Verhinderung der Wasserstoffversprödung von Metallen: Ursachen und Lösungen
Haben Sie sich jemals gefragt, warum manche Metallteile selbst unter normalen Bedingungen plötzlich brechen? Dieses Phänomen, das als Wasserstoffversprödung bekannt ist, stellt in verschiedenen Branchen ein erhebliches Risiko dar. In unserem Artikel wird untersucht, wie Wasserstoff bei Prozessen wie der Galvanisierung in Metall eindringt und zu unerwarteten Ausfällen führt. Wenn Sie die Mechanismen hinter diesem Problem verstehen und Präventivmaßnahmen ergreifen, können Sie die Haltbarkeit und Sicherheit Ihrer Metallkomponenten verbessern. In unserem Leitfaden finden Sie praktische Lösungen zur Bekämpfung der Wasserstoffversprödung.
In jeder Galvanisierungslösung sind Wasserstoffionen vorhanden, die aus der Dissoziation von Wassermolekülen resultieren.
Dadurch wird während des Beschichtungsprozesses Metall von der Kathode abgeschieden (Hauptreaktion) und auch Wasserstoff abgeschieden (Nebenreaktion).
Die Wasserstoffentwicklung hat vielfältige Auswirkungen, von denen die Wasserstoffversprödung die wichtigste ist.
Wasserstoffversprödung ist ein großes Qualitätsrisiko bei Oberflächenbehandlung und kann dazu führen, dass Teile während des Gebrauchs brechen und schwere Unfälle verursachen.
Für Techniker in der Oberflächenbehandlung ist es von entscheidender Bedeutung, die Techniken zur Verhinderung und Beseitigung der Wasserstoffversprödung genau zu kennen, um deren Auswirkungen zu minimieren.
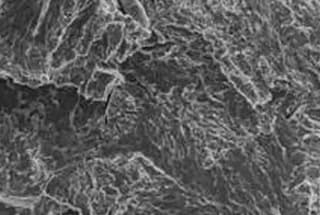
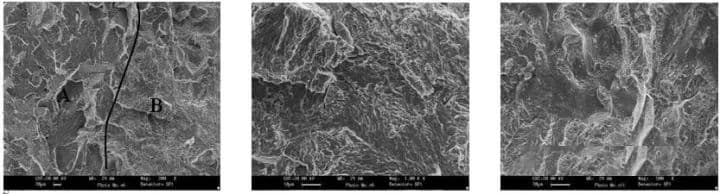
Wasserstoffversprödungsempfindlichkeit von hochfestem neuen bainitischen Radstahl
1. Wasserstoffversprödung
(1) Wasserstoffversprödung
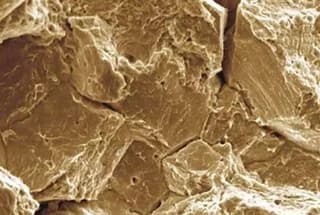
Wasserstoffversprödung äußert sich in der Regel als verzögerter Bruch unter Belastung.
Es ist bekannt, dass verzinkte Teile wie Autofedern, Unterlegscheiben, Schrauben und Blattfedern bereits wenige Stunden nach der Montage mit einer Bruchrate von 40% bis 50% brechen.
Bei einem speziellen Produkt mit kadmierten Teilen traten bei einer Charge Risse und Brüche auf.
Es wurde eine landesweite Untersuchung durchgeführt und ein strenges Dehydrierungsverfahren eingeführt.
Außerdem kommt es in einigen Fällen von Wasserstoffversprödung nicht zu einem verzögerten Bruch.
So kann der aus Stahl- und Kupferdraht gefertigte Galvanisierbügel durch wiederholtes Galvanisieren, Beizen und Deplattieren mit Wasserstoff durchsetzt werden, was bereits nach einmaligem Gebrauch zu einem Sprödbruch führt.
Ebenso kann der Kernstab, der für das Präzisionsschmieden von Jagdgewehren verwendet wird, nach mehreren Stunden brechen. Verchromen Prozesse.
In einigen Fällen werden abgeschreckte Teile mit hohem Eigenspannung können während des Beizens Risse bekommen, die auf eine starke Wasserstoffpermeation zurückzuführen sind. Diese Risse können ohne äußere Beanspruchung auftreten, und die ursprüngliche Zähigkeit kann durch Entfernen des Wasserstoffs nicht wiederhergestellt werden.
(2) Mechanismus der Wasserstoffversprödung
Das Auftreten eines verzögerten Bruchs wird durch die Diffusion und den Aufbau von Wasserstoff in Teilen verursacht, insbesondere in Bereichen mit Spannungskonzentration, die Metallfehlerwie z. B. atomare Gitterversetzungen oder Löcher.
Wenn Wasserstoff zu diesen Defekten diffundiert, verbinden sich die Wasserstoffatome zu Wasserstoffmolekülen, die einen hohen Druck erzeugen.
Dieser Druck erzeugt in Verbindung mit dem Eigenspannung innerhalb des Materials und der äußeren Beanspruchung des Materials.
Wenn die resultierende Kraft die Streckgrenze des Materials, wird es brechen.
Die Geschwindigkeit der Wasserstoffdiffusion und damit das Auftreten von Wasserstoffversprödung ist abhängig vom Konzentrationsgradienten, der Temperatur und der Art des Materials.
Materialien mit kleinen Atomradien, wie Stahl und Kupfer, sind anfälliger für Wasserstoffdiffusion, während es für Wasserstoff schwieriger ist, in Kadmium, Zinn, Zink und deren Legierungen zu diffundieren.
Die Cadmiumschicht ist besonders widerstandsfähig gegen Wasserstoffdiffusion, da der bei der Cadmierung entstehende Wasserstoff in der Schicht und der darunter liegenden Metalloberfläche verbleibt, so dass er nur schwer nach außen diffundieren und entfernt werden kann.
Im Laufe der Zeit diffundiert Wasserstoff in das Metall und kann in Defekte im Metall eindringen, so dass er schwer zu entfernen ist.
Die Diffusion von Wasserstoff ist bei normalen Temperaturen langsam und muss erhitzt werden, um ihn zu entfernen.
Mit steigender Temperatur nimmt auch die Löslichkeit von Wasserstoff in Stahl zu.
Eine zu hohe Temperatur kann jedoch die Härte des Materials verringern.
Es ist wichtig, die Temperatur für den Spannungsabbau vor der Beschichtung und den Wasserstoffabbau nach der Beschichtung zu berücksichtigen, um die Härte des Materials nicht zu verringern, die spröde Anlasstemperatur einiger Stähle zu vermeiden und die Leistungsfähigkeit der Beschichtung zu erhalten.
2. Maßnahmen zur Vermeidung und Beseitigung
(1) Reduzieren Sie die Menge an Wasserstoffpermeation in Metall
Bei der Entfernung von Rost und Zunder sollte so oft wie möglich Sandstrahlen eingesetzt werden.
Wenn eine saure Reinigung erforderlich ist, sollte der Lösung ein Korrosionsschutzmittel wie Rutin zugesetzt werden.
Zur Ölentfernung sollten chemische Ölentfernungsmittel, Reinigungsmittel oder Lösungsmittel mit geringer Wasserstoffpermeation verwendet werden.
Wird die elektrochemische Ölabscheidung gewählt, so sollte nach der Kathode die Anode folgen.
In der Galvanotechnik ist die Wasserstoffpermeation in alkalischen Lösungen oder Lösungen mit hohem Stromwirkungsgrad gering.
(2) Es sind Beschichtungen mit geringer Wasserstoffdiffusionsfähigkeit und geringer Wasserstofflöslichkeit zu verwenden.
Es ist allgemein anerkannt, dass bei der Galvanisierung mit Cr, Zn, Cd, Ni, Sn und Pb Wasserstoff leicht in Stahlteile eindringen kann, während Beschichtungen aus Metallen wie Cu, Mo, Al, Ag, Au und W eine geringe Wasserstoffdiffusionsfähigkeit und eine geringe Wasserstofflöslichkeit aufweisen, was zu einer geringeren Wasserstoffpermeation führt.
Wenn die produkttechnischen Anforderungen erfüllt sind, können Beschichtungen verwendet werden, die keine Wasserstoffpermeation verursachen.
So kann die Dacromet-Beschichtung beispielsweise als Alternative zur Verzinkung verwendet werden, ohne dass es zu einer Wasserstoffversprödung kommt.
Diese Beschichtung bietet eine um das 7-10-fache verbesserte Korrosionsbeständigkeit und hat eine gute Haftung.
Die Schichtdicke von 6-8 um ist vergleichbar mit einer dünnen Zinkschicht und beeinträchtigt die Montage nicht.
(3) Entfernen Sie Spannungen vor der Beschichtung und entfernen Sie Wasserstoff nach der Beschichtung, um eine mögliche Wasserstoffversprödung zu vermeiden.
Wenn Teile eine hohe interne Eigenspannung Nach dem Abschrecken, Schweißen oder anderen Verfahren sollte vor dem Beschichten eine Anlaßbehandlung durchgeführt werden, um das Risiko der Wasserstoffpermeation zu verringern.
Im Allgemeinen sollten Teile, die während der Beschichtung eine hohe Wasserstoffpermeation aufweisen, so schnell wie möglich dehydriert werden, da der Wasserstoff in der Beschichtungsschicht und im Grundmetall der Oberfläche mit der Zeit weiter in die Stahlmatrix diffundieren wird.
Internationale Normen sehen vor, dass die Dehydrierung idealerweise innerhalb von 1 Stunde nach der Beschichtung, spätestens jedoch innerhalb von 3 Stunden durchgeführt werden sollte.
Auch in China gibt es ähnliche Normen für die Dehydrierung vor und nach dem Verzinken.
Die Dehydrierung nach der Beschichtung wird in der Regel durch Erhitzen und Einbrennen bei einer Temperatur von 150-300 °C und einer Isolierung von 2-24 Stunden erreicht.
Die genaue Temperatur und die Dauer der Behandlung sollten auf der Grundlage von Größe, Festigkeit, Beschichtungseigenschaften und Beschichtungsdauer der Teile festgelegt werden.
Die Dehydrierung wird in der Regel in einem Ofen durchgeführt, wobei die Temperatur für verzinkte Teile zwischen 110 und 220 °C liegt und die Temperatur je nach Grundmaterial gesteuert werden sollte.
Bei elastischen Materialien, dünnwandigen Teilen unter 0,5 mm und Stahlteilen mit hohen Anforderungen an die mechanische Festigkeit muss nach dem Verzinken eine Wasserstoffentfernung durchgeführt werden.
Um eine "Cadmiumversprödung" zu verhindern, sollte die Dehydrierungstemperatur für cadmierte Teile nicht zu hoch sein, in der Regel zwischen 180-200 °C.
3. Probleme, die Aufmerksamkeit erfordern
Die Anfälligkeit für Wasserstoffversprödung nimmt mit der Festigkeit des Materials zu. Dies ist ein grundlegendes Konzept, das Oberflächenbehandlungstechniker verstehen müssen, wenn sie Spezifikationen für den Galvanisierungsprozess erstellen.
Internationale Normen schreiben vor, dass Stahl mit einer Zugfestigkeit von σb > 105 kg/mm2 vor der Beschichtung einer Spannungsentlastung und nach der Beschichtung einer Wasserstoffentfernung unterzogen wird.
Die französische Luftfahrtindustrie verlangt für Stahlteile mit einer Streckgrenze von σs > 90kg/mm2 eine entsprechende Dehydrierungsbehandlung.
Denn es besteht eine starke Korrelation zwischen dem Festigkeit und Härte von Stahl ist es einfacher, die Wasserstoffversprödungsempfindlichkeit von Materialien anhand ihrer Härte zu beurteilen als anhand ihrer Festigkeit.
Produktzeichnungen und Bearbeitungsprozesse beinhalten in der Regel die StahlhärteDadurch wird die Beurteilung erleichtert.
Bei der Galvanisierung wurde beobachtet, dass bei Stahl mit einer Härte von etwa HRC38 die Gefahr eines Wasserstoffversprödungsbruchs beginnt.
Bei Teilen mit einer Härte von mehr als HRC43 sollte eine Dehydrierung nach der Beschichtung in Betracht gezogen werden.
Liegt die Härte bei etwa HRC60, muss die Dehydrierung unmittelbar nach der Oberflächenbehandlung erfolgen, da die Stahlteile sonst innerhalb weniger Stunden reißen.
Zusätzlich zu den Härte des Stahlssollten auch die folgenden Faktoren berücksichtigt werden:
Sicherheit der Teile: Teile mit hoher Sicherheitsrelevanz sollten einer verstärkten Wasserstoffentfernung unterzogen werden.
Geometrie der Teile: Bei Teilen mit Spannungskonzentration, die zu Kerben, kleinen R usw. neigen, sollte die Wasserstoffentfernung verstärkt werden.
Querschnittsfläche der Teile: Kleine Federstahldrähte und dünne Blattfedern sind leicht mit Wasserstoff gesättigt, daher sollte die Wasserstoffentfernung verstärkt werden.
Grad der Wasserstoffpermeation in den Teilen: Bei Teilen, bei denen während der Oberflächenbehandlung eine größere Menge Wasserstoff entsteht und die länger behandelt werden, sollte die Wasserstoffentfernung verstärkt werden.
Art der Beschichtung: Zum Beispiel blockiert die Cadmiumschicht die Wasserstoffdiffusion stark, so dass die Wasserstoffentfernung verstärkt werden sollte.
Spannungseigenschaften der verwendeten Teile: Teile, die einer hohen Zugbelastung ausgesetzt sind, sollten eine verstärkte Wasserstoffentfernung aufweisen. Bei Druckbeanspruchung tritt keine Wasserstoffversprödung auf.
Zustand der Oberflächenbearbeitung der Teile: Teile mit hohen inneren Eigenspannungen, die durch Prozesse wie Kaltbiegen, Strecken, Abschrecken und Schweißen entstanden sind, sollten nach der Beschichtung verstärkt von Wasserstoff befreit und vor der Beschichtung von Spannungen befreit werden.
Vorgeschichte der Teile: Besonderes Augenmerk sollte auf Teile gerichtet werden, bei denen in der Vergangenheit Wasserstoffversprödung aufgetreten ist, und es sollten entsprechende Aufzeichnungen gemacht werden.
Beseitigung von Wasserstoffversprödung
Das Hauptproblem ist das Phänomen der "Hydrierung", das beim Galvanisierungsprozess auftritt. Die unqualifizierten Produkte, die Sie verwenden, sind nicht unbedingt eine Folge des Galvanisierungsprozesses selbst, da die meisten Galvanisierungsverfahren (außer der Vakuumgalvanisierung) eine Hydrierung des Metalls bewirken.
Allerdings sind viele Metalloberflächenbehandlung Um Produktionskosten zu sparen, verzichten die Betriebe auf den letzten Schritt, die "Dehydrierung". Bei diesem Verfahren, das für Metallteile mit hohen Festigkeitsanforderungen unerlässlich ist, werden die Teile nach der Galvanisierung 1-2 Stunden lang auf eine hohe Temperatur von 120-220 °C erhitzt.
Wenn der Benutzer dieses Verfahren nicht kennt oder nicht verlangt oder akzeptiert hat, kann er 5-15% der Kosten einsparen. Dies kann dazu führen, dass die beschichteten Bolzen, Federteller und andere Teile "spröde" werden.
Die spezifischen Bedingungen für die Dehydrierungsbehandlung sollten je nach den Anforderungen der Teile kontrolliert werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie entwickelt sich Blech vom Rohmaterial zu komplizierten Komponenten in unseren Alltagsgeräten? Dieser Artikel taucht in die faszinierende Welt der Blechverarbeitung ein und erforscht Materialien wie SPCC,...
Warum sind die winzigen Verunreinigungen in Stahl so wichtig? Diese nichtmetallischen Einschlüsse sind zwar winzig, haben aber einen großen Einfluss auf die Eigenschaften und die Verwendbarkeit des Stahls. Dieser Artikel befasst sich mit ihrem Ursprung, ihrer Klassifizierung und den Fortschritten, die...
Welche versteckte Gefahr könnte eine Stahlkonstruktion ohne Vorwarnung zum Versagen bringen? Wasserstoffinduzierte Rissbildung (Hydrogen-induced Cracking, HIC) ist ein kritisches Problem, das viele Industriezweige betrifft und bei dem Wasserstoffatome in den Stahl eindringen und zur Versprödung führen...
Die Entkohlung von Schnellarbeitsstahl kann die Produktqualität drastisch verringern und zu frühzeitigem Versagen, Abschreckrissen und verminderter Ermüdungsfestigkeit führen. Was aber ist die Ursache für diese nachteilige Wirkung? Verunreinigungen in Salzbädern, Feuchtigkeit in...
Werden die leuchtenden Farbtöne Ihrer Edelstahlbleche den Test der Zeit überstehen? Dieser Artikel befasst sich mit den Faktoren, die die Farbbeständigkeit von Edelstahlblechen beeinflussen, und untersucht...
Stellen Sie sich Materialien vor, die ganze Industriezweige revolutionieren können und Dinge stärker, leichter und intelligenter machen. In diesem Artikel werden 50 innovative Materialien vorgestellt, die die Technologie und die Fertigung verändern werden. Von der unübertroffenen Stärke von Graphen...
Haben Sie sich jemals gefragt, wie das Gewicht von Gold berechnet wird? In diesem Artikel erkunden wir die faszinierende Welt der Goldmessung, von der Unze bis zum Gramm, und lüften die Geheimnisse der...
Haben Sie sich jemals gefragt, warum Stahl manchmal unerwartet versagt? In diesem aufschlussreichen Blogbeitrag tauchen wir tief in die faszinierende Welt der Stahlfehler ein. Als erfahrener Maschinenbauingenieur werde ich...
Haben Sie genug von den steigenden Kosten für rostfreien Stahl für Ihre Projekte? Dieser Artikel befasst sich mit einer kostengünstigen Alternative zu Edelstahl 304 - SUS443. Erfahren Sie, wie SUS443 überlegene Korrosionsbeständigkeit,...