Der ultimative Leitfaden zum Metallschneiden: Alles, was Sie wissen müssen
Haben Sie sich jemals gefragt, wie die präzisen Formen, die aus Metallblechen geschnitten werden, zustande kommen? In diesem faszinierenden Artikel tauchen wir in die Welt des Stanzens ein, einer wichtigen Technik beim Stanzen von Metall. Unser erfahrener Maschinenbauingenieur führt Sie durch die Feinheiten dieses Verfahrens, von den grundlegenden Prinzipien bis hin zu fortschrittlichen Qualitätskontrollmaßnahmen. Machen Sie sich bereit, die Wissenschaft und Kunst zu entdecken, die hinter der Herstellung perfekter Metallkomponenten steckt!
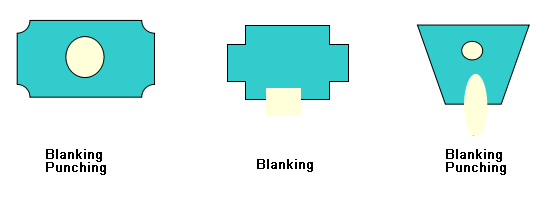
Ausblendung ist eine Prägeverfahren bei dem eine Form verwendet wird, um einen Teil eines Blechs von einem anderen Teil entlang einer bestimmten Kontur zu trennen. Einfacher ausgedrückt: Beim Stanzen werden Bleche mit Hilfe einer Form auseinandergeschnitten.
Zeichen für das Ende der Stanzung: Der Stempel geht durch das Blech in die Matrize.
Wichtigstes Grundverfahren des Schneidens: Stanzen und Einstechen
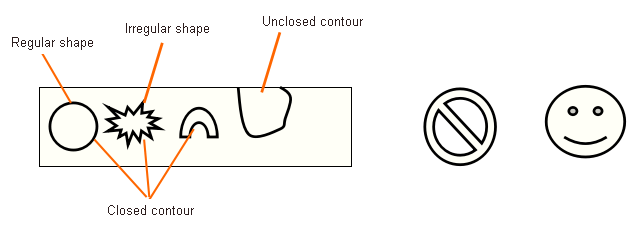
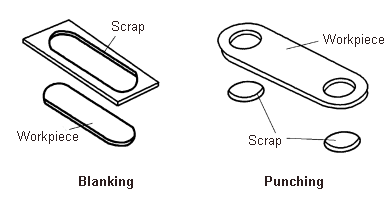
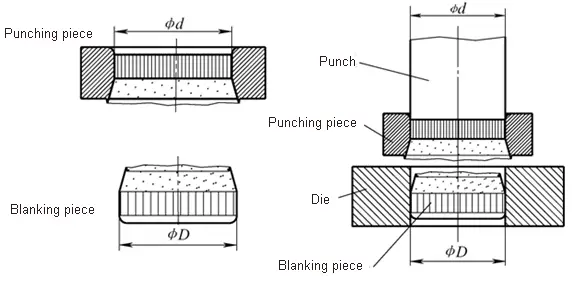
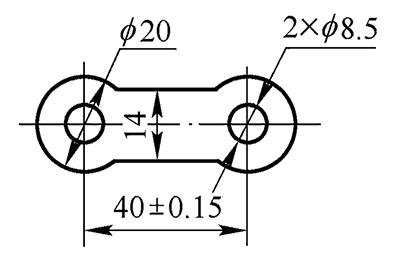
Sowohl beim Stanzen als auch beim Lochen wird eine Form verwendet, um einen Teil des Blechs von einem anderen Teil entlang einer geschlossenen Kontur zu trennen.
Der Zweck des Stanzens ist es, das Teil innerhalb der geschlossenen Kontur zu erhalten.
Der Zweck des Piercings ist es, einen Teil außerhalb der geschlossenen Kontur zu erhalten
1.3 Position der Verformungszone für die Ausblendung
Die gestanzte Verformungszone befindet sich im Spindelbereich der oberen und unteren Schneidkante.
Qualitätsanalyse und -kontrolle von Stanzteilen
Die Qualität der Stanzteile bezieht sich auf:
Schnittqualität: senkrecht, glatt, kleiner Grat
Maßhaltigkeit: Innerhalb der in den Zeichnungen angegebenen Toleranzen
Formfehler: Die Form entspricht den Anforderungen der Zeichnung;
Die Oberfläche ist gerade, das heißt, der Bogen ist klein.
2.1 Schnittmerkmale von Stanzteilen und deren Einflussfaktoren
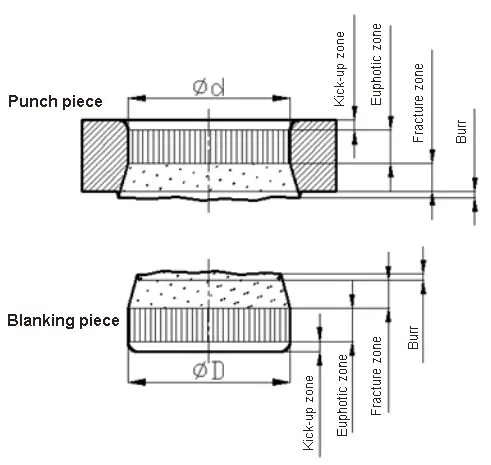
Querschnittsmerkmale der Rohlinge
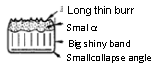
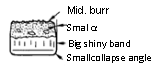
Bei normalem Spiel besteht der Abschnitt des Rohteils aus vier Teilen:
Kollapszone a: Das Material in der Nähe der Kante verformt sich auf Biegung und Zug.
Helles Band b: plastische Scherverformung. Der Bereich mit der besten Qualität.
Bruchzone c: Rissbildung und -ausbreitung.
Grat d: Der Spalt ist vorhanden, der Riss entsteht nicht an der Schneide, und der Grat ist unvermeidlich.
Das beste Qualitätsmerkmal: helles Band
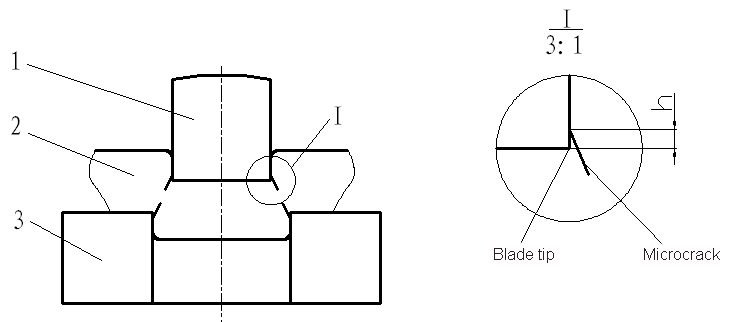
Die Position, an der der Grat entsteht: Der Riss befindet sich nicht an der Spitze des Messers, sondern leicht oberhalb der Stempel- und Matrizenseiten.
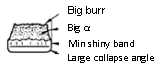
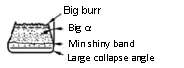
Faktoren, die die Schnittqualität der Stanzteile beeinflussen:
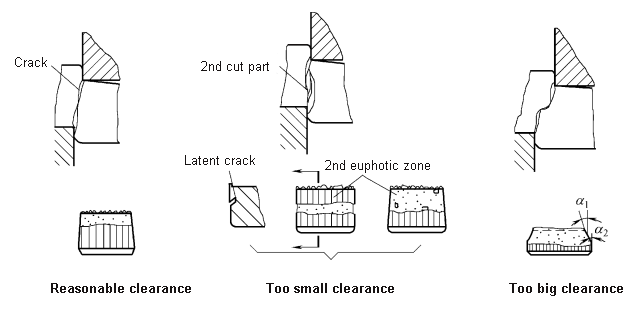
Der Spalt ist angemessen, die oberen und unteren Risse stimmen überein, und die Qualität des Querschnitts ist gut.
Der Abstand ist gering und die Qualität des Abschnitts ist gut.
Die Lücke ist zu klein, es kommt zu einer sekundären Scherung, die zu einem zweiten hellen Band führt
Die Lücke ist zu groß und die Qualität des Abschnitts wird beeinträchtigt.
Die Lücke ist zu groß und die Qualität des Abschnitts ist am schlechtesten
Auswirkung des Abstands auf Scherriss und Querschnittsqualität.
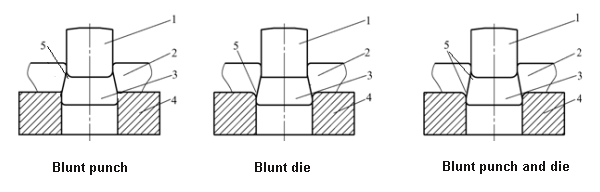
(3) Einfluss des Zustandes der Formkante
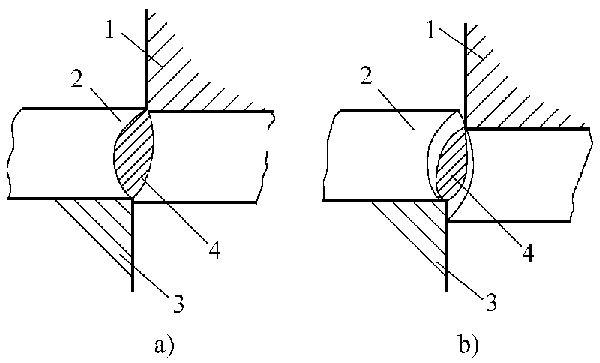
Wenn die Stempelkante stumpf ist, entstehen am oberen Ende der Stanzteile Grate;
Wenn die Matrizenkante stumpf ist, entstehen Grate am unteren Ende der Bohrung der Stanzteile;
Wenn die Stempel- und Matrizenkanten gleichzeitig stumpf sind, entstehen Grate an den oberen und unteren Enden der Stanzteile.
2.2 Genauigkeit der Ausschnittgröße und ihre Einflussfaktoren
Die Maßgenauigkeit des Rohlings ist die Differenz zwischen der tatsächlichen Größe des Rohlings und den Grundmaßen auf der Zeichnung.
Die Differenz umfasst zwei Abweichungen:
Eine davon ist die Abweichung des Stanzteils von der Größe des Stempels oder der Matrize;
Die zweite ist die Herstellungsabweichung der Form selbst.
Beeinflussende Faktoren:
Fertigungspräzision von Werkzeugen (Formteilbearbeitung und Montage)
Materialeigenschaften
Ausblendungslücke
2.3 Rohlingsformfehler und ihre Einflussfaktoren
Formfehler von Stanzteilen: bezieht sich auf Fehler wie Verzug, Verzerrung und Verformung.
Unter Verzug versteht man die Unebenheiten der gestanzten Teile.
Die Verformung wird durch das Strangpressen verursacht, weil die Kante des Rohlings durchstoßen wird oder der Lochabstand zu gering ist.
2.4 Qualitätskontrolle von Stanzteilen
Kontrolle der Maßabweichung des Arbeitsteils der Form
Spaltkontrolle
Kontrolle des Stanzmaterials
Kontrolle der anderen Faktoren
Berechnung des Ausblendungsprozesses
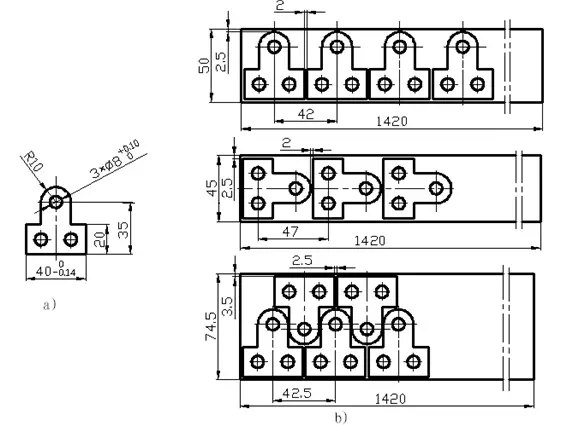
3.1 Gestaltung des Layouts 1. Layout und Materialausnutzung
(1) Aufbau
Das Layout bezieht sich auf die Anordnung der Zuschnitte auf den Bögen oder Streifen.
Vernünftiges Layout: Verbessert die Materialausnutzung, senkt die Kosten, sichert die Qualität des Stanzens und verbessert die Lebensdauer der Form.
(2) Materialverwendungsrate
Die Materialausnutzung ist der Prozentsatz der tatsächlichen Fläche des Teils im Verhältnis zur Fläche des verwendeten Materials.
Materialverwertung in einem Schritt:
Gesamte Materialausnutzung auf einem Blatt (oder Streifen, Band):
(3)Wege zur Verbesserung der Materialnutzung
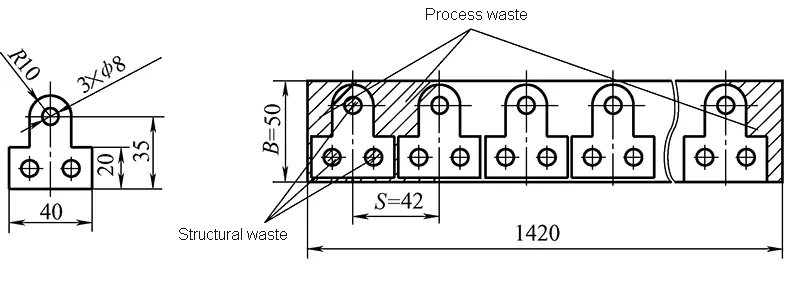
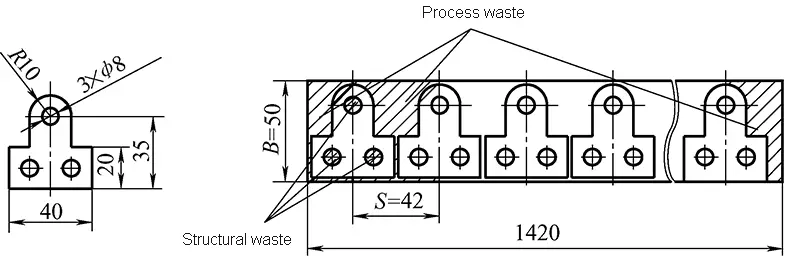
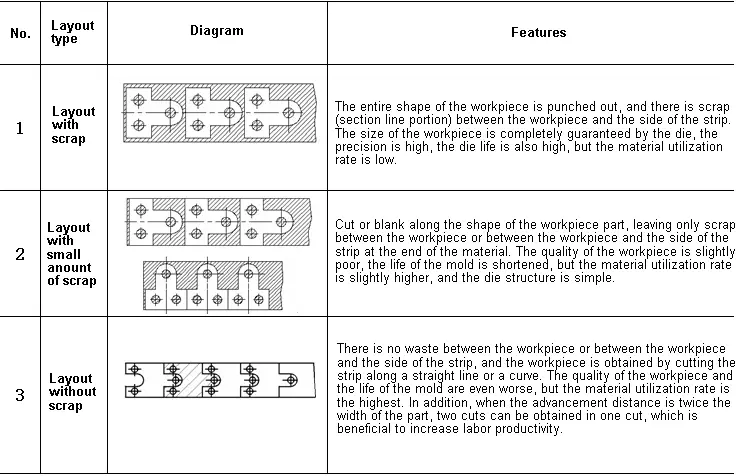
Art des Abfalls:
Strukturelle Abfälle: entstehen durch die strukturellen Anforderungen des Werkstücks, wie z. B. Lochfraß
Prozessabfall: Der Abfall, der zum Abschluss des Stanzvorgangs eingerichtet werden muss, einschließlich des Abstands zwischen dem Werkstück und dem Werkstück, zwischen dem Werkstück und der Bandkante, der Positionierbohrung, dem Materialkopf, dem Streifen usw.
Maßnahmen zur Reduzierung von Prozessabfällen:
Gut durchdachter Grundrissplan;
Wählen Sie die richtige Größe und das richtige Material Schneidverfahren (reduziertes Material Kopf, Schwanz und Rand);
Verwenden Sie Schrott als kleines Teil.
Maßnahmen zur Verwertung von Bauschutt:
Wenn das Material und die Dicke gleich sind, kann ein kleineres Stanzteil aus dem größeren Schrott gestanzt werden, wenn es die Größe zulässt.
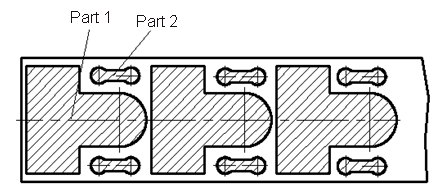
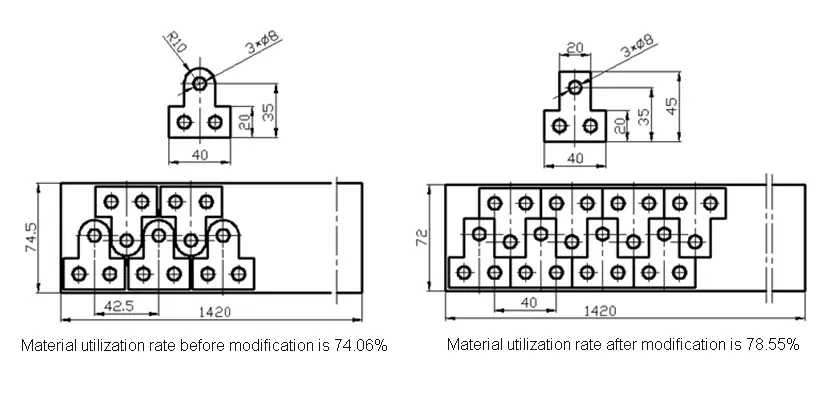
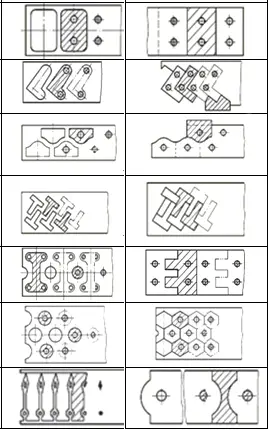
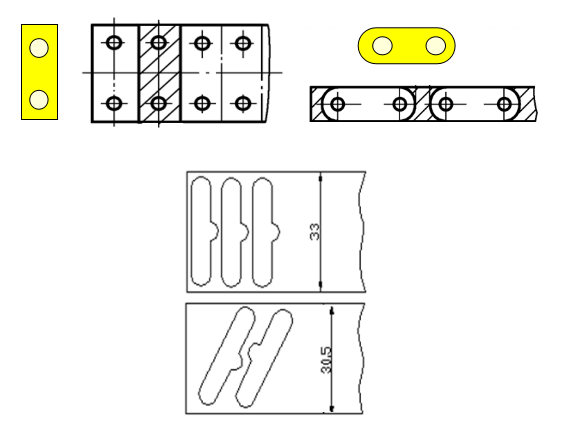
Je nach Einsatzbedingungen kann auch die strukturelle Form des Teils verändert werden, um die Materialausnutzung zu verbessern.
Ändern Sie die Form der Struktur, um die Materialausnutzung zu verbessern.
Welche Struktur ist der Materialeinsparung zuträglicher?
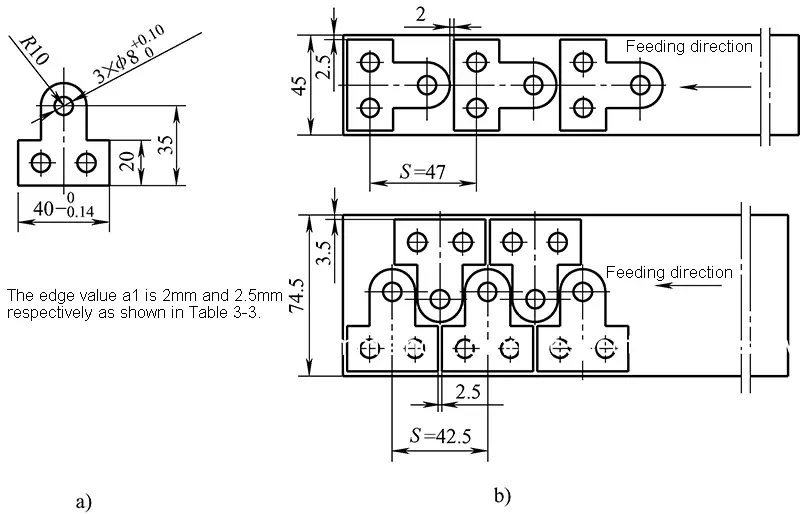
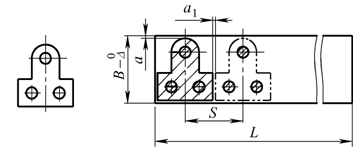
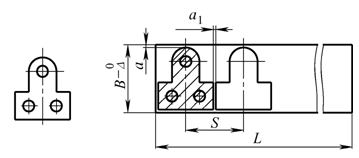
Läppen: Der Prozessrückstand zwischen dem Werkstück und dem Werkstück und zwischen dem Werkstück und der Kante des Bandes. Es gibt das Läppen a1 und das Seitenläppen a.
Läppfunktion:
Wird für die Positionierung verwendet;
Kompensation von Positionierungs- und Scherplattenfehlern, um sicherzustellen, dass qualifizierte Teile ausgestanzt werden;
Erhöhen Sie die Steifigkeit des Bandes, um die Zuführung des Bandes zu erleichtern und die Arbeitsproduktivität zu verbessern;
Verbessern Sie die Lebensdauer der Form.
Bestimmung des Läppwertes:
Mechanische Eigenschaften des Materials: Der Läppwert des harten Materials kann kleiner sein; der Läppwert des weichen Materials und des spröden Materials ist größer.
Materialstärke: Je dicker das Material ist, desto größer ist der Läppwert.
Form und Größe des Rohlings: Je komplexer die Form des Teils ist, desto kleiner ist der Radius der Verrundung und desto größer ist der Läppwert.
Beschickungs- und Blockiermethode: manuelle Beschickung, der Läppwert der Seitendruckeinrichtung kann geringer sein.
Entladungsmethode: Die elastische Entladung ist kleiner als die Läppung der starren Entladung.
Bestimmung des Prinzips: Nehmen Sie den Mindestwert unter der Prämisse, dass die Wirkung zufriedenstellend ist, und die spezifischen Design-Informationen können konsultiert werden.
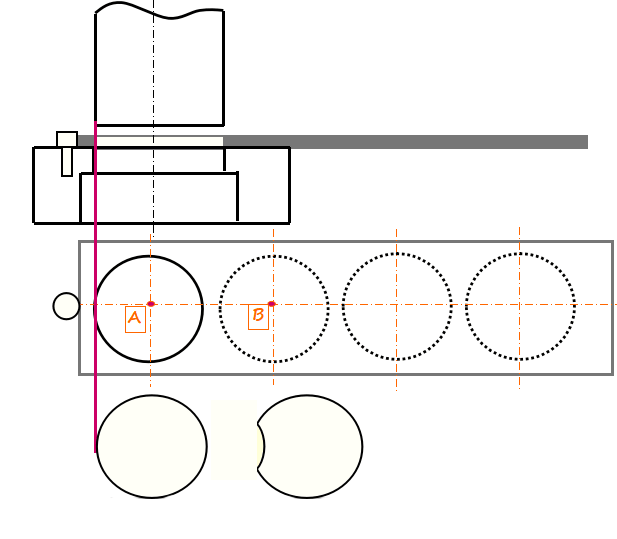
Bestimmung der Vorlaufstrecke:
Die Vorschubdistanz wird auch als Schrittdistanz bezeichnet, die sich auf den Abstand bezieht, den der Streifen bei jedem Stanzvorgang auf der Form vorrückt.
Bestimmung der Materialbreite:
Die Bestimmung der Bandbreite hängt damit zusammen, wie das Band in der Form positioniert wird:
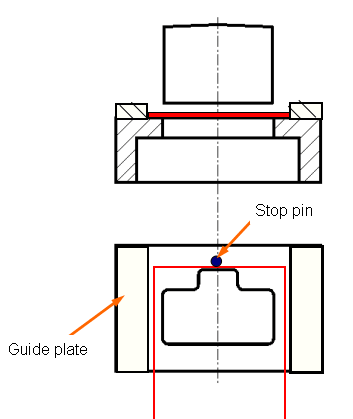
Positionierung von Führungsplatte und Haltestift
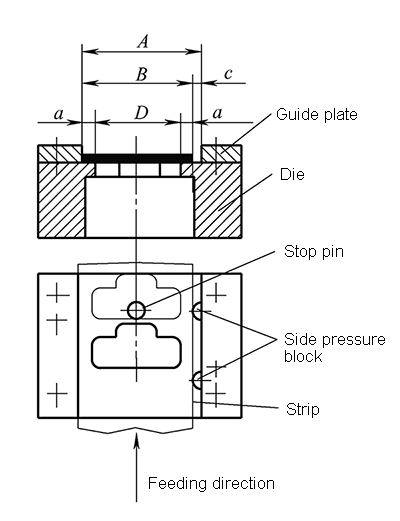
Führungsplatte mit Seitendruckvorrichtung
In der Führungsplatte ist keine Seitendruckeinrichtung vorhanden
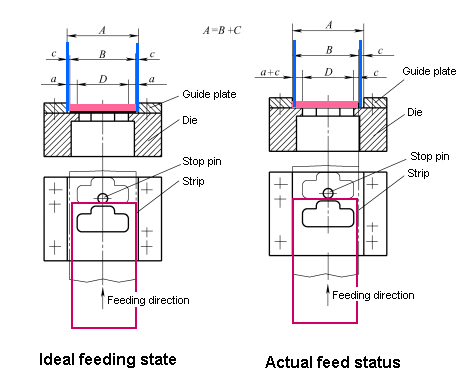
Positionierung der Führungsplatte und der Seitenkanten
1)Bestimmung der Bandbreite mit Seitendruckeinrichtung
Die Streifen werden immer auf einer Seite der Führungsplatte zugeführt, so:
△-Schneidefehler
2)Bestimmung der Bandbreite ohne Seitendruckeinrichtung
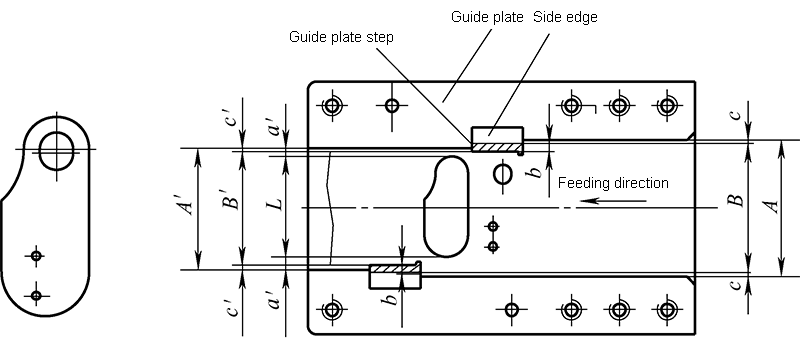
3)Bestimmung der Streifenbreite bei der Positionierung der Seitenkanten
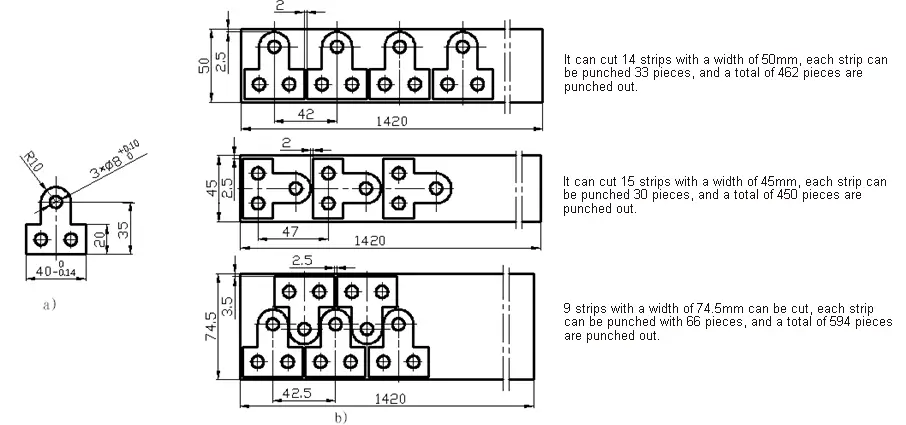
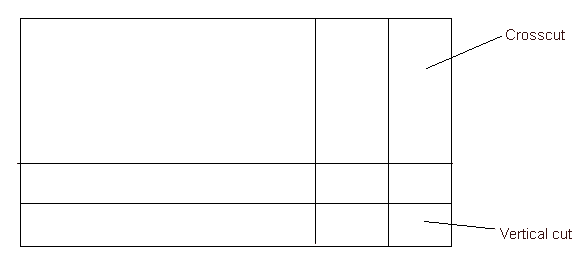
4)Schneidverfahren
Kann senkrecht oder waagerecht geschnitten werden.
Berechnen Sie jeweils ηvertikal und ηhorizontal und wählen Sie nach dem Vergleich die größeren Werte.
Bei der eigentlichen Produktion müssen auch die Produktionseffizienz und der Bedienungskomfort berücksichtigt werden.
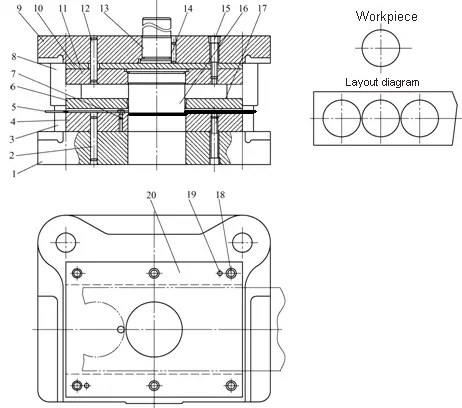
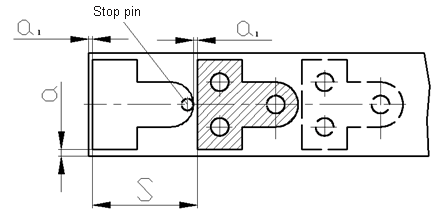
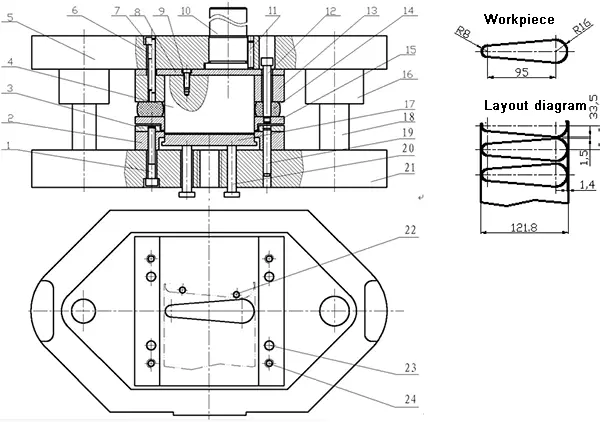
5)Zeichnung des Lageplans
Ein vollständiges Layout sollte mit den Abmessungen der Bandbreite, dem Schrittabstand S, den Überlappungen zwischen den Werkstücken und den seitlichen Überlappungen gekennzeichnet werden. Die Layout-Zeichnung wird in der Regel in der oberen rechten Ecke der allgemeinen Montagezeichnung eingezeichnet.
b) Zusammengesetzte Prägung
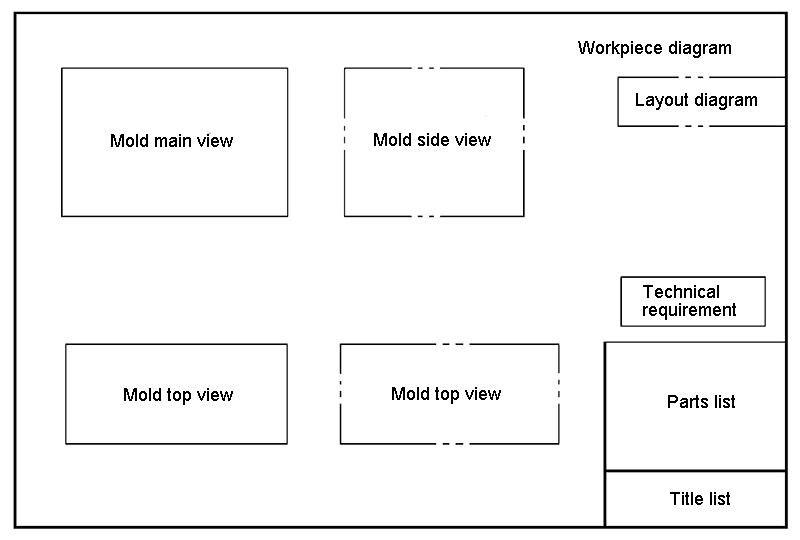
Zeichnungsanforderungen für Montagezeichnungen von Formen
3.2 Berechnung der Stanzprozesskraft und des Druckzentrums
Die Stärke des Stanzprozesses umfasst hauptsächlich:
Ausblendkraft
Entladekraft
Schubkraft
Ausstoßende Kraft
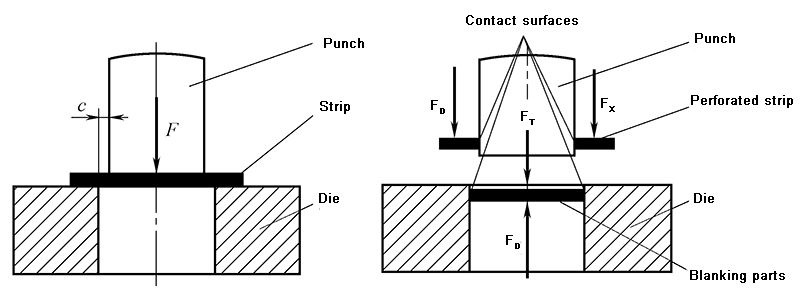
1. die Berechnung der Ausblendkraft
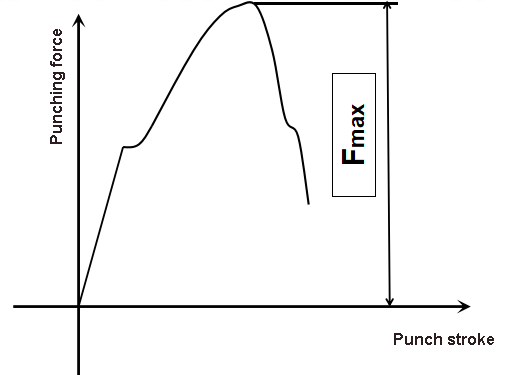
Die Ausblendkraft bezieht sich auf den Druck, der beim Ausblenden erforderlich ist. Dies bezieht sich auf den maximalen Wert während der Ausblendung.
Beim Stanzen mit einer herkömmlichen Flachmatrize wird die Schnittkraft F im Allgemeinen wie folgt berechnet:
Anmerkung:
F -Blindheitskraft; L -Schnittlänge; t --Materialstärke; τ -Werkstoff-Scherfestigkeit; K -Sicherheitsfaktor, im Allgemeinen wird K = 1,3 angenommen
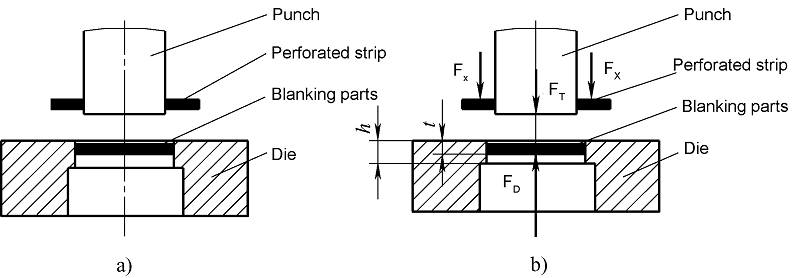
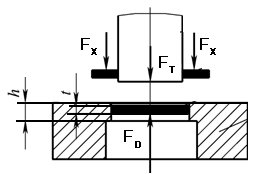
2. die Berechnung der Entlastungskraft, der Schubkraft und der Ausstoßkraft
Die Entladekraft bezieht sich auf die Kraft, die erforderlich ist, um das Werkstück oder das Abfallmaterial aus dem Stempel oder der Matrize zu entladen.
Die Schubkraft ist die Kraft, die erforderlich ist, um das Werkstück oder das Abfallmaterial in Stanzrichtung aus dem Werkzeug zu schieben.
Die Ausstoßkraft bezieht sich auf die Kraft, die das Produkt aus dem Loch der Matrize herausdrückt, indem sie gegen die Richtung der Matrize stößt.
Berechnungsformel für Entlastungskraft, Schubkraft und Ausstoßkraft
Entladekraft:FX=KXF
Schiebekraft:FT=nKTF
Auswerfkraft:FD=KDF
KX、KT、KD--Koeffizient der Entlastungskraft, Schubkraft, Ausstoßkraft, siehe Tabelle unten;
Dicke des Materials t(mm)
KX
KT
KD
Stahl
≤0.1
0.065~0.075
0.1
0.14
>0.1~0.5
0.045~0.055
0.063
0.08
>0.5~2.5
0.04~0.05
0.055
0.06
>2.5~6.5
0.03~0.04
0.045
0.05
>6.5
0.02~0.03
0.025
0.03
Aluminium, Aluminiumlegierung, Kupfer, Messing
0.025~0.08
0.02~0.06
0.3~0.07
0.03~0.09
Anmerkung: Der Entladungskraftkoeffizient KX wird als Obergrenze für das Durchstechen von Löchern, großen Überlappungen und komplexen Konturen verwendet.
n--Die Anzahl der Stanzteile (oder Abfälle), die sich gleichzeitig in der Stanzkante befinden.
In der Formel:
F-一Stanzkraft(N) h-gerade Wandhöhe der Matrizenöffnung t--Blechdicke
Die Stanzkraft beim Stanzen ist die Summe aus Stanzkraft, Entlastungskraft und Ausstoßkraft.
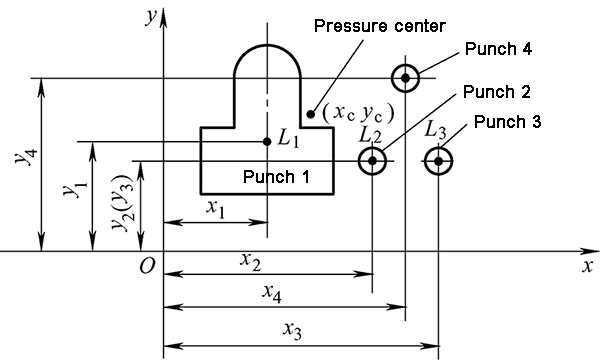
3. die Berechnung des Druckzentrums
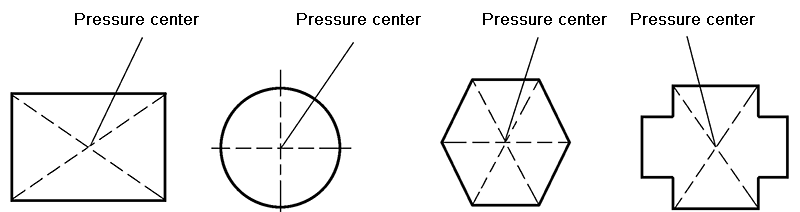
Der Druckmittelpunkt ist der Arbeitspunkt der resultierenden Kraft der Prägung.
Der symmetrische Mittelpunkt des Stanzteils hat seinen Druckmittelpunkt in der geometrischen Mitte des Stanzprofils.
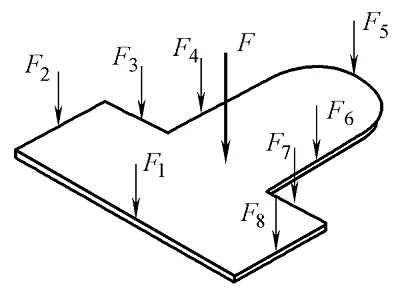
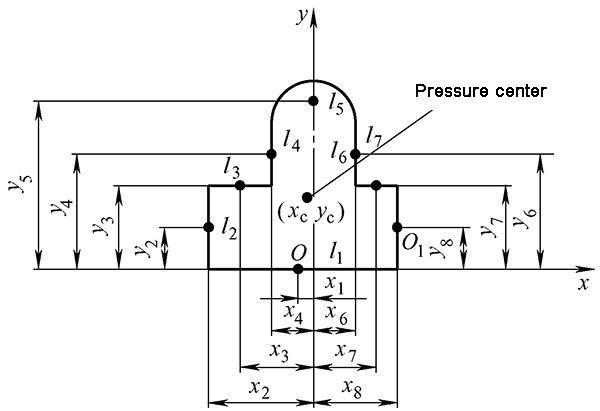
Der Stanzdruckmittelpunkt eines komplex geformten Werkstücks oder eines mehrfach konvexen Stanzteils kann analytisch nach dem Prinzip der Momentenbilanz berechnet werden.
Berechnung des Druckzentrums eines komplexen Stanzteils mit einem einzigen Stempel
1) Zeichnen Sie die Stanzkontur des Stanzwerkstücks proportional.
2) Legen Sie ein rechtwinkliges Koordinatensystem xoy fest.
3) Das Stanzprofil des Stanzteils wird in eine Reihe von geraden Liniensegmenten und Kreisbogensegmenten zerlegt L1, L2, L3 ... Ln und andere Basislinienabschnitte.
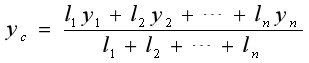
4) Berechnen Sie die Länge eines jeden Basislinienabschnitts und der Entfernung y1, y2, y3 ... yn und x1, x2, x3 ... xn vom Schwerpunkt zur Koordinatenachse x, y.
5) Berechnen Sie die Koordinaten xc und yc des Druckzentrums.
Berechnung des Druckzentrums beim Stanzen mit mehreren Pressen
1) Zeichne den Umriss jeder Stanze im richtigen Verhältnis
2) Festlegung des kartesischen Koordinatensystems xoy
3) Bestimme die Koordinaten des Schwerpunkts jedes konvexen Würfels (xi, yi)
4) Berechnen Sie die Stanzlänge Li von jedem Stempel
5) Berechnen Sie die Koordinaten xc und yc des Druckzentrums
Gestaltung des Stanzprozesses
4.1 Analyse der Verarbeitbarkeit von Stanzteilen
Die Technizität des Stanzteils bezieht sich auf die Anpassungsfähigkeit des Stanzteils an den Stanzprozess. Sie ist eine Anforderung aus der Perspektive des Produktdesigns.
Ein guter Stanzprozess bedeutet, dass herkömmliche Stanzmethoden verwendet werden können, um qualifizierte Stanzteile unter den Bedingungen einer höheren Lebensdauer und Produktivität der Form und niedrigerer Kosten zu erhalten.
Die handwerkliche Eignung des Stanzteils wird durch seine strukturelle Form, die Genauigkeitsanforderungen, die Form- und Lagetoleranzen und die technischen Anforderungen bestimmt.
1.Strukturtechnologie von Stanzteilen
(Die Struktur des Stanzteils ist so einfach und symmetrisch wie möglich, was einer möglichst rationellen Materialverwendung zugute kommt.
(Die Form und das innere Loch des Stanzteils sollten keine scharfen Ecken aufweisen und entsprechend abgerundet sein.
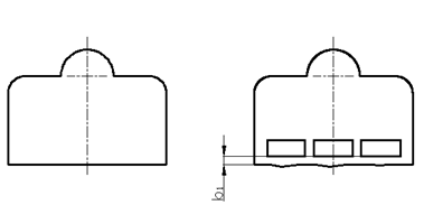
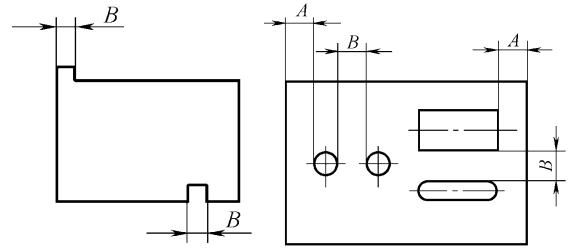
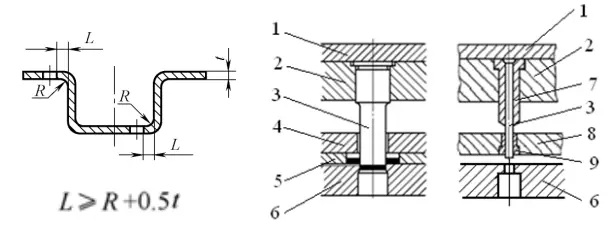
(3)Vermeiden Sie lange und schmale Auskragungen und Rillen auf dem Stanzteil. Im Allgemeinen sollte die Breite B der konvexen und konkaven Teile größer oder gleich dem 1,5-fachen der Blechdicke t sein, d. h. B≥1,5 t.
(4)Lochrandabstand und Lochabstand sollten größer oder gleich dem 1,5-fachen der Blechdicke t sein.
(5)Beim Stanzen von Löchern an gewölbten oder tiefgezogenen Teilen sollte ein gewisser Abstand zwischen der Lochkante und der geraden Wand eingehalten werden.
(6)Beim Durchstechen sollte die Lochgröße nicht zu klein sein.
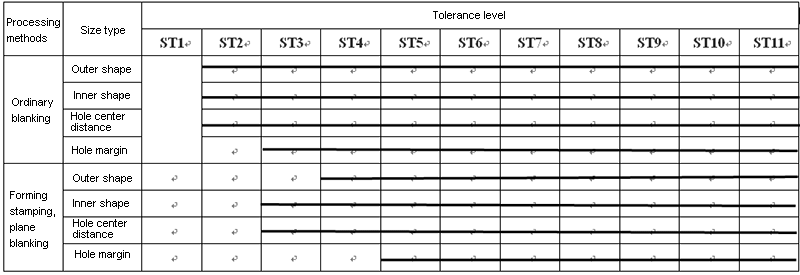
Maßhaltigkeit von Stanzteilen (GB / T13914-2002)
Sie ist in 11 Stufen unterteilt, die durch das Symbol ST dargestellt werden und von ST1 bis ST11 schrittweise reduziert werden.
Tabelle 3-12 Auswahl der Toleranzklassen für gängige Stanzteile (GB / T13914-2002)
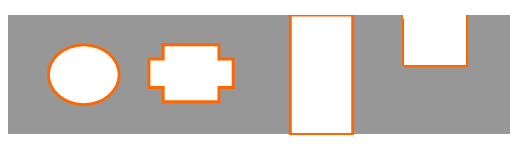
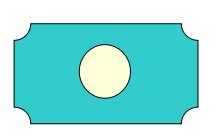
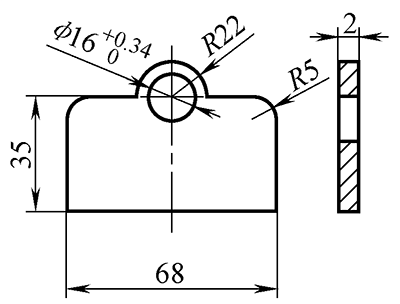
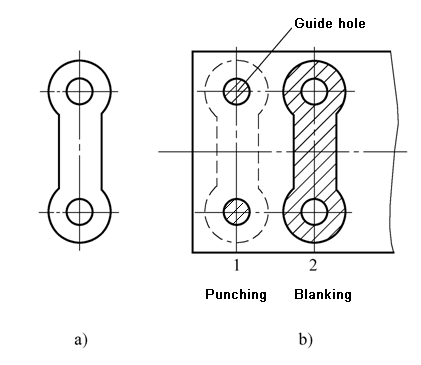
Beispiel 3-3 Das in der Abbildung gezeigte Stanzteil ist aus dem Material Q235 mit einer Dicke von 2 mm hergestellt. Versuchen Sie, die Verarbeitbarkeit des Stanzteils zu analysieren.
Analyse:
(1) Die Stanzstruktur ist symmetrisch, ohne Rillen, Auskragungen, scharfe Ecken usw., was den Anforderungen des Stanzprozesses entspricht.
(2) Wie aus Tabelle 3-11 und Tabelle 3-12 ersichtlich, ist die Genauigkeit des Innenlochs und der Außenabmessungen sowie die Genauigkeit des Lochs Achsabstand sind alle allgemeinen Genauigkeitsanforderungen, die durch normales Stanzen ausgestanzt werden können.
(3) Wie aus Abbildung 3-42 und Tabelle 3-9 ersichtlich ist, erfüllen die Größe der gestanzten Löcher, die Lochränder und die Lochabstände die Mindestanforderungen, so dass die Verbundlochung verwendet werden kann.
(4) Q235 ist ein häufig verwendetes Stanzmaterial und hat eine gute Stanzverarbeitbarkeit.
Zusammenfassend lässt sich sagen, dass das Stanzteil eine gute Stanzbarkeit aufweist und zum Stanzen geeignet ist.
4.2 Festlegung des Verfahrensplans
Auf der Grundlage der Prozessanalyse müssen umfassende Überlegungen zu den Aspekten Struktur, Genauigkeit, Größe, Charge usw. angestellt werden:
Grundlegendes Prägeverfahren
Kombination der grundlegenden Stanzverfahren
Anordnung der Ausblendreihenfolge
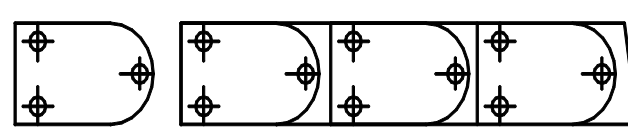
Bestimmung der Anzahl der Basisprozesse
Die Anzahl der für ein Stanzteil erforderlichen Grundbearbeitungen lässt sich direkt an seiner Form ablesen.
Beispiel für die Bestimmung der Anzahl der Grundoperationen
Kombination der grundlegenden Stanzverfahren
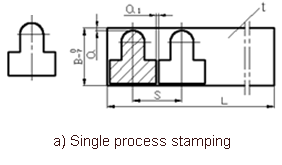
Stanzen in einem Arbeitsgang: Mit einem Hub des Stempels kann nur ein Stanzvorgang durchgeführt werden
Zusammengesetzte Stanzung: Es gibt nur eine Station, und in einem Hub der Presse werden zwei oder mehr Stanzvorgänge gleichzeitig ausgeführt.
Progressives Stanzen: In einem Hub der Presse werden mehrere Stanzvorgänge gleichzeitig an mehreren in Vorschubrichtung angeordneten Stationen ausgeführt.
Die entsprechenden Stempel sind einstufig Stanzform, Verbundstempel und Folgeverbundstempel.
Zusammengesetzte Stanzform
Es gibt nur eine Station, und mit einem Hub der Presse werden zwei oder mehr Stanzvorgänge gleichzeitig ausgeführt.
Progressive Stanzform
In einem Hub der Presse werden die Werkzeuge für mehrere Stanzvorgänge gleichzeitig auf mehreren, in Vorschubrichtung kontinuierlich angeordneten Stationen fertiggestellt.
Vergleich von drei Arten von Schimmelpilzen
Art der Form
Einstufige Form
Zusammengesetzter Modus
Progressive Form
Anzahl der Stationen
1
1
2 oder mehr Typen
Anzahl der abgeschlossenen Operationen
1 Typ
2 oder mehr Typen
2 oder mehr Typen
Geeignete Rohlingsgröße
Groß und mittel
Groß, mittel und klein
Mittel und klein
Anforderungen an das Material
Die Breite des Bandes ist nicht streng, und es kann auch Abfall verwendet werden.
Die Breite des Bandes ist nicht streng, und es kann auch Abfall verwendet werden.
Strenge Anforderungen für Streifen oder Bänder
Präzision beim Stanzen
Niedrig
Hoch
Zwischen den beiden
Produktivität
Niedrig
Hoch
Sehr hoch
Die Möglichkeit der Mechanisierung und Automatisierung
Einfacher
Schwierige, komplizierte Werkstück- und Abfallentsorgung
Einfach
Anmeldung
Geeignet für die Produktion von großen Präzisionsteilen in mittleren und kleinen Serien, von großen und mittelgroßen Teilen oder für die Massenproduktion von großen Teilen
Geeignet für die Massenproduktion von großen, mittleren und kleinen Teilen mit komplizierte Formen und hohe Präzisionsanforderungen
Geeignet für die Massenproduktion von kleinen und mittelgroßen Teilen mit komplexen Formen und hohen Präzisionsanforderungen
Ist das Verfahren komplex und wie kann man es wählen?
Größe der Struktur
Produktivität
Präzision
Einfache und sichere Bedienung
Produktionscharge
Kosten für Schimmel
Die allgemeinen Grundsätze sind:
Für die Massenproduktion wird das Verbund- oder Folgeverbundpressen verwendet. Für die Kleinserienproduktion sollte die Herstellung von Formen in einem einzigen Arbeitsgang verwendet werden.
Für große Formate sollte ein einzelnes Verfahren oder eine zusammengesetzte Form verwendet werden.
Geringe Größe und hohe Präzisionsanforderungen, selbst bei kleinen Chargen sollte die Herstellung im Verbund- oder Folgeverbundwerkzeug erfolgen
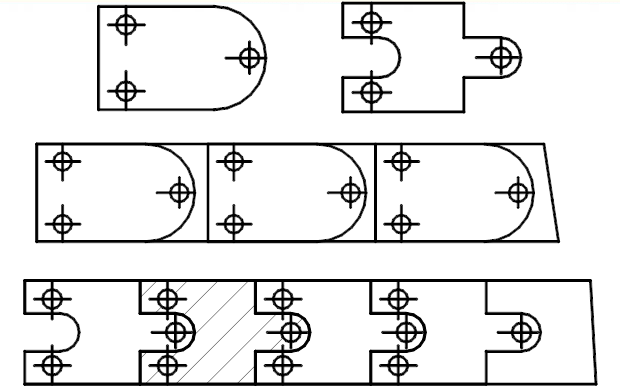
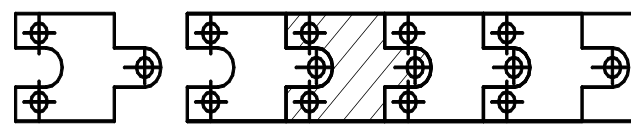
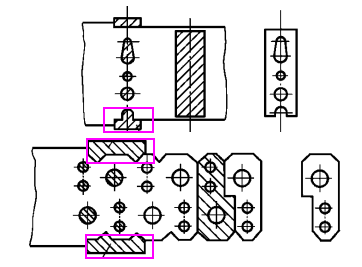
Anordnung der Ausblendreihenfolge
(1) Auftragsgestaltung des Folgestanzens
Zuerst werden Löcher gestanzt (Kerben oder Strukturabfälle des Werkstücks), und dann wird das Werkstück durch Stanzen oder Schneiden vom Band getrennt.
Bei der Verwendung von Seitenmessern mit festem Bereich wird das Schneiden der Seitenkanten in der Regel zuerst durchgeführt, und zwar gleichzeitig mit dem ersten Stanzen, um den Vorschubweg zu kontrollieren. Wenn zwei Seitenmesser mit festem Bereich verwendet werden, können sie auch hintereinander angeordnet werden.
(2) Sequenzanordnung für das einstufige Stanzen von mehrstufigen Stanzteilen:
Der Rohling wird zunächst getrennt, um den Rohling vom Band zu trennen, und dann gelocht oder gestanzt.
Beim Stanzen von Löchern unterschiedlicher Größe und in geringem Abstand sollten zuerst die größeren Löcher und dann die kleineren Löcher gestanzt werden, um die Verformung der Löcher zu verringern.
Beispiel für die Reihenfolge beim Folgestempeln
Grundlegende Schritte für die Festlegung des Stanzverfahrensplans
Analysieren Sie den Stanzprozess des Produkts
Auflistung der erforderlichen grundlegenden Prägevorgänge
Mögliche Optionen auflisten
Analysieren und vergleichen, um die beste Lösung zu finden
Beispiele für Methoden zur Bestimmung des Prägeschemas
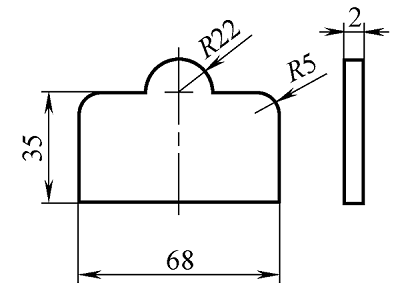
Beispiel 3-4 Stanzen von illustrierten Teilen, mit einer Jahresproduktion von 3 Millionen Stück, ist es erforderlich, einen Stanzprozessplan zu entwickeln.
(1) Analyse der Stanztechnik
1) Die Stanzstruktur ist symmetrisch, ohne Rillen, Auskragungen, scharfe Ecken usw., was den Anforderungen des Stanzprozesses entspricht.
2) Wie aus Tabelle 3-11 und Tabelle 3-12 ersichtlich ist, gehören die Genauigkeit des Innenlochs und der Außenabmessungen sowie die Genauigkeit des Lochmittenabstands zu den allgemeinen Genauigkeitsanforderungen, die durch normales Stanzen ausgestanzt werden können.
3) Wie aus Abbildung 3-42 und Tabelle 3-9 ersichtlich ist, erfüllen die Größe der gestanzten Löcher, der Randabstand und die Lochabstände die Mindestanforderungen, so dass das Verbundstanzverfahren verwendet werden kann.
4) Q235 ist ein häufig verwendetes Stanzmaterial und lässt sich gut stanzen.
Zusammenfassend lässt sich sagen, dass das Stanzteil eine gute Stanzbarkeit aufweist und zum Stanzen geeignet ist.
(2) Bestimmen Sie den Plan für den Prägeprozess
Für dieses Teil sind zwei grundlegende Stanzverfahren erforderlich: Stanzen und Einstechen. Nach der obigen Prozessanalyse können die folgenden drei Prozesslösungen aufgeführt werden:
Option 1: Herstellung von Stanzwerkzeugen in einem Arbeitsgang, d. h. erst Stanzen, dann Lochen
Option 2: Herstellung im Verbundwerkzeug, d. h. gleichzeitiges Stanzen und Lochen
Option 3: Verwendung von Folgeverbundwerkzeugen, d. h. kontinuierliches Lochstechen und Stanzen
(3) Analyse und Vergleich
Die erste Lösung hat eine einfache Werkzeugstruktur, erfordert aber zwei Prozesse und zwei Werkzeugpaare, was eine geringe Produktivität zur Folge hat und die Effizienzanforderungen für die Massenproduktion nur schwer erfüllen kann.
Die zweite Lösung erfordert nur ein Formenpaar. Die Form- und Positionsgenauigkeit sowie die Maßhaltigkeit des Stanzteils können problemlos gewährleistet werden. Die Produktivität ist höher als bei der ersten Lösung, aber die Werkzeugstruktur ist komplizierter als bei der ersten Lösung und die Bedienung ist umständlich.
Option drei erfordert ebenfalls ein Formenpaar, das bequem und sicher zu bedienen ist und die höchste Produktivität aufweist. Der Aufbau der Form ist komplizierter als bei Option eins. Die Präzision der gestanzten Teile liegt zwischen Option eins und Option zwei. Da die Genauigkeit des Produkts selbst jedoch nicht hoch ist, kann sie die Genauigkeitsanforderungen des Produkts erfüllen.
Aus der Analyse und dem Vergleich der drei oben genannten Regelungen ergibt sich, dass es besser ist, die dritte Regelung für die Stanzproduktion dieses Teils.
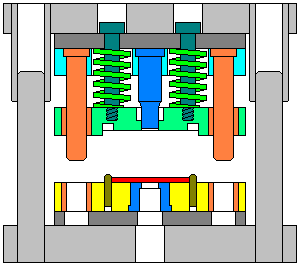
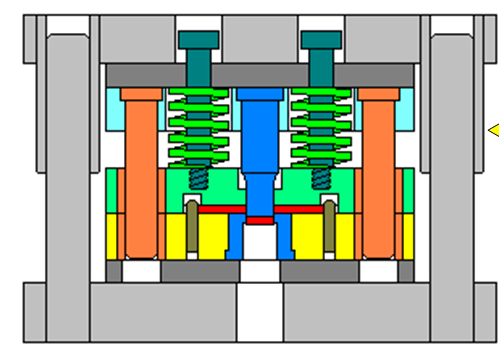
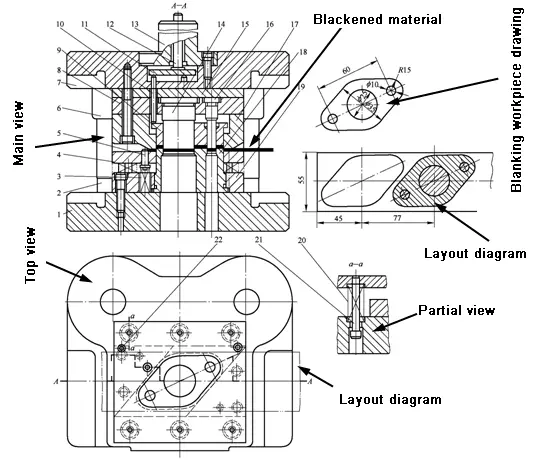
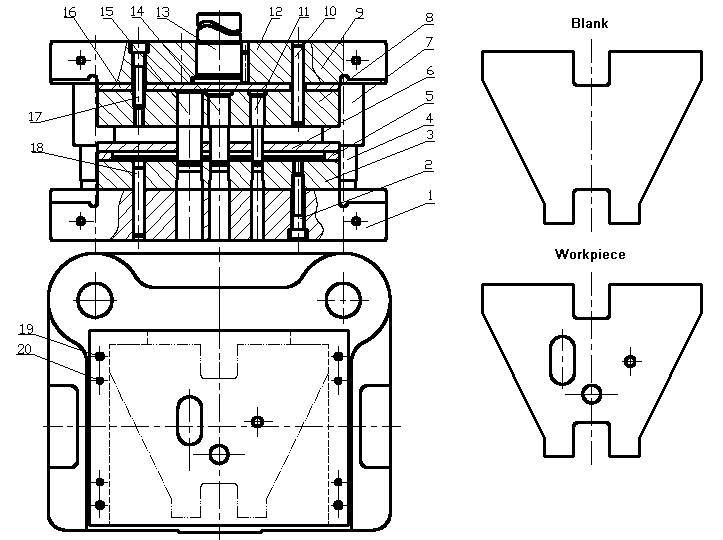
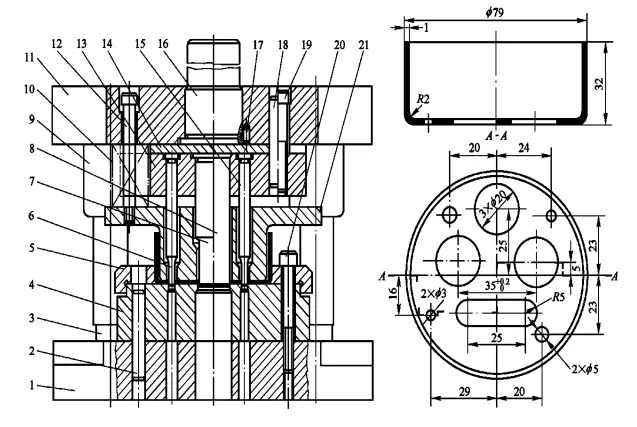
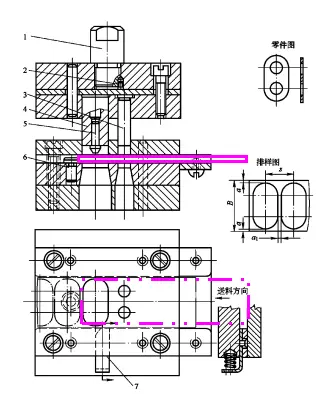
Ein Folgeverbundwerkzeug, auch als Durchlaufwerkzeug oder Skip-Die bezeichnet, ist ein Werkzeug, das in einem einzigen Pressenhub gleichzeitig mehrere Prägevorgänge an mehreren Stationen in Vorschubrichtung durchführt.
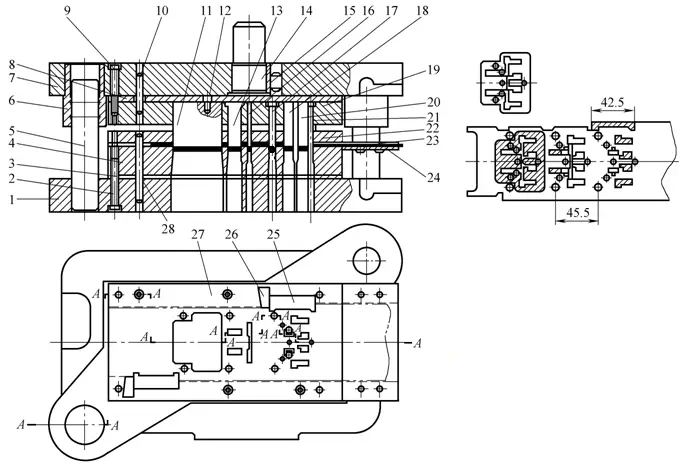
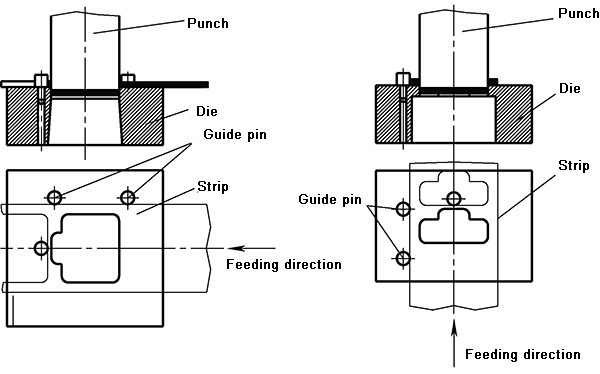
Folgeverbundwerkzeug zum Lochen und Stanzen
Lochen und Stanzen Folgeverbundwerkzeug mit festem Abstand durch Führungsstifte
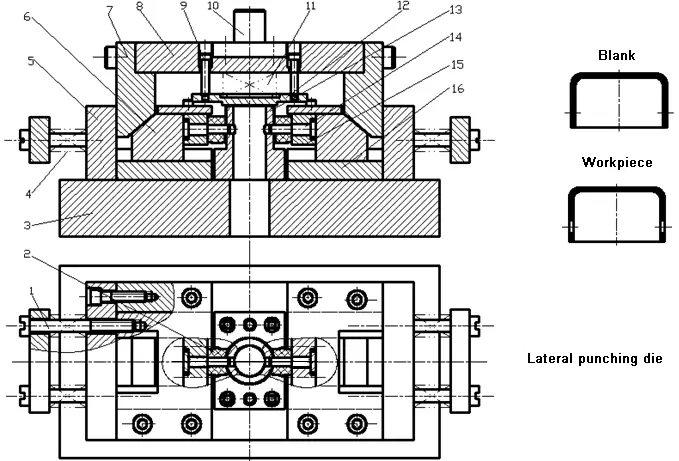
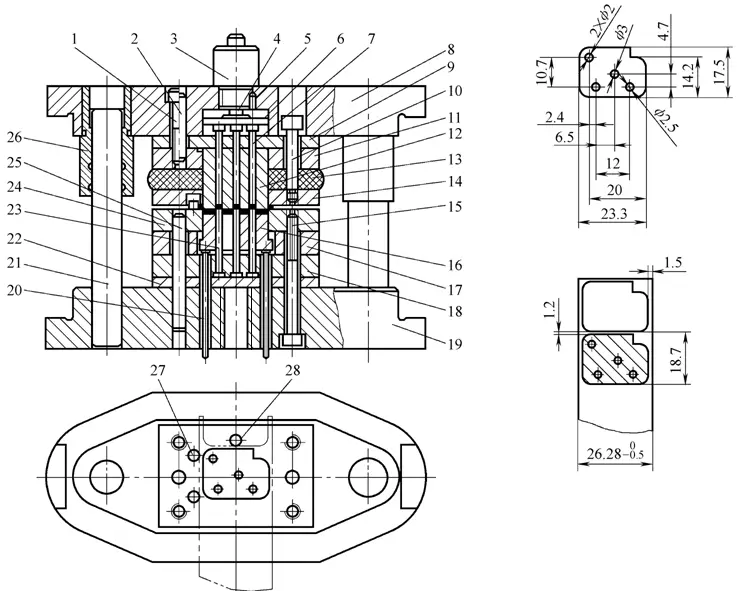
Folgeverbundwerkzeug mit beidseitigem Messerabstand zum Stanzen und Schneiden
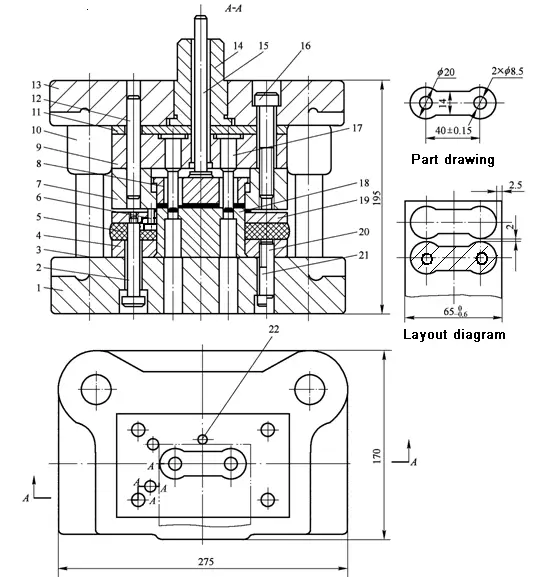
Folgeverbundwerkzeug mit seitlicher Kante und Führungsstift-Fugenabstand
3. typische Struktur eines Verbundwerkzeugs
Ein Verbundwerkzeug ist ein Werkzeug mit nur einer Station, das zwei oder mehr Prägevorgänge gleichzeitig in einem Pressenhub ausführt.
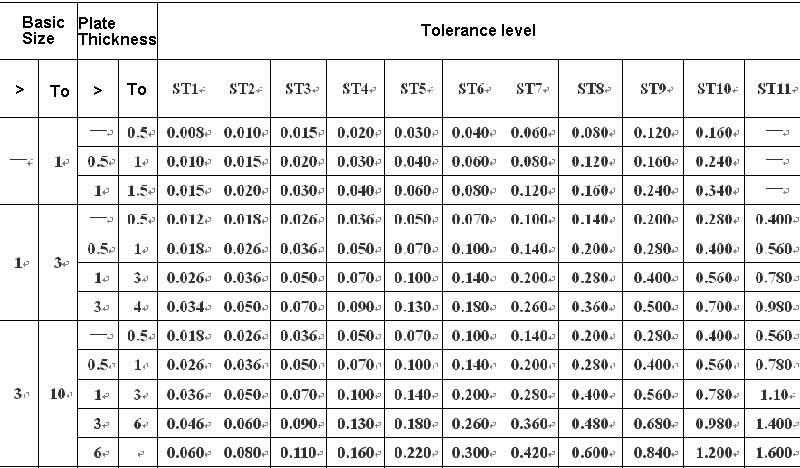
Flip-Chip-Verbundstempel
Umformende Verbundstempel
Vergleich von Umform- und Flip-Chip-Verbundwerkzeugen
Stanzen von Teilen mit weicheren, dünneren und flacheren Materialien
Breites Spektrum von Anwendungen
Umformende Verbundstempel
Flip-Chip-Verbundwürfel
Beschneide- und Lochstempel
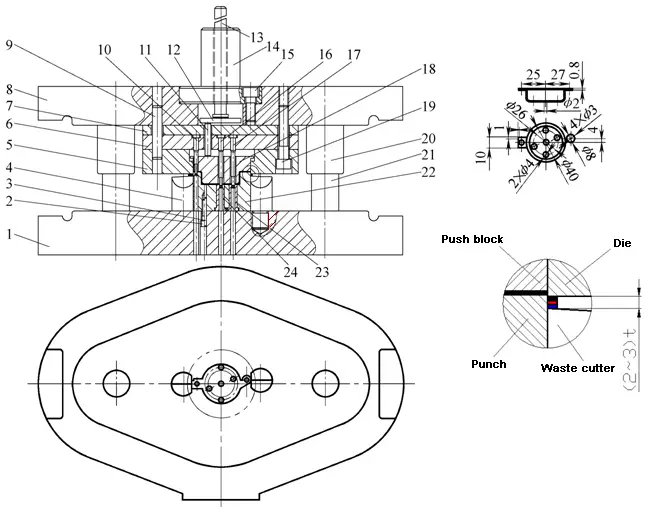
Umgekehrte Verbundmatrize mit starr-elastischem Schieber
5.3 Typenauswahl der Stanzform
Für Ein-Prozess-Formen wird aufgrund der Bequemlichkeit der Formen der frontseitigen Struktur die frontseitige Struktur bevorzugt;
Bei Verbundwerkstoffformen werden wegen der Bequemlichkeit und Sicherheit von Flip-Chip-Verbundwerkzeugen in der tatsächlichen Produktion Flip-Chip-Strukturen bevorzugt. Wenn das gestanzte Blech dünn ist, der Lochabstand etwas kleiner ist und die Ebenheit des Werkstücks erforderlich ist, sollte die Verbundform der vorderseitig montierten Struktur gewählt werden.
In der Massenproduktion kleiner und mittelgroßer Teile werden Folgeverbundwerkzeuge mit automatischer Zuführung häufig eingesetzt, um Arbeitskräfte zu sparen und die Produktionseffizienz zu verbessern.
Entwurf von Hauptformteilen und Auswahl von Normen
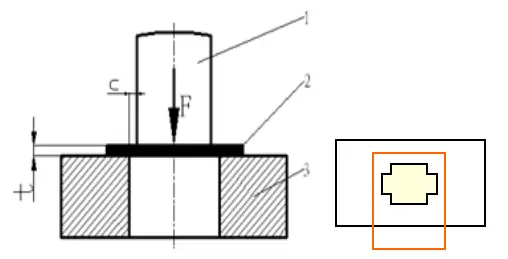
Verarbeiten Sie Strukturteile:
Arbeitsteile: Patrize, Matrize, Patrize und Matrize, Seitenmesser
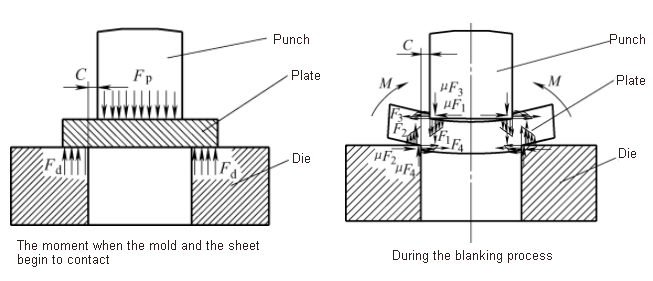
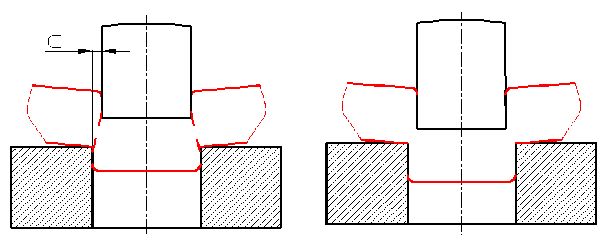
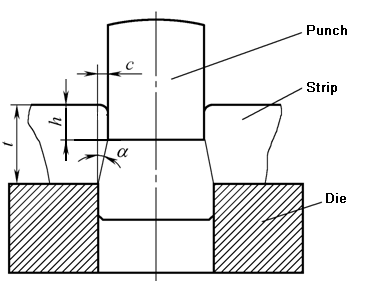
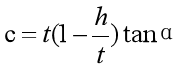
Der Schneidspalt ist der Abstand zwischen der Matrize und der Seitenwand der Stempelkante im Stanzwerkzeug. Er wird durch das Symbol c dargestellt, das sich auf einen einseitigen Spalt bezieht. (GB / T16743-2010)
(1) Auswirkungen des Abstands auf den Stanzprozess
1) Der Einfluss des Abstands C auf die Qualität des Teils. Der Abstandswert kann angemessen reduziert werden, wodurch die Schnittqualität des Stanzteils effektiv verbessert werden kann.
2) Einfluss des Abstands C auf die Stanzprozesskraft
Wenn C zunimmt, verringert sich die Stanzkraft F bis zu einem gewissen Grad.
Wenn C zunimmt, wird FX, FTund FE abnimmt, verringert sich der gesamte Stanzdruck.
Umgekehrt erhöht sich bei einer Verringerung von Z die Kraft für jeden Stanzvorgang und der gesamte Stanzdruck nimmt zu.
3) Einfluss des Abstands C auf die Lebensdauer der Form
Formen des Formversagens: Verschleiß, Rissbildung an der Formkante, Abplatzungen, Verformung usw.
Der Spalt C wirkt sich hauptsächlich auf den Verschleiß der Form und den Kantenriss aus.
Wenn C erhöht wird, verringert sich die Kraft des Stanzvorgangs, der Verschleiß der Matrize und die Risse an der Matrizenkante werden reduziert, wodurch sich die Lebensdauer erhöht. Im Gegenteil, die Lebensdauer wird verkürzt.
Ergebnisse der Analyse:
Verbesserte Teilequalität erfordert weniger Spiel im Werkzeug
Bei der Auswahl von Blechstanzungen ist entsprechend den technischen Anforderungen an die Stanzteile, den Verwendungsmerkmalen und den spezifischen Produktionsbedingungen usw. zunächst die Art des anzunehmenden Spaltes nach Tabelle 3-19 zu bestimmen und dann dieser Spaltwert nach Tabelle 3-20 auszuwählen.
Der Spalt der neuen Form sollte der kleinste der Spaltwerte sein.
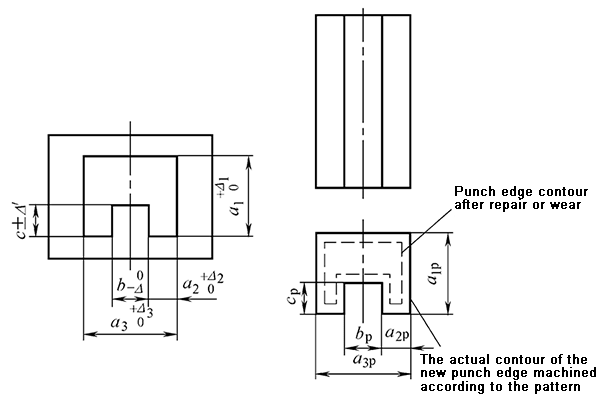
2. die Bestimmung der Abmessungen und Toleranzen von Stempel- und Matrizenschneiden
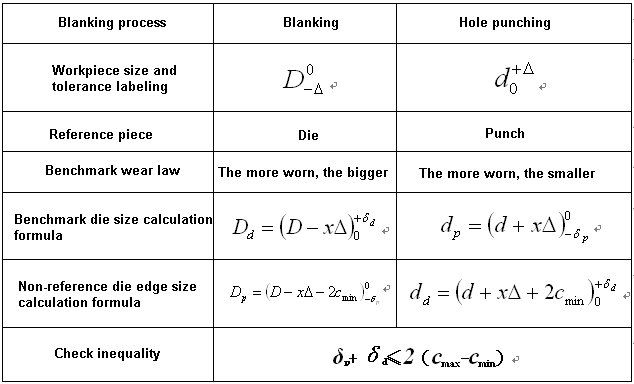
(1) Berechnungsprinzip der Schneidengröße von Stempeln und Matrizen
Wählen Sie beim Stanzen die Matrize als Referenz, entwerfen Sie zunächst die Größe der Matrizenkante, und der Spalt wird durch Verkleinerung der Matrizenkante erreicht.
Beim Lochstechen wird der Stempel als Referenz gewählt. Die Größe der Stempelkante wird zuerst festgelegt, und der Abstand wird durch Vergrößerung der Stempelkantengröße erreicht.
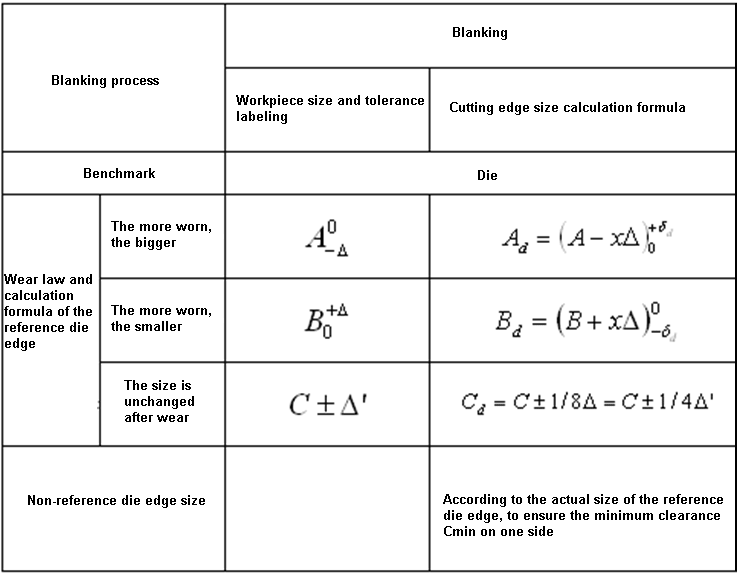
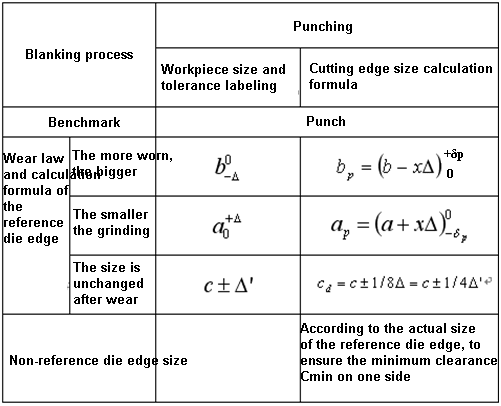
Die Größe der Referenzschneide mit der vergrößerten Größe nach dem Verschleiß ist gleich oder nahe der minimalen Grenzgröße des Werkstücks; die Größe der Referenzschneide mit der verkleinerten Größe nach dem Verschleiß ist gleich oder nahe der maximalen Grenzgröße des Werkstücks. Die Größe der Schneidkante, die sich vor und nach dem Verschleiß nicht verändert, entspricht der Größe des Werkstücks.
Grundsätzlich werden die Fertigungstoleranzen von Werkstückabmessungen und Stanzkantenabmessungen als einseitige Abweichungen nach dem "in-body"-Prinzip gekennzeichnet, d.h. die Stanzteil- und Stanzkantenmaße werden als einseitige negative Abweichungen gekennzeichnet, Lochteile und Stanzkanten. Abmessungen werden als unidirektionale positive Abweichungen gekennzeichnet, und Abmessungen, die sich nach dem Abrieb nicht ändern, werden im Allgemeinen als bidirektionale Abweichungen bezeichnet.
(2) Berechnungsmethode der Schneidengröße
Die Berechnungsmethode für die Schneidengröße hängt mit der Formverarbeitungsmethode zusammen. Es gibt zwei gängige Methoden der Formverarbeitung:
Der Stempel und die Matrize werden jeweils auf das endgültige Maß gemäß den jeweiligen Zeichnungen bearbeitet.
Die Referenzmatrize wird zuerst bearbeitet, und die Kantengröße der Nicht-Referenzmatrize wird entsprechend der tatsächlichen Größe der bereits geschnittenen Referenzmatrizenkante in Übereinstimmung mit dem angemessenen Mindestabstand konfiguriert.
Vorteile
(1) Der Stempel und die Matrize können parallel hergestellt werden, was den Herstellungszyklus der Form verkürzt; (2) Formteile können ausgetauscht werden
(1) Der Formspalt wird durch die Vorbereitung garantiert, was die Schwierigkeit der Formverarbeitung verringert; (2) Um den Arbeitsaufwand für das Zeichnen zu verringern, ist es lediglich erforderlich, eine detaillierte Zeichnung des Referenzmodells zu erstellen.
Benachteiligungen
(1) Es ist notwendig, eine separate Teilzeichnung des Stempels und der Matrize zu erstellen; (2) Der Formspalt wird durch die Präzision der Formverarbeitung gewährleistet, was die Verarbeitungsschwierigkeit der Form erhöht.
Die Nicht-Referenzform muss nach der Herstellung der Referenzform hergestellt werden, und der Herstellungszyklus der Form ist lang.
Anmeldung
Mit der Entwicklung der Formenbautechnologie werden die meisten Formen in der tatsächlichen Produktion durch separate Verarbeitungsverfahren hergestellt, und die Anwendung von Verarbeitungsverfahren wird immer seltener. .
1) Getrennte Verarbeitung von männlichen und weiblichen Stümpfen
Verschleißkoeffizient x Wert
Materialstärke t/mm
Nicht-kreisförmiges Werkstück x-Wert
Kreisförmiges Werkstück x-Wert
1
0.75
0.5
0.75
0.5
Werkstücktoleranz Δ/mm
1
<0.16
0.17~0.35
≥0.36
<0.16
≥0.16
1~2
<0.20
0.21~0.41
≥0.42
<0.20
≥0.20
2~4
<0.24
0.25~0.49
≥0.50
<0.24
≥0.24
>4
<0.30
0.31~0.59
≥0.60
<0.30
≥0.30
Beispiel für die Berechnung der Schneidengröße
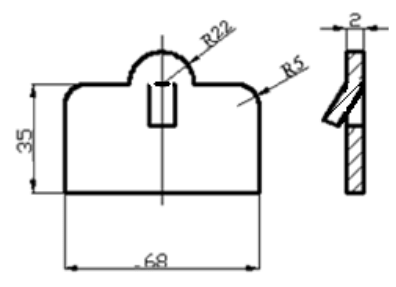
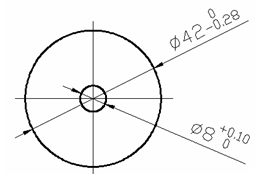
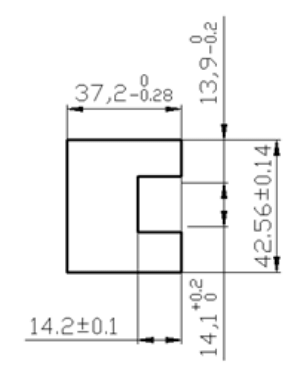
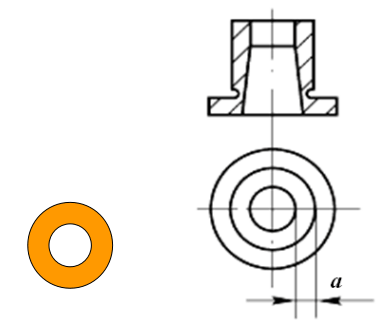
Beispiel 3-7 Das in Abbildung 3-73 gezeigte Teil wird ausgestanzt. Das Material ist Q235, und die Materialstärke beträgt t = 2 mm. Berechnen Sie die Abmessungen und Toleranzen der Stanz- und Schneidkanten.
Lösung: Wie in Abbildung 3-73 dargestellt, sind für dieses Teil zwei Stanzvorgänge erforderlich, nämlich Stanzen und Einstechen. Die Größe der Schneidkante und die Toleranz werden unten berechnet.
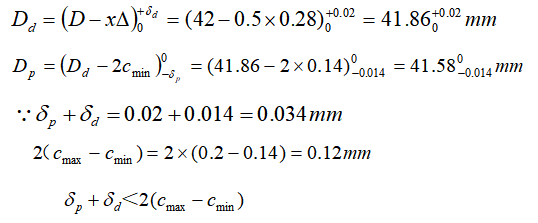
1) Ausblendung
Auf der Grundlage der konkaven Form wird die Form aufgrund der regelmäßigen Form separat bearbeitet.
Die Überprüfung von Tabelle 3-19 und Tabelle 3-20 ergibt c = (7% ~ 10%) t, d.h.:
cmin =7%t=0,07×2=0,14mm;
cmax=10%t=0.10×2=0.2mm;
Schlagen Sie in der Tabelle 3-24 nach, um den Verschleißkoeffizienten zu ermitteln: x = 0,5;
Die Herstellungsabweichungen der konvexen und konkaven Formen, die in Tabelle 3-25 nachgeschlagen werden, sind: δp = 0,014mm, δd = 0,02mm;
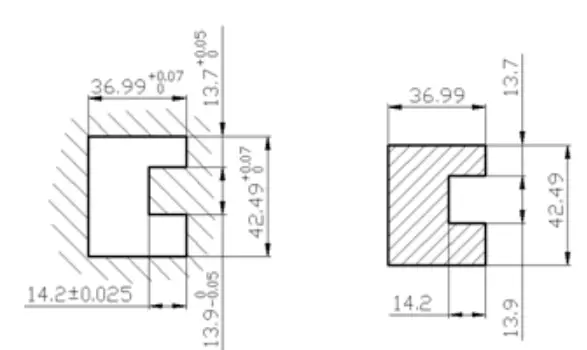
Berechnet nach der Formel:
Daher ist die Genauigkeit der Form angemessen.
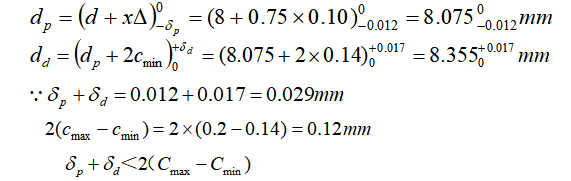
2) Durchstechen
Da die Form des Lochs einfach ist, wird die Form in einem separaten Verfahren hergestellt, wobei der Stempel als Referenz dient.
Schauen Sie in der Tabelle 3-24 nach: χ=0,75
Prüfen Sie die Tabelle 3-25, um zu erhalten: δp = 0,012mm, δd = 0,017mm
Berechnet nach der Formel in Tabelle 3-23:
Daher ist die Genauigkeit der Form angemessen.
2) Koordinierung der Verarbeitung von männlichen und weiblichen Stümpfen
Berechnungsformel für die Größe der Stanzformkante bei der kooperativen Bearbeitung
Berechnungsformel für die Größe der Stanzformkante bei der kooperativen Bearbeitung
Beispielzeichnung von konvexen und konkaven Teilen bei Verwendung der Bearbeitungsmethode
Achten Sie auf die Maßtoleranz der Schneidkante
3. strukturelle Gestaltung von Bauteilen und Auswahl von Normen
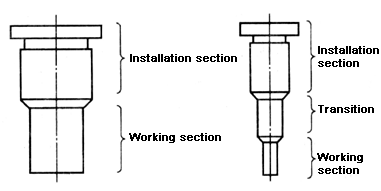
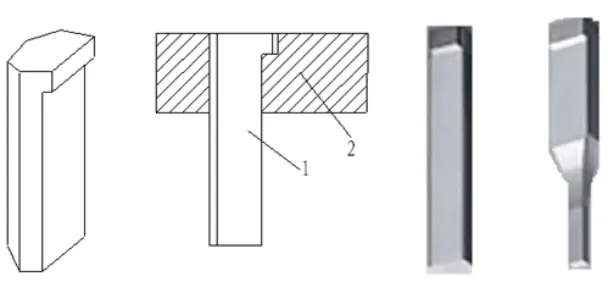
(1)Strukturelle Form eines konvexen Würfels und seine Befestigungsmethode
Probleme, die bei der Gestaltung von Stanzen zu lösen sind
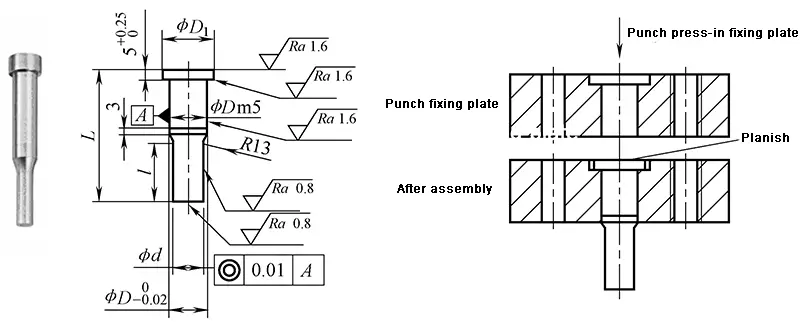
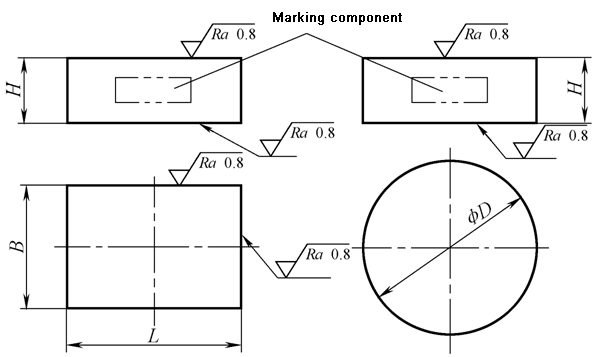
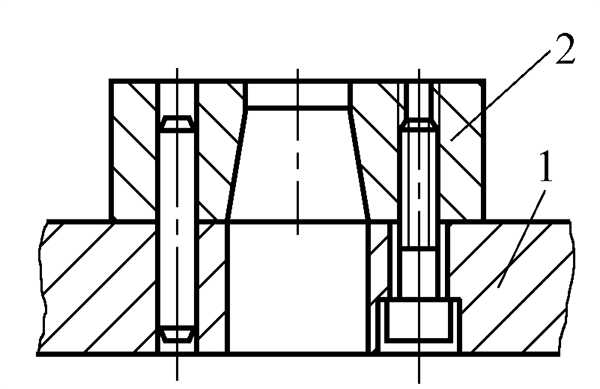
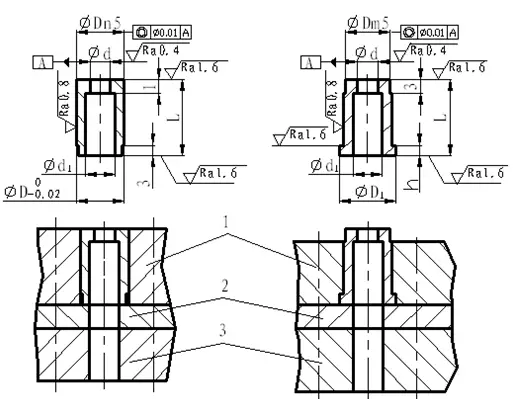
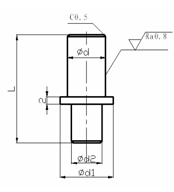
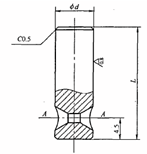
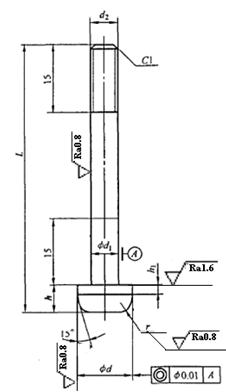
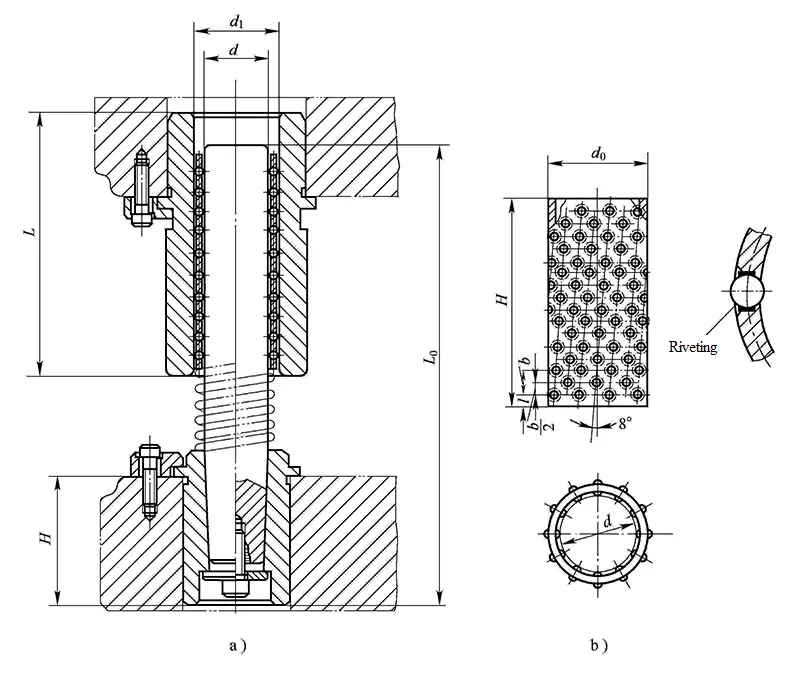
Aufbau und Befestigungsverfahren eines zylindrischen Schrumpfstabes mit kreisförmiger konvexer Form
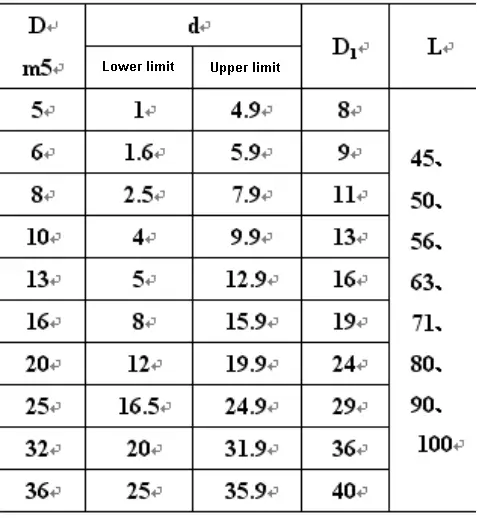
Standardabmessungen und Markierungsbeispiele für Rundstempel mit zylindrischem Kopf und Schrumpfstab(JB/T5826-2008)
Beispiel für die Kennzeichnung: D = 5mm, d = 2mm, L = 56mm zylindrischer Schrumpfstift Rundstempel Matrizenbezeichnung: zylindrischer Schrumpfstift Rundstempel 5×2×56 JB / T5826-2008
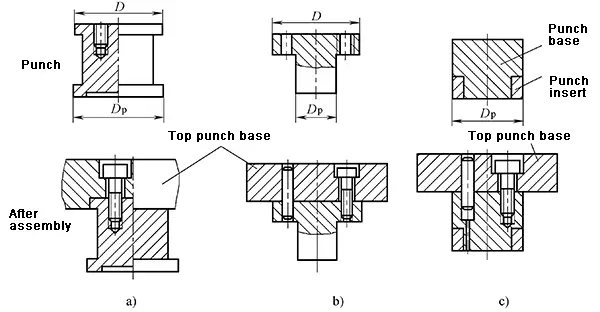
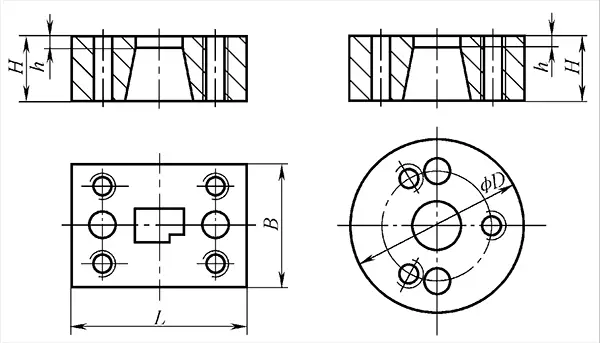
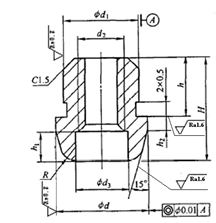
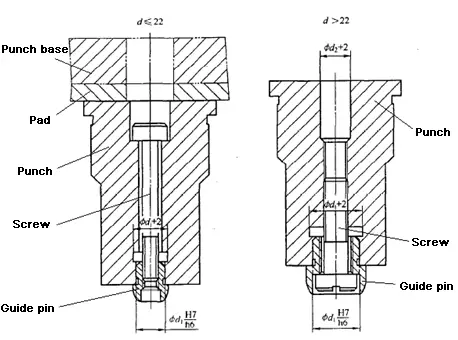
Strukturelle Form und Befestigungsmethode von grossen und mittleren kreisförmigen konvexen Formen
Aufbau und Befestigungsverfahren eines Lochstempels
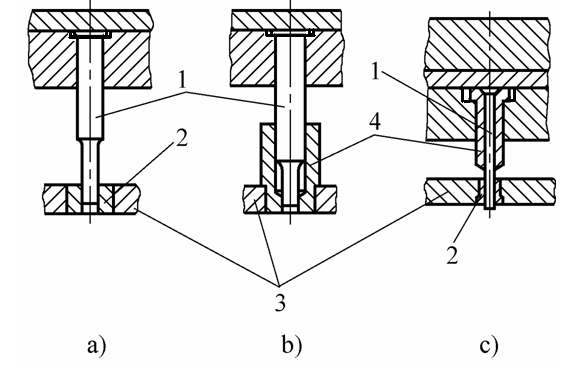
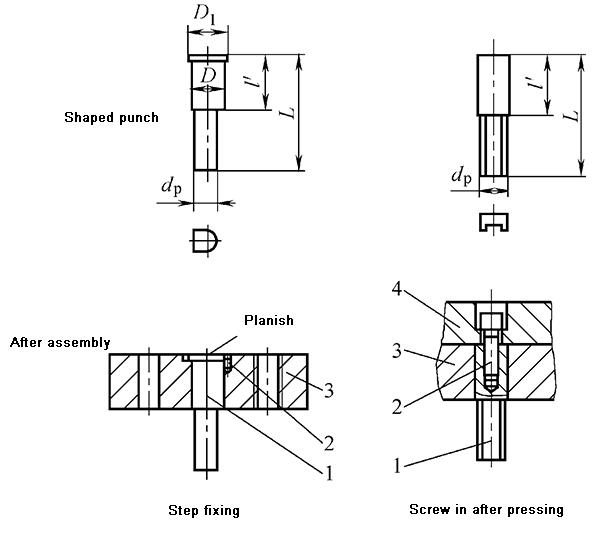
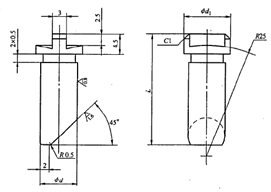
2) Strukturelle Form und Befestigungsmethode der speziell geformten konvexen Matrize
Abgestufte Struktur: der feste Teil ist rund oder rechteckig
Durchgängige Struktur
Speziell geformte konvexe Matrize mit Stufenstruktur und Befestigungsmethode
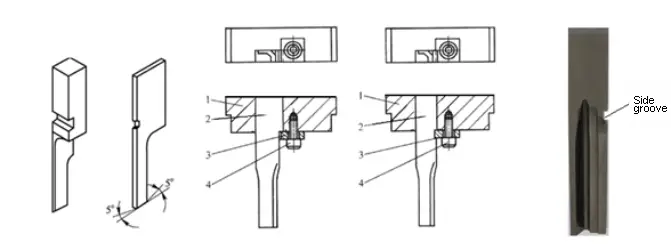
Feststehender seitlich geschlitzter Spezialstempel mit Druckplatte
Befestigung des Profilstempels mit Querstift
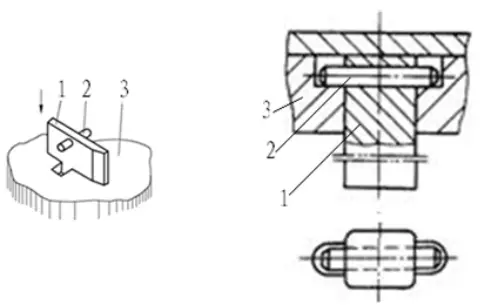
Befestigung des Profilstempels mit einer Aufhängeplattform
3)Bestimmung der Größe des Stempels in Abhängigkeit von der Formstruktur
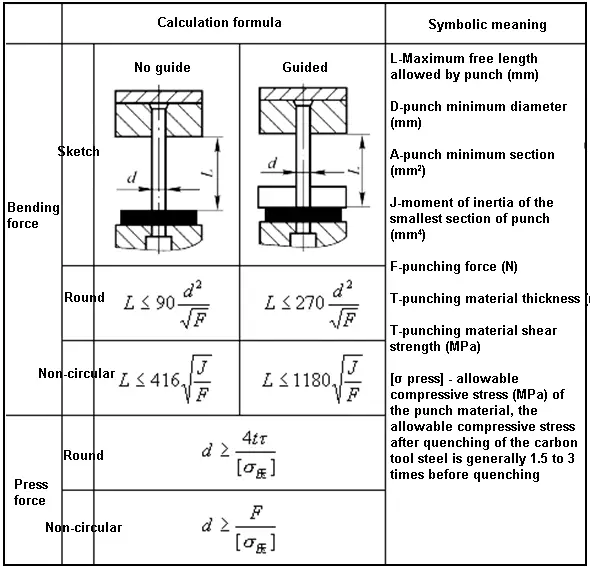
(3) Prüfung der Festigkeit des Stempels
Überprüfung der Druckkapazität
Anti-Stabilitätskontrolle
(2) Entwurf der Werkzeugstruktur und Auswahl der Normen
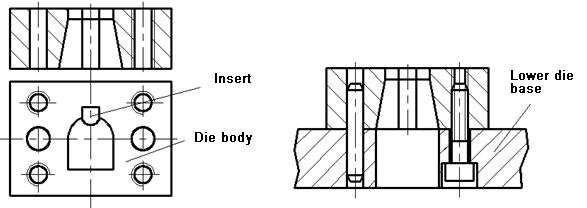
1) Strukturelle Form und Befestigungsmethode der Matrize
Integral
Kombiniert
Blocktyp
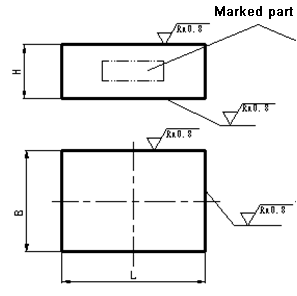
Integrale Gesenkstruktur, die üblicherweise in gewöhnlichen Stanzwerkzeugen verwendet wird.
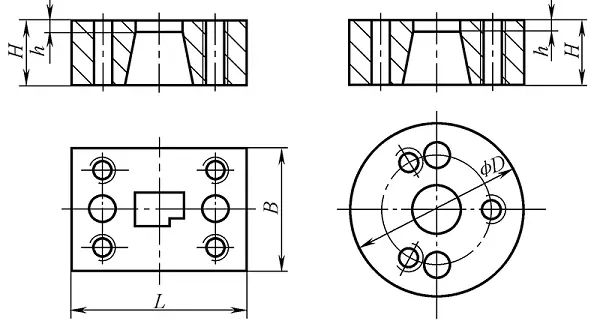
Es gibt zwei Arten von Integralmatrizen: rechteckig und rund.
Beispiel für die Markierung: L = 125mm, B = 100mm, H = 20mm rechteckige konkave Formenkennzeichnung: rechteckige konkave Schablone 125×100×20 JB / T7643.1-2008
Integralmatrizen-Befestigungsmethode:
Empfohlene Materialien:
T10A,
9Mn2V,
Cr12,
Cr12MoV
Wärmebehandlung Härte: 60 ~ 64HRC
Befestigungsmethode - Schrauben und Stifte werden direkt in der unteren Formbasis befestigt
Kombinierte Matrizenstruktur und Befestigungsverfahren
Empfohlene Materialien:
Cr12MoV
Cr12
Cr6WV
CrWMn
Wärmebehandlung Härte: 58 ~ 62HRC
Blockwürfel
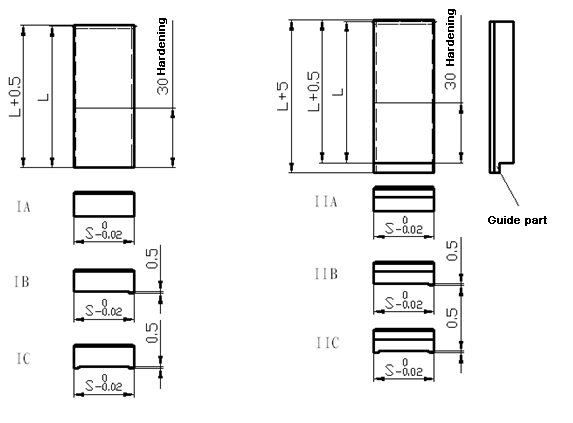
2) Schneidenform der Matrize
3) Formgestaltung der Matrize - Form und Größe
Form: rund oder rechteckig
Auslegung der Matrizenabmessungen - empirische Formel
Die daraus errechnete Größe der Form des Würfels ist:
Konstruktionsschritte des Stanzwerkzeugs:
Beispiel für das Design einer Matrizenform
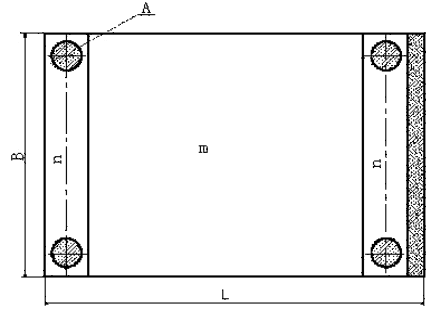
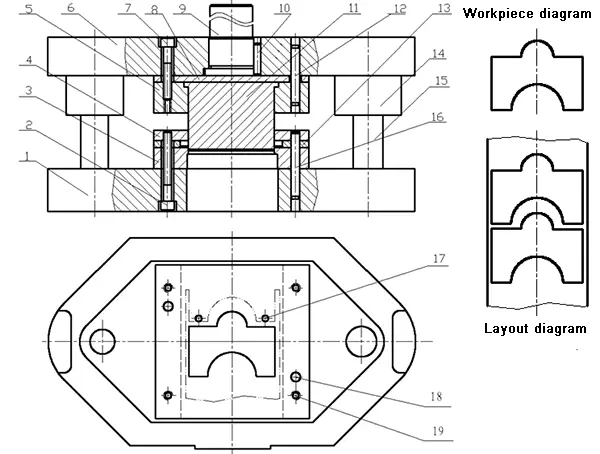
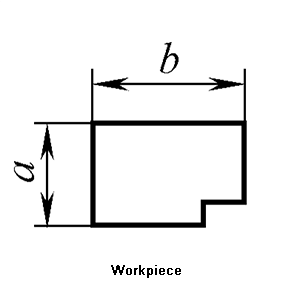
Beispiel 3-9 Versuchen Sie, die Form und die Abmessungen des Stanzwerkzeugs für das in Abbildung 3-92 gezeigte Werkstück zu konstruieren.
Lösung: Da die Form des Stempels nahe an einem Rechteck liegt, ist die Form der Matrize rechteckig.
Gemäß den maximalen Außenabmessungen des Werkstücks b = 40 + 20 = 60 mm und der Materialstärke von 2 mm, siehe Tabelle 3-29: K = 0,28, dann können die Abmessungen der Matrize wie folgt berechnet werden:
H = Kb = 0,28×60 = 16,8mm
c = (1,5 ~ 2) H = (1,5 ~ 2)×16,8 = 25,2mm ~ 33,6mm,
Nehmen Sie c = 30 mm.
dann: L = 40 + 19,88 + 30×2 = 119,88mm
B = 19,88 + 30×2 = 79,88 mm
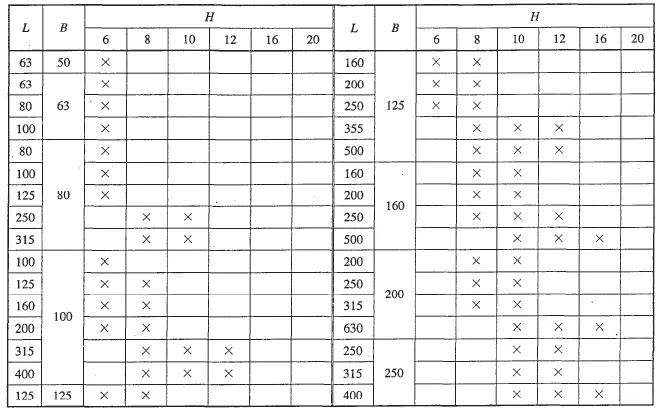
Dies sind die berechneten Außenmaße der Matrize. Nach den berechneten Abmessungen in Tabelle 3-31 wissen wir, dass die tatsächliche Größe der Matrize sein sollte:
L×B×H = 125mm×80mm×18mm
Teildaten einer rechteckigen konkaven Schablone
(3) Konstruktion von konvexen und konkaven Formen
Die konvexe und konkave Matrize ist ein Arbeitsteil in der Verbundmatrize, das die Funktionen der Stanzmatrize und des Stanzwerkzeugs hat. Seine Innen- und Außenkanten sind Schneidkanten, und die Wandstärke zwischen den Innen- und Außenkanten hängt von der Größe des Stanzteils ab.
Mindestwandstärke von Patrize und Matrize
Skizze
Dicke t/mm
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.75
Mindestwandstärke a/mm
1.4
1.6
1.8
2.0
2.3
2.5
2.7
3.2
3.8
4.0
Dicke t/mm
2.0
2.1
2.5
2.7
3.0
3.5
4.0
4.5
5.0
5.5
Mindestwandstärke a/mm
4.9
5.0
5.8
6.3
6.7
7.8
8.5
9.3
10.0
12.0
6.2 Gestaltung von Positionsteilen und Auswahl von Normen
Die Rolle: Bestimmen der genauen Position des Rohlings in der Form
Es gibt zwei Arten von Rohlingen, die der Form zugeführt werden:
Band (Band oder Spule)
Einfacher Rohling
Das Band wird entlang der Form "vorgeschoben".
Einzelne Rohlinge werden in die vorgesehene Position der Form "gesetzt".
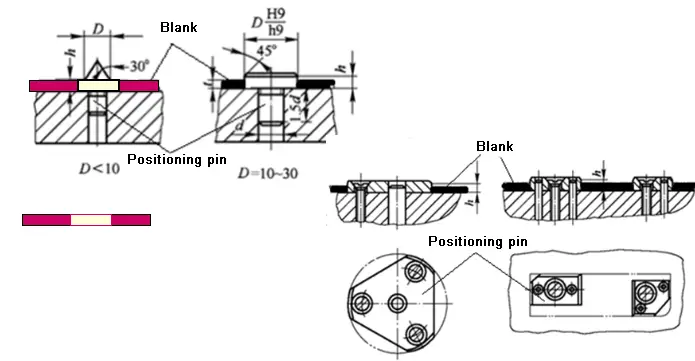
Beispiel für die Positionierung eines einzelnen Rohlings
Leader-Teile
Die Aufgabe besteht darin, dafür zu sorgen, dass das Band in der richtigen Richtung in die Form eingezogen wird.
Übliche Bleiteile sind:
Leitblech
Führungsstift
Seitliche Druckvorrichtung
(1) Führungsplatte
Die Rolle besteht darin, die Vorschubrichtung des Bandes zu kontrollieren
In der Regel handelt es sich um zwei Teile, die auf zwei Seiten der Vorschubrichtung des Bandes verteilt sind und mit Schraubstiften direkt an der Matrize befestigt werden. Es gibt zwei Formen:
Standardstruktur: Empfohlenes Material 45 Stahl, Wärmebehandlung Härte 28 ~ 32HRC
Nicht standardisierte Struktur: Leitblech und Auslaufblech als Ganzes
Befestigungsmethode der Führungsplatte der Standardstruktur
Die Abmessungen der Führungsplatte und der konkaven Schablone sind identisch.
Führungsplatte für nicht standardisierte Strukturen
Das Leitblech und das Auslaufblech sind integriert
Struktur mit Aufnahmeplatte
Die Führungsplatte ist länger als die konkave Schablone
(2) Führungsstift
Im Allgemeinen sind mindestens zwei erforderlich, die sich auf derselben Seite des Streifens befinden. Die Standardstruktur wird empfohlen. Das Material ist 45er Stahl und die Wärmebehandlungshärte beträgt 43 ~ 48HRC.
(3) Seitliche Druckvorrichtung
Halteteile
Die Aufgabe besteht darin, den Abstand zu kontrollieren, mit dem das Band in die Form eingeführt wird, d. h. die Kontrolle des Abstands. Zu den üblichen Strukturen gehören Materialblockierstifte, Seitenkanten, Führungsstifte usw.
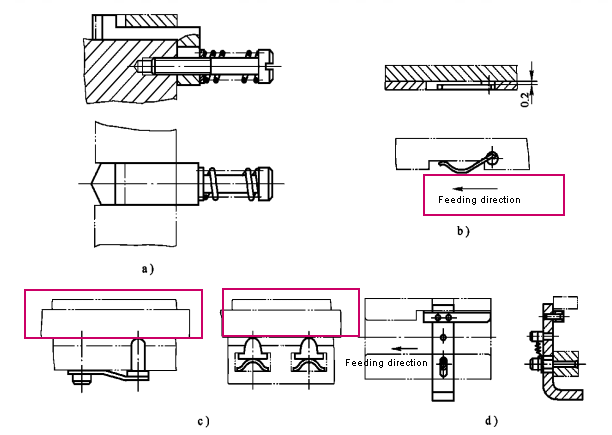
Der Blockierstift wird in einen festen und einen beweglichen Blockierstift unterteilt.
Zu den festen Stöpseln gehören Rundkopfstöpsel und hakenförmige Stöpsel.
Der bewegliche Stopperstift umfasst: einen Anfangsstopperstift, einen Rücklaufstopperstift und einen oberen elastischen Stopperstift.
(1) Fester Stopperstift
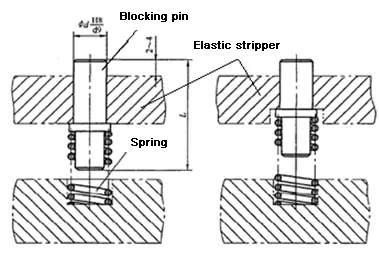
Die Funktion besteht darin, den Vorschubweg des Bandes zu steuern, d.h. den Vorschubweg des Normteils zu steuern. Er ist direkt an der Matrize vor dem Vorschub befestigt.
Auswahlgrundlage: Dicke t des gestanzten Blechs, siehe Tabelle 3-34
Funktionsprinzip des festen Anschlagstifts
Hakenstopper-Stift
(2)Aktiver Stopperstift
Alle sind Standard-Struktur, 45 Stahl ist für das Material der Block oder Stift empfohlen, Wärmebehandlung Härte ist 43 ~ 48HRC
Die Blockiervorrichtung für das Ausgangsmaterial ist in der Regel in der Führungsplatte installiert und wird meist für den ersten Vorschub des Folgeverbundwerkzeugs verwendet.
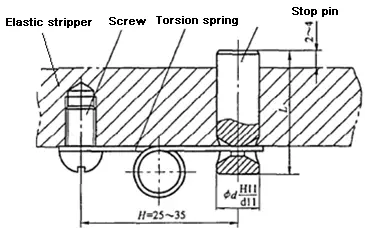
Kugelstopvorrichtung
Sie wird in die elastische Entladungsplatte eingebaut und wird meist in der Flip-Type-Verbundform verwendet.
Es gibt drei Formen:
Federbelastete Materialblockiervorrichtung
Gummikuppel-Blockiervorrichtung
Vorrichtung zum Blockieren des Auswurfmaterials durch eine Torsionsfeder
Federbelastete Materialblockiervorrichtung
Gummikuppel-Blockiervorrichtung
Vorrichtung zum Blockieren des Auswurfmaterials durch eine Torsionsfeder
Bandzuführungsstopper
Eingebaut in eine starre Auslaufplatte, meist verwendet in Formen mit manueller Beschickung
Das Funktionsprinzip der Gürtel-Blockiervorrichtung
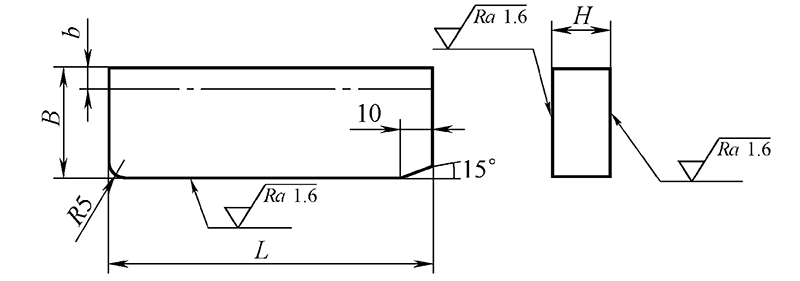
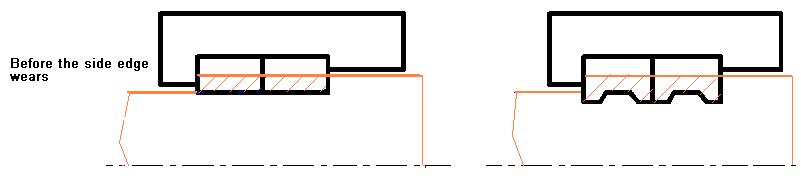
(3) Seitenflügel
Die Funktion besteht darin, den Vorschub des Bandes zu steuern, d. h. die Vorschubstrecke zu kontrollieren.
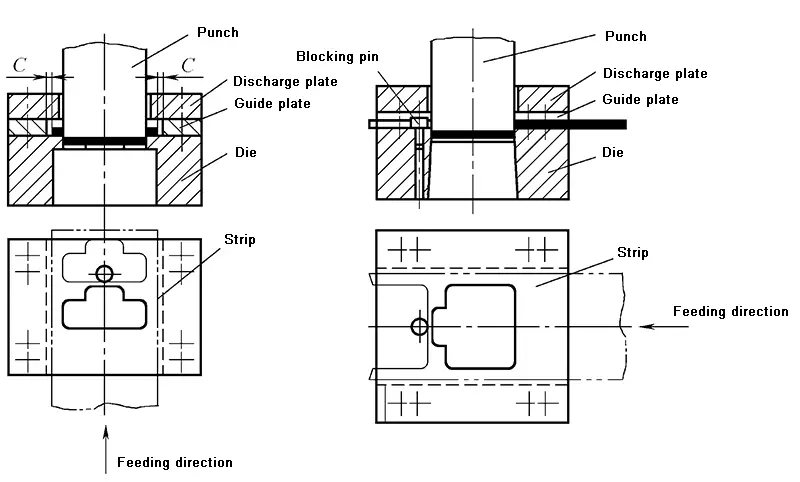
Seitliche Kante: Um den Vorschubweg des Bandes zu begrenzen, wird im Folgeverbundwerkzeug ein Werkstück mit einer bestimmten Form an der Seite des Bandes ausgestanzt.
Die Seitenklinge hat Standardteile, und T10A wird empfohlen. Die Wärmebehandlungshärte beträgt 56 ~ 60HRC.
Standardmethode zur Auswahl der Seitenkante: Nach dem Abstand, die Kantenlänge der Seitenkante = der Abstand
Standard-Seitenkante
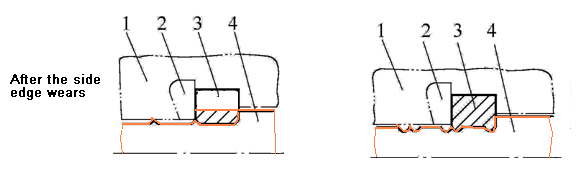
Lage der Grate nach stumpfem Seitenschneiden
Spezielles Seitenblatt
Nicht genormte Teile werden durch die Form des Stempels bestimmt.
Seitenkantenanschlag
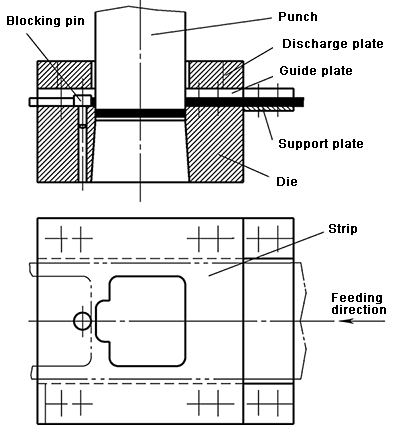
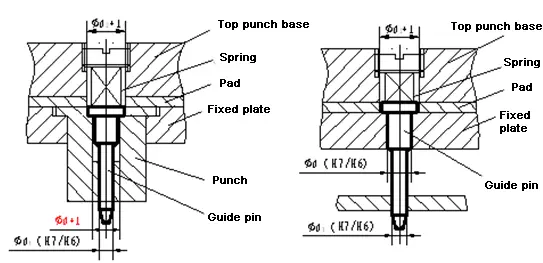
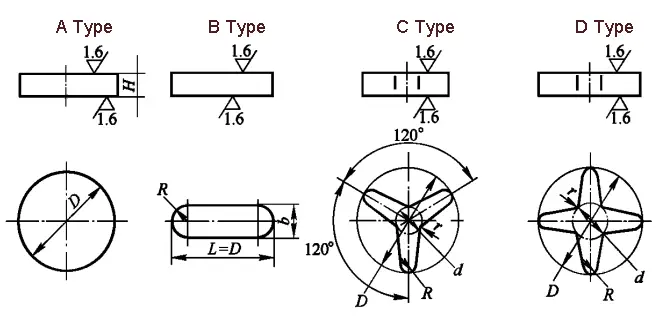
(4) Führungsstift
Wird hauptsächlich für die präzise Positionierung des Bandes im Folgeverbundwerkzeug verwendet. Es handelt sich um ein Standardteil. Es besteht aus Kopf und Stange. Die Stange des Führungsstiftes dient zur Befestigung. Es wird empfohlen, für den Führungsstift 9Mn2V zu verwenden, basierend auf dem vorgestanzten Lochdurchmesser d.
Grundlegende Größe:
Durchmesser des vorderen Teils d - verwenden Sie H7 / h6 oder H7 / h7, um mit dem Führungsloch zusammenzuarbeiten
Höhe des Führungsteils h--nimm h = (0,8 ~ 2) t
Aufbau und Befestigungsmethode des Standard-Führungsstifts Typ A
Führungsstift Typ A
Aufbau und Befestigungsmethode des Standard-B-Führungsstifts
Führungsstift Typ B
Aufbau und Befestigungsmethode des Standard-C-Führungsstifts
Führungsstift Typ C
Aufbau und Befestigungsmethode des Standard-D-Führungsstifts
Führungsstift Typ D
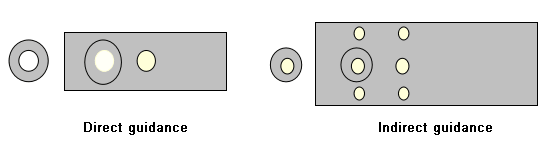
Zwei Arten der Stiftführung:
Der Führungsstift kann direkt oder indirekt ausgerichtet werden.
Die direkte Ausrichtung bezieht sich auf die Verwendung von Löchern im Werkstück zur Ausrichtung. Die Ausrichtungsstifte sind in der Regel im Stanzwerkzeug installiert.
Bei der indirekten Ausrichtung werden die vorgestanzten Prozesslöcher zur Ausrichtung verwendet, und die Ausrichtungsstifte werden häufig in der konvexen Matrizenbefestigungsplatte installiert.
Führungsstifte können nicht unabhängig voneinander verwendet werden! !!
Der Führungsstift wird in der Regel in Verbindung mit einem Blockierstift, einer Seitenkante und einer automatischen Zuführvorrichtung verwendet.
Lagebeziehung zum Blockierstift:
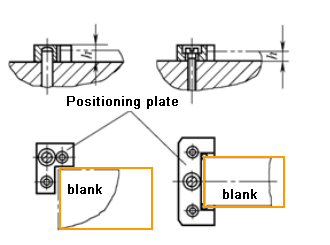
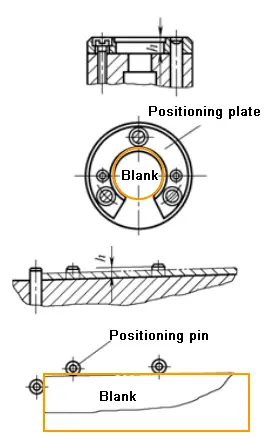
(3) Positionierungsplatte und Positionierungsstift
Positionierung mit Leerform
Positionierung mit leerer innerer Form
6.3 Konstruktion und Standardauswahl von Press-, Entnahme- und Zuführteilen
Die Aufgabe besteht darin, das Blech zu halten und Teile und Schrott abzuladen oder herauszuschieben
Entladevorrichtung (Abfallschneider)
Schiebevorrichtung
Auswerfen des Geräts
Entladevorrichtung
Ziel ist es, die außerhalb der Patrize oder Matrize aufgespannten Teile oder Reste zu entfernen.
Je nach den verschiedenen Quellen der Entladekraft:
Starre Entladevorrichtung
Flexible Entladevorrichtung
Abfallschneidemesser (zum Entladen beim Ziehen tiefkantiger Teile)
(1) Starre (feste) Entladevorrichtung
Sie besteht aus einer Platte (Entladeplatte genannt), die mit Schrauben und Stiften direkt an der Matrize befestigt ist. Die Entladekraft wird durch den starren Aufprall zwischen dem Blechzuschnitt und der Entladeplatte verursacht. Es eignet sich hauptsächlich für die Entladung von dicken Platten mit großer Entladekraft und ohne Anforderungen an die Ebenheit der Platte.
Entladeprinzip der starren Entladevorrichtung
Die Kraft, die durch den starren Aufprall der Entladeplatte und des Materials entsteht, wird zum Entladen genutzt.
(Starre) Ausführung der Auslaufplatte
Form und Größe der äußeren Form sind im Allgemeinen die gleichen wie die der Matrize
Die Lochform hängt von der Form des Stempels für diese Stanzung ab, und es gibt einen Spalt zwischen den beiden. Dient sie gleichzeitig als Führungsplatte, wird bei der Stanze eine Spielpassung von H7 / h6 verwendet.
Die Dicke des Ableitblechs wird durch die Dicke des Blechs bestimmt, siehe Tabelle unten.
Als Material wird Stahl 45 empfohlen, und die Härte beträgt 43 ~ 48HRC.
Blechdicke
t(mm)
Breite des AbstreifersB(mm)
≤50
50~80
80~125
125~200
>200
S
S'
S
S'
S
S'
S
S'
S
S'
0.8
6
8
6
10
8
12
10
14
12
16
0.8~1.5
6
10
8
12
10
14
12
16
14
18
1.5~3
8
–
10
–
12
–
14
–
16
–
3~4.5
10
–
12
–
14
–
16
–
18
–
>4.5
12
–
14
–
16
–
18
–
20
–
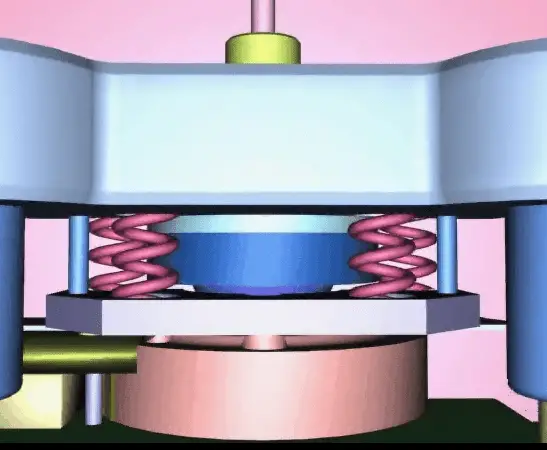
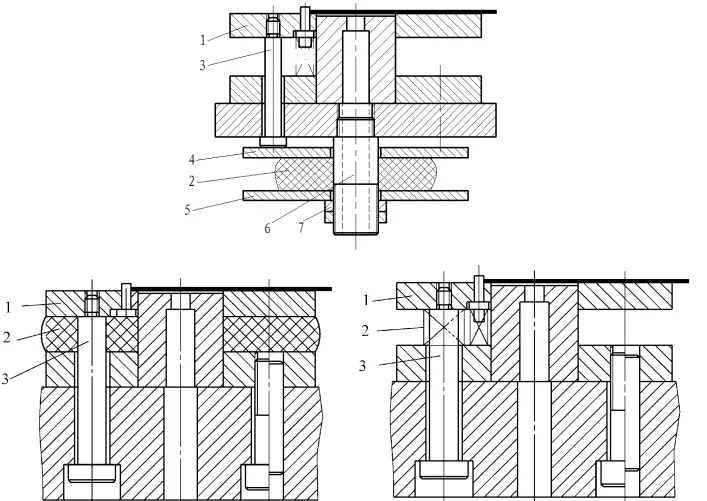
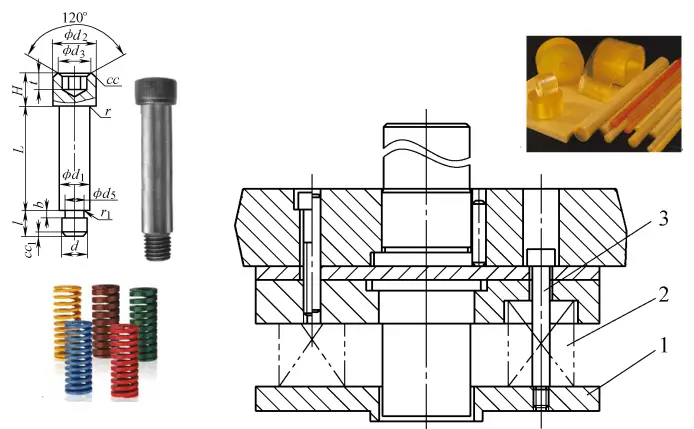
(2) Elastische Entladevorrichtung
Sie besteht aus einer Auslaufplatte, einem elastischen Element und einer Auslaufschnecke. Sie wird in der Regel in der oberen Form installiert und kann auch in der unteren Form installiert werden.
Die Entladekraft wird durch die Kompression des elastischen Elements verursacht.
Diese Art von Entladungsplatte wird häufig für das Stanzen von dünnen Materialien verwendet, wenn die Entladungskraft gering ist und die Platte flach sein muss.
Arbeitsverfahren der elastischen Entladungsvorrichtung
Verschiedene strukturelle Formen der elastischen Entladungsvorrichtung
Die Entladevorrichtung ist auf der oberen Form installiert
In der unteren Form installierte Entladevorrichtung
Zu entwerfen sind: Austragsplatte, elastisches Element und Austragsschnecke.
Im Allgemeinen sind Form und Größe der Auslaufplatte auf die Matrize abgestimmt. Wenn zu viele oder zu große elastische Elemente vorhanden sind, kann die Größe der Auslaufplatte vergrößert werden, um die Platzierung des elastischen Elements zu erleichtern.
Das Lochmuster der Entladeplatte stimmt mit der Form der Stanzform überein. Es besteht ein gewisser Spalt zwischen den beiden. Die Dicke der Entladeplatte hängt von der Dicke der gestanzten Platte ab.
Die Austragsschnecke ist ein Standardteil (im Gegensatz zur Fixierschnecke, die für die Form bestimmt ist) und kann direkt aus dem Standard ausgewählt werden.
Häufig verwendete elastische Elemente sind Federn und Gummis, die Standardteile sind und je nach Bedingungen ausgewählt werden können.
Verbindung elastische Entladevorrichtung-Entladeschnecke
(3) Abfallschneidemesser
Verwenden Sie beim Schneiden des gezogenen Teils eine Schrottschere zum Auswerfen.
Das Abfallmesser wird normalerweise an der Kante des Schneidstempelund seine Schneidkante ist etwa 2 bis 3 mal dicker als die Schneidkante. Beim Stanzen drückt die Matrize den Abfall auf die Schneide des Schneidmessers, um den Abfall zum Entladen zu schneiden.
Standardstruktur des Abfallschneiders
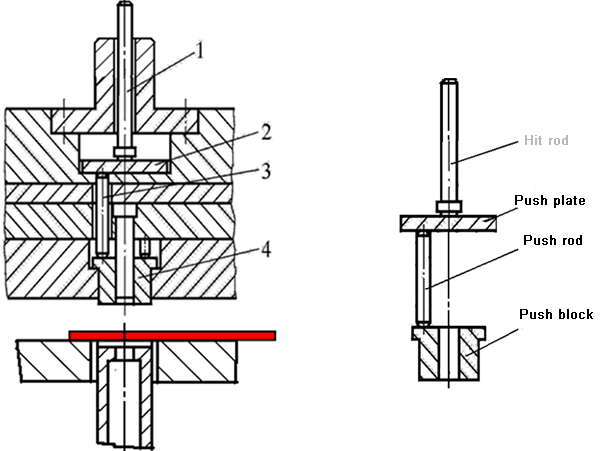
Schiebevorrichtung
Die Aufgabe besteht darin, das im Hohlraum der Matrize festsitzende Werkstück oder den Schrott entlang der Stanzrichtung zu schieben.
Abhängig von der Quelle der Schubkraft:
Starre Schiebemaschine
Elastische Schiebevorrichtung
(1) Starre Schiebevorrichtung
Bestandteile der starren Schiebevorrichtung
Prinzip der starren Schiebevorrichtung
Konstruktion einer starren Schiebevorrichtung
Konstruktion des Schiebeblocks
Druckplattenstruktur: optionale Standardteile
Elastische Schiebevorrichtung
Bestehend aus elastischen Elementen und Schiebeblöcken
Benötigte Konstruktion: Schubklotz und elastisches Element.
Auswurfvorrichtung
Der Effekt ist, dass das im Hohlraum der Matrize festsitzende Material entgegen der Stanzrichtung herausgedrückt wird.
Arbeitsablauf des oberen Geräts
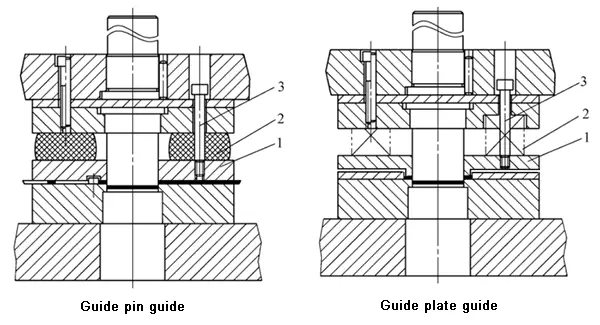
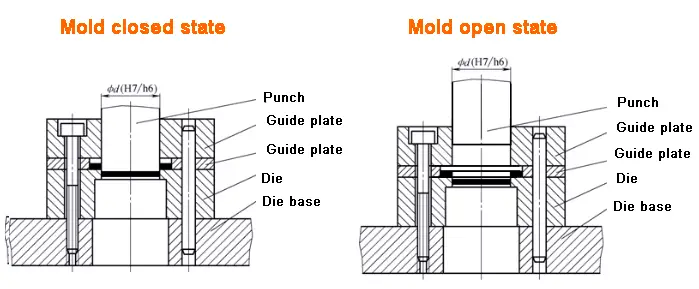
6.4 Gestaltung der Führungsteile und Auswahl der Normen
Die Aufgabe besteht darin, die Bewegungsführung zu gewährleisten und die relative Position der Ober- und Unterstempel zu bestimmen. Der Zweck besteht darin, dass die Patrize korrekt in die Matrize eintritt und die Umfangsabstände von Patrize und Matrize so einheitlich wie möglich sind.
Die Führungshülse für den Gleitpfosten ist Standard
Montage von Gleitführungspfosten und Führungshülse
Führungshülse für Kugelführungspfosten
Kugelführung
a) Kugelführung
b) Kugelkäfig aus Stahl
Kugelführung
Die Einbauposition der Führungshülse des Kugelführungspfostens in der Form
(2) Leitblechführung
Das Leitblech ist ein starres Ableitblech.
Der Unterschied besteht darin, dass der Abstand zwischen der Führungsplatte und dem Stempel H7/h6 beträgt. Um sicherzustellen, dass die Führungsplatte eine Führungsrolle spielt, sollte die Führungsplatte eine ausreichende Kontaktlänge mit dem Stempel haben. Die Dicke H wird im Allgemeinen wie folgt angenommen:
H = (0,8~1) Hdie (Hdie ist die Dicke des Stempels)
Gleichzeitig werden während des gesamten Arbeitsprozesses der Form (einschließlich der Rückführung der Form) der Stempel und das Loch der Führungsplatte nicht getrennt.
6.5 Konstruktion und Standardauswahl von Verbindungs- und Befestigungsteilen
Die Aufgabe besteht darin, die Patrize und die Matrize am Ober- und Unterwerkzeug sowie das Ober- und Unterwerkzeug an der Presse zu befestigen. umfassen:
Formbasis (Rahmen)
Würfelgriff
Pad
Befestigungsplatte
Schraube
Stift
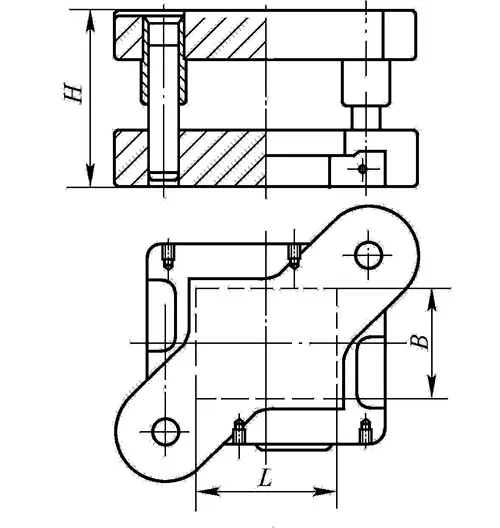
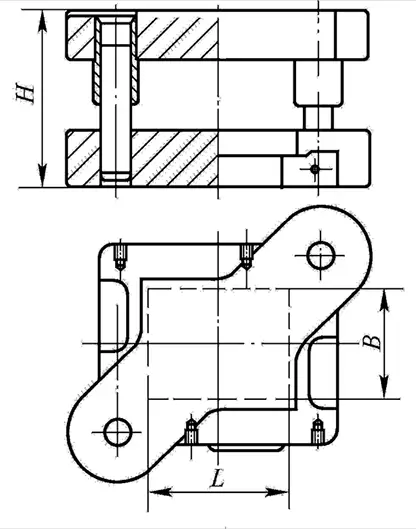
(1) Sockel der Form
Es gibt eine obere und eine untere Formbasis, die zum Zusammenbau und zur Unterstützung der für die obere oder untere Form verwendeten Teile verwendet werden.
Standard-Schalung
Oberer Formboden
Unterer Formboden
Leitpfosten
Führungshülse
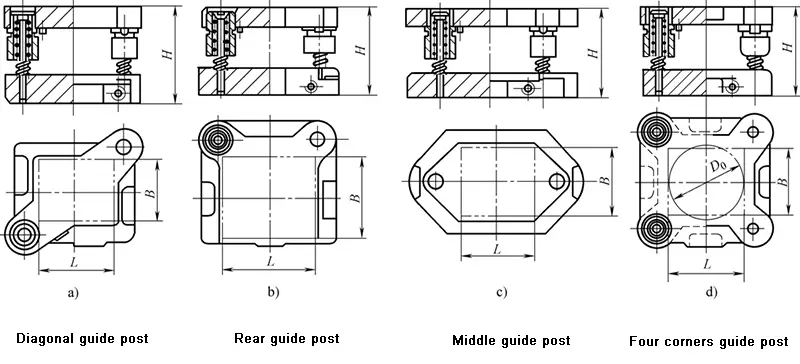
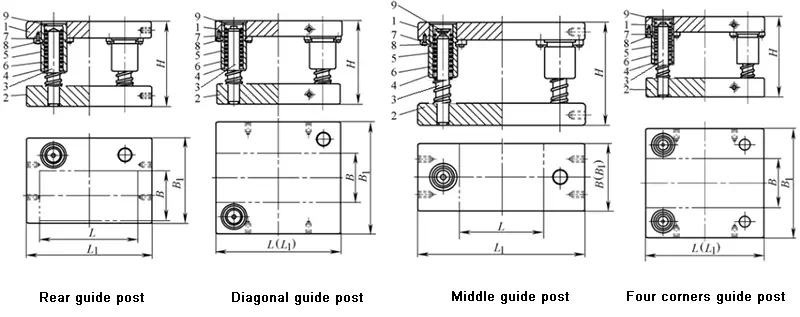
Je nach Passung von Führungspfosten und Führungshülse umfasst die Standardschalung:
Gleitführungsschalung
Rollende Führungsschalung
Je nach Position des Führungspfostens und der Führungshülse umfasst die Standardschalung:
Auswahlprinzip der Form: Auswahl nach dem Umfang der Form
(2) Formgriff-Normteile
Die Rolle besteht darin, die obere Form auf dem Stößel der Presse zu fixieren, was normalerweise bei kleinen und mittelgroßen Formen angewandt wird.
Die üblichen Standardgriffe sind:
Formgriff zum Einpressen
Formgriff zum Einschrauben
Flansch-Formgriff
Schwimmend gelagerter Formgriff
Als Formmaterial wird der Stahl Q235A oder #45 empfohlen.
Auswahlprinzip: der Durchmesser der Matrizengriffbohrung der Presse
Vier Standardstrukturen gängiger Formgriffe
(3) Feste Platte
Die Aufgabe besteht darin, kleine männliche oder weibliche Formen zu installieren und zu fixieren und sie schließlich auf dem oberen oder unteren Formsockel als Ganzes zu installieren.
Es handelt sich um ein Standardteil, das in zwei Ausführungen erhältlich ist: rechteckig und rund.
Ausführung der Befestigungsplatte
Die Auswahl der Matrizenbefestigungsplatte richtet sich nach der Form und Größe der Matrize.
Die ebene Größe der festen Platte ist die gleiche wie die der Matrize, und die Dicke beträgt im Allgemeinen das 0,6- bis 0,8-fache der Dicke der Matrize.
Die Befestigungslöcher und Stanzungen der Befestigungsplatte haben eine Übergangspassung H7 / m6 oder H7 / n6 oder H7 / m5. Nach dem Pressen werden die Endflächen der Befestigungsplatte und der Befestigungsplatte zusammengeschliffen.
Es wird empfohlen, 45er Stahl als Material für die Befestigungsplatte zu verwenden, und die Wärmebehandlungshärte beträgt 28 ~ 32HRC.
Rechteckige Befestigungsplatte
(4) Trägerplatte
Sie befindet sich zwischen der konvexen und konkaven Form und dem Formboden und trägt und verteilt die Presslast, um zu verhindern, dass der obere und untere Formboden aus der Aussparung gedrückt wird.
Ob ein Polster in der Form verwendet wird, hängt von zwei Bedingungen ab:
Der von der festen Endfläche des Stempels auf dem Formboden erzeugte Einheitsdruck übersteigt den Druck, dem der Formboden standhalten kann.
Das heißt: σ = P / F≥ [σpress]
Die Verwendung einer starren Schiebevorrichtung in der oberen Form erfordert die Bearbeitung von Löchern im Formboden.
Gestaltung der Platte
Die Montageplatte ist ein Standardteil, das aus einer runden Montageplatte (JB / T7643.6-2008) und einer rechteckigen Montageplatte (JB / T7643.6-2008) besteht.
Grundlage für die Auswahl ist die Form und Größe der Matrize.
Die Grundplatte hat die gleiche Größe wie die Matrize und ist im Allgemeinen 5-12 mm dick.
Als Material wird Stahl 45 empfohlen, und die Wärmebehandlungshärte beträgt 43 ~ 45HRC.
Bei der Konstruktion einer Verbundform sollte manchmal eine Unterlage zwischen den konvexen und konkaven Formen und dem Formboden angebracht werden.
Rückwandplatte Standard
(5) Schrauben und Stifte - Standardteile
Zu den Befestigungsteilen in der Form gehören hauptsächlich Schrauben und Stifte. Die Schraube verbindet hauptsächlich die Teile in der Form, um sie zu einem Ganzen zu machen, und der Stift spielt die Rolle der Positionierung. Sechskantschrauben sind die beste Wahl für Schrauben. Zylindrische Stifte werden häufig für Stifte verwendet. Bei der Konstruktion müssen mindestens zwei zylindrische Stifte vorhanden sein.
Der Abstand zwischen dem Stift und der Schraube sollte nicht zu gering sein, damit die Festigkeit nicht nachlässt. Die Spezifikationen, Mengen, Abstände und andere Abmessungen der Schrauben und Stifte in der Form können unter Bezugnahme auf die typische Kombination der kalten Form in der nationalen Norm entworfen werden.
Der Durchmesser der Schraube wird durch die Dicke der Matrize bestimmt.
Auswahl des Schneckendurchmessers
Matrizendicke
<13
13-19
19-25
25-32
>32
Durchmesser der Schraube
M4,M5
M5,M6
M6,M8
M8,M10
M10,M12
Auswahl und Kontrolle der Stanzgeräte
7.1 Auswahl der Ausrüstung
Die Auswahl richtet sich nach der Größe der Stanzkraft und der Werkzeugstruktur.
Die Auswahlschritte sind:
(1) Berechnen Sie die Gesamtstanzkraft F total entsprechend den Eigenschaften der Formstruktur.
Bei Verwendung der starren Entladungsvorrichtung und der unteren Entladungsmethode beträgt die Gesamtkraft des Stanzprozesses:
Finsgesamt=F+FT
Wenn die elastische Entladungsvorrichtung und die obere Entladungsmethode verwendet werden, beträgt die gesamte Stanzprozesskraft:
Finsgesamt=F+FX+FD
Bei Verwendung der elastischen Entladungsvorrichtung und der unteren Entladungsmethode beträgt die Gesamtkraft des Stanzprozesses:
Finsgesamt=F+FX+FT
(2) Prüfen Sie die Gerätedaten entsprechend der Gesamtleistung des Ausblendungsprozesses, stellen Sie den Nenndruck F des Geräts ≥ Finsgesamtund wählen Sie dann zunächst das Gerät aus und rufen Sie die entsprechenden Parameter des Geräts auf.
7.2 Primäre ausgewählte Ausrüstung nach Überprüfung
(1) Überprüfen Sie die geschlossene Höhe
(2) Überprüfung der Flugzeuggröße
(3) Überprüfen Sie die Größe des Lochs im Formgriff
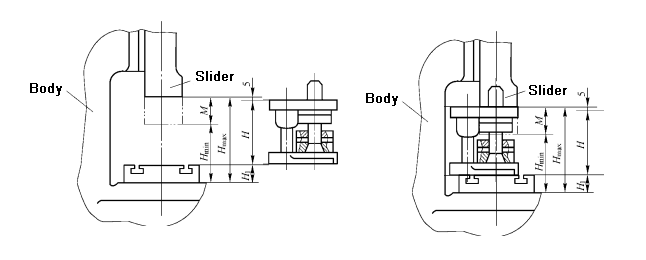
Die Schließhöhe der Presse bezieht sich auf den Abstand zwischen der Unterseite des Schiebers und der Oberseite des Tisches, wenn sich der Schieber in der unteren Endstellung befindet. Die Schließhöhe der Presse hat eine maximale Schließhöhe Hmax und eine Mindestschließhöhe Hmin.
Die Schließhöhe H der Form bezieht sich auf den Abstand zwischen der unteren Ebene des unteren Formbodens und der oberen Ebene des oberen Formbodens, wenn sich die Form am unteren Pol der Arbeitsposition befindet.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie schon einmal darüber nachgedacht, welches Potenzial die Servopressentechnologie für die Fertigung hat? In diesem Artikel erfahren Sie, wie diese fortschrittlichen Maschinen die Branche revolutionieren und unvergleichliche Präzision, Effizienz und...
Haben Sie sich jemals gefragt, wie die Maschinen, die unsere Welt gestalten, hergestellt werden? Dieser Blog nimmt Sie mit auf eine Reise durch die wichtigsten Hersteller von Stanzmaschinen. Sie erfahren etwas über...
Als Ingenieur wissen Sie, dass der Teufel im Detail steckt, wenn es um die Entwicklung und Herstellung von Maschinen geht. Ein entscheidender Aspekt, der über die Qualität entscheiden kann, ist...
Die Wahl des richtigen Revolverstanzwerkzeugs kann sich erheblich auf Ihre Produktionseffizienz und Produktqualität auswirken. Haben Sie bei Ihrer Blechbearbeitung mit Gratbildung oder Werkzeugverschleiß zu kämpfen? Dieser Leitfaden...
Welches Unternehmen führt die Liste der Hersteller von Eisenbearbeitungsmaschinen an? Dieser Artikel befasst sich mit den führenden Marken der Branche und beschreibt ihre Geschichte, Innovationen und Produktangebote. Beim Lesen erhalten Sie Einblicke...
Haben Sie sich jemals gefragt, wie die Metallteile in Ihrem Auto oder Ihren Haushaltsgeräten hergestellt werden? Metallstanzen, ein Verfahren, bei dem Metallbleche mit Hilfe von Werkzeugen geformt werden, ist der Schlüssel dazu. Diese Methode bietet hohe...
Haben Sie sich jemals gefragt, wie Autos so schnell und sicher hergestellt werden? Dieser Artikel enthüllt die Magie hinter automatisierten Stanzstraßen, in denen Roboter die manuelle Arbeit ersetzen und die Effizienz um ein Vielfaches...
Welche Materialien machen Stanzwerkzeuge robust und präzise? Stanzwerkzeuge erfordern hohe Haltbarkeit und Präzision, und Materialien wie Stahl, Hartmetall und verschiedene Legierungen spielen dabei eine entscheidende Rolle. Dieser Artikel befasst sich mit...
Fasziniert von den Wundern des Metallstanzens? In diesem Blogbeitrag tauchen wir in die faszinierende Welt des Bördelns, Einschnürens und Ausbeulens von Löchern ein. Unser erfahrener Maschinenbauingenieur führt Sie...