Haben Sie sich schon einmal Gedanken über die faszinierende Welt der Metallhärte gemacht? In diesem Blogbeitrag werden wir uns mit den faszinierenden Konzepten und Methoden zur Messung und Verbesserung der Härte verschiedener Metalle befassen. Als erfahrener Maschinenbauingenieur teile ich meine Erkenntnisse und mein Wissen mit Ihnen, damit Sie diesen wichtigen Aspekt der Materialwissenschaft besser verstehen. Machen Sie sich bereit, die Geheimnisse der Metallhärte zu lüften und herauszufinden, wie sie sich auf unser tägliches Leben auswirkt!
Die Mohs-Härteskala, die 1812 von Friedrich Mohs entwickelt wurde, ist ein einfaches Mittel, um zu messen, wie leicht sich Mineralien gegenseitig verkratzen können. Diese qualitative Ordinalskala stuft Mineralien von 1 bis 10 ein, wobei jede Zahl die Fähigkeit eines Minerals angibt, die darunter liegenden Mineralien zu zerkratzen und von den darüber liegenden Mineralien zerkratzt zu werden. Die Skala reicht von Talk, dem weichsten Mineral bei 1, bis zu Diamant, dem härtesten bei 10.
Historischer Kontext und primäre Verwendung von Mineralien
Die Mohs-Skala wurde ursprünglich entwickelt, um Geologen bei der Identifizierung von Mineralien im Feld zu helfen. Sie bietet eine einfache und wirksame Methode zur Klassifizierung von Mineralien auf der Grundlage ihrer Ritzhärte, die bestimmt wird, indem beobachtet wird, ob ein Mineral ein anderes Material zerkratzen kann oder von diesem zerkratzt wird. Dies macht die Skala zu einem praktischen Hilfsmittel für Geologen und Mineralogen.
Detaillierte Beschreibungen der Rockwell-Härteprüfung
Bei der Rockwell-Härteprüfung wird die Härte von Metallen und anderen Werkstoffen gemessen, indem ein Eindringkörper in sie hineingedrückt und der Eindruck gemessen wird.
Methodik und Skalenbereiche
Verschiedene Rockwell-Skalen verwenden unterschiedliche Eindringkörper und Belastungen, wie HRA für dünnen Stahl, HRB für weichere Metalle und HRC für härtere Materialien.
Rockwell A (HRA): Verwendet einen 120°-Diamant-Kegeleindringkörper und eine Kraft von 60 kgf, geeignet für dünnen und einsatzgehärteten Stahl.
Rockwell B (HRB): Verwendet eine 1,588 mm große, gehärtete Stahlkugel und eine Kraft von 100 kgf. Wird für weichere Metalle wie Aluminium, Kupferlegierungen und weiche Stähle verwendet.
Rockwell C (HRC): Verwendet einen 120°-Diamant-Kegeleindringkörper und eine Kraft von 150 kgf, ideal für härtere Materialien wie gehärteten Stahl und Titanlegierungen.
Diese Methode ist schnell und unkompliziert, erfordert nur eine minimale Probenvorbereitung und eignet sich für eine breite Palette von Materialien. Sie ist jedoch weniger präzise bei sehr dünnen Materialien oder Oberflächenbeschichtungen und eignet sich möglicherweise nicht für Materialien mit ungleichmäßiger Härte.
Überblick über die Brinell-Härteprüfung
Bei der Härteprüfung nach Brinell wird ein harter kugelförmiger Eindringkörper in das Material gedrückt und der Durchmesser des Eindrucks gemessen, um die Härte zu berechnen.
Verfahren und typische Anwendungen
Bei dieser Prüfung wird eine Wolframkarbidkugel unter einer bestimmten Belastung für eine bestimmte Zeit in das Material gedrückt. Der Durchmesser der Vertiefung wird gemessen und zur Berechnung der Brinell-Härtezahl (BHN) verwendet.
Lastbereich: Normalerweise zwischen 500 kgf und 3000 kgf, je nach Material.
Anwendungen: Wird häufig für große Teile, Guss- und Schmiedestücke verwendet.
Dieser Test eignet sich hervorragend für große Teile und grobe Materialien, aber nicht für sehr harte oder dünne Materialien.
Einführung in die Vickers-Härteprüfung
Bei der Vickers-Härteprüfung wird ein pyramidenförmiger Diamanteindringkörper verwendet, um die Härte verschiedener Materialien, einschließlich Metallen und Keramik, zu messen.
Prüfverfahren und Präzision
Bei der Vickers-Prüfung wird ein pyramidenförmiger Diamanteindringkörper mit einer quadratischen Grundfläche unter einer bestimmten Belastung in das Material gedrückt. Die Diagonalen des entstandenen Eindrucks werden gemessen, um die Vickers-Härtezahl (VHN) zu berechnen.
Lastbereich: Normalerweise von 1 kgf bis 100 kgf.
Anwendungen: Ideal für Mikrohärteprüfungen, Dünnschliffe und Beschichtungen.
Dieser Test ist sehr präzise und funktioniert bei allen Materialien, kann aber langsamer und teurer sein.
Metalle Mohs-Härtetabelle
Die Mohs-Härte ist ein Standard zur Darstellung der Mineralhärte, der erstmals 1822 von dem deutschen Mineralogen Frederich Mohs vorgeschlagen wurde. Sie ist ein Standard, der in der Mineralogie und Gemmologie verwendet wird. Die Mohshärte wird bestimmt, indem man mit einer Diamantpyramidennadel die Oberfläche des untersuchten Minerals anritzt und die Tiefe des Kratzers misst. Die Tiefe dieses Kratzers ist die Mohshärte, die durch das Symbol HM dargestellt wird. Sie wird auch zur Angabe der Härte anderer Materialien verwendet.
Die Tiefe des gemessenen Kratzers ist in zehn Härtegrade unterteilt (Kratzmethode): Talk 1 (geringste Härte), Gips 2, Calcit 3, Fluorit 4, Apatit 5, Orthoklas (Feldspat) 6, Quarz 7, Topas 8, Korund 9, Diamant 10. Die Härte des geprüften Minerals wird durch den Vergleich von Kratzern mit den Standardmineralen im Mohs-Härteprüfer bestimmt. Obwohl die Messung mit dieser Methode grob ist, ist sie bequem und praktisch. Sie wird häufig zur Messung der Härte von natürlichen Mineralien verwendet.
Bei den Härtewerten handelt es sich nicht um absolute Härtewerte, sondern um Werte, die in der Reihenfolge der Härte dargestellt werden.
Bei der Anwendung ist die Härte durch Ritzen zu vergleichen. Wenn ein Mineral zum Beispiel Calcit, aber nicht Fluorit ritzen kann, ist seine Mohshärte 3 bis 4, und andere werden abgeleitet. Die Mohshärte ist nur eine relative Härte, die grob ist. Talkum hat die Härte 1, Diamant die Härte 10 und Korund die Härte 9, aber die mit einem Mikrohärteprüfer gemessene absolute Härte beträgt das 4192-fache der Härte von Talkum für Diamant und das 442-fache der Härte von Talkum für Korund. Die Mohshärte ist einfach zu handhaben und wird häufig in der Praxis verwendet. Die Härte von Fingernägeln liegt beispielsweise bei 2,5, die von Kupfermünzen bei 3,5-4, die von Stahlmessern bei 5,5 und die von Glas bei 6,5.
Zusätzlich zu der ursprünglichen Liste von 1 bis 10 Mineralienarten sind hier die Härtewerte der gebräuchlichen Metalle als Referenz aufgeführt.
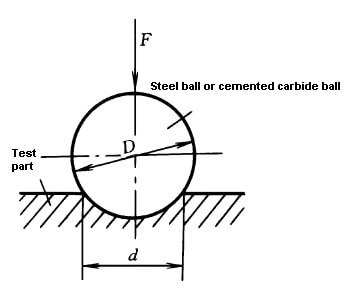
Bei der Härteprüfung nach Brinell wird eine Kugel aus gehärtetem Stahl oder ein Hartlegierung mit einem Durchmesser von D als Eindringkörper.
Eine bestimmte Prüfkraft F wird auf die Oberfläche des zu prüfenden Materials ausgeübt, und nach einer bestimmten Haltezeit wird die Prüfkraft entfernt, wobei ein Eindruck mit einem Durchmesser von d zurückbleibt.
Die Brinell-Härte Wert wird berechnet, indem die Prüfkraft durch die Oberfläche des Eindrucks geteilt wird. Das Symbol für den Brinell-Härtewert wird als HBS oder HBW dargestellt.
Der Unterschied zwischen HBS und HBW liegt in der Art des verwendeten Eindringkörpers.
HBS steht für die Verwendung einer gehärteten Stahlkugel als Eindringkörper und wird zur Bestimmung der Brinellhärte von Materialien mit einem Wert unter 450, wie z. B. Baustahl, verwendet, Graugussund Nichteisenmetalle.
HBW hingegen bezieht sich auf die Verwendung einer Hartlegierungskugel als Eindringkörper und wird zur Messung der Brinellhärte von Materialien mit einem Wert unter 650 verwendet.
Selbst wenn dasselbe Material und dieselben Versuchsbedingungen verwendet werden, können die Ergebnisse der beiden Tests unterschiedlich ausfallen, wobei der HBW-Wert in der Regel höher ist als der HBS-Wert, und es gibt keine genaue quantitative Regel, die befolgt werden kann.
Im Jahr 2003 übernahm China die internationalen Normen und stellte die Verwendung von Stahlkugel-Eindringkörpern zugunsten von Kugelköpfen aus Hartlegierungen ein.
Infolgedessen wurde HBS nicht mehr verwendet, und alle Brinell-Härtewerte werden nun durch HBW dargestellt.
Obwohl HBW oft einfach als HB bezeichnet wird, finden sich in der Literatur immer noch Hinweise auf HBS.
Die Brinell-Härtemessung eignet sich für die Prüfung von Materialien wie Gusseisen, Nichteisenlegierungen und verschiedenen Stählen, die einer Glühen oder Abschreck- und Anlaßverfahren.
Sie eignet sich jedoch nicht für die Prüfung von Proben oder Werkstücken, die zu hart, zu klein oder zu dünn sind oder die keine großen Vertiefungen auf der Oberfläche zulassen.
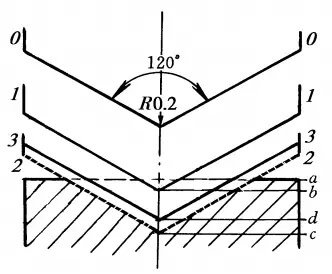
Rockwell-Härte
Bei der Härteprüfung nach Vickers wird entweder ein Diamantkegel mit einem Kegelspitzenwinkel von 120 Grad oder eine gehärtete Stahlkugel mit einem Durchmesser von Ø1,588 mm oder Ø3,176 mm als Eindringkörper zusammen mit einer bestimmten Last verwendet.
Die Probe wird mit einer Anfangslast von 10 kgf und einer Gesamtlast von 60, 100 oder 150 kgf belastet.
Nach dem Aufbringen der Gesamtlast wird die Härte durch die Differenz zwischen der Eindringtiefe beim Entfernen der Hauptlast unter Beibehaltung der Ausgangslast und der Eindringtiefe unter der Ausgangslast bestimmt.
Bei der Rockwell-Härteprüfung werden drei verschiedene Prüfkräfte und drei verschiedene Eindringkörper verwendet, so dass sich insgesamt neun mögliche Kombinationen und entsprechende Rockwell-Härteskalen ergeben.
Diese neun Skalen eignen sich für eine breite Palette gängiger Metallwerkstoffe.
Die drei am häufigsten verwendeten Rockwell-Härteskalen sind HRA, HRB und HRC, wobei HRC die am weitesten verbreitete ist.
Tabelle der häufig verwendeten Rockwell-Härteprüfungsspezifikationen
Die Rockwell-Härteprüfung ist für Härtewerte von 20-70HRC geeignet. Liegt die Härte der Probe unter 20HRC, wird empfohlen, die HRB-Skala zu verwenden, da die Empfindlichkeit des Eindringkörpers mit zunehmendem Druck auf den konischen Teil abnimmt.
Ist die Härte der Probe jedoch größer als 67HRC, wird empfohlen, die HRA-Skala zu verwenden, da der Druck auf die Spitze des Eindringkörpers zu hoch werden und zu einer Beschädigung des Diamanten und einer geringeren Lebensdauer des Eindringkörpers führen kann.
Die Rockwell-Härteprüfung ist bekannt für ihre Einfachheit, Schnelligkeit und minimale Eindrückung, wodurch sie sich ideal für die Prüfung der Oberfläche von Fertigprodukten und härteren, dünneren Werkstücken eignet.
Aufgrund des kleinen Eindrucks kann der Härtewert bei Materialien mit ungleichmäßigem Gefüge und ungleichmäßiger Härte jedoch stark schwanken, so dass er weniger genau ist als die Brinell-Härteprüfung.
Die Rockwell-Härteprüfung wird üblicherweise zur Bestimmung der Härte von Materialien wie Stahl, Nichteisenmetallen und Hartmetallen verwendet.
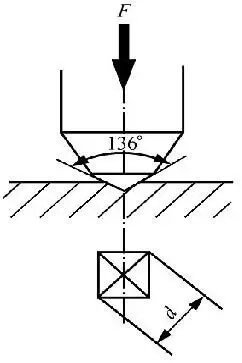
Vickers-Härte
Das Prinzip der Vickers-Härtemessung ist dem der Brinell-Härteprüfung ähnlich.
Ein pyramidenförmiger Diamanteindringkörper mit einem Winkel von 136° wird verwendet, um eine bestimmte Prüfkraft, F, auf die Oberfläche des zu prüfenden Materials aufzubringen.
Nach einer bestimmten Haltezeit wird die Prüfkraft aufgehoben, und der Härtewert wird als durchschnittlicher Druck auf die Einheitsfläche des regelmäßigen pyramidenförmigen Eindrucks mit dem Symbol HV berechnet.
Die Vickers-Härtemessung hat einen großen Bereich und kann Materialien mit einer Härte von 10 bis 1000 HV messen. Die Vertiefung ist klein.
Diese Messmethode wird üblicherweise zur Messung dünner Werkstoffe und oberflächengehärteter Schichten verwendet, die durch Aufkohlung und Nitrierung entstanden sind.
Leeb-Härte
Bei der Leeb-Härteprüfung wird ein Gerät mit einer Wolframkarbidkugel verwendet, die auf die Oberfläche des Prüfstücks aufprallt und dann zurückprallt. Die Geschwindigkeit des Rückpralls hängt von der Härte des geprüften Materials ab.
Das Schlaggerät ist mit einem Dauermagneten ausgestattet, der ein elektromagnetisches Signal erzeugt, das proportional zur Geschwindigkeit der Bewegung des Schlagkörpers ist. Dieses Signal wird dann von einer elektronischen Schaltung in einen Leeb-Härtewert umgewandelt, der durch das Symbol HL dargestellt wird.
Das Leeb Härteprüfgerät ist ein Handgerät, das keine Werkbank benötigt. Sein Härtesensor ist kompakt und kann leicht von Hand bedient werden, wodurch er sich für die Prüfung großer, schwerer oder komplexer Geometrien eignet.
Einer der Hauptvorteile der Leeb-Härteprüfung besteht darin, dass sie nur zu einer leichten Oberflächenbeschädigung führt, was sie zu einer idealen Option für zerstörungsfreie Prüfungen macht. Außerdem bietet sie eine einzigartige Härteprüfung für alle Richtungen, enge Räume und spezielle Teile.
Rockwell-, Brinell- und Vickers-Härteprüfung
Rockwell-Härtetest
Die Rockwell-Härteprüfung wird üblicherweise zur Messung der Härte von Metallen verwendet. Bei dieser Prüfung wird die Eindringtiefe eines Eindringkörpers unter einer großen Last im Vergleich zur Eindringtiefe unter einer Vorlast bewertet.
Ausrüstung und Verfahren
Benötigte Ausrüstung:
Rockwell-Härteprüfmaschine.
Eindringkörper: Diamantkegel (für härtere Materialien) oder Stahlkugel (für weichere Materialien).
Probestück: Präparierte Probe des zu prüfenden Materials.
Verfahren:
Vorbereiten der Probe: Achten Sie darauf, dass die Oberfläche der Probe sauber und glatt ist, um eine Beeinträchtigung der Prüfergebnisse zu vermeiden.
Wählen Sie die geeignete Skala: Wählen Sie die Rockwell-Skala entsprechend der Härte des Materials, z. B. HRC für harte Materialien und HRB für weichere Materialien.
Positionieren Sie das Exemplar: Legen Sie die Probe sicher auf den Amboss der Prüfmaschine.
Anlegen der Minor Load: Bringen Sie eine geringe Kraft von 10 kgf auf, damit der Eindringkörper sitzt und die Oberflächenoxidation durchdringt.
Anlegen der Hauptlast: Erhöhen Sie die Last auf die angegebene Hauptlast für die gewählte Rockwell-Skala, z. B. 150 kgf für HRC.
Messen Sie die Eindrückung: Nach dem Aufbringen der Hauptlast misst die Maschine die Eindringtiefe und berechnet automatisch die Rockwell-Härtezahl.
Brinell-Härteprüfung
Die Brinell-Härteprüfung misst die Härte großer und grobkörniger Werkstoffe durch Auswertung des Durchmessers eines mit einem kugelförmigen Eindringkörper erzeugten Eindrucks.
Ausrüstung und Verfahren
Benötigte Ausrüstung:
Brinell-Härteprüfmaschine.
Kugelförmiger Eindringkörper (typischerweise 10 mm Durchmesser, aus gehärtetem Stahl oder Wolframkarbid).
Probestück: Ordnungsgemäß vorbereitete Probe des zu prüfenden Materials.
Verfahren:
Vorbereiten der Probe: Vergewissern Sie sich, dass die Oberfläche der Probe eben und sauber ist.
Positionieren Sie das Exemplar: Legen Sie die Probe sicher auf den Amboss der Prüfmaschine.
Wählen Sie die Last: Wählen Sie eine Last zwischen 500 kgf und 3000 kgf, je nach Material.
Anlegen der Last: Bringen Sie die gewählte Last 10 bis 30 Sekunden lang auf und messen Sie dann den Durchmesser des Eindrucks mit einem Mikroskop.
Berechnen Sie die Härte: Berechnen Sie anhand des Durchmessers des Eindrucks die Brinell-Härtezahl (BHN) nach folgender Formel: [ \text{BHN} = \frac{2P}{\pi D (D - \sqrt{D^2 - d^2})} ] wobei (P) die Belastung, (D) der Durchmesser des Eindringkörpers und (d) der Durchmesser des Eindrucks ist.
Vickers-Härteprüfung
Die Vickers-Härteprüfung ist ein vielseitiges Verfahren zur Messung der Härte von Werkstoffen, einschließlich Metallen und Keramiken, unter Verwendung eines pyramidenförmigen Diamanteindringkörpers.
Ausrüstung und Verfahren
Berechnen Sie die Härte: Berechnen Sie die Vickers-Härtezahl (VHN) anhand der diagonalen Messungen und der Formel:
wobei (P) die Belastung und (d) die durchschnittliche Länge der Diagonalen des Eindrucks ist.
Benötigte Ausrüstung:
Vickers-Härteprüfmaschine.
Diamantpyramiden-Eindringkörper mit quadratischer Grundfläche.
Probestück: Ordnungsgemäß vorbereitete Probe des zu prüfenden Materials.
Verfahren:
Vorbereiten der Probe: Stellen Sie sicher, dass die Oberfläche der Probe glatt und sauber ist.
Positionieren Sie das Exemplar: Legen Sie die Probe sicher auf den Amboss der Prüfmaschine.
Wählen Sie die Last: Wählen Sie eine Last zwischen 1 gf und 120 kgf, je nach Material und erforderlicher Präzision.
Anlegen der Last: Die Last 10 bis 15 Sekunden lang einwirken lassen und dann die Diagonalen des Eindrucks mit einem Mikroskop messen.
Bei der Härteprüfung nach Brinell wird die Härte einer Probe gemessen, indem eine Stahlkugel oder ein Diamantkegel in die Oberfläche der Probe gedrückt und die Tiefe des Eindrucks gemessen wird. Dieses Verfahren eignet sich zur Bestimmung der Härte von Materialien wie geglühtem, normalisiertem und vergütetem Stahl, Gusseisen und Nichteisenmetallen.
Bei der Rockwell-Härteprüfung werden spezielle Verfahren und kleinere Eindringkörper, wie z. B. Diamanten, zur Messung der Härte verwendet, so dass sie für eine Vielzahl von Materialien geeignet ist.
Die Vickers-Härteprüfung bietet die Vorteile der Brinell- und der Rockwell-Härteprüfung, da sie Materialien von extrem weich bis extrem hart messen kann und ihre Ergebnisse miteinander verglichen werden können.
Die Vor- und Nachteile der Knoop-Härteprüfung werden in den Informationen, die ich gefunden habe, nicht näher erläutert, aber es handelt sich um eine der statischen Prüfmethoden, die auf einer Stufe mit Brinell, Rockwell und Vickers steht.
Das Webster-Härteprüfgerät wird in erster Linie zur Prüfung der mechanischen Eigenschaften von Profilen aus Aluminiumlegierungen eingesetzt, eignet sich aber auch für Materialien wie Kupfer, Messing und Baustahl.
Das Barcol-Härteprüfgerät ist eine Art Eindringhärteprüfgerät. In den Informationen, die ich gefunden habe, wird nicht ausdrücklich auf die Vor- und Nachteile eingegangen.
Jedes Härteprüfverfahren hat seine eigenen Merkmale und Anwendungsbereiche:
Die Härteprüfung nach Brinell eignet sich für verschiedene Werkstoffe, insbesondere für geglühten, normalisierten und vergüteten Stahl, Gusseisen und Nichteisenmetalle.
Die Rockwell-Härteprüfung eignet sich für eine breite Palette von Werkstoffen, wobei ein kleinerer Eindringkörper für die Messungen verwendet wird.
Die Vickers-Härteprüfung vereint die Vorteile der Brinell- und der Rockwell-Härteprüfung und eignet sich für Werkstoffe von extrem weich bis extrem hart, und ihre Ergebnisse können verglichen werden.
Die Knoop-Härteprüfung als eines der statischen Prüfverfahren eignet sich für verschiedene Werkstoffe, doch sind weitere Kenntnisse über ihre Besonderheiten erforderlich.
Das Härteprüfgerät Webster eignet sich besonders für die Überprüfung der mechanischen Eigenschaften von Profilen aus Aluminiumlegierungen, kann aber auch für andere Materialien verwendet werden.
Das Barcol-Härteprüfgerät hat als Eindringhärteprüfgerät einen festen Platz in der Materialhärteprüfung.
Vergleich von Härteprüfverfahren
Jede Härteprüfmethode hat einzigartige Merkmale, die für bestimmte Anwendungen geeignet sind.
Belastungsbereiche und Eindrückungsarten
Rockwell: Verwendung von kleinen und großen Lasten mit einem Diamantkegel oder einer Stahlkugel, geeignet für verschiedene Materialien.
Brinell: Erzeugt hohe Lasten (500 kgf bis 3000 kgf) mit einem kugelförmigen Eindringkörper, ideal für große und grobkörnige Materialien.
Vickers: Verwendet einen pyramidenförmigen Diamanteindringkörper mit einem breiten Lastbereich (1 gf bis 120 kgf), geeignet für präzise Messungen an allen Materialien.
Normen und Referenzen
Rockwell-Normen: ASTM E18, ISO 6508.
Brinell-Normen: ASTM E10, ISO 6506.
Vickers-Normen: ASTM E384, ISO 6507.
Härteprüfgeräte
Mikro-Vickers-Härteprüfmaschine
HM-Serie:
Vickers-Härteprüfmaschine Serie HV:
Rockwell-Härteprüfmaschine HR-Reihe:
Tragbares Leeb-Härteprüfgerät Serie HH:
Häufig gestellte Fragen
Nachstehend finden Sie Antworten auf einige häufig gestellte Fragen:
Wofür wird die Mohs-Härteskala verwendet?
Die Mohs-Härteskala wird zur Messung der Kratzfestigkeit von Mineralien verwendet. Sie wurde 1812 von Friedrich Mohs entwickelt und ist eine qualitative Ordinalskala, mit deren Hilfe Mineralien auf der Grundlage ihrer Fähigkeit, sich gegenseitig zu ritzen, identifiziert und klassifiziert werden können. Die Mohs-Skala wird in erster Linie in der Geologie und Mineralogie verwendet, findet aber auch in der Materialwissenschaft Anwendung, um die relative Haltbarkeit und Abriebfestigkeit verschiedener Materialien zu beurteilen. Für präzise Messungen der Metallhärte werden jedoch quantitativere Tests wie die Vickers-, Rockwell- oder Brinell-Härteprüfungen bevorzugt.
Wie funktioniert der Rockwell-Härtetest?
Bei der Rockwell-Härteprüfung wird die Härte von Werkstoffen gemessen, indem die Eindringtiefe eines Eindringkörpers unter einer großen Last im Vergleich zur Eindringtiefe bei einer Vorlast bestimmt wird. Die Prüfung beginnt mit dem Aufbringen einer geringen Last (in der Regel 10 kgf), um eine Basistiefe zu ermitteln. Dann wird eine große Last aufgebracht, die je nach der verwendeten Rockwell-Skala variieren kann. Nachdem diese Last für eine bestimmte Dauer gehalten wurde, wird sie entfernt, wobei die geringe Last bestehen bleibt. Der Härtewert wird auf der Grundlage der Differenz zwischen den Tiefenmessungen vor und nach Aufbringen der Hauptlast berechnet. Der Vorteil dieser Prüfung liegt in ihrer Einfachheit, den schnellen Ergebnissen, der minimalen Materialbeschädigung und der direkten Härtemessung. Sie wird in der Qualitätskontrolle und bei der Materialauswahl in verschiedenen Branchen eingesetzt.
Was sind die Unterschiede zwischen der Brinell- und der Vickers-Härteprüfung?
Die Härteprüfungen nach Brinell und Vickers unterscheiden sich in erster Linie durch die Eindringkörper, die Verfahren und die Anwendbarkeit der Materialien. Bei der Brinell-Prüfung wird ein Kugeleindringkörper aus Stahl oder Wolframkarbid mit einem Durchmesser von typischerweise 1 bis 10 mm verwendet, der aufgrund der hohen Belastung langsamer ist und sich daher für Materialien mit groben oder inhomogenen Oberflächen eignet, aber bei sehr harten Materialien weniger genau ist. Im Gegensatz dazu wird bei der Vickers-Prüfung ein pyramidenförmiger Diamanteindringkörper mit einem Öffnungswinkel von 136 Grad verwendet, der eine höhere Genauigkeit und Zuverlässigkeit bietet und schneller ist, aber eine gut vorbereitete Oberfläche erfordert. Die Vickers-Prüfung ist vielseitig und eignet sich für eine Vielzahl von Materialien, einschließlich dünner Bleche und gehärteter Stähle, während die Brinell-Prüfung besser für raue Oberflächen und bestimmte Metalle geeignet ist, aber durch die mögliche Verformung des Eindringkörpers und die größeren Eindrücke eingeschränkt wird.
Wie kann die Metallhärte durch Wärmebehandlung verbessert werden?
Die Verbesserung der Metallhärte durch Wärmebehandlung umfasst mehrere Verfahren, die darauf abzielen, die Mikrostruktur des Metalls zu verändern und seine mechanischen Eigenschaften zu verbessern. Zu den wichtigsten Methoden gehören:
Abschrecken: Dabei wird das Metall auf eine hohe Temperatur erhitzt und dann mit einem Medium wie Öl, Wasser oder Salzlösung schnell abgekühlt. Das Abschrecken erhöht die Härte durch die Bildung harter Phasen wie Martensit im Stahl.
Anlassen: Nach dem Abschrecken wird das Metall beim Anlassen wieder auf eine niedrigere Temperatur erwärmt und dann langsam abgekühlt. Durch dieses Verfahren wird die Sprödigkeit verringert und gleichzeitig eine erhebliche Härte beibehalten, so dass ein Gleichgewicht zwischen Zähigkeit und Härte entsteht.
Ausscheidungshärtung (Alterung): Bei diesem Verfahren, das für bestimmte Legierungen angewandt wird, wird die Legierung erhitzt, um die gelösten Elemente aufzulösen, und anschließend schnell abgekühlt und bei niedrigerer Temperatur gealtert. Dadurch bilden sich Ausscheidungen im Mikrogefüge, die die Härte und Festigkeit erhöhen.
Einsatzhärtung: Bei dieser Technik wird durch Verfahren wie Aufkohlen oder Nitrieren eine harte Schicht aus Kohlenstoff oder Stickstoff auf der Metalloberfläche aufgebracht. Dies erhöht die Oberflächenhärte und die Verschleißfestigkeit, während der Kern zäher bleibt.
Normalisieren: Obwohl es nicht in erster Linie der Maximierung der Härte dient, verfeinert das Normalisieren das Korngefüge, indem das Metall über seinen kritischen Bereich hinaus erhitzt und dann an der Luft abgekühlt wird. Dieses Verfahren kann die Festigkeit und Gleichmäßigkeit des Metalls verbessern.
Durch die Anwendung dieser Wärmebehandlungsverfahren können die Härte und andere mechanische Eigenschaften von Metallen für verschiedene industrielle Anwendungen optimiert werden.
Warum ist die Metallhärte für industrielle Anwendungen wichtig?
Die Metallhärte ist in industriellen Anwendungen von entscheidender Bedeutung, da sie sich direkt auf die Leistung, Haltbarkeit und Eignung von Materialien für verschiedene Anwendungen auswirkt. Härtere Metalle bieten eine bessere Beständigkeit gegen Verschleiß, Abrieb und Verformung, was in Umgebungen, in denen Komponenten schweren Lasten, Reibung und Stößen ausgesetzt sind, unerlässlich ist. Dies gewährleistet die Langlebigkeit und strukturelle Integrität von Maschinen und Konstruktionen. Darüber hinaus hilft die Härteprüfung bei der Materialauswahl und der Qualitätskontrolle, indem sie überprüft, ob die Materialien bestimmte Normen und Spezifikationen erfüllen. Dies ist besonders wichtig für die Aufrechterhaltung von Konsistenz und Zuverlässigkeit in Fertigungsprozessen. Insgesamt ist die Metallhärte eine grundlegende Eigenschaft, die die Wirksamkeit und Lebensdauer von Industrieprodukten beeinflusst.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Sie das Gewicht von Stahl oder Metall für Ihre Projekte genau berechnen können? In diesem Blogbeitrag erkunden wir die faszinierende Welt der Stahlgewichtsberechnung...
Haben Sie sich jemals über die verborgene Welt der Metalldichten gewundert? In diesem fesselnden Blogbeitrag begeben wir uns auf eine Reise, um die Geheimnisse hinter den Gewichten verschiedener...
Was macht ein Metall zum stärksten? In diesem Artikel erkunden wir die faszinierende Welt der Metalle, von der unübertroffenen Zugfestigkeit von Wolfram bis zur unglaublichen Korrosionsbeständigkeit von Titan. Entdecken Sie, wie diese starken...
Wie entwickelt sich Blech vom Rohmaterial zu komplizierten Komponenten in unseren Alltagsgeräten? Dieser Artikel taucht in die faszinierende Welt der Blechverarbeitung ein und erforscht Materialien wie SPCC,...
Haben Sie sich jemals gefragt, wie die Festigkeit von nichtrostendem Stahl so genau gemessen wird? Dieser Artikel erforscht die faszinierende Welt der Härteprüfung von nichtrostendem Stahl. Sie erfahren etwas über die verschiedenen...
Haben Sie sich schon einmal gefragt, warum einige Metalle perfekt für Ihr Projekt sind, während andere nicht geeignet sind? In diesem Artikel gehen wir auf die Schlüsselfaktoren bei der Auswahl des richtigen Metallmaterials für Ihr...
Haben Sie sich schon einmal gefragt, welche Geheimnisse sich hinter den glänzenden Oberflächen von Metallen verbergen? In diesem faszinierenden Artikel befassen wir uns mit den Feinheiten der Analyse der Metallzusammensetzung. Unser Fachautor,...
Haben Sie sich jemals über den Unterschied zwischen Rockwell- und Brinell-Härteskalen gewundert? In diesem Artikel tauchen wir in die Welt der Materialhärteprüfung ein und erläutern die wichtigsten Unterschiede zwischen...
Metalle werden in eisenhaltige und nichteisenhaltige Typen eingeteilt, die jeweils einzigartige Eigenschaften und Verwendungszwecke haben. Dieser Artikel befasst sich mit den Eigenschaften, Anwendungen und faszinierenden Fakten dieser Metalle, vom gewöhnlichen Eisen bis zum...