode:
Reparieren Sie den Stiftkopf des Drehschlüssels durch Schweißen und bringen Sie ihn wieder auf seine ursprüngliche Größe.
Stellen Sie die gegenseitige Position des Steuerblocks ein und reparieren Sie ihn.
2.8 Bei einem Hub des Scherschiebers kommt es zu einem impulsartigen Phänomen und zu ungewöhnlichen Geräuschen.
Ursachenanalyse:
Der Drehschlüssel passt nicht richtig in die dreieckige Nut der Pufferhülse, was zu Verschleiß und einem falschen Drehwinkel des Drehschlüssels führt. Dies führt zu Stößen und Geräuschen während der Hin- und Herbewegung der Schneide.
Die Federkraft des Drehschlüssels ist zu schwach, um ihn in seiner Position zu halten, was zu Stößen führt, wenn sich der Schieber von oben nach unten bewegt.
Die Ausgleichsfederkraft für die Auf- und Abwärtsbewegung des Scherenblattschiebers ist nicht richtig eingestellt.
Eliminierungsmethode:
Reparieren Sie die Kontaktfläche zwischen dem rotierenden Teil des Drehschlüssels und der dreieckigen Nut der Pufferhülse, um sicherzustellen, dass sich der Schlüssel frei und zuverlässig dreht.
Stellen Sie die Feder ein oder ersetzen Sie sie, um eine ausreichende Kraft zu erreichen.
Stellen Sie die Federkraft so ein, dass sich der Läufer leichtgängig und ohne Stöße oder Vibrationen bewegt.
2.9 Wenn das Schwungrad im Leerlauf läuft, macht die Kupplung ein rhythmisches Geräusch.
Ursachenanalyse:
Der rotierende Teil des Drehschlüssels löst sich nicht vollständig aus der dreieckigen Nut der Pufferhülse, was zu einem Geräusch nach einer Umdrehung führt.
Eliminierungsmethode:
Schleifen Sie die Gegenfläche des Drehschlüssels und passen Sie seine Position an, um das Problem zu beheben.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie diese massiven Stahlplatten mit solcher Präzision geschnitten werden? Treten Sie ein in die Welt der hydraulischen Schermaschinen - die unbesungenen Helden der Metallverarbeitungsindustrie....
Haben Sie sich jemals gefragt, welche Unternehmen in der Branche der hydraulischen Schermaschinen führend sind? Dieser Artikel befasst sich mit den 26 größten Herstellern weltweit und beschreibt ihre Geschichte, ihre Spezialgebiete und ihre globale Reichweite. Von alteingesessenen...
Haben Sie sich schon einmal gefragt, wie Sie die Effizienz und Sicherheit Ihrer Schermaschine optimieren können? In diesem Leitfaden finden Sie wichtige Tipps für den Betrieb und die Wartung dieser leistungsstarken Werkzeuge. Von der Auswahl der richtigen...
Haben Sie sich jemals gefragt, was das perfekte Scherenmesser ausmacht? In diesem Artikel erkunden wir die faszinierende Welt der Matrizenstähle, von Kalt- bis Warmarbeitsstählen. Sie erfahren die Geheimnisse, die hinter...
Haben Sie sich jemals gefragt, wie leistungsstarke Maschinen rohes Metall in präzise, brauchbare Teile verwandeln? Dieser Artikel lüftet die Geheimnisse der hydraulischen Schermaschine, einem Wunderwerk der Technik. Erfahren Sie, wie sie schneidet...
Haben Sie sich schon einmal gefragt, wer die wichtigsten Akteure in der Schermaschinenindustrie sind? In diesem Artikel werden wir die führenden Hersteller von Schermaschinen in China für das Jahr 2023 untersuchen. Sie werden Unternehmen entdecken, die...
Haben Sie sich jemals gefragt, wie Präzision und Effizienz beim industriellen Schneiden zusammenkommen? Dieser Artikel erkundet die faszinierende Welt der Tafelscheren und beschreibt ihre Vorteile und Herausforderungen. Erfahren Sie, wie mechanische...
Wie können Sie sicherstellen, dass Ihre Tafelschere sicher funktioniert und länger hält? Dieser Artikel befasst sich mit den wichtigsten Wartungsmaßnahmen für Tafelscheren, von der täglichen Kontrolle bis zur jährlichen Überholung. Sie lernen entscheidende...
Die Blechschere ist, wie der Name schon sagt, eine Maschine, die zum Schneiden von Blechen verwendet wird. Die Materialauswahl basiert auf dem allgemeinen Q235 Blech. Wenn Sie Q345-Platten schneiden, dann...