Der ultimative Leitfaden zur Leistung von Metallwerkstoffen
Warum halten manche Metalle extremen Bedingungen stand, während andere versagen? Das Verständnis der Leistung von Metallwerkstoffen ist der Schlüssel zur Auswahl des richtigen Materials für Ihre Anwendung. Dieser Artikel befasst sich mit den physikalischen, chemischen und mechanischen Eigenschaften, die das Verhalten von Metallen unter verschiedenen Bedingungen bestimmen. Erfahren Sie mehr über Faktoren wie Elastizität, Korrosionsbeständigkeit und Zugfestigkeit, und entdecken Sie, wie diese Eigenschaften die Materialauswahl in der Konstruktion und Fertigung beeinflussen.
Die Auswahl der Materialien richtet sich in erster Linie nach der Leistungsfähigkeit von Metallwerkstoffen.
Die Eigenschaften metallischer Werkstoffe lassen sich in zwei Kategorien einteilen: Verarbeitungsleistung und Gebrauchsleistung.
Die Gebrauchstauglichkeit bezieht sich auf die Leistung von Metallteilen unter tatsächlichen Einsatzbedingungen.
Die Leistungsfähigkeit von metallischen Werkstoffen bestimmt ihren Anwendungsbereich.
Diese Leistung umfasst die physikalischen, chemischen und mechanischen Eigenschaften.
1. Körperliche Leistungsfähigkeit
Die physikalischen Eigenschaften von Metallen werden durch ihr Verhalten unter den physikalischen Einwirkungen von Kraft, Wärme, Licht und Elektrizität charakterisiert.
Siehe Tabelle 1 für die wichtigsten physischen Leistungsindikatoren.
Tabelle 1 Physikalische Eigenschaften von Metallen
Name und Symbol
Berechnungsformel oder Ausdrucksmethode
Bedeutung und Beschreibung
Elastizitätsmodul E (MPa)
Wo: σ - Spannung, MPa; ξ - Belastung,%; F-Zuglast, N; Lo - ursprüngliche Länge der Probe, mm; S0 - ursprüngliche Querschnittsfläche der Probe, mm ²; Δ L - absolute Dehnung, mm.
Im Bereich der elastischen Verformung wird das Verhältnis von Spannung zu Dehnung als Elastizitätsmodul bezeichnet, das die Fähigkeit von Materialien darstellt, elastischen Verformungen zu widerstehen. Der numerische Wert spiegelt die Schwierigkeit der elastischen Verformung des Materials wider und entspricht der Spannung, die erforderlich ist, um das Material zu einer einheitlichen elastischen Verformung zu veranlassen. Für Bauteile mit geringer elastischer Verformung, die in technischen Anwendungen benötigt werden, müssen Materialien mit hohem Elastizitätsmodul ausgewählt werden. Der Elastizitätsmodul kann im Zugversuch gemessen werden.
Schermodul G (MPA)
Wo: d。- Durchmesser der Probe, mm; L0 - Messlänge der Probe, mm; M-Drehmoment, n - mm; Φ- Verdrehungswinkel, (°).
Im Bereich der elastischen Verformung wird das Verhältnis von Scherspannung zu Scherdehnung als Schermodul bezeichnet. Es handelt sich um eine Materialkonstante, die die Fähigkeit eines Materials darstellt, Scherbelastungen zu widerstehen. In isotropen Materialien steht er in folgender Beziehung zum Elastizitätsmodul E und der Poissonzahl: G = E / [2 (1 + V). Der Torsionsversuch wird im Labor häufig zur Bestimmung des Schermoduls von Materialien verwendet.
Poissonsche Zahl v
Wo: ξ1 - Längsdehnung,%; ξ2 - Querdehnung,%.
Unter der Einwirkung einer gleichmäßig verteilten Axialspannung und innerhalb der Proportionalitätsgrenze der elastischen Verformung wird der Absolutwert des Verhältnisses von Querdehnung zu Längsdehnung als Poisson-Zahl bezeichnet, die auch als Querverformungskoeffizient bekannt ist. Bei isotropen Materialien ist dieser Wert eine Konstante innerhalb des proportionalen Grenzbereichs der elastischen Verformung. Außerhalb dieses Bereichs ändert sich dieser Wert mit der durchschnittlichen Spannung und dem verwendeten Spannungsbereich und wird nicht mehr als Poisson-Zahl bezeichnet. Bei anisotropen Materialien gibt es mehrere Poisson-Zahlen. Die Poissonzahl üblicher Kohlenstoffstähle beträgt 0,24 ~ 0,28. Die Poissonzahl steht in folgender Beziehung zum Elastizitätsmodul E und zum Schermodul G: v=E/2G-1.
Dichte ρ (t / m3)
Ρ=m/v Wo: m-Masse des Objekts, t1; V - Volumen des Objekts, m3.
Stellt die Masse pro Volumeneinheit des Metalls dar. Die Dichte der verschiedenen metallischen Werkstoffe ist unterschiedlich, und der Dichtewert des Materials steht in direktem Zusammenhang mit dem Gewicht und der Kompaktheit der daraus hergestellten Teile.
Schmelzpunkt tR (℃)
–
Die Temperatur, bei der sich der kristalline und der flüssige Zustand eines Stoffes im Gleichgewicht befinden, wird als Schmelzpunkt bezeichnet. Der Schmelzpunkt des Kristalls hängt mit dem Druck zusammen. Unter einem bestimmten Druck ist der Schmelzpunkt des Kristalls derselbe wie der Gefrierpunkt. Der Schmelzpunkt ist eine der wichtigsten Grundlagen für die Formulierung von Spezifikationen für den Warmumformungsprozess von Werkstoffen. Für amorphe Materialien wie Glas gibt es keinen Schmelzpunkt, sondern nur einen Erweichungstemperaturbereich.
Name und Symbol
Berechnungsformel oder Ausdrucksmethode
Bedeutung und Beschreibung
Spezifische Wärmekapazität C [J / (kg - K)]
Wo: dQ / dT - Wärmekapazität, J / K; m-Masse, kg.
Die von einem Gegenstand pro Masseneinheit pro 1 ℃ Zunahme aufgenommene Wärme oder die pro 1 ℃ Abnahme abgegebene Wärme ist die spezifische Wärmekapazität des Stoffes. Er ist ein wichtiger Prozessparameter für die Formulierung der Spezifikation des Warmverarbeitungsprozesses.
Wärmedurchlässigkeit a (m ²/ s)
Wo: λ - Wärmeleitfähigkeit, w / (m - K); Cp - spezifische Wärmekapazität bei konstantem Druck, J / (kg - K); ρ- Dichte, kg / m3.
Sie ist eine physikalische Größe, die die Geschwindigkeit der Temperaturhomogenisierung in einem Objekt mit ungleichmäßiger Temperatur widerspiegelt und die Eigenschaften der Geschwindigkeitsänderung des instabilen Wärmeleitungsprozesses darstellt.
Wärmeleitfähigkeit [W / (m - K)]
Wo: q - Wärmestromdichte, w / m2dt / dn - der Temperaturgradient in der normalen Phasenrichtung einer Grenzfläche, und das Minuszeichen ist die Richtung des Temperaturabfalls; λ - Wärmeleitfähigkeit, W / (m - K).
Die physikalische Größe, die die Wärmeleitfähigkeit eines metallischen Materials charakterisiert. Wenn die Temperaturdifferenz entlang der Einheitslänge der Wärmestromrichtung 1 ° C pro Zeiteinheit beträgt, wird die zulässige Wärme pro Flächeneinheit als Wärmeleitfähigkeit des Materials bezeichnet. Materialien mit hoher Wärmeleitfähigkeit haben eine gute Wärmeleitfähigkeit; Und vice versa. Sie ist ein wichtiger Leistungsindex zur Messung der Wärmeleitfähigkeit von Materialien.
Linearer Ausdehnungskoeffizient a (1 / K oder 1 / ℃)
Wo: l2 - Länge nach dem Erhitzen, mm; l1 ursprüngliche Länge, mm; t2-t1 - Temperaturunterschied, K oder ℃; Δl - vergrößerte Länge, mm.
Das Verhältnis zwischen der vergrößerten Länge und der ursprünglichen Länge ist der lineare Ausdehnungskoeffizient, wenn die Metalltemperatur um 1 ℃ steigt. In verschiedenen Temperaturzonen ist die lineare Ausdehnungsrate von Materialien unterschiedlich. Im Allgemeinen bezieht sich der angegebene Wert auf den durchschnittlichen linearen Ausdehnungskoeffizienten einer bestimmten Temperaturzone. Es handelt sich um einen Leistungsindex zur Messung der Wärmeausdehnung von Materialien. Das Material mit einem hohen linearen Ausdehnungskoeffizienten hat eine hohe Quellfähigkeit nach dem Erhitzen; Und vice versa.
Widerstandswert ρ (Q-m)
Wo: R - Leiterwiderstand, Q; S - Querschnittsfläche des Leiters, m2; l - Länge des Leiters, m.
Die Länge beträgt 1m und die Querschnittsfläche 1m ² Der Widerstandswert des Leiters ist der spezifische Widerstand, ein Indikator für den Widerstand des Materials, wenn es den Strom durchlässt. Das Material mit hohem spezifischen Widerstand hat einen hohen Widerstand und eine schlechte Leitfähigkeit; Im Gegenteil, die Leitfähigkeit ist gut.
Leitfähigkeit y (s / M)
Wo: 1 / R - Leitfähigkeit, S; S - Querschnittsfläche des Leiters, m ²; l - Länge des Leiters, m.
Wenn ein Leiter ein einheitliches Potentialgefälle (d.h. eine Potentialdifferenz) beibehält, wird der Strom, der durch die Einheitsfläche fließt, als Leitfähigkeit bezeichnet. Sie ist eine physikalische Größe, die das Verhältnis zwischen dem elektrischen Feld und der Stromdichte in einem Leiter wiedergibt. Er ist ein Indikator zur Messung der Leitfähigkeit eines Leiters. Er ist reziprok zum spezifischen Widerstand. Unter den Metallen hat Silber die beste Leitfähigkeit, die mit 100% angegeben ist. Der Prozentsatz, der durch den Vergleich mit anderen metallische Werkstoffe mit Silber ist die Leitfähigkeit des Materials.
Eisenverlust P (w / kg)
Im Allgemeinen kann der Einheitsverlust eines Eisenkerns bei einer Netzfrequenz von 50 Hz direkt aus der spezifischen Verlustkurve (d. h. dem Einheits-Eisenverlust) oder dem Datenblatt des Materials ermittelt werden.
Die vom Eisenkernmaterial des Motors oder Transformators pro Gewichtseinheit unter der Einwirkung des magnetischen Wechselfeldes verbrauchte Leistung wird als Eisenkernverlust bezeichnet, der kurz als Eisenverlust bezeichnet wird. Dazu gehören Hystereseverlust, Wirbelstromverlust und Restverlust. Die Verwendung von Materialien mit geringem Eisenverlust kann den Gesamtverlust der Produkte verringern und die Effizienz der Produkte verbessern.
Durchlässigkeit P (H / M)
Wo: B - Stärke der magnetischen Induktion, T; H - magnetische Feldstärke, A/ m.
Das Verhältnis zwischen der Stärke der magnetischen Induktion und der Stärke des magnetischen Feldes wird als Permeabilität bezeichnet und ist ein Leistungsindex zur Messung der Magnetisierungsschwierigkeit von magnetischen Materialien. Je höher die Permeabilität ist, desto leichter lässt sich das Material magnetisieren. Bei magnetischen Werkstoffen wie Eisen und Stahl ist die Permeabilität kein fester Wert, sondern hängt von den Eigenschaften von Eisen und Stahl und dem Grad der magnetischen Sättigung ab. Je nach Permeabilität werden magnetische Werkstoffe im Allgemeinen in zwei Kategorien eingeteilt: weichmagnetische Werkstoffe (mit einem p-Wert von mehreren zehntausend oder sogar Millionen) und hartmagnetische Werkstoffe (mit einem Wert von etwa 1).
Name und Symbol
Berechnungsformel oder Ausdrucksmethode
Bedeutung und Beschreibung
Intensität der magnetischen Induktion B(T)
Wo: F - Kraft des magnetischen Feldes, N; I-Stromstärke, A; l - Länge des Leiters, m.
Die Stärke der magnetischen Induktion an einem bestimmten Punkt im Magnetfeld ist gleich dem Verhältnis zwischen der Kraft des Magnetfeldes auf den elektrifizierten Draht, der sich an diesem Punkt senkrecht zur Richtung des Magnetfeldes befindet, und dem Produkt aus der Stromstärke im Draht und der Länge des Drahtes. Es handelt sich um eine physikalische Größe, die die Stärke und Richtung des magnetischen Feldes charakterisiert, und ist ein Gewichtsleistungsindex zur Messung der magnetischen Stärke von magnetischen Materialien. Die Verwendung von Materialien mit hoher magnetischer Induktionsstärke kann das Volumen des Eisenkerns verringern, das Gewicht des Produkts reduzieren, den Leiter einsparen und die durch den Leiterwiderstand verursachten Verluste verringern.
Koerzitivkraft Ho (A / m)
–
Die Koerzitivkraft ist ein Leistungsindex zur Messung der Entmagnetisierung und der magnetischen Haltefähigkeit von magnetischen Materialien. Nachdem das magnetische Material einmal magnetisiert und die magnetische Feldstärke entfernt wurde, verschwindet die magnetische Induktionsstärke nicht, sondern es bleibt eine gewisse magnetische Restinduktionsstärke, d. h. ein Restmagnetismus, zurück. Diese Eigenschaft wird als Zwangskraft bezeichnet. Der Absolutwert der umgekehrten magnetischen Feldstärke, die zur Beseitigung der ferromagnetischen Induktionsstärke angewendet wird, ist die Koerzitivkraft des Ferromagneten oder einfach die Koerzitivkraft. Bei weichmagnetischen Werkstoffen gilt: je niedriger die Koerzitivfeldstärke, desto besser; Für hartmagnetische Materialien gilt: je höher die Koerzitivfeldstärke, desto besser.
2. Chemische Eigenschaften
Die chemische Eigenschaft von metallische Werkstoffe ist definiert als die Widerstandsfähigkeit metallischer Werkstoffe gegen chemische Angriffe durch verschiedene korrosive Substanzen, sowohl bei Raumtemperatur als auch bei hohen Temperaturen.
Das wichtigste Merkmal metallischer Werkstoffe im Hinblick auf ihre chemischen Eigenschaften ist ihre Korrosionsbeständigkeit.
Unter Korrosionsbeständigkeit versteht man die Fähigkeit metallischer Werkstoffe, den schädlichen Auswirkungen korrosiver Elemente in ihrer Umgebung zu widerstehen.
Chemisches Ätzen
Chemische Korrosion tritt auf, wenn eine direkte chemische Wechselwirkung zwischen Metall und seiner Umgebung besteht.
Sie umfasst sowohl die Gaskorrosion als auch die Metallkorrosion in nicht elektrolytischen Medien.
Diese Art der Korrosion ist dadurch gekennzeichnet, dass während des Korrosionsprozesses kein elektrischer Strom fließt und sich Korrosionsprodukte auf der Metalloberfläche bilden.
Ein Beispiel für chemische Korrosion ist das Rosten von reinem Eisen, das durch die Reaktion von Dampf und Gas in Wasser oder bei hohen Temperaturen verursacht wird.
Galvanische Korrosion
Elektrochemische Korrosion ist eine Art der Korrosion, die auftritt, wenn Metall mit Elektrolytlösungen wie Säuren, Laugen und Salzen in Kontakt kommt.
Diese Art der Korrosion ist dadurch gekennzeichnet, dass während des Korrosionsprozesses elektrischer Strom erzeugt wird (bekannt als "Mikrozelleneffekt") und sich Korrosionsprodukte (Rost) bilden, die sich nicht direkt auf der Metalloberfläche ablagern, sondern in einem gewissen Abstand zur Metallanode.
Die Ursache der elektrochemischen Korrosion hängt in der Regel mit dem Elektrodenpotential des Metalls zusammen.
Im Vergleich zur chemischen Korrosion ist der Prozess der elektrochemischen Korrosion komplexer und seine Folgen sind schwerwiegender.
Der Großteil der Korrosionsschäden an metallischen Werkstoffen ist auf diese Art von Korrosion zurückzuführen.
Tabelle 2: Übliche Metallkorrosionsarten
Art der Korrosion
Bedeutung und Merkmale
Gleichmäßiger Angriff [Korrosion]
Gleichmäßige Korrosion bezieht sich auf das Phänomen, dass chemische oder elektrochemische Reaktionen gleichmäßig auf der gesamten exponierten Oberfläche oder großen Fläche von Metallwerkstoffen ablaufen und das Metall makroskopisch verdünnt wird. Sie wird auch als allgemeine Korrosion oder kontinuierliche Korrosion bezeichnet. Diese Korrosion verteilt sich gleichmäßig auf die Innen- und Außenflächen des gesamten Metalls, was zu einer Verringerung der Oberfläche und schließlich zur Zerstörung der beanspruchten Teile führt. Dies ist die häufigste Korrosionsform von Stahl, die weniger schädlich ist und die mechanischen Eigenschaften des Metalls kaum beeinträchtigt.
Das Phänomen der Korrosion entlang der Metallkorngrenze wird als interkristalline Korrosion bezeichnet. Diese Art der Korrosion findet im Metall entlang der Korngrenze statt und ist die gefährlichste Korrosion bei metallischen Werkstoffen. Nach der interkristallinen Korrosion sind die Gesamtabmessungen des Metalls fast unverändert, und die meisten von ihnen können ihren metallischen Glanz beibehalten. Die Festigkeit und Duktilität des Metalls nehmen jedoch ab, und nach dem Kaltbiegen entstehen Risse an der Oberfläche, und in schweren Fällen geht der Klang des Metalls verloren. Bei der metallographischen Untersuchung des Schliffs kann festgestellt werden, dass lokale Korrosion an der Korngrenze oder im angrenzenden Bereich auftritt, sogar das Korn fällt ab, und die Korrosion breitet sich entlang der Korngrenze aus, die gleichmäßiger ist.
Selektive Korrosion
Das Phänomen, dass ein Element oder eine Struktur in einer Legierung während des Korrosionsprozesses selektiv korrodiert wird, nennt man selektive Korrosion. Nichteisenlegierungen, Gusseisen und rostfreier Stahl können selektiv korrodieren.
Spannungsrisskorrosion
Das Phänomen der spröden Rissbildung in Metall unter der kombinierten Wirkung von permanenter Zugspannung (einschließlich externer Belastung, thermischer Spannung), Eigenspannung nach Kalt- und Warmbearbeitung und Schweißen) und das spezifische Korrosionsmedium wird als Spannungsrisskorrosion bezeichnet. Wenn Spannungsrisskorrosion in Metall auftritt, kommt es zu einem Korrosionsriss, der zum Bruch führt. Der Ausgangspunkt des Risses ist oft das kleine Loch der Punktkorrosion und der Boden der Korrosionsgrube. Es gibt drei Arten der Rissausbreitung: entlang der Korngrenze, durch das Korn hindurch und als Mischform. Die Hauptrisse verlaufen in der Regel senkrecht zur Spannungsrichtung, und die meisten von ihnen haben Verzweigungen. Das Rissende ist scharf, der Korrosionsgrad der inneren Wand des Risses und der äußeren Oberfläche des Metalls ist in der Regel sehr gering, und die Expansionsgeschwindigkeit des Rissendes ist sehr schnell. Der Riss hat die Eigenschaften eines Sprödbruchs, der sehr schädlich ist.
Korrosionsermüdung
Das Phänomen der Beschädigung von Metall durch die kombinierte Wirkung von korrosivem Medium und wechselnder oder pulsierender Spannung wird als Korrosionsermüdung bezeichnet, die durch die Bildung von Korrosionslöchern und einer großen Anzahl von Rissen gekennzeichnet ist, so dass die Ermüdungsgrenze des Metalls nicht mehr existiert. Korrosionsermüdung hat im Allgemeinen mehrere Rissquellen. Die meisten Risse sind transgranular und im Allgemeinen nicht verzweigt. Die Enden der Risse sind relativ rein. Die meisten Risse sind von Korrosionsprodukten bedeckt und ein kleiner Teil ist spröde. Das wichtigste Mittel zur Beseitigung dieser Korrosion ist die rechtzeitige Beseitigung der Belastung des Metalls.
Lochfraß
Der größte Teil der Metalloberfläche korrodiert nicht oder die Korrosion ist sehr gering, aber es gibt lokale Korrosionslöcher, und das Korrosionsphänomen, das sich in der Tiefe entwickelt, wird Punktkorrosion genannt. Diese Art von Korrosion konzentriert sich auf einen kleinen Bereich auf der Metalloberfläche, entwickelt sich schnell in die Tiefe und dringt schließlich in das Metall ein. Es handelt sich um eine Art korrosiven Schaden mit großem Schaden. Sie tritt häufig in einem statischen Medium auf und entwickelt sich in der Regel in Richtung der Schwerkraft.
Erosion Korrosion
Die korrosive Flüssigkeit läuft relativ zur Metalloberfläche, vor allem, wenn der Wirbelstrom auftritt und die Flüssigkeit ihre Richtung stark ändert. Die Flüssigkeit führt nicht nur zu mechanischer Erosion und Zerstörung der auf der Metalloberfläche entstandenen Korrosionsprodukte, sondern auch zu chemischen oder elektrochemischen Reaktionen mit dem blanken Metall, die die Korrosion des Metalls beschleunigen, was als Verschleißkorrosion bezeichnet wird. Bei Verschleißkorrosion wird das Metall in Form von Korrosionsprodukten von der Metalloberfläche abgelöst und nicht wie bei reinem mechanischem Verschleiß in Form von festem Metallpulver, und die Metalloberfläche weist häufig gerichtete Rillen, Kanäle, Riffelungen, runde Löcher und andere Korrosionsformen auf.
Bei der Wasserstoffversprödung handelt es sich um ein sprödes Versagen, das durch die Verringerung der Festigkeit von Metallwerkstoffen aufgrund der Wechselwirkung zwischen Wasserstoff und Metall während der Korrosion verursacht wird. Sie ist das Ergebnis der Wechselwirkung von Wasserstoff und Spannung. Der durch Korrosion erzeugte Wasserstoff liegt in der Regel in atomarer Form vor und konzentriert sich im Metall entlang der Korngrenze bis zum maximalen zweidimensionalen Spannungskonzentrationsbereich. Sobald eine Chance besteht, können Moleküle gebildet werden, und riesige Eigenspannung im Metall erzeugt werden, was zu einem spröden Versagen des Materials führen kann. Der Wasserstoffversprödungsbruch kann intergranular oder transgranular sein. Das Bifurkationsphänomen des Wasserstoffversprödungsrisses ist viel kleiner als das der Spannungskorrosion, und Entkohlung wird von dem Riss begleitet.
Korrosionsrate
Die Korrosionsgeschwindigkeit ist die Geschwindigkeit, mit der ein Werkstoff gleichmäßig korrodiert. Sie wird durch Messung der Gewichtsveränderung einer Probe in einem Prüfmedium über einen bestimmten Zeitraum ermittelt.
Er kann als Massenverlust pro Zeit- und Flächeneinheit ausgedrückt werden und lässt sich mit der folgenden Formel berechnen:
Wo:
K - Korrosionsgeschwindigkeit, g / (m2 - h);
S - Oberfläche der Probe vor der Prüfung, m2;
T - Prüfzeit, h;
mo - Masse der Probe vor der Prüfung, g;
m - Masse der Probe nach der Prüfung, g;
Die Korrosionsgeschwindigkeit kann auch durch die jährliche Korrosionstiefe (R) ausgedrückt werden. Die Beziehung zwischen R und K (eine Konstante) ist wie folgt:
Wo:
R - jährliche Korrosionstiefe, mm / a;
ρ- Dichte des Metalls, g / cm3.
Tabelle 3 Klassifizierung und Grad der Korrosionsbeständigkeit von metallischen Werkstoffen
Klassennummer
Name der Klassifizierung:
Ebene
Jährliche Korrosionstiefe (mm / a)
I
Extrem hohe Korrosionsbeständigkeit
1
≤0.001
II
Hohe Korrosionsbeständigkeit
23
0.001~0.0050.005~0.01
III
Hohe Korrosionsbeständigkeit
45
0.01~0.050.05~0.10
IV
Hohe Korrosionsbeständigkeit
67
0.10~0.500.50~1.0
V
Schwache Korrosionsbeständigkeit
89
1.0~5.05.0~10.0
VI
Äußerst geringe Korrosionsbeständigkeit
10
>10
3. Mechanische Eigenschaften
Die mechanischen Eigenschaften von Werkstoffen beziehen sich auf ihre Eigenschaften unter verschiedenen äußeren Belastungen wie Zug, Druck, Biegung, Torsion, Stoß und Wechselbeanspruchung sowie in unterschiedlichen Umgebungen wie Temperatur, Medium und Feuchtigkeit.
Das Verhalten von Metallen unter diesen Bedingungen kann aufgrund der verschiedenen Arten der Lasteinleitung und der komplexen Veränderungen der Umgebung und des Mediums sehr unterschiedlich sein, was zu einem breiten Spektrum an Forschungsarbeiten im Bereich der mechanische Eigenschaften von Metall Materialien.
Dieser Bereich hat sich zu einem interdisziplinären Gebiet zwischen Metallurgie und Werkstoffmechanik entwickelt.
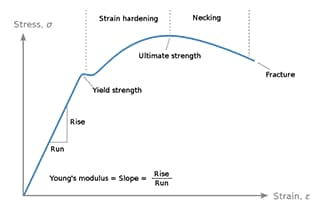
Metallteile werden in der Regel durch verschiedene mechanische Parameter wie Spannung, Dehnung und Kerbschlagarbeit charakterisiert, und die kritischen oder spezifizierten Werte dieser Parameter werden als mechanische Leistungsindizes von Metallwerkstoffen bezeichnet, einschließlich Festigkeitsindex, Plastizitätsindex und Zähigkeitsindex.
Die mechanischen Eigenschaften der Metalle sind in Tabelle 4 aufgeführt.
Tabelle 4: Mechanische Eigenschaften von Metall
Name und Symbol
Bedeutung und Beschreibung
Zugfestigkeit Rm (MPa)
Die maximale Spannung, die den Widerstand von Metallwerkstoffen gegen Zugfraktur ist die Zugfestigkeit, die auch als Grenzfestigkeit bezeichnet wird und im Zugversuch gemessen werden kann. Bei plastischen Werkstoffen stellt er den Widerstand gegen die maximale gleichmäßige Verformung des Werkstoffs dar und entspricht nicht der tatsächlichen Bruchfestigkeit des Werkstoffs; Bei spröden Materialien mit geringer oder keiner plastischen Verformung kann die direkte Bruchfestigkeit des Materials wiedergegeben werden.
Druckfestigkeitσbc (MPa)
Die maximale Spannung, die die Widerstandsfähigkeit metallischer Werkstoffe gegenüber Druckbelastungen ohne Versagen charakterisiert, wird als Druckfestigkeit bezeichnet, die durch Druckversuche gemessen werden kann. Bei spröden oder wenig plastischen Materialien erfolgt der Bruch unter Druck, und die Druckfestigkeit hat einen bestimmten Wert; Bei plastischen Materialien tritt der Sprödbruch nicht während der Kompression auf, und die Druckfestigkeit zu diesem Zeitpunkt kann durch die Druckspannung definiert werden, die erforderlich ist, um eine bestimmte Druckverformung zu erzeugen.
Biegefestigkeit cm σbb(MPa)
Die Fähigkeit von metallischen Werkstoffen, dem Versagen von Biegemoment-Einwirkungsflächen zu widerstehen, wird als Biegefestigkeit bezeichnet, auch bekannt als Biegefestigkeit, die durch den Biegetest gemessen werden kann. Bei spröden Materialien kann die Biegefestigkeit gemessen werden, wenn der Bruch während des Biegens auftritt; Bei Kunststoffen bricht die Probe beim Biegen nicht, so dass die Biegeprüfung nur dazu dient, das plastische Verformungsvermögen verschiedener Materialien unter bestimmten Biegebedingungen zu vergleichen oder die Oberflächenqualität von Teilen zu ermitteln.
Torsionsfestigkeit ζb (MPa)
Die Fähigkeit metallischer Werkstoffe, Drehmomenten zu widerstehen, ohne zu versagen, wird als Torsionsfestigkeit bezeichnet und kann durch einen Torsionstest gemessen werden.
Scherfestigkeitζ (MPa)
Die Fähigkeit der Metallmaterial um einer Scherbelastung ohne Versagen zu widerstehen, wird als Scherfestigkeit bezeichnet. Bei spröden Materialien kann sie direkt durch einen Schertest gemessen werden. Bei plastischen Materialien wird sie aufgrund der großen plastischen Verformung während der Scherung durch einen Torsionsversuch gemessen.
Streckgrenze Rp0,2Bedingte StreckgrenzeRp0,2(MPa)
Er steht für die Fähigkeit metallischer Werkstoffe, plastischer Verformung zu widerstehen. Wenn metallische Werkstoffe einer Zugbelastung ausgesetzt werden, wird das Phänomen, dass die Belastung nicht zunimmt, die Verformung aber weiter zunimmt, als Fließen bezeichnet. Die Spannung, bei der das Fließen auftritt, wird als Fließgrenze bezeichnet. Die maximale Spannung vor dem ersten Abfall der Streckspannung ist die obere Streckgrenze; Wenn der anfängliche transiente Effekt nicht berücksichtigt wird, ist die Mindestspannung in der Fließphase die untere Streckgrenze. Bei einem Material mit offensichtlicher Streckgrenze ist die Streckgrenze gleich der Spannung, die der Streckgrenze entspricht; Bei Werkstoffen ohne offensichtliche Fließgrenze wird die Spannung, bei der die plastische Verformung 0,2% beträgt, als bedingte Fließgrenze angegeben.
KriechgeschwindigkeitξSteady state creep speedξk (% / h)
Das Phänomen der langsamen plastischen Verformung metallischer Werkstoffe unter der langfristigen Einwirkung einer bestimmten Temperatur und Spannung wird als Kriechen bezeichnet. Der Betrag der Kriechverformung pro Zeiteinheit, d. h. die Steigung der Kriechkurve, wird als Kriechrate oder Kriechgeschwindigkeit bezeichnet.
Kriechgrenze (σV)(MPa)
Die Fähigkeit eines metallischen Werkstoffs, einer Verformung zu widerstehen, kann in die physikalische Kriechgrenze und die bedingte Kriechgrenze unterteilt werden. Die physikalische Kriechgrenze bezieht sich auf die Fähigkeit metallischer Werkstoffe, sich bei einer bestimmten Temperatur nicht mehr zu verformen. Es liegt auf der Hand, dass die physikalische Kriechgrenze von der Fähigkeit der Mindestverformung abhängt, die mit dem Verformungsprüfgerät festgestellt werden kann. Die bedingte Enddehnungsgrenze wird in der Technik häufig verwendet. Sie ist die Spannung, die dazu führt, dass der metallische Werkstoff bei einer bestimmten Temperatur die angegebene Kriechgeschwindigkeit oder die angegebene gesamte plastische Verformung innerhalb einer bestimmten Zeit erzeugt.
Dehnung nach Bruch (A)(%)
Die Kennzahl, die das plastische Verformungsvermögen von Metallwerkstoffen charakterisiert, kann durch einen Zugversuch ermittelt werden. Der Prozentsatz der tatsächlichen Dehnung des Messabschnitts der Probe nach dem Bruch und des ursprünglichen Messabschnitts wird als Dehnung nach dem Bruch bezeichnet und durch A ausgedrückt. Die Bruchdehnung der kreisförmigen Probe, deren Messlänge das 10-fache des Durchmessers beträgt, und der Probe mit rechteckigem Querschnitt, deren l= 11,3 √ s (s ist die Querschnittsfläche der Probe), wird mit A11.3 angegeben; Für die zylindrische Probe mit l = 5d0 und der Probe mit rechteckigem Querschnitt mit l = 5,65 √ s wird die Dehnung nach dem Bruch als A aufgezeichnet. Je höher der A-Wert ist, desto besser ist die Plastizität des Materials.
Verringerung der Fläche (Z)(%)
Die Kennzahl, die das plastische Verformungsvermögen von Metallwerkstoffen charakterisiert, kann durch einen Zugversuch ermittelt werden. Nach dem Abziehen der Probe wird der Prozentsatz der maximalen Verringerung der Querschnittsfläche an der Einschnürung und der ursprünglichen Querschnittsfläche als Flächenverringerung bezeichnet, die durch Z ausgedrückt wird. Je höher der Z-Wert ist, desto besser ist die Plastizität des Materials.
Name und Symbol
Bedeutung und Beschreibung
Dauerhafte Plastizität σ (%)
Und wird durch die Dehnung A und die Flächenreduktion Z der Probe nach dem Kriechbruch charakterisiert. Sie spiegelt die plastischen Eigenschaften von Materialien unter langfristiger Temperatureinwirkung wider und ist ein wichtiger Index zur Messung der Kriechbrüchigkeit von Materialien.
Zähigkeit
Es handelt sich um einen umfassenden Leistungsindex für die Festigkeit und Plastizität von Metallwerkstoffen, der die Fähigkeit von Metallwerkstoffen charakterisiert, während der plastischen Verformung und der Rissausbreitung vor dem Bruch Energie zu absorbieren. Zu den wichtigsten Parametern, die die Zähigkeit von Werkstoffen charakterisieren, gehören die Schlagabsorptionsenergie, die Schlagzähigkeit, die Sprödübergangstemperatur, die nichtplastische Übergangstemperatur und die Bruchzähigkeit.
Stoßabsorptionsenergie KV, KU (J)
Es wird eine V- oder U-förmige Kerbprobe mit bestimmter Form und Größe verwendet. Die Energie, die erforderlich ist, um bei einem Bruch zwei neue freie Oberflächen und einen Teil der plastischen Volumenverformung zu erzeugen, ist die Schlagabsorptionsenergie. Je höher der Wert ist, desto besser ist die Zähigkeit des Materials und desto stärker ist die Schlagfestigkeit.
Schlagzähigkeit Akv(J/cm2)
Charakterisiert die Fähigkeit von Metallwerkstoffen, Schlagschäden zu widerstehen. Der Quotient aus der im Kerbschlagbiegeversuch ermittelten Schlagabsorptionsenergie geteilt durch die Querschnittsfläche am Kerbgrund der Probe ist die Kerbschlagzähigkeit des Werkstoffs. Er wird häufig verwendet, um die Empfindlichkeit der Probe gegenüber der Kerbe zu zeigen und die Kalt-, Warm- und Anlasssprödigkeit des Materials zu prüfen, aber der Wert wird leicht durch die Form und Größe der Kerbe, die Beschleunigung, die Temperatur und andere Faktoren beeinflusst. Die Kerbschlagzähigkeitswerte verschiedener Formen und Größen können nicht direkt miteinander verglichen werden.
Wenn die Temperatur sinkt, wird der Temperaturbereich, in dem der metallische Werkstoff vom duktilen in den spröden Zustand übergeht, als Sprödübergangstemperatur oder Duktil-Sprödübergangstemperatur bezeichnet. Oberhalb des Bereichs der Sprödübergangstemperatur befindet sich das Metallmaterial in einem duktilen Zustand, und der Bruchmodus ist hauptsächlich duktiler Bruch; Unterhalb des Bereichs der Sprödübergangstemperatur befindet sich das Material in einem spröden Zustand, und die Bruchform ist hauptsächlich Sprödbruch (z. B. Spaltbruch). Eine spröde Übergangstemperatur liegt im Allgemeinen bei Materialien mit BCC-Gitter und dicht gepackter hexagonaler Struktur vor. Für kubisch flächenzentrierte Materialien gibt es keine Versprödungstemperatur, da sie bei der Temperatur von flüssigem Ammoniak noch duktil sind. Neben Faktoren wie Probengröße, Lademodus und Ladegeschwindigkeit hängt dies auch mit der Expressionsmethode zusammen. Verschiedene Materialien können nur unter gleichen Bedingungen verglichen werden. In der technischen Anwendung sollten zur Vermeidung von Sprödbruch von Bauteilen Werkstoffe mit einer Sprödübergangstemperatur gewählt werden, die niedriger ist als die untere Grenzarbeitstemperatur der Bauteile. Bei Werkstoffen, die viele Verunreinigungen wie N, P, As, Bi und Sb enthalten, kann es im Langzeitbetrieb zu Versprödung und Anlasssprödigkeit kommen, wobei die Sprödigkeitsübergangstemperatur mit zunehmender Betriebsdauer ansteigt. In den letzten Jahren haben sich die Sprödübergangstemperatur und die Zunahme der Sprödübergangstemperatur zu einem der Bewertungsindizes für die Materialeigenschaften der Komponenten.
Härte
Eine Kennzahl für mechanische Eigenschaften, die die relative Härte und Weichheit eines Metallmaterials angibt. Für die Bestimmung werden in der Regel drei Methoden verwendet: die Pressmethode, die dynamische Methode und die Kratzmethode. Die Eindringhärte gibt die Fähigkeit von metallischen Werkstoffen an, plastischen Verformungen zu widerstehen; Die dynamische Härte stellt die Verformungsarbeit des Materials dar; Die Ritzhärte gibt die Fähigkeit eines Materials an, dem Schleifen zu widerstehen. Je höher die Härte allgemeiner metallischer Werkstoffe ist, desto höher ist die Festigkeit, desto höher ist die Verschleißfestigkeit, und desto schlechter ist die Plastizität und Zähigkeit.
Sie wurde erstmals vom Schweden J.A. Brinell vorgeschlagen. Die Brinell-Härte wird nach dem Pressverfahren gemessen, und die gehärtete Stahlkugel oder Hartlegierung Die Kugel wird in die Metalloberfläche gedrückt. Der Quotient, den man erhält, wenn man die Eindrucksfläche durch die auf die Stahlkugel ausgeübte Kraft teilt, ist der Brinell-Härtewert HB des Metalls. Handelt es sich bei dem Eindringkörper um eine Stahlkugel (gilt für HB < 450), wird die Brinell-Härte durch HBS dargestellt; handelt es sich bei dem Eindringkörper um eine Kugel aus einer harten Legierung (gilt für hb650), wird sie durch HBW dargestellt.
Rockwell-Härte HRHRA HRB HRC
Der Amerikaner S.P. Rockwell schlug die Methode des Pressens zur Messung der Rockwell-Härte vor. Verwenden Sie einen Diamantkegel mit einem Kegelwinkel von 120 oder eine Stahlkugel mit einem Durchmesser von 1,588 mm als Eindringkörper und drücken Sie zunächst die Vorlast F0 in die Oberfläche des Prüfstücks ein, dann wird die Hauptlast F1Entfernen Sie die Hauptlast nach einer bestimmten Zeit, messen Sie die verbleibende Eindringtiefe unter der ursprünglichen Last und berechnen Sie den Härtewert anhand der Eindringtiefe. Je nach der Kombination verschiedener Arten von Eindringkörpern und Belastungen kann die Rockwell-Härte eine Vielzahl von Härteskalen erhalten, darunter HRA, HRB und HRC.
Vickers-Härte HV
Die Vickers-Härte wurde nach der Einpressmethode gemessen. Nehmen Sie die quadratische Diamantpyramide mit einem relativen Winkel von 136 als Eindringkörper, drücken Sie sie unter der Einwirkung der Last F in die Oberfläche der Probe und berechnen Sie dann die Eindringfläche anhand der durchschnittlichen diagonalen Länge des Eindrucks. Der Quotient, der sich aus dem Produkt aus Eindrücken und Belastung ergibt, ist der Vickers-Härtewert.
Name und Symbol
Bedeutung und Beschreibung
Shore-Härte (HS)
Die amerikanische A.F. Shore schlug vor, die Shore-Härte durch eine dynamische Belastungsmethode zu messen und einen Diamanten oder eine Stahlkugel mit einem bestimmten Gewicht und einer bestimmten Form einzudrücken. Nach dem Fall aus der festgelegten Höhe ho auf die Oberfläche des Prüfstücks prallt es unter der elastischen Verformungsenergie des geprüften Metalls ab. Der nach dem Rückprallwert H berechnete Härtewert ist der Shore-Härtewert HS.
Dynamische Brinellhärte HB
Das Brinell-Härteprüfgerät mit Handhammer wird üblicherweise zur Messung der Brinell-Härte durch dynamische Belastung verwendet. Legen Sie eine Stahlkugel mit dem Durchmesser d zwischen den Normhärtestab (Härtewert HB) und das zu prüfende Teil, schlagen Sie mit einem Hammer darauf, messen Sie den Eindruckdurchmesser des Normstabs und des zu prüfenden Teils und berechnen Sie den Brinellhärtewert.
German F. Mohs schlug vor, die Härte mit der Ritzmethode zu messen und 10 Referenzmaterialien mit unterschiedlicher Härte und Weichheit zum Vergleich mit dem geprüften Material zu verwenden, um den Härtewert des Materials zu bestimmen.
Bruchzähigkeit bei ebener Dehnung K I C(N / mm3 / 2)
KI ist der kritische Wert des Spannungsintensitätsfaktors KI gemessen nach dem Standardprüfverfahren. Sie stellt die Fähigkeit des Materials dar, Rissen zu widerstehen, und ist ein quantitativer Index zur Messung der Zähigkeit des Materials. I bezieht sich auf die Rissspitze des Modus I im ebenen Dehnungszustand.
Rissöffnungsverschiebung (COD)(mm)
Sie bezieht sich auf die Öffnungsverschiebung der ursprünglichen Rissspitze, wenn das elastische Material durch den J-Typ (offener Typ) belastet wird, was ein indirektes Maß für die Intensität des Spannungs- und Dehnungsfeldes an der Rissspitze des elastisch-plastischen Materials ist. Wenn der Rissöffnungsweg σ einen bestimmten kritischen Wert erreicht, beginnt sich der Riss auszudehnen. Die bei der Prüfung gemessenen CSB-Werte für Rissbildung oder Instabilität können für die Sicherheitsbewertung von Ingenieurbauwerken verwendet werden. Bei gleichem Probenumfang kann der gemessene CSB-Wert zur relativen Bewertung der Material- und Prozessqualität herangezogen werden.
Duktile Bruchzähigkeit JIC (N / mm)
Das J-Integral ist ein mathematischer Ausdruck für das Linienintegral von einer Oberfläche des Risses zur anderen Oberfläche um die Rissspitze. Er wird zur Charakterisierung der Stärke des Spannungs-Dehnungsfeldes im Bereich der Rissfront verwendet. Einige ihrer charakteristischen Werte können als Maß für die Bruchzähigkeit von Werkstoffen verwendet werden. Die intrinsische Bruchzähigkeit JIC liegt nahe am Wert von J, wenn der Riss beginnt, sich auszudehnen, und ist eine technische Schätzung von J, wenn der Riss beginnt, sich stetig auszudehnen.
Ermüdungsrisswachstumsrate da/ dN (mm / Kreis)
Die Bruchmechanik wird verwendet, um den Abstand des Ermüdungsrisses zu beschreiben, der sich in jedem Zyklus in der druckkritischen Ausbreitungsphase in der Richtung senkrecht zur Zugspannung ausbreitet. Die Ermüdungsrissfortschrittsrate wird in da/ dN ausgedrückt und hängt hauptsächlich vom Bereich des Spannungsintensitätsfaktors △ K ab.
Spannungsrisskorrosion Wachstumsrate da / dt(mm / Zyklus)
Die bruchmechanischen Parameter werden zur Beschreibung des Rissfortschrittsgesetzes der Probe mit Rissen unter statischer Belastung im Medium verwendet.
Schwellenwert für Ermüdungsrisswachstum△Kth(N/mm3/2)
Bei der Ermüdungsprüfung ist der Bereich des Spannungsintensitätsfaktors, der der Ermüdungsrisswachstumsrate entspricht, die gegen Null geht oder aufhört, △ Kth. Die Norm legt fest, dass bei da / dN = 107 mm/Woche, das entsprechende △ K ist △ k-te.
Entspannungsfestigkeit (MPa)
Wenn die Gesamtverformung der Probe oder des Teils bei einer bestimmten Temperatur konstant gehalten wird, geht die elastische Verformung mit der Zeit kontinuierlich in eine plastische Verformung über, und der Prozess des Spannungsabbaus wird als Relaxation bezeichnet. Die Kurve der sich mit der Zeit verändernden Spannung ist die Spannungsrelaxationskurve. Die Kurve ist in zwei Stufen unterteilt. In der ersten Phase nimmt die Belastung mit der Zeit stark ab; In der zweiten Phase nimmt die Spannung langsam ab und fällt schließlich nicht mehr ab. Daher wird der Extremwert des Eigenspannungsabfalls der zweiten Stufe als Relaxationsgrenze definiert; In der Technik wird die Eigenspannung, die eine bestimmte Auslegungszeit erreicht, als Relaxationsfestigkeit bezeichnet. Sie ist eine wichtige Grundlage für die Materialauswahl von Bauteilen, die unter entspannten Bedingungen arbeiten.
Kerbempfindlichkeit
Die Kerbe in der Metallprobe oder im Bauteil führt zu einem zweidimensionalen ungleichen Zugspannungszustand und erzeugt eine Spannungskonzentration, die einen Sprödbruch begünstigt. Unter der Kerbbedingung neigt das Material zu frühem Sprödbruch, was die Kerbempfindlichkeit darstellt. Die Kerbempfindlichkeit von Grauguss ist niedriger als die von Stahl. Die Kerbempfindlichkeit von Stahl mit hohem oder mittlerem Kohlenstoffgehalt beim Abschrecken und Anlassen bei niedrigen Temperaturen ist höher als die von geglühtem oder abgeschreckt und vergütet Stahl.
Kerbempfindlichkeit qJ bei statischer Belastung
Es handelt sich um einen Leistungsindex zur Messung der Versprödungsneigung von Materialien unter statischer Zug- oder Biegebeanspruchung. Dieser Index kann eine wichtige technische Grundlage für die Auswahl von Schraubenteilen und die Bestimmung ihrer Kalt- und Warmverarbeitungstechnologie darstellen.
Ermüdungskerben-Empfindlichkeit q
Charakterisiert den Grad der Ermüdungsfestigkeit Reduktion durch das Vorhandensein von Kerbflächen auf der Materialoberfläche. Graues Gusseisenq = 0, unempfindlich gegen Kerbwirkung; Stahl mittlerer Festigkeit, q = 0,4 ~ 0,5; hochfester Stahl (σb = 1200 ~ 1400MPa), q = 0,6 ~ 0,8.
Name und Symbol
Bedeutung und Beschreibung
Schwingungsdämpfungskoeffizient σ
Selbst wenn ein frei schwingender Gegenstand in ein Vakuum gestellt wird, wird seine Schwingungsenergie allmählich in Wärmeenergie umgewandelt und verbraucht. Dieses Phänomen des Energieverbrauchs von Vibrationen, das durch innere Ursachen verursacht wird, wird als innere Reibung bezeichnet. Die Fähigkeit von Metallwerkstoffen, Schwingungsenergie durch innere Reibung zu absorbieren und in Wärmeenergie umzuwandeln, wird als Schwingungsdämpfung bezeichnet. Die Schwingungsdämpfung wird durch den Schwingungsdämpfungskoeffizienten σ ausgedrückt. Je größer σ ist, desto höher ist die Schwingungsdämpfung.
Ermüdung
Unter der langfristigen Einwirkung zyklischer Spannungen oder zyklischer Dehnungen werden Materialien, Teile oder Strukturen an einigen schwachen Stellen oder an Stellen mit Spannungskonzentration reißen, bis sie versagen oder brechen.
Hohe Zyklusermüdung
Ermüdungsbruch mit geringer Belastung (niedriger als die Streckgrenze oder Elastizitätsgrenze des Materials) und langer Lebensdauer (im Allgemeinen mehr als 105 Zyklen). Sie ist gekennzeichnet durch plötzliche, sehr lokale und empfindliche Pfahldefekte und Spannungskonzentrationen.
Ermüdung bei niedrigen Zyklen
Unter der Einwirkung von zyklischen Belastungen (die Spannung übersteigt die Streckgrenze des Materials), deren Ermüdung in der Regel weniger als 105 Zeit wird auch als Dehnungsermüdung oder plastische Ermüdung bezeichnet. Der Ermüdungsversuch mit geringer Lastspielzahl wird in der Regel unter der Bedingung einer kontrollierten konstanten Dehnung durchgeführt, und die Spannungs-Dehnungs-Hystereseschleife des Werkstoffs wird hauptsächlich durch plastische Dehnung erzeugt.
Ermüdung bei hohen Temperaturen
Das Phänomen des Versagens von Werkstoffen bei hohen Temperaturen und zyklischer Belastung oder Beanspruchung wird als Hochtemperaturermüdung bezeichnet. Hohe Temperatur bedeutet im Allgemeinen höher als die Kriechtemperatur des Materials (die Kriechtemperatur beträgt etwa 0,3Tm ~ 0,5Tm, Tm ist die Schmelzpunkttemperatur in absoluter Temperatur) oder höher als die Rekristallisationstemperatur
Thermische Ermüdung
Ermüdungsbruch Die durch thermische Spannungen oder thermische Belastungszyklen aufgrund von Temperaturänderungen verursachte Ermüdung wird als thermische Ermüdung bezeichnet, die auch das Ergebnis einer allmählichen Anhäufung von Schäden durch plastische Verformung ist und als Ermüdung mit geringem Zyklus bei Temperaturzyklusänderungen betrachtet werden kann.
Korrosionsermüdung
Ermüdung, die durch das Korrosionsmedium und zyklische Belastung oder zyklische Dehnung verursacht wird, wird als Korrosionsermüdung bezeichnet. Es gibt keinen horizontalen Abschnitt auf der Spannungslebensdauer-Kurve, d. h. es gibt keine Ermüdungsgrenze von unendlicher Lebensdauer.
Kontaktermüdung
Die Ermüdung von Teilen unter wiederholter Einwirkung von hohem Anpressdruck wird als Kontaktermüdung bezeichnet. Nach mehreren Belastungszyklen lösen sich kleine Teile oder Metallstücke im lokalen Bereich der Arbeitsfläche des Werkstücks ab und bilden Gruben oder Vertiefungen.
Abrieb
An der Reibfläche des Maschinenteils treten durch die Reibung während des Betriebs des Maschinenteils eine Reihe von mechanischen, physikalischen und chemischen Wechselwirkungen auf, die zu Maßänderungen, Verlusten und sogar zur Zerstörung der Oberfläche des Maschinenteils führen, was als Verschleiß bezeichnet wird.
Oxidationsbedingter Verschleiß
Wenn sich die Oberfläche der Maschine relativ bewegt (sei es durch Rollreibung oder durch Gleitreibung). Gleichzeitig mit der plastischen Verformung wird keine neue Oxidschicht von der Metalloberfläche abgelöst, da die gebildete Oxidschicht an der Reibkontaktstelle kontinuierlich zerstört wird und sich eine neue Oxidschicht bildet. Der Prozess, bei dem die Teile durch Reibung allmählich verschlissen werden. Oxidativer Verschleiß kann bei verschiedenen spezifischen Drücken (Drücke pro Flächeneinheit) und Gleitgeschwindigkeiten auftreten. Bei einer Verschleißgeschwindigkeit von weniger als 0,10,5 μm/h ist die Oberfläche blank und es sind gleichmäßig verteilte, extrem feine Schleiflinien vorhanden.
Bissabnutzung
Unter okklusalem Verschleiß versteht man die Zerstörung der Oxidschicht an einigen Reibungspunkten auf den Oberflächen zweier Schleifteilpaare, Metallumformung und die Festigkeit dieser Verbindungsstellen ist oft höher als die des Grundmetalls. Bei der anschließenden Relativbewegung tritt der Schaden in dem Bereich mit schwacher Festigkeit auf. Dabei werden die Metallspäne eingeklemmt und nach unten gezogen, oder die Oberfläche des Maschinenteils wird durch den verstärkten Verbindungspunkt abgeschliffen. Diese Art von Verschleiß wird als Bissverschleiß bezeichnet. Diese Art von Verschleiß tritt nur unter Gleitreibungsbedingungen auf. Unter dem großen spezifischen Druck und der geringen Gleitgeschwindigkeit entstehen schwere Reibungsnarben auf der Oberfläche des Maschinenteils.
Thermischer Verschleiß
Durch die große Menge an Reibungswärme, die bei der Reibung entsteht, wird das Schmieröl zersetzt und das Oberflächenmetall auf die Erweichungstemperatur erhitzt. An der Kontaktstelle kommt es zu lokaler Metallhaftung, und große Metallteilchen reißen ab oder schmelzen sogar. Thermischer Verschleiß tritt in der Regel während der Gleitreibung auf, oder bei einem großen spezifischen Druck und einer hohen Gleitgeschwindigkeit (z.B. V > 3-4m / s) wird die Oberfläche des Maschinenteils mit Rissen und Kratzern bedeckt.
Abrasiver Verschleiß
Unter der Bedingung der Gleitreibung befinden sich harte Schleifpartikel (von außen eindringende Schleifpartikel oder von der Oberfläche abgeschälte Ablagerungen) im Reibungsbereich der Oberfläche des Maschinenteils, was zu einer lokalen plastischen Verformung der Schleifoberfläche, zur Einbettung der Schleifpartikel und zum Schneiden durch die Schleifpartikel führt, so dass die Schleifoberfläche allmählich abgenutzt wird. Abrasiver Verschleiß kann bei verschiedenen spezifischen Drücken und Gleitgeschwindigkeiten auftreten.
Name und Symbol
Bedeutung und Beschreibung
Höhe des Verschleißes (Verschleißwert)
Der Verschleißwert ist eine Kennzahl zur Messung der Verschleißfestigkeit von metallischen Werkstoffen. Sie wird mit der Wiegemethode oder der Dimensionsmethode gemessen, nachdem die Probe für eine bestimmte Zeit oder eine bestimmte Strecke unter den festgelegten Testbedingungen gerieben wurde.
Relativer Verschleißwiderstandskoeffizient (g)
Ein Indikator zur relativen Angabe der Verschleißfestigkeit von Metallwerkstoffen. Sie wird auf einer simulierten verschleißfesten Prüfmaschine gemessen. Im Allgemeinen wird 65Mn Stahl mit einer Härte von HRC52 ~ 53 als Standardprobe verwendet. Unter denselben Testbedingungen ist das Verhältnis zwischen dem absoluten Verschleißwert (Gewichts- oder Volumenverschleiß) der Standardprobe und dem absoluten Verschleißwert des gemessenen Materials der relative Verschleißwiderstandskoeffizient des geprüften Materials. Je größer der Wert des relativen Verschleißwiderstandskoeffizienten ist, desto besser ist die Verschleißfestigkeit dieses Materials und umgekehrt.
4. Leistung beim Schweißen
Metall Schweißbarkeit bezieht sich auf die Eignung von metallischen Werkstoffen für die Schweißverarbeitung. Sie bezieht sich hauptsächlich auf die Leichtigkeit, mit der hochwertige Schweißverbindungen unter bestimmten Schweißbedingungen erzielt werden können, wie z. B. Schweißmaterialien, Methoden, Prozessparameter und Strukturformen.
Sie umfasst zwei Aspekte:
Der erste ist die Qualität der geschweißte Verbindungdie Fähigkeit, unter bestimmten Schweißbedingungen eine qualitativ hochwertige, fehlerfreie Verbindung zu erzielen.
Die zweite ist die Gebrauchstauglichkeit, bei der beurteilt wird, ob die Schweißverbindung oder das gesamte Bauteil nach dem Schweißen die technischen Anforderungen für bestimmte Einsatzbedingungen erfüllen kann.
Es gibt mehrere Faktoren, die die Schweißbarkeit beeinflussen. Bei Stahlwerkstoffen umfassen diese Faktoren die Materialauswahl, die Struktur und die Konstruktion der Verbindung, die Prozessmethoden und -spezifikationen sowie die Umgebungsbedingungen während des Betriebs der Verbindung.
Grundstruktur der Wärmeeinflusszone einer Schweißverbindung
Schweißverbindungen bestehen in der Regel aus der Schweißzone, der Schmelzlinie und der Wärmeeinflusszone.
Als Wärmeeinflusszone wird der Bereich bezeichnet, in dem sich das Gefüge und die Eigenschaften des an die Schweißnaht angrenzenden Metalls aufgrund der beim Schweißen erzeugten Wärme verändern.
Die Veränderung der Mikrostruktur und der Eigenschaften der wärmebeeinflussten Zone wird nicht nur durch den Wärmezyklus, sondern auch durch die Zusammensetzung und den Ausgangszustand des Grundmetalls beeinflusst, wie in Abbildung 2 dargestellt.
Abb. 2 Verteilungsmerkmale von Schweißwärme betroffene Zone
Gefügeverteilung und Eigenschaften der Wärmeeinflusszone von nicht abschreckbarem Stahl
"Nicht abschreckbarer Stahl" bezieht sich auf Stahl, der sich bei natürlicher Abkühlung nach dem Schweißen nicht leicht in Martensit umwandeln lässt, wie z. B. gewöhnlicher Stahl mit niedrigem Kohlenstoffgehalt.
Wie in Abbildung 2 dargestellt, besteht die Wärmeeinflusszone von nicht abschreckbarem Stahl aus vier Teilen: Schmelzzone, Überhitzungszone, Normalisierungszone und unvollständige Rekristallisationszone.
(1) Fusionszone:
Die Schmelzzone besteht aus der Schmelzzone des Schweißzusatzes und der Halbschmelzzone (wo die Temperatur zwischen dem Liquidus und dem Solidus liegt). Die Halbschmelzzone weist aufgrund ihrer heterogenen chemischen Zusammensetzung und strukturellen Eigenschaften eine geringe Festigkeit und Zähigkeit auf, was berücksichtigt werden muss.
(2) Überhitzungszone:
Die Temperatur in dieser Zone liegt in der Regel bei etwa 1100 °C, und die Korngröße beginnt rasch zu wachsen. Nach dem Abkühlen entsteht ein grobes, überhitztes Gefüge, das auch als Grobkornbereich bezeichnet wird. Dieser Bereich ist anfällig für Versprödung und Rissbildung.
Wenn die Temperatur über AC3 liegt und das Korn schnell zu wachsen beginnt, wächst das Korn in diesem Bereich nicht wesentlich. Nach dem Abkühlen erhält man gleichmäßiges und feines Perlit und Ferrit, die dem normalisierte Wärmebehandlung Struktur und haben gute Gesamteigenschaften.
(4) Unvollständige Rekristallisationszone:
Die Temperatur in diesem Bereich liegt zwischen AC1 und AC3. Das Mikrogefüge in diesem Bereich ist ungleichmäßig und weist unterschiedliche Korngrößen und mechanische Eigenschaften auf.
Diese vier Zonen sind die grundlegenden Strukturmerkmale der Wärmeeinflusszone von kohlenstoffarmen und niedrig legierten Stählen. Bei einigen unedlen Metallen kann es jedoch nach dem Kaltwalzen oder der Kaltverformung vor dem Schweißen zu einer Rekristallisation im Temperaturbereich nahe 500°C bis AC1 kommen, was zu einem Verlust der Kaltverfestigung und einer erhöhten Plastizität und Zähigkeit führt.
Bei alterungsempfindlichem Stahl kann es bei einer etwas längeren Zeitspanne im Temperaturbereich von AC1-300°C zu einer Reckalterung kommen, die zu einer Versprödung in diesem Bereich führt. Dieser Bereich wird auch als Alterungsversprödungszone bezeichnet.
Obwohl sich seine Metallstruktur nicht wesentlich verändert, ist er kerbempfindlich, was beim Schweißen zu berücksichtigen ist.
Mikrostrukturverteilung und Eigenschaften der Wärmeeinflusszone von leicht abgeschrecktem Stahl
"Leicht abgeschreckter Stahl" bezieht sich auf Stahl, der leicht abgeschreckt werden kann und durch Luftabkühlung nach dem Schweißen eine gehärtete Struktur, z. B. Martensit, bildet. Dies umfasst vergüteter Stahl und Stahl mit mittlerem Kohlenstoffgehalt.
(1) Vollständig abgeschreckte Zone:
Die Erwärmungstemperatur liegt zwischen der Soliduslinie und A, was zur Bildung von grobem Martensit aufgrund von Kornwachstum führt. Wenn die Abkühlungsgeschwindigkeit variiert, entsteht eine gemischte Struktur von Martensit und Bainit können sich ebenfalls bilden. Das abgeschreckte Gefüge kann jedoch zu Sprödigkeit und Rissbildung neigen.
(2) Unvollständige Abschreckungszone:
Die Erwärmungstemperatur liegt zwischen AC1 und AC3, was dem Bereich der unvollständigen Rekristallisation entspricht. Unterschiedliche Elementgehalte des Grundmetalls oder Abkühlungsgeschwindigkeiten können zu Mischstrukturen wie Bainit, Sorbit und Perlit führen.
(3) Temperierzone:
Handelt es sich bei dem Grundwerkstoff um einen Stahl, der vor dem Schweißen angelassen wurde, gibt es eine Anlaßerweichungszone. Wenn die Anlasstemperatur des Grundwerkstoffs vor dem Schweißen t1 war, dann wird, wenn die Erwärmungstemperatur t1 übersteigt (aber kleiner als AC1 ist), während der Schweißverfahrenkommt es zu einer Überhärtung und Erweichung. Wenn die Erwärmungstemperatur niedriger als t1 ist, bleiben die Struktur und die Eigenschaften des Stahls unverändert.
Riss beim Schweißen
Risse beim Schweißen können durch visuelle Inspektion oder Fehlererkennungsmethoden festgestellt werden.
Klassifizierung von Schweißrissen: Es gibt mehrere Arten des Schweißens Risse, einschließlich Schweißnahtrisse, Schmelzzonenrisse, Wurzelrisse, Schweißnahtspitzenrisse und Lichtbogenkraterrisse, die nach dem Ort ihres Auftretens klassifiziert werden können.
Darüber hinaus kann der Mechanismus der Rissentstehung auch dazu verwendet werden, Schweißrisse zu klassifizieren in heiße RisseWiedererwärmungsrisse, Kaltrisse, Spannungskorrosionsrisse und andere.
Es ist wichtig zu wissen, dass Schweißrisse der schwerwiegendste Fehler bei Schweißnähte und sind in Bau- und Ausrüstungsteilen nicht zulässig.
Tabelle 5 Klassifizierung der verschiedenen Schweißrisse
Riss-Klassifizierung
Grundlegendes Merkmal
Empfindlicher Temperaturbereich
Unedles Metall
Position
Trend zum Riss
Heißes Crack
Riss des Endprodukts
Im späteren Stadium der Kristallisation schwächt der durch das Eutektikum gebildete Flüssigkeitsfilm die Verbindung zwischen den Teilchen und führt unter der Zugspannung zu Rissen.
Temperatur etwas höher als die Solidustemperatur (fest-flüssiger Zustand)
Kohlenstoffstahl, niedrig und mittel legierter StahlAustenitischer Stahl, Nickelbasislegierungen und Aluminium mit mehr Verunreinigungen
Auf der Schweißnaht, eine kleine Menge in der Wärmeeinflusszone
Unter der Einwirkung von hohen Temperaturen und Spannungen verschieben sich die Gitterdefekte an der Vorderseite der erstarrten Produkte und bilden eine sekundäre Begrenzung. Bei hoher Temperatur befindet es sich in einem wenig plastischen Zustand, und unter der Einwirkung von Spannungen entstehen Risse
Rekristallisationstemperatur unterhalb des Solidus
Reines Metall und einphasige austenitische Legierung
Auf der Schweißnaht, eine kleine Menge in der Wärmeeinflusszone
Unter der Einwirkung der höchsten Temperatur des Schweiß-Wärme-ZyklusZwischen der wärmebeeinflussten Zone und den Lagen der Mehrlagenschweißung kommt es zu Umschmelzungen, und unter der Einwirkung von Spannungen entstehen Risse.
Geringfügig niedrigere Temperatur unterhalb des Solidus
Hochfester Nickel-Chrom-Stahl, austenitischer Stahl und Nickelbasislegierungen mit hohem S-, P- und C-Gehalt
Wärmeeinflusszone und Zwischenlage beim Mehrlagenschweißen
Rissbildung entlang der Produktgrenze
Riss wieder aufwärmen
Während der Spannungsabbau-Behandlung von dicken Platten geschweißt Struktur, wenn es verschiedene Ebenen der Spannungskonzentration in der grobkörnigen Bereich der Wärmeeinflusszone, die zusätzliche Verformung durch Spannungsrelaxation ist größer als die Kriechplastizität des Teils, dann Wiedererwärmung Risse auftreten werden
Anlassen Behandlung bei 600 ~ 700 ℃
Hochfester Stahl, Perlitstahl, austenitischer Stahl und Nickelbasislegierungen mit ausscheidungshärtenden Elementen
Grobkornzone der wärmebeeinflussten Zone
Rissbildung entlang der Produktgrenze
Verspäteter Riss
Der Riss mit Verzögerungseigenschaften entsteht durch die kombinierte Wirkung von gehärteter Struktur, Wasserstoff und Zwangsspannung.
Wärmeeinflusszone, eine kleine Menge in der Schweißnaht
Intergranulare oder tragbare Gegenstände
Kalter Riss
Geringe Kunststoffversprödung Riss
Bei niedrigeren Temperaturen entstehen Risse, weil die Schwindungsdehnung des Grundmetalls die plastische Reserve des Materials selbst übersteigt.
Weniger als 400 ℃
Gusseisen, Hartmetall zum Auftragen
Wärmeeinflusszone und Schweißnaht
Intergranulare oder tragbare Gegenstände
Lamellarer Riss
Dies ist hauptsächlich auf das Vorhandensein von geschichteten Einschlüssen (entlang der Walzrichtung) im Stahlplatteund die beim Schweißen erzeugten Spannungen senkrecht zur Walzrichtung, was zu "Stufen"-Schichtrissen in der wärmebeeinflussten Zone oder in einiger Entfernung davon führt
Unter etwa 400 ℃.
Grobblechstruktur aus niedrig legiertem, hochfestem Stahl mit Verunreinigungen
Nahe der wärmebeeinflussten Zone
Transgranulares oder Randprodukt
Spannungsrisskorrosion (SCC)
Verzögerte Rissbildung bei einigen geschweißten Strukturen (z. B. Behältern und Rohren) unter der kombinierten Wirkung von korrosivem Medium und Spannung
Jede Betriebstemperatur
Kohlenstoffstahl, niedrig legierter Stahl, rostfreier Stahl, Aluminiumlegierung, etc.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie entwickelt sich Blech vom Rohmaterial zu komplizierten Komponenten in unseren Alltagsgeräten? Dieser Artikel taucht in die faszinierende Welt der Blechverarbeitung ein und erforscht Materialien wie SPCC,...
Haben Sie sich schon einmal gefragt, warum einige Metalle perfekt für Ihr Projekt sind, während andere nicht geeignet sind? In diesem Artikel gehen wir auf die Schlüsselfaktoren bei der Auswahl des richtigen Metallmaterials für Ihr...
Haben Sie sich jemals gefragt, warum rostfreier Stahl nicht rostet wie normaler Stahl? In diesem Blogbeitrag erfahren Sie mehr über die faszinierende Welt des rostfreien Stahls, seine einzigartigen Eigenschaften und seine wichtige Rolle...
Was macht ein Metall zum stärksten? In diesem Artikel erkunden wir die faszinierende Welt der Metalle, von der unübertroffenen Zugfestigkeit von Wolfram bis zur unglaublichen Korrosionsbeständigkeit von Titan. Entdecken Sie, wie diese starken...
Haben Sie sich jemals gefragt, wie Sie das Gewicht von Stahl oder Metall für Ihre Projekte genau berechnen können? In diesem Blogbeitrag erkunden wir die faszinierende Welt der Stahlgewichtsberechnung...
Haben Sie sich jemals gefragt, was Baumaschinen so langlebig macht? Das Geheimnis liegt in dem bemerkenswerten 35MnB-Stahl. Dieser Artikel enthüllt, wie Elemente wie Kohlenstoff, Silizium, Mangan, Bor und Chrom...
Haben Sie sich schon einmal gefragt, welche Geheimnisse sich hinter den glänzenden Oberflächen von Metallen verbergen? In diesem faszinierenden Artikel befassen wir uns mit den Feinheiten der Analyse der Metallzusammensetzung. Unser Fachautor,...
Der Schmelzpunkt ist ein entscheidender Faktor, der bei der Verarbeitung von metallischen Werkstoffen zu berücksichtigen ist. Er ist definiert als die Temperatur, bei der eine reine Substanz von einem festen zu einem...
Haben Sie sich jemals gefragt, was diese Zahlen auf Blechen bedeuten? In diesem Artikel tauchen wir in die Welt der Blechlehre ein und entmystifizieren diesen wesentlichen Aspekt der Metallbearbeitung....