Metallstempeln und Werkzeugkonstruktion: Der endgültige Leitfaden
Haben Sie sich schon einmal Gedanken über die faszinierende Welt des Metallstanzens gemacht? In diesem Blogbeitrag begeben wir uns auf eine spannende Reise, um die Feinheiten dieses wichtigen Fertigungsprozesses zu erkunden. Als erfahrener Maschinenbauingenieur führe ich Sie durch die wichtigsten Konzepte und gebe Ihnen wertvolle Einblicke und Beispiele aus der Praxis. Machen Sie sich bereit zu entdecken, wie das Stanzen von Metall unser tägliches Leben prägt, und erfahren Sie die Geheimnisse hinter seiner bemerkenswerten Effizienz und Vielseitigkeit.
Das Stanzen von Metall ist ein großvolumiges Fertigungsverfahren, bei dem flache Metallbleche durch mechanische Kräfte in bestimmte Formen gebracht werden. Diese vielseitige Technik ist in verschiedenen Industriezweigen von entscheidender Bedeutung, z. B. in der Automobil-, Luft- und Raumfahrt-, Elektronik- und Konsumgüterindustrie. Der Prozess umfasst mehrere Schlüsselkomponenten und -stufen:
Matrize und Stempel: Die Matrize ist ein speziell entwickeltes Werkzeug, das das Metall formt, während der Stempel dazu dient, Kraft aufzubringen und das Metall in die Matrize zu drücken.
Presse: Eine mechanische oder hydraulische Presse liefert die notwendige Kraft, um das Metall zu formen.
Blech oder Zuschnitt: Das Rohmaterial, in der Regel in Form von Coils oder vorgeschnittenen Zuschnitten, wird der Presse zugeführt.
Etappen des Stempelns: a. Stanzen: Ausschneiden der ursprünglichen Form aus dem Metallblech. b. Ziehen: Verformung des Metalls in eine dreidimensionale Form. c. Einstechen: Das Anbringen von Löchern oder Öffnungen im Werkstück. d. Biegen: Falten des Metalls entlang einer geraden Linie. e. Prägen: Pressen des Metalls, um genaue Abmessungen und Oberflächengüten zu erzielen.
Stanzen mit Folgeverbundwerkzeugen: Ein Verfahren, bei dem mehrere Prägevorgänge in einem einzigen Werkzeugsatz kombiniert werden, was die Effizienz und Präzision erhöht.
Überlegungen zum Material: Die Wahl des Metalls (z. B. Stahl, Aluminium, Kupfer) beeinflusst das Stanzverfahren und die Eigenschaften des Endprodukts.
Präzision und Toleranzen: Mit modernen Stanzverfahren können enge Toleranzen erreicht werden, die je nach Material und Komplexität des Teils oft innerhalb von ±0,05 mm oder weniger liegen.
Automatisierung und Sensoren: In vielen Stanzbetrieben werden heute Roboter und fortschrittliche Sensoren eingesetzt, um Effizienz, Konsistenz und Qualitätskontrolle zu verbessern.
Finite-Elemente-Analyse (FEA): Computersimulationen werden zur Optimierung der Werkzeugkonstruktion und zur Vorhersage des Materialverhaltens beim Stanzen eingesetzt.
Operationen nach dem Stanzen: Die Teile können zusätzlichen Prozessen wie Entgraten, Wärmebehandlung oder Oberflächenveredelung unterzogen werden, um die endgültigen Spezifikationen zu erfüllen.
1.1 Merkmale und Anwendungen des Metallstanzens
Was ist Stempeln?
Stanzen, auch Pressen genannt, ist ein Fertigungsverfahren, bei dem flache Bleche oder nichtmetallische Werkstoffe mit speziellen Werkzeugen und Geräten in bestimmte Formen gebracht werden. Dieses Verfahren findet in der Regel bei Raumtemperatur statt, was es als Kaltumformungstechnik kennzeichnet. Die Definition des Stanzens kann wie folgt formuliert werden:
Bei Umgebungstemperatur wird ein Metall- (oder Nichtmetall-) Blech mit einer kontrollierten Kraft unter Verwendung eines Stanzpresse und einer präzisionsgefertigten Form. Dadurch wird entweder eine Materialtrennung oder eine plastische Verformung herbeigeführt, so dass Bauteile mit vorgegebenen Formen, Abmessungen und mechanischen Eigenschaften entstehen.
Zu den wichtigsten Aspekten des Prägeprozesses gehören:
Temperatur: Das Stanzen wird überwiegend bei Raumtemperatur durchgeführt, was es zu einem Kaltverarbeitungsprozess macht. Dadurch entfällt die Notwendigkeit der Erwärmung, was die Energieeffizienz und die Materialhandhabung verbessert.
Rohmaterial: Das Hauptwerkstück beim Stanzen ist Blech, in der Regel Metall, daher auch die alternative Bezeichnung "Blechstanzen". Zu den gängigen Materialien gehören Stahl, Aluminium, Messing und verschiedene Legierungen.
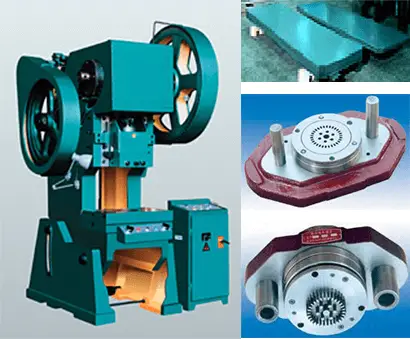
Ausrüstung und Werkzeuge: Zum Stanzen sind drei wesentliche Komponenten erforderlich:
Stanzpresse: Die Maschine, die die notwendige Kraft aufbringt.
Werkzeugsatz: Präzisionswerkzeuge, die das Material in Form bringen.
Rohmaterial: Das zu verformende Blech oder nichtmetallische Blech.
Mechanismus der Verformung: Das Stanzen beruht auf der plastischen Verformung, bei der das Material über seine Streckgrenze hinaus, aber unterhalb seiner endgültigen Zugfestigkeit belastet wird. Dies ermöglicht eine dauerhafte Formveränderung ohne Materialversagen.
Vielseitigkeit: Durch verschiedene Verfahren wie Stanzen, Lochen, Biegen und Tiefziehen kann eine breite Palette von Teilen hergestellt werden, von einfachen flachen Unterlegscheiben bis zu komplexen Karosserieteilen.
Produktionseffizienz: Die Stanztechnik eignet sich besonders für die Großserienproduktion, da sie schnelle Zykluszeiten und eine gleichbleibende Qualität der Teile bietet, wenn sie mit den richtigen Werkzeugen und Verfahren ausgeführt wird.
Merkmale und Anwendungen des Metallstanzens:
(1) Hohe Produktivität bei rationalisiertem Betrieb, der eine nahtlose Integration von Mechanisierung und Automatisierung ermöglicht.
(2) Außergewöhnliche Maßgenauigkeit und überragende Konsistenz von Teil zu Teil, was eine optimale Austauschbarkeit gewährleistet.
(3) Beeindruckende Materialausnutzungsraten, die in der Regel zwischen 70% und 85% liegen, wobei einige fortschrittliche Verfahren eine Effizienz von bis zu 95% erreichen.
(4) Fähigkeit zur Herstellung komplexer Geometrien, die für herkömmliche Bearbeitungsmethoden schwierig oder unmöglich sind, wie z. B. dünnwandige, tiefgezogene Bauteile mit komplizierten Merkmalen.
(5) Ermöglicht die Herstellung von Leichtbauteilen mit ausgezeichnetem Verhältnis von Steifigkeit zu Gewicht und hoher struktureller Integrität.
(6) Durch die Kaltverformung entfällt die Notwendigkeit der Erwärmung, was zu Energieeinsparungen und einer hervorragenden Oberflächenqualität führt.
(7) Erheblich geringere Stückkosten in Szenarien mit hohen Produktionszahlen.
Diese Eigenschaften machen das Metallstanzen zu einem einzigartig vielseitigen Fertigungsverfahren, das hohe Qualität, Effizienz, Energieeinsparung und Kosteneffizienz in einer Weise kombiniert, die von alternativen Metallverarbeitungsmethoden nicht erreicht wird.
Folglich findet das Stanzen von Metall in vielen verschiedenen Branchen Anwendung. Im Automobil- und Landmaschinensektor machen Stanzteile 60% bis 70% der Teile aus. Auch in der Mess- und Regeltechnikindustrie werden 60% bis 70% der Bauteile gestanzt. Das Verfahren ist auch bei der Herstellung einer breiten Palette von Küchengeräten und Gebrauchsgegenständen aus Edelstahl weit verbreitet.
Die Vielseitigkeit des Metallstanzens umfasst ein beeindruckendes Spektrum von Anwendungen, von elektronischen Miniaturkomponenten und Präzisionsinstrumenten bis hin zu großen Karosserieteilen und Strukturträgern für die Automobilindustrie. Sogar in der Luft- und Raumfahrtindustrie werden kritische Komponenten wie die Außenhaut von Flugzeugen mit fortschrittlichen Stanztechniken hergestellt. Dieses breite Anwendungsspektrum unterstreicht die Anpassungsfähigkeit des Verfahrens an die unterschiedlichen Anforderungen an Umfang und Komplexität in verschiedenen Sektoren.
Nachteile des Stanzens
Der Zyklus der Formenherstellung ist lang und die Kosten sind hoch. Weil traditionelle Verarbeitungsmethoden und -mittel sowie traditionelle Formmaterialien verwendet werden
Mit dem Aufkommen fortschrittlicher Formverarbeitungstechnologien und nicht-traditioneller Formwerkstoffe kann dieses Manko jedoch allmählich überwunden werden.
Zum Beispiel:
Herstellung von Formen aus Legierungen mit niedrigem Schmelzpunkt
Herstellung von Formen durch Rapid Prototyping
Wirtschaftliche Form
Kurz gesagt, die Form der Industrie ist ein Land der grundlegenden Industrie, das Niveau der Form-Design und Formenbau hat sich zu einem Maß für das Niveau der Produktherstellung in einem Land.
Die Industrieländer messen der Entwicklung von Schimmelpilzen große Bedeutung bei.
In Japan ist man der Ansicht, dass "die Form die treibende Kraft für den Eintritt in eine wohlhabende Gesellschaft ist";
Deutschland: "der Kaiser in der metallverarbeitenden Industrie";
Rumänien: "Die Form ist Golden Touch"; die Form gilt als ein Stein in der internationalen Arena-Industrie.
Allerdings umfassen die Schimmelpilze hier auch Schimmelpilze, GesenkformenDruckgussformen, Gummiformen, Lebensmittelformen, Formen für Baumaterialien usw., aber derzeit sind die kalten Formen und die Kunststoffformen am weitesten verbreitet und machen jeweils etwa 40% aus.
1.2 Klassifizierung der Stanzverfahren
Klassifiziert nach Verformungseigenschaften
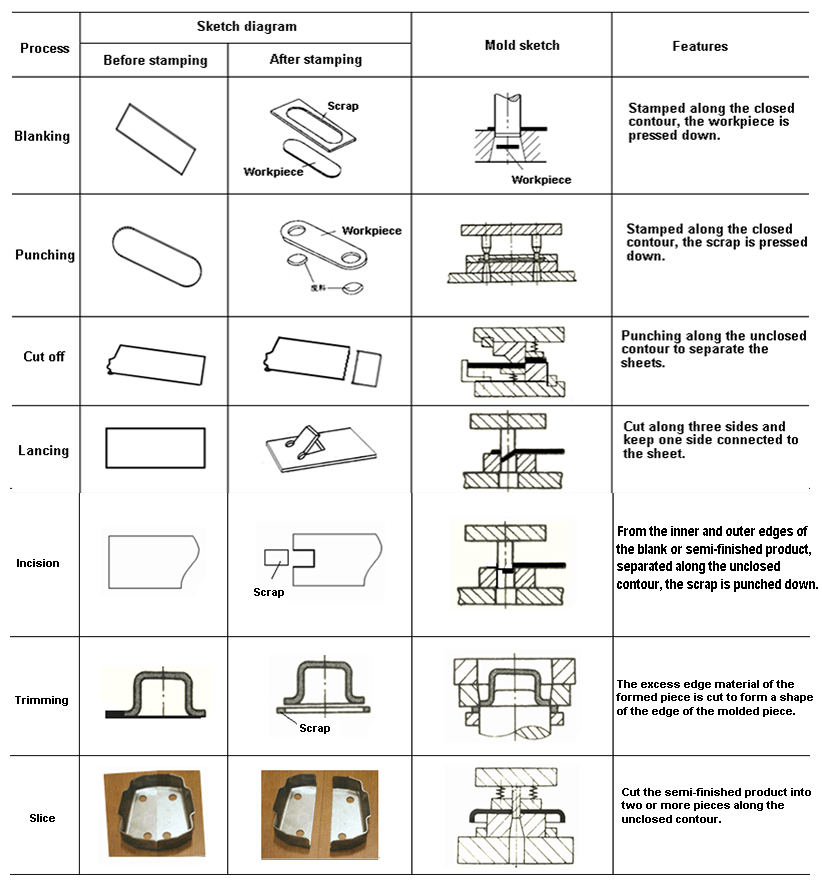
Trennungsprozess
Formgebungsverfahren
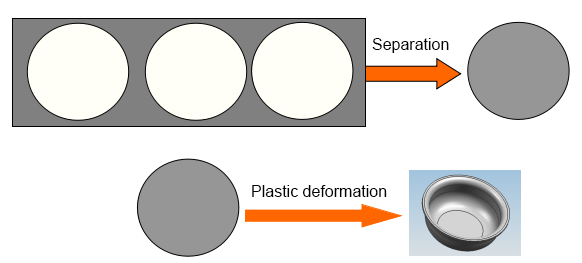
(1)Trennungsprozess
Beim Stanzen wird das zu bearbeitende Material durch eine äußere Kraft verformt.
Wenn die Scherspannung des Materials in der Verformungszone die Scherfestigkeit des Materials erreicht, wird das Material geschert und getrennt, um ein Teil mit einer bestimmten Form und Größe zu bilden.
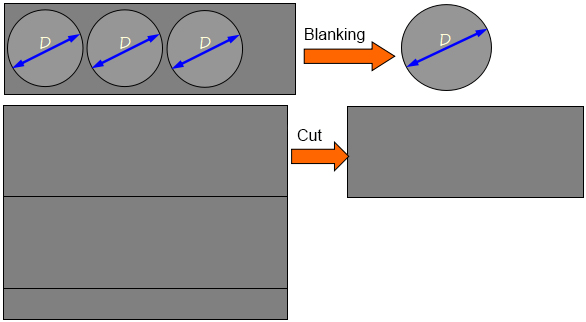
Das Trennverfahren umfasst hauptsächlich Schneiden und Stanzen, .Ausklinken, Schneiden usw.
Der Trennungsprozess wird im Folgenden dargestellt:
Es kommt zu einer Trennung, die aber die Form des Raumes nicht verändert.
Beim Stanzen erreicht die Vergleichsspannung des Materials in der Verformungszone unter der Einwirkung der äußeren Kraft die Streckgrenze σs des Materials, aber nicht die Festigkeitsgrenze σb, so dass sich das Material nur plastisch verformt und so Teile mit einer bestimmten Form und Größe entstehen.
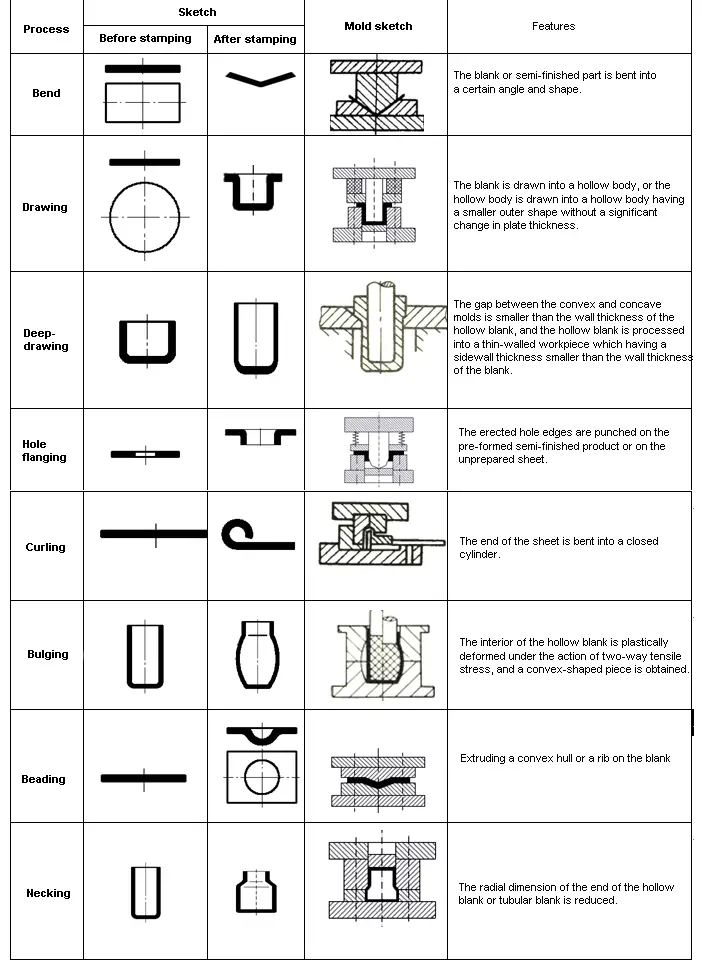
Das Umformverfahren umfasst hauptsächlich Biegen, Tiefziehen, Drehen, Schrumpfen, Ausbauchen usw.
Der Umformprozess wird wie folgt dargestellt:
Es wird nur die Form des Rohlings verändert, eine Trennung findet nicht statt.
Tabelle 1-2 Umformverfahren
Je nach Art der Deformationszone
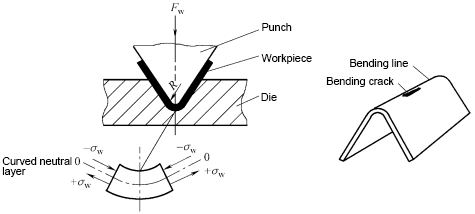
Umformung durch Dehnung: Die maximale Hauptspannung in der Verformungszone ist eine Zugspannung, und der Versagensmodus ist die Zugrissbildung, die durch eine Dickenverringerung gekennzeichnet ist.
Druckumformung: Die maximale Hauptspannung in der Verformungszone ist eine Druckspannung, die durch eine Verdickung der Dicke gekennzeichnet ist, und die Form des Versagens ist die Faltenbildung.
Nach der grundlegenden Verformungsmethode
Ausblendung
Biegen
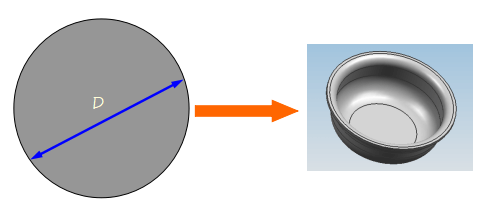
Tiefziehen
Bildung von
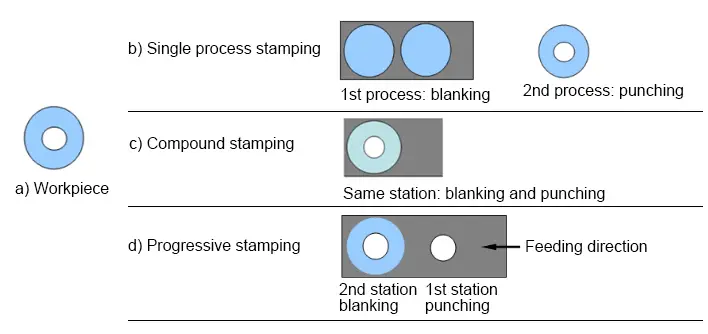
Je nach Kombination der Prozesse
Stanzen im Einzelverfahren
Zusammengesetzte Prägung
Progressives Stanzen
1.3 Stanzmaterial
Grundlegende Anforderungen für das Stempeln auf Blechen
Leistungsanforderungen erfüllen
Erfüllen die Anforderungen des Stanzprozesses
Die Erfüllung der Leistungsanforderungen steht an erster Stelle, und die Anforderungen an den Prägeprozess werden so weit wie möglich erfüllt, während die Leistungsanforderungen eingehalten werden.
1.3.1 Prozessanforderungen für Stanzwerkstoffe
1. die Leistung der Stanzformung
Das Umformverhalten beim Stanzen bezieht sich auf die Fähigkeit des Blechs, sich an den Stanzprozess anzupassen.
Zwei Arten von Instabilität:
Zuginstabilität - lokale Einschnürung oder Bruch unter Zugspannung;
Kompressionsinstabilität - Instabilitätsfalten unter Druckbelastung.
Ersteres entspricht dem Phänomen der Einschnürung bei der Zugprüfung von Stahl mit niedrigem Kohlenstoffgehalt, letzteres ist das Phänomen der Instabilität des Druckstabs.
Es gibt also eine Umformgrenze, die in eine Gesamtumformgrenze und eine lokale Umformgrenze unterteilt ist. Je höher die Umformgrenze ist, desto besser ist die Umformleistung der Presse.
Wie kann man die Umformleistung des Blechs messen?
(1) Die Rissfestigkeit bezieht sich auf die Fähigkeit eines Blechs, einer Beschädigung während der Verformung zu widerstehen.
(2) Die Pasteurisierbarkeit bezieht sich auf die Fähigkeit des Blechs, sich während des Pressvorgangs an die Form anzupassen.
(3) Die Formbarkeit bezieht sich auf die Fähigkeit eines Teils, seine Form in der Form nach der Entformung beizubehalten.
Die Umformeigenschaften des Blechs können anhand der mechanischen Eigenschaften des Blechs gemessen werden. Die mechanischen Eigenschaften können durch Versuche ermittelt werden.
Direkte Prüfung: Der eigentliche Stanzprozess wird mit speziellen Geräten direkt simuliert.
Indirekte Prüfung: Die allgemeine Leistungsfähigkeit des Materials wird durch Dehnung, Scherung, Härteprüfung, metallografische Prüfung usw. mit allgemeinen Geräten ermittelt.
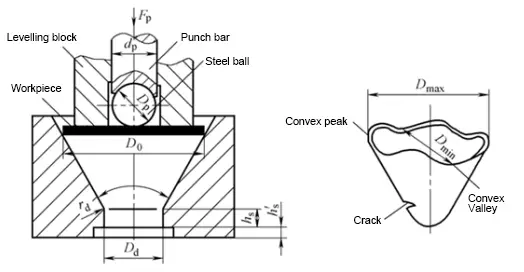
(1) Direkte Prüfmethode
Wie Kegelbechertest(GB/T 15825.6-2008)
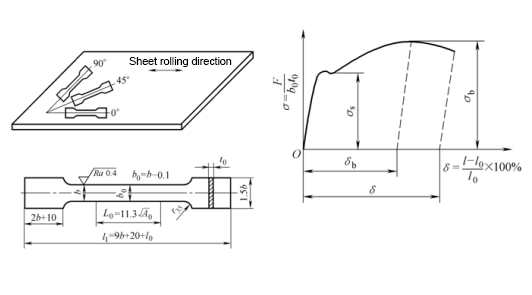
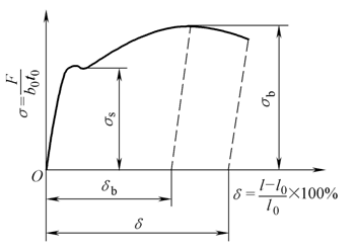
(2) Indirektes Prüfverfahren
z. B. Zugversuch an kohlenstoffarmem Stahl usw.
Mechanische Indikatoren, die die Eigenschaften des Pressens beeinflussen
γ = εb /εt ist groß → guter Widerstand gegen Rissbildung
(6) Spezifischer Anisotropiekoeffizient der plastischen Verformung
Δγ =(γ0 +γ90 - 2γ45 )/2 ist groß → je unterschiedlicher die Anisotropie
Anforderungen an die chemische Zusammensetzung: Der unterschiedliche Gehalt an einigen Elementen im Stahl führt zu einer unterschiedlichen Plastizität und Sprödigkeit des Materials.
Anforderungen an die metallographische Struktur: Unterschiedliche metallografische Strukturen können zu unterschiedlichen mechanischen Eigenschaften wie Festigkeit und Plastizität führen.
Anforderungen an die Oberflächenqualität: Erforderlich ist eine glatte Oberfläche ohne Oxidhaut, Risse, Kratzer und andere Defekte.
Anforderungen an die Materialdickentoleranz: Eine bestimmte Dicke entspricht einem bestimmten Formspalt, und die Materialdickentoleranz sollte der nationalen Norm entsprechen.
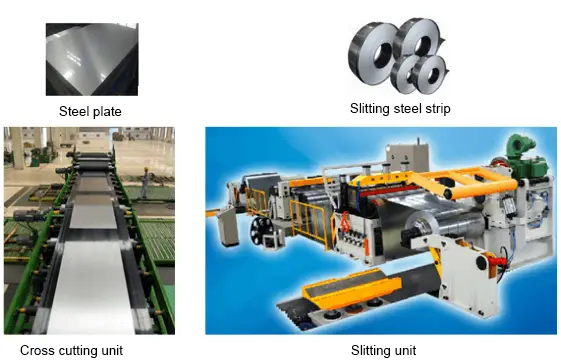
1.3.2 Gängige Stanzwerkstoffe und Schneidverfahren
Spezifikationen für Bleche: Bandstahl, StahlplatteSpaltband, etc.
Größenbereich von Stahlplatten und -bändern (GB/T708-2006)
1) Der Nennwert Dicke des Stahlblechs und Stahlband (einschließlich Spaltband) liegt zwischen 0,3 mm und 4,0 mm, und Stahlplatten und Stahl mit einer Nenndicke von weniger als 1 mm sind in jeder beliebigen Größe in Vielfachen von 0,05 mm erhältlich; die Nenndicke liegt über 1 mm. Stahlplatten und Stahl sind in jeder Größe in Vielfachen von 0,1 mm erhältlich.
2) Die Nennbreite von Stahlplatten und Stahlbändern liegt zwischen 600 mm und 2050 mm, und es gibt beliebige Größen in Vielfachen von 10 mm.
3) Die Nennlänge der Stahlplatte liegt zwischen 1000mm und 6000mm, und jede Größe in Vielfachen von 50.
4) Je nach den Anforderungen des Käufers können Stahlplatten und -bänder in anderen Größen durch Verhandlungen zwischen dem Lieferanten und dem Käufer geliefert werden.
Kombinieren Sie die vorhandenen Ausstattungsmerkmale der Werkstatt
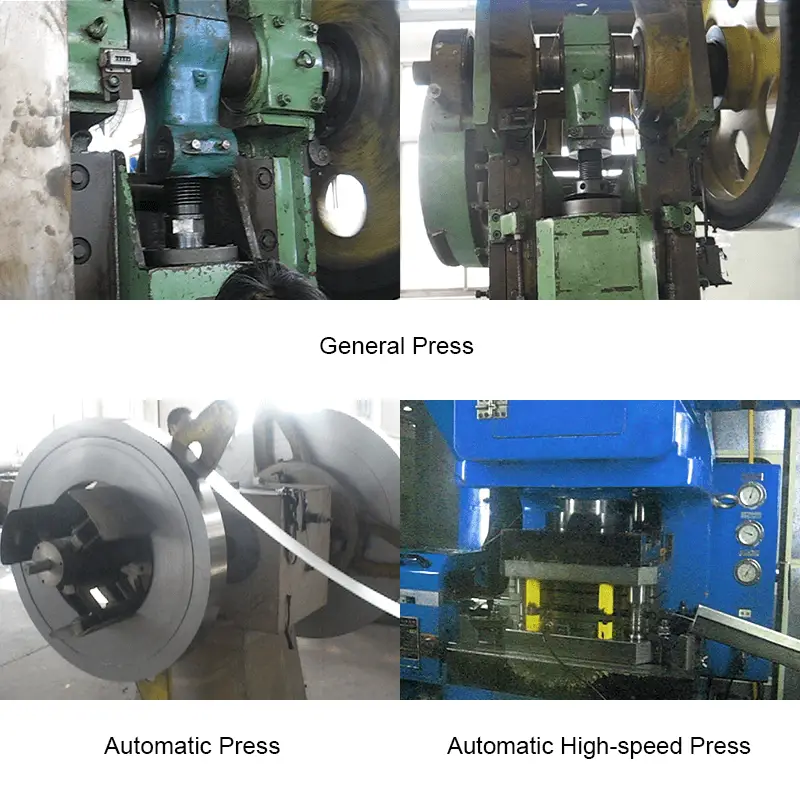
Typ der Stanzausrüstung:
Je nach der unterschiedlichen Antriebskraft des Schiebers gibt es mechanische Pressen, hydraulische Pressen und Luftpressen;
Je nach Aufbau des Bettes wird zwischen offenen und geschlossenen Pressen unterschieden;
Je nach Anzahl der Schieberegler gibt es einfaches Drücken (ein Schieberegler), doppeltes Drücken (zwei Schieberegler), usw.;
Je nach Anzahl der Pleuelstangen gibt es Einpunktpressen (eine Pleuelstange), Zweipunktpressen (zwei Pleuelstangen), Vierpunktpressen (vier Pleuelstangen), usw.
……
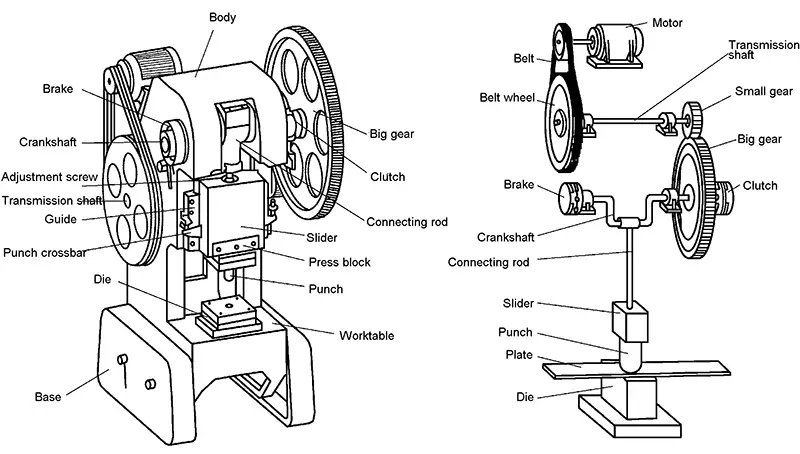
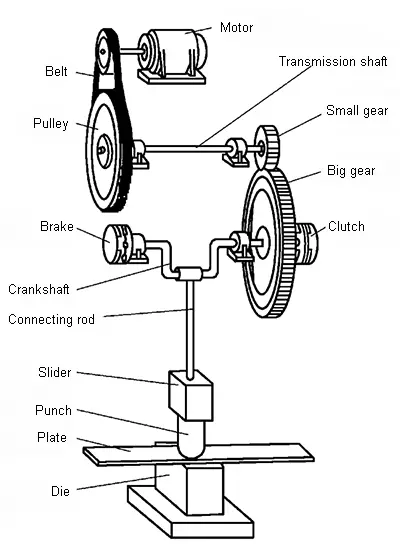
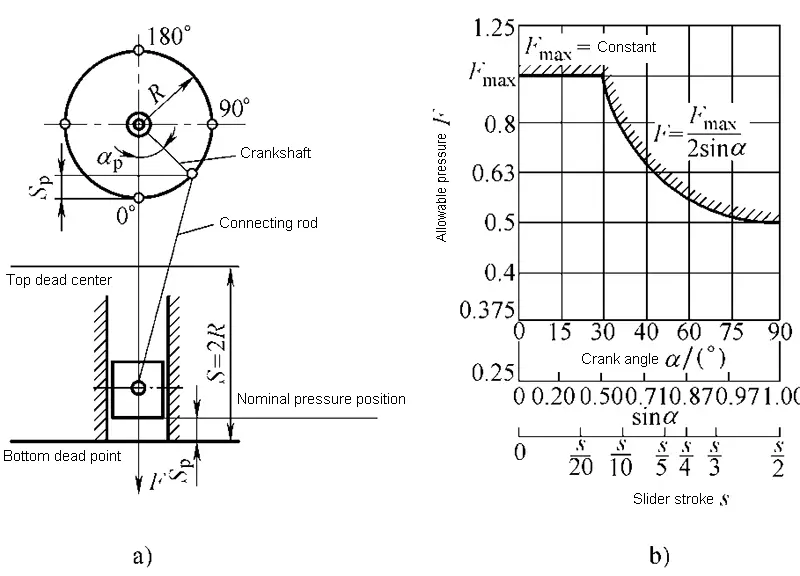
Funktionsprinzip und Hauptkomponenten der Kurbelpresse
(1) Arbeitsmechanismus
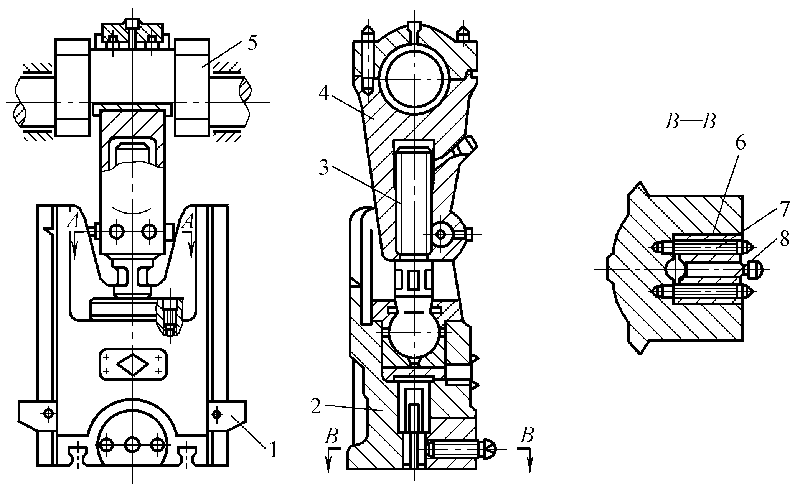
Kurbel und Gelenkmechanismus: Der Kurbeltrieb besteht aus einer Kurbelwelle, einer Pleuelstange und einem Schieber. Die Länge der Pleuelstange kann an die verschiedenen Größen der Formen angepasst werden.
Verschiedene Materialien haben unter denselben Verformungsbedingungen eine unterschiedliche Plastizität, und dasselbe Material hat unter verschiedenen Verformungsbedingungen eine unterschiedliche Plastizität.
2.2 Mechanik der plastischen Umformung
Stresszustand
Dehnungszustand
Fließkriterium (plastischer Zustand)
Verhältnis zwischen Spannung und Dehnung bei plastischer Verformung
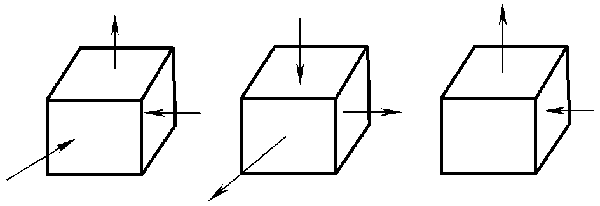
3 Hauptbelastungszustände:
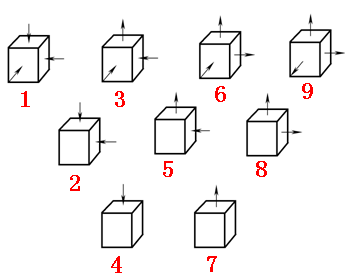
9 Arten von Hauptspannungszuständen:
2.3 Grundlegendes Gesetz der plastischen Umformung
Arbeitsverhärtungsgesetz
Gesetz über die elastische Rückgewinnung beim Entladen
Gesetz des geringsten Widerstands
Gesetz der Volumeninvarianz der plastischen Verformung
4 Arten von Metallstempelverfahren
Lassen Sie uns nun in die folgenden vier grundlegenden Metallstanzverfahren eintauchen, die alle eine entscheidende Rolle in der modernen Fertigung spielen:
Ausblendung
Biegen
Tiefziehen
Bildung von
Beim Stanzen handelt es sich um einen Präzisionsschneidevorgang, bei dem ein flaches Metallstück von einem größeren Blech getrennt wird. Bei diesem Verfahren wird mit Hilfe einer Matrize und eines Stempels eine zweidimensionale Form erzeugt, die oft als erster Schritt für nachfolgende Umformvorgänge dient. Das so entstandene Stück, ein sogenannter Rohling, kann das Endprodukt sein oder einer weiteren Verarbeitung unterzogen werden.
Beim Biegen wird Metall entlang einer geraden Achse plastisch verformt, wobei Winkel, U- oder V-Formen entstehen. Bei diesem Verfahren kommen verschiedene Techniken zum Einsatz, wie z. B. das Luftbiegen, das Tiefziehen und das Prägen, die jeweils ein unterschiedliches Maß an Präzision und Kraftkontrolle bieten. Die Wahl der Biegemethode hängt von Faktoren wie den Materialeigenschaften, dem gewünschten Biegewinkel und dem Produktionsvolumen ab.
Tiefziehen ist ein komplexes Umformverfahren, bei dem ein flacher Metallrohling in eine hohle, dreidimensionale Form verwandelt wird. Diese Technik wird häufig bei der Herstellung von Produkten wie Karosserieteilen, Getränkedosen und Küchenspülen eingesetzt. Bei diesem Verfahren wird das Material mit Hilfe eines Stempels in eine Matrize gezogen, wobei für komplizierte Formen oft mehrere Schritte erforderlich sind. Eine sorgfältige Berücksichtigung des Materialflusses, der Schmierung und der Werkzeugkonstruktion ist entscheidend, um Fehler wie Faltenbildung oder Risse zu vermeiden.
Die Umformung umfasst eine Vielzahl von Verfahren, bei denen Metall geformt wird, ohne seine Dicke wesentlich zu verändern. Dazu gehören Verfahren wie Prägen, Prägen und Recken. Durch Umformung können komplexe Geometrien geschaffen, die strukturelle Festigkeit erhöht oder dem Werkstück dekorative Merkmale verliehen werden. Fortgeschrittene Techniken wie Hydroforming und Gummikissenformung ermöglichen die Herstellung komplizierter Formen mit verbesserter Materialverteilung und Oberflächengüte.
Klicken Sie auf den nachstehenden Link, um alle Einzelheiten zu erfahren:
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie die Metallteile in Ihrem Auto oder Ihren Haushaltsgeräten hergestellt werden? Metallstanzen, ein Verfahren, bei dem Metallbleche mit Hilfe von Werkzeugen geformt werden, ist der Schlüssel dazu. Diese Methode bietet hohe...
Faltenbildung beim Metallstanzen kann die Qualität von Stanzteilen beeinträchtigen, lässt sich aber durch bestimmte Verfahren kontrollieren. Dieser Artikel befasst sich mit Faktoren wie Streckungstiefe, Niederhalterkraft und...
Haben Sie sich jemals gefragt, wie die Maschinen, die unsere Welt gestalten, hergestellt werden? Dieser Blog nimmt Sie mit auf eine Reise durch die wichtigsten Hersteller von Stanzmaschinen. Sie erfahren etwas über...
Haben Sie sich jemals gefragt, wie Autos so schnell und sicher hergestellt werden? Dieser Artikel enthüllt die Magie hinter automatisierten Stanzstraßen, in denen Roboter die manuelle Arbeit ersetzen und die Effizienz um ein Vielfaches...
Welche Materialien machen Stanzwerkzeuge robust und präzise? Stanzwerkzeuge erfordern hohe Haltbarkeit und Präzision, und Materialien wie Stahl, Hartmetall und verschiedene Legierungen spielen dabei eine entscheidende Rolle. Dieser Artikel befasst sich mit...
Fasziniert von den Wundern des Metallstanzens? In diesem Blogbeitrag tauchen wir in die faszinierende Welt des Bördelns, Einschnürens und Ausbeulens von Löchern ein. Unser erfahrener Maschinenbauingenieur führt Sie...
Haben Sie Probleme bei der Auswahl der richtigen Stanzpresse für Ihre Produktionsanforderungen? Die Wahl der richtigen Stanzpresse ist entscheidend für die Optimierung der Produktionseffizienz und die Gewährleistung einer hochwertigen Produktion. Dieser Leitfaden...
Haben Sie sich jemals gefragt, warum manche Metallteile beim Tiefziehen reißen? Das ist ein häufiges Problem, das Produktionsläufe ruinieren kann. Dieser Artikel befasst sich mit den Ursachen von Rissen beim Tiefziehen...
Haben Sie sich schon einmal gefragt, wie aus einem flachen Metallblech ein komplexes, hohles Teil entstehen kann? Das Tiefziehen, ein faszinierendes Umformverfahren, macht dies möglich. In diesem Artikel,...