Der ultimative Leitfaden zum Tiefziehen von Metall
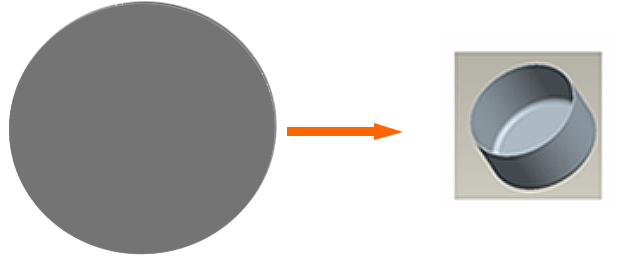
Haben Sie sich schon einmal gefragt, wie aus einem flachen Metallblech ein komplexes, hohles Teil entstehen kann? Das Tiefziehen, ein faszinierendes Umformverfahren, macht dies möglich. In diesem Artikel tauchen wir in die Feinheiten des Tiefziehens ein und erforschen seine Prinzipien, Herausforderungen und Anwendungen. Ob Sie nun ein neugieriger Ingenieur oder ein Fertigungsenthusiast sind, begleiten Sie uns auf dieser Reise, um die Geheimnisse dieses bemerkenswerten Prozesses zu lüften.
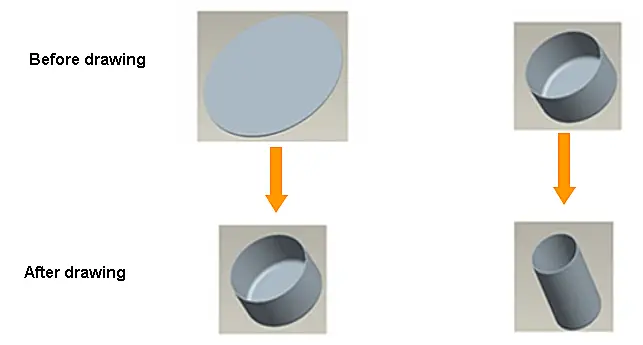
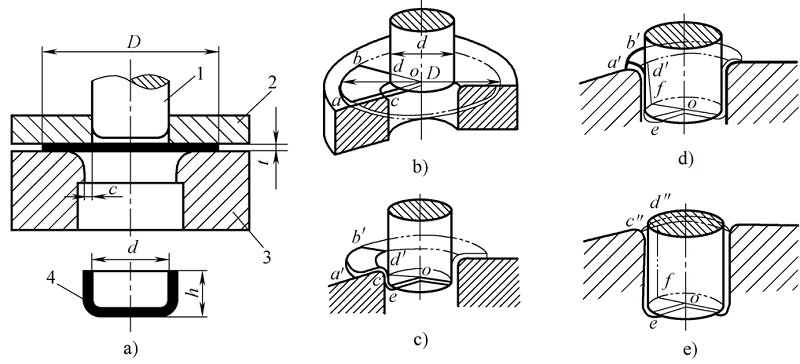
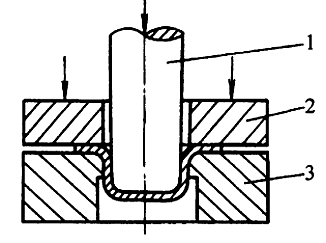
Das Tiefziehen ist ein Verarbeitungsverfahren, bei dem der flache Rohling mit Hilfe eines Ziehwerkzeugs unter dem Druck einer Presse zu verschiedenen offenen Hohlkörpern gepresst oder die hergestellten Hohlkörper zu anderen Hohlkörperformen verarbeitet werden.
Die Form für das Tiefziehen wird als Tiefziehwerkzeug bezeichnet.
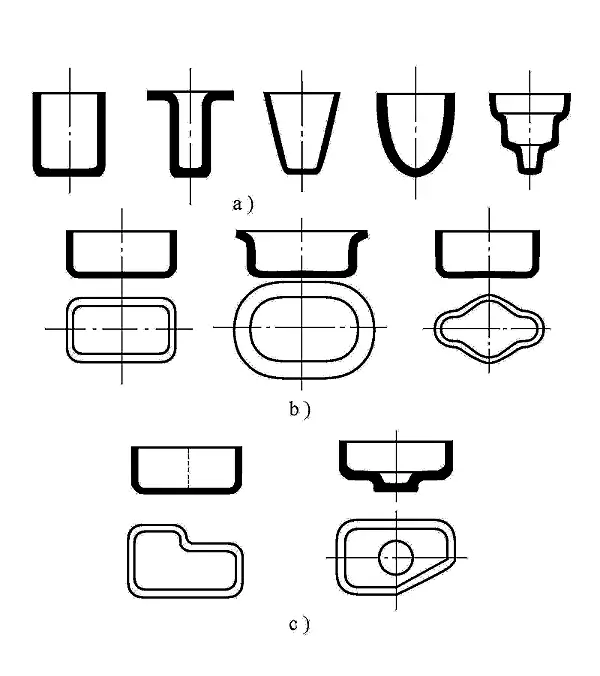
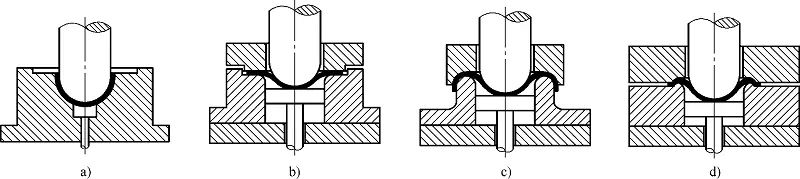
Arten von Tiefziehteilen
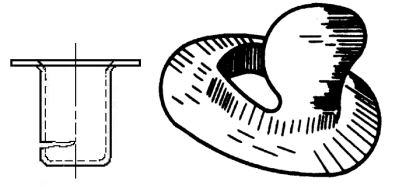
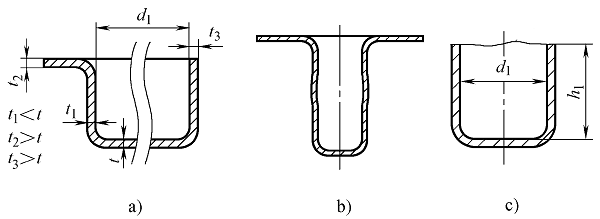
a) Tiefziehen von achsensymmetrischen rotierenden Teilen
b) Schachtelteile
c) Asymmetrische Zeichnungsteile
Tiefziehen von Teilen mit komplizierterer Form
Analyse des tiefen Verformungsprozesses
1.1 Prozess und Merkmale der Tiefenverformung
Tiefziehen ist der Prozess des plastischen Fließens von Materialien
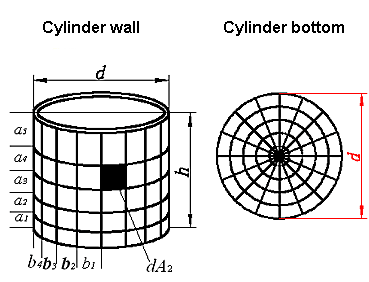
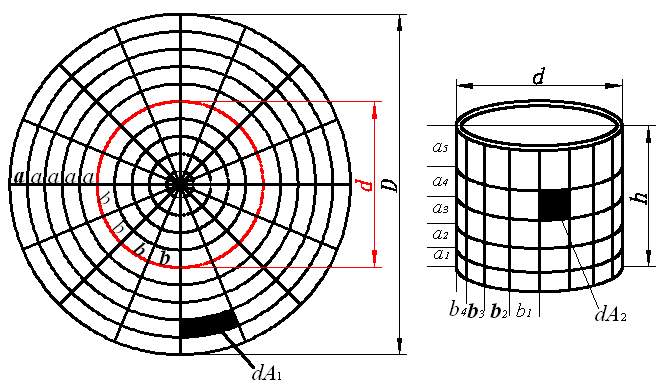
Wie kann ein runder flacher Rohling ohne Form zu einem offenen Hohlkörper verarbeitet werden?
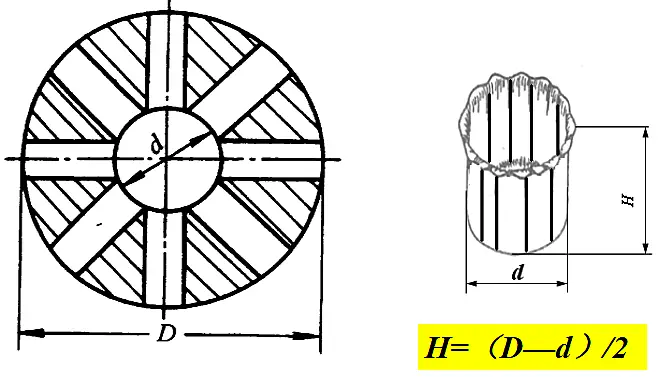
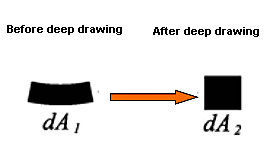
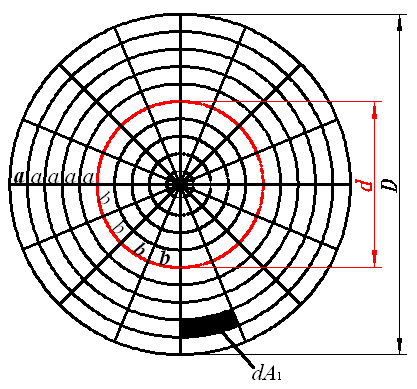
Vor dem Tiefziehen:
a=a=......=a
b=b=......=b
Materialstärke t
Nach dem Tiefziehen:
a<a1<a2<a3<a4<a5
b1=b2=... ...=b
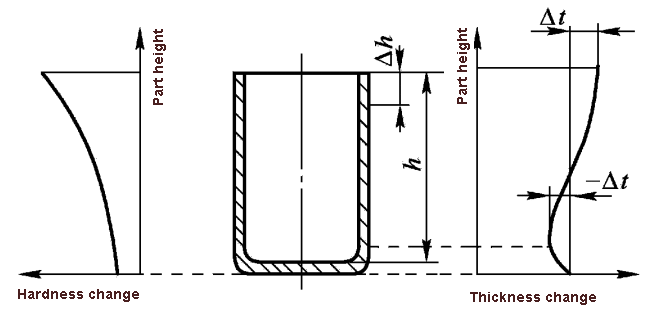
Die Dicke des Materials variiert in der Höhe, und der Mund wird dicker.
h>(D-d)/2
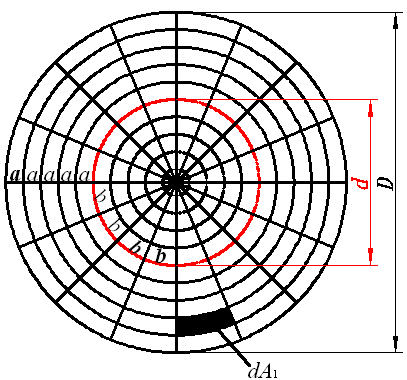
Veränderungen vor und nach dem Tiefziehen des Gitters.
Kräfte auf das Gitter beim Tiefziehen
Änderung der Blechdicke in Höhenrichtung
Tiefe Verformungsmerkmale:
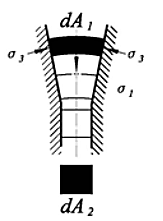
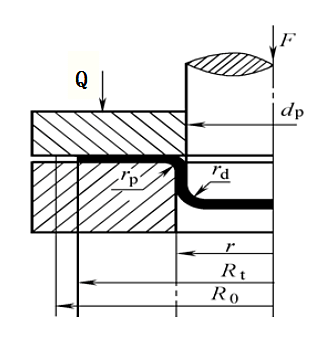
Das Material unter der Matrize verändert sich während des Ziehvorgangs kaum. Die Verformung konzentriert sich hauptsächlich auf den kreisförmigen Ringabschnitt (D-d) auf der Matrizenebene, der den Hauptverformungsbereich beim Ziehen darstellt.
Die Verformung in der Verformungszone ist ungleichmäßig. Unter der kombinierten Wirkung von tangentialer Druckspannung und radialer Zugspannung wird das Metall in tangentialer Richtung zusammengedrückt, und je stärker es an der Mündung zusammengedrückt wird, desto mehr dehnt es sich in radialer Richtung aus, und desto mehr wird die Mündung verlängert.
Die Dicke variiert von Ort zu Ort in Höhenrichtung, wobei die Dicke an der Mündung des gezogenen Teils am stärksten zunimmt.
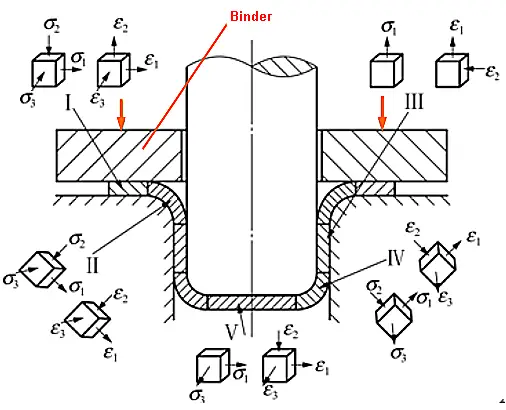
1.2 Zustand und Verteilung von Spannung und Dehnung des Knüppels beim Tiefziehen
Spannungs-Dehnungs-Zustand
Nehmen wir als Beispiel das erste Tiefziehen eines geradwandigen zylindrischen Teils mit einem Niederhalter.
Die Indizes 1, 2 und 3 stehen für die radialen, dicken und tangentialen Spannungen bzw. Dehnungen des Knüppels.
Spannungs-Dehnungs-Verteilung
1) Ignorieren Sie die Spannung in Dickenrichtung und berücksichtigen Sie die Kaltverfestigung nicht.
2) Lösen Sie zwei Unbekannte aus den beiden Gleichungen der plastischen Verformungsbedingung und der Kraftgleichgewichtsbedingung
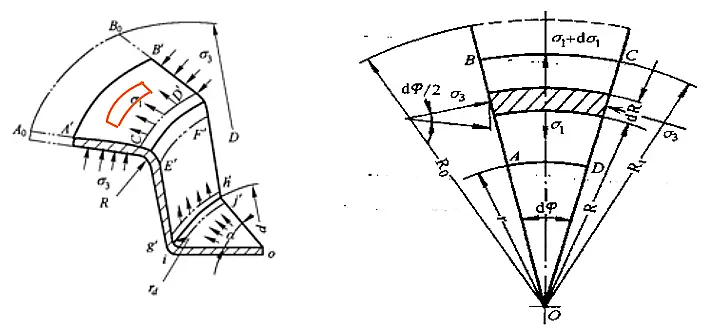
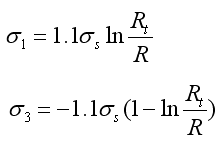
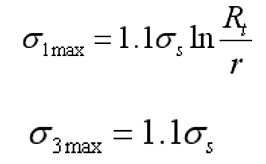
Spannung in der Verformungszone
Der Wertebereich von R: [r ~ Rtσ1 und σ3 ändern sich in jedem Moment des Zeichenprozesses
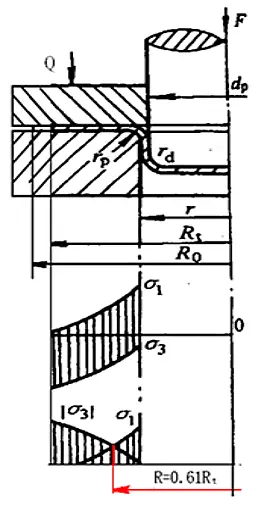
Verteilung der Spannungen σ1 und σ3 in der Verformungszone
Wenn Rt = 0,61R0, |σ1|=|σ3|
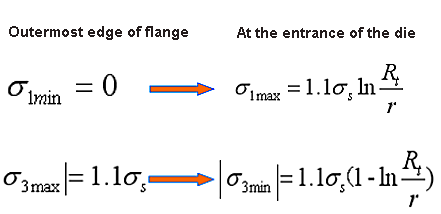
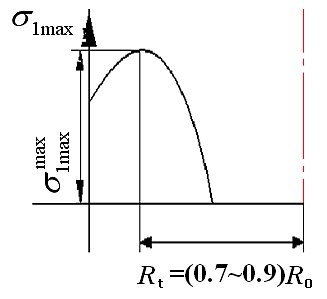
Variation von σ1max und σ3max beim Tiefziehen
σ1max erreicht beim Zeichnen den Höchstwert, wenn Rt = (0.7 ~ 0.9) R0
Analyse und Kontrolle der Tiefziehqualität
Die wichtigsten Qualitätsprobleme im Zeichenprozess:
Faltenbildung im Deformationsbereich des Flansches
Bruch eines gefährlichen Abschnitts
2.1 Faltenbildunging
Das Konzept und die Ursache der Faltenbildung
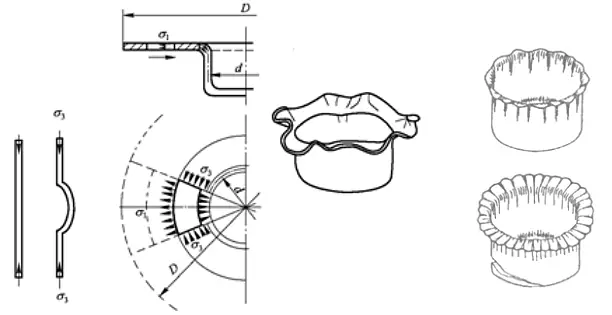
Faltenbildung bezieht sich auf das Phänomen, dass sich während der Tiefziehverformung ungleichmäßige Falten im Verformungsbereich des Flansches in tangentialer Richtung bilden.
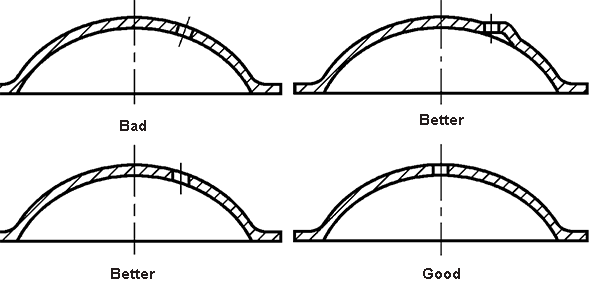
Geometrie des Arbeitsteils der Matrize: konische Matrize ist nicht leicht zu falten
Generell gilt: Je größer die Flanschbreite, je dünner die Dicke, je kleiner der Elastizitätsmodul und der Verfestigungsmodul des Materials, desto geringer ist der Widerstand gegen Instabilität und desto leichter ist die Faltenbildung.
Maßnahmen zur Vorbeugung von Falten
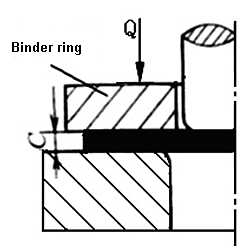
Die wirksamste Maßnahme zur Vermeidung tiefer Faltenbildung in der Produktion ist die Verwendung eines Niederhalterings und die Anwendung einer geeigneten Niederhalterkraft Q
Einige wichtige Schlussfolgerungen zur Faltenbildung:
(1) Gesetz der Faltenbildung: Es hat sich in der Praxis gezeigt, dass Falten am ehesten beim ersten Ziehen eines geradwandigen zylindrischen Teils auftreten: in der Anfangsphase des Tiefziehens
(2) Anti-Falten-Maßnahmen: Verwenden Sie den Rohlingshalterring, um eine angemessene Rohlingshaltekraft anzuwenden.
(3) Faltenbildung: der Hauptverformungsbereich des Tiefziehens (Flanschverformungsbereich)
2.2 Drawing breakage - der Schlüssel zur Vertiefung des Erfolgs
Das Konzept des Zeichnungsbruchs und seine Ursachen
Wenn die Zugspannung der Zylinderwand die Zugfestigkeit des Materials der Zylinderwand übersteigt, bricht das Ziehteil an der Tangente zwischen der unteren Ecke und der Zylinderwand - dem "gefährlichen Abschnitt".
Das hängt vor allem davon ab:
Zugspannung in der Kraftübertragungszone der Zylinderwand
Zugfestigkeit der Kraftübertragungszone der Rohrwand
Faktoren, die sich auf den Bruch von Zeichnungen auswirken
(1) Mechanische Eigenschaften von Blechen
(2) Ziehungskoeffizient m
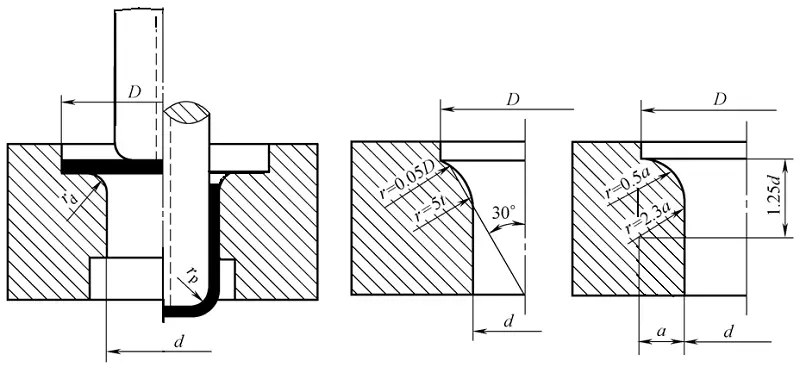
(3) der Eckenradius der Matrize
(4) Reibung
(5) Niederhalterkraft
Maßnahmen zur Vermeidung von Rissbildung
Verwenden Sie zum Tiefziehen Werkstoffe mit hohem Härtegrad und geringem Streckgrenzenverhältnis;
Vergrößern Sie den Radius der konvexen und konkaven Ecken der Zeichnung entsprechend;
Erhöhen Sie die Anzahl der Tiefziehvorgänge;
Verbessern Sie die Schmierung.
Die Praxis beweist:
Beim ersten Tiefziehen eines zylindrischen Teils mit geraden Wänden ist die Wahrscheinlichkeit, dass ein Riss auftritt, in der Anfangsphase des Tiefziehens am größten.
Berechnung des Tiefziehprozesses
3.1 Berechnung des Ziehvorgangs für rotierende Teile mit geraden Wänden
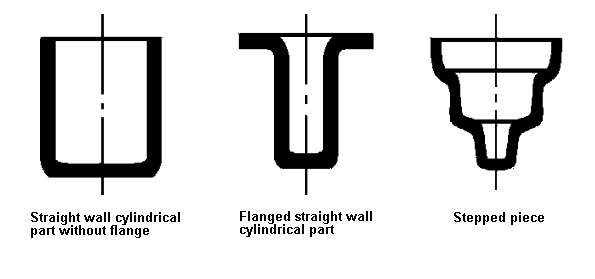
Berechnung des Ziehvorgangs bei Zylindern ohne Flansch
(1) Bestimmung der Form und Größe des Rohlings
Die Grundlage für die Bestimmung der Form und Größe des Rohlings:
Prinzip der Formähnlichkeit: Die Form des Rohlings vor dem Ziehen des Rotationskörpers entspricht der Form des Querschnitts des Werkstücks nach dem Ziehen.
Demnach ist die Form des für das zylindrische Teil verwendeten Rohlings kreisförmig
Prinzip der gleichen Oberfläche: Wenn die Dicke des Materials vor und nach dem Ziehen unverändert ist, ist die Oberfläche des Rohlings vor und nach dem Ziehen ungefähr gleich.
Berechnungsschritte der Rohlingsgröße:
1) Bestimmen Sie den Spielraum für den Beschnitt.
2) Berechnen Sie die Oberfläche des gezeichneten Teils.
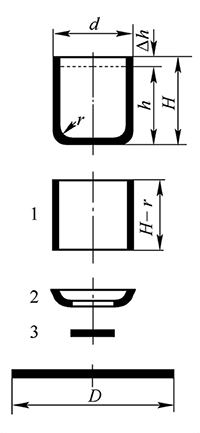
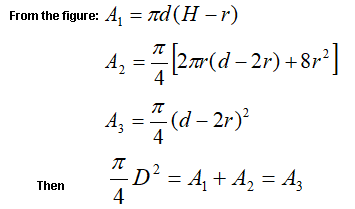
Das Tiefziehen ist in mehrere einfache Geometrien unterteilt.
Ermitteln Sie den Flächeninhalt jeder einfachen Geometrie.
Die Summe der Flächen der einzelnen einfachen Geometrien ergibt die Gesamtoberfläche des Teils.
3) Ermitteln Sie nach dem Prinzip der Flächengleichheit den Durchmesser des Rohlings.
Berechnungsformel für die Größe des Rohlings
1) Prüfen Sie die Tabelle 5-2, um die Trimmgrenze zu ermitteln △h
Tabelle: Beschnittzugabe für nicht geflanschte Teile
Tiefziehhöhe H
Tiefziehhöhe H/d
>0.5~0.8
>0.8~1.6
>16~2.5
>2.5~4
≤10
1
1.2
1.5
2
>10~20
1.2
1.6
2
2.5
>20~50
2
2.5
3.3
4
>50~100
3
3.8
5
6
>100~150
4
5
6.5
8
>150~200
5
6.3
8
10
>200~250
6
7.5
9
11
>250
72
8.5
10
12
2) Berechnen Sie die Oberfläche
Der Durchmesser des Rohlings beträgt vereinfacht:
Anmerkung: Wenn die Blechdicke t<1mm ist, werden alle Abmessungen durch die markierten Abmessungen ersetzt, andernfalls werden die Mittellinienabmessungen ersetzt.
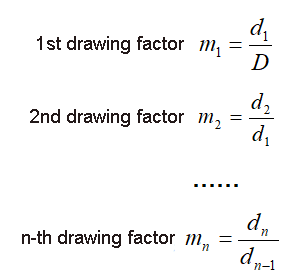
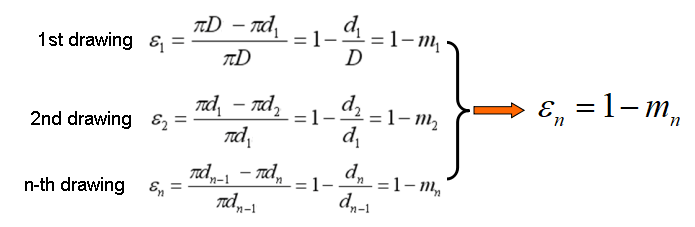
(2) Bestimmung des Ziehungskoeffizienten
1) Das Konzept des Ziehungskoeffizienten
Verhältnis zwischen Ziehkoeffizient und Ziehverformung
Das heißt, die Größe von m kann indirekt das Ausmaß der tangentialen Verformung widerspiegeln.
Die wichtige Schlussfolgerung des Tiefziehkoeffizienten:
Der Ziehkoeffizient kann den Grad der Ziehverformung angeben. Je kleiner der Ziehkoeffizient ist, desto größer ist die Ziehverformung. Wenn der Ziehkoeffizient unter einem bestimmten Wert liegt, wird das Ziehteil auseinandergezogen, daher gibt es einen Grenzziehkoeffizienten.
Grenzziehungskoeffizient [mn]: Der minimale Zeichnungskoeffizient, der verhindert, dass die Zeichnung bricht.
Verringern Sie bei der Berechnung des Ziehvorgangs und der Konstruktion der Form den Wert des Ziehkoeffizienten so weit wie möglich, um die Anzahl der Ziehzeiten zu verringern.
2) Faktoren, die den Grenzziehungskoeffizienten beeinflussen
① Material
② Die relative Dicke der Platte ist groß, und [m] kann reduziert werden.
③ In Bezug auf die Form (kleiner Grenzziehungskoeffizient)
Konvexe und konkave Matrize mit großem Eckenradius
Glatte Oberfläche der Form
Konische Matrize
④ Vertiefung der Arbeitsbedingungen
Ob ein Blankohalter zu verwenden ist
Schmieren
Tiefziehzeiten
Das Gesetz des Gesamteinflusses: Jeder Faktor, der die Festigkeit des gefährlichen Abschnitts der Kraftübertragungszone der Rohrwand erhöhen und die Zugspannung in der Kraftübertragungszone der Rohrwand verringern kann, verringert den Grenzziehungskoeffizienten und umgekehrt.
3) Bestimmung des Grenzziehungskoeffizienten
Tabelle 5-3 und Tabelle 5-4 sind die Grenzziehkoeffizienten für jedes Ziehen von flanschlosen zylindrischen Teilen.
Tabelle: Das Grenzstreckverhältnis des zylindrischen Teils mit Bördelung (08, 10, 15Mn und H62).
Tiefziehkoeffizient
Relative Dicke t/D*100
2~1.5
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Tabelle: Der ultimative Ziehkoeffizient von zylindrischen Teilen ohne Niederhalter (08, 10 & 15Mn)
Relative Dicke t/D*100
Tiefziehkoeffizient für jede Zeit
m1
m2
m3
m4
m5
m6
1.5
0.65
0.80
0.84
0.87
0.90
–
2.0
0.60
0.75
0.80
0.84
0.87
0.90
2.5
0.55
0.75
0.80
0.84
0.87
0.90
3.0
0.53
0.75
0.80
0.84
0.87
0.90
>3
0.50
0.70
0.75
0.78
0.82
0.85
Um die Prozessstabilität und die Teilequalität zu verbessern, sollten Tiefziehkoeffizienten, die geringfügig über dem Grenzziehkoeffizienten [mn] sollte in der tatsächlichen Produktion zum Tiefziehen verwendet werden.
(3) Bestimmung der Ziehzeiten
Wenn [minsgesamt]> [m1] kann das Zeichnungsteil auf einmal gezeichnet werden, andernfalls sind mehrere Zeichenzeiten erforderlich.
Es gibt mehrere Möglichkeiten, die Anzahl der Tiefziehvorgänge zu bestimmen:
Methode zum Nachschlagen in Tabellen (Tabelle 5-5)
Methode der Vorhersage
Berechnungsmethode
Schritte zur Berechnung der Anzahl der Tiefziehverfahren:
1) Überprüfung des Grenzziehungskoeffizienten [mnder jeweiligen Zeit aus Tabelle 5-3 oder Tabelle 5-4.
2) Berechnen Sie den endgültigen Durchmesser jeder einzelnen Zeichnung, d.h.,
d1=[m1 ]D;
d2=[m2 ]d1;
...;
dn=[mn]dn-1;
3) Wenn dn≤d, die Anzahl der Berechnungen n ist die Anzahl der Tiefziehvorgänge.
4) Bestimmung des Umfangs des Ziehvorgangs
1) Durchmesser des Halbzeugs
Aus den Tabellen 5-3 und 5-4 geht der Grenzziehungskoeffizient [mn] jeder Zeichnung ermittelt und in geeigneter Weise vergrößert und angepasst, um den tatsächlichen Zeichnungskoeffizienten mn.
Die Grundsätze der Anpassung sind:
1)Sicherstellen, dass minsgesamt=m1m2...mn=
2)Marke m1<m2<...mn<1
Berechnen Sie schließlich den Durchmesser jedes Prozesses anhand des angepassten Ziehkoeffizienten:
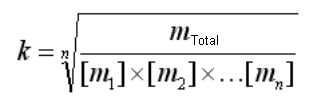
Bei der Berechnung des Durchmessers des Halbzeugs nach der obigen Methode muss immer wieder versucht werden, die Werte von m1, m2, m3, ..., mnwas umständlich ist. Tatsächlich kann der Grenzziehungskoeffizient um ein geeignetes Vielfaches k vergrößert werden.
In der Formel steht n für die Anzahl der Tiefziehvorgänge.
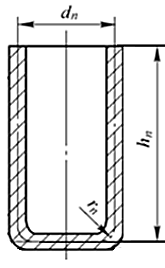
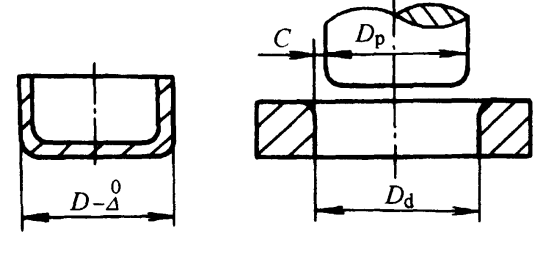
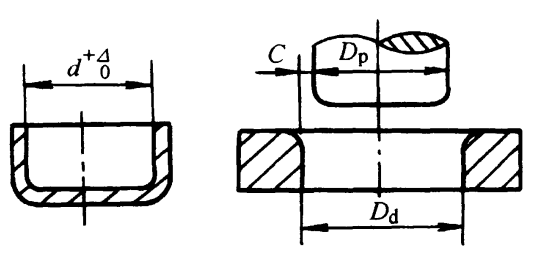
2) Radius der runden unteren Ecke rn
Der Verrundungsradius rn am Boden des Zylinders ist der Verrundungsradius rp des Tiefziehwerkzeugs dieses Prozesses.
Die Bestimmungsmethode ist wie folgt:
Im Allgemeinen, mit Ausnahme des Tiefziehverfahrens, ist rpi = rdi ist vorzuziehen.
Für den letzten Zeichenvorgang:
Wenn der Verrundungsradius des Werkstücks r≥t ist, dann ist rpn = r;
Wenn der Verrundungsradius des Werkstücks r <t ist, dann ist rpn> t genommen wird. Nach Beendigung des Zeichnens wird r durch den Formgebungsprozess erhalten.
3) Berechnung der Prozessteilhöhe Hi
Nach dem Prinzip, dass die Oberfläche der Prozessteile nach dem Ziehen gleich der Oberfläche des Knüppels ist, kann die folgende Formel zur Berechnung der Höhe der Prozessteile ermittelt werden.
Vor der Berechnung sollte der untere Eckradius eines jeden Werkstücks bestimmt werden.
Hi wird durch die Berechnungsformel für den Rohlingsdurchmesser gelöst:
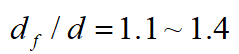
Berechnungsbeispiel Tiefziehverfahren
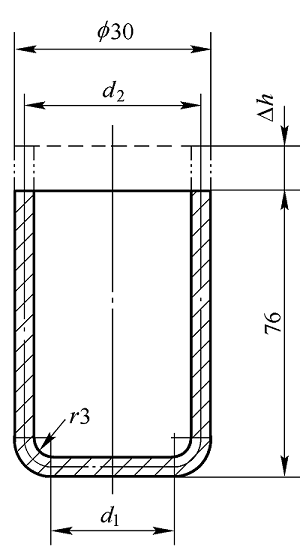
Beispiel 4.1 Bestimmen Sie die Rohteilgröße des in der Abbildung gezeigten zylindrischen Teils und die Abmessungen der einzelnen Ziehverfahren. Der Werkstoff ist Stahl 10, und die Blechdicke beträgt t = 2 mm.
Lösung:
Da t> 1mm ist, wird er entsprechend der Dicke und dem Durchmesser der Platte berechnet.
(1) Berechnen Sie den Durchmesser des Knüppels
Je nach Größe des Teils beträgt seine relative Höhe
Prüfen Sie die Tabelle 5-2, um den Schnittrand zu ermitteln.
Der Knüppeldurchmesser beträgt
Setzt man die bekannten Bedingungen in die obige Formel ein, erhält man D = 98,2 mm, hier D = 98 mm
(2) Bestimmen Sie die Anzahl der Tiefziehvorgänge
Die relative Dicke des Rohlings beträgt:
Gemäß Tabelle 5-1 kann der Rohlingshalterring verwendet werden oder nicht, aber für die Versicherung wird der Rohlingshalterring für die erste Zeichnung noch verwendet.
Tabelle: Verwendung eines Binderings (flacher Hohlraum)
Stretching-Methode
Erste Strecke
Nachfolgende Streckenabschnitte
(t/D)×100
m1
(t/D)×100
mn
Verwendung eines Bördelrings
<1.5
<0.60
<1
<0.80
Optionale Verwendung eines Bördelrings
1.5~2.0
0.6
1~1.5
0.8
Ohne Bördelring
>2.0
>0.60
>1.5
>0.80
Nach t/D=2.0%, überprüfen Sie die Tabelle 5-3, um den ultimativen Ziehkoeffizienten für jeden Ziehprozess zu erhalten:[m1 ]=0.50,[m2 ]=0.75,[m3 ]=0.78,[m4 ]=0.80,...
Tabelle: Grenzziehkoeffizient des Niederhalters für zylindrische Teile (08, 10, 15Mn und H62)
Eckenradius
Relative Dicke des Blechs t/D*100
2~15
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Deshalb,
d1=[m1 D=0,50×98mm=49,0mm
d2= [m2 ]d1=0,75×49,0mm=36,8mm
d3= [m3 ]d2=0,78×36,8mm=28,7mm
d4= [m4 ]d3=0,8×28,7mm=23mm
Zu diesem Zeitpunkt,
d4=23mm<28mm, es sollte also viermal gezeichnet werden.
Tabelle: Der Wert des Koeffizienten K1 für das erste Ziehen von zylindrischen Teilen (Stahlsorten 08 bis 15)
Relative Dicke(t/D0)×100
Erstmaliger Tiefziehkoeffizient (m1)
0.45
0.48
0.50
0.52
0.55
0.60
0.65
0.70
0.75
0.80
5.0
0.95
0.85
0.75
0.65
0.60
0.50
0.43
0.35
0.28
0.20
2.0
1.10
1.00
0.90
0.80
0.75
0.60
0.50
0.42
0.35
0.25
1.2
1.10
1.00
0.90
0.80
0.68
0.56
0.47
0.37
0.30
0.8
1.10
1.00
0.90
0.75
0.60
0.50
0.40
0.33
0.5
1.10
1.00
0.82
0.67
0.55
0.45
0.36
0.2
1.10
0.90
0.75
0.60
0.50
0.40
0.1
1.10
0.90
0.75
0.60
0.50
Tabelle: Der Wert des Koeffizienten K1 für das erste Ziehen von zylindrischen Teilen (Stahlsorten 08 bis 15)
Relative Dicke(t/D0)×100
Zweitmaliger Tiefziehkoeffizient (m2)
0.7
0.72
0.75
0.78
0.80
0.82
0.85
0.88
0.90
0.92
5.0
0.85
0.70
0.60
0.50
0.42
0.32
0.28
0.20
0.15
0.12
2.0
1.10
0.90
0.75
0.60
0.52
0.42
0.32
0.25
0.20
0.14
1.2
1.10
0.90
0.75
0.62
0.52
0.42
0.30
0.25
0.16
0.8
1.00
0.82
0.70
0.57
0.46
0.35
0.27
0.18
0.5
1.10
0.90
0.76
0.63
0.50
0.40
0.30
0.20
0.2
1.00
0.85
0.70
0.56
0.44
0.33
0.23
0.1
1.10
1.00
0.82
0.68
0.55
0.40
0.30
(3) Bestimmung des Umfangs der einzelnen Ziehvorgänge
Der Durchmesser der einzelnen Prozessteile beträgt
d1=k[m1 ]D=1.051185×0.50×98mm=51.51mm
d2=k[m2 ]d1=1.051185×0.75×51.51mm=40.61mm
d3=k[m3 ]d2=1.051185×0.78×40.61mm=33.30mm
d4=k[m4 ]d3=1.051185×0.80×33.30mm≈28mm
Der Radius der Verrundung an der Unterseite jedes Prozessteils nimmt die folgenden Werte an:
r1=8mm,r2=5mm,r3=4mm,r4=4mm
Die Höhe der einzelnen Prozessteile ist ......
(4) Skizze des Prozessteils
Berechnung des Ziehprozesses von zylindrischen Flanschteilen
Das zylindrische Teil mit Flansch kann als Halbzeug betrachtet werden, wenn das zylindrische Teil ohne Flansch bis zu einem bestimmten Punkt in der Mitte gezogen und dann angehalten wird.
Gleiche Zeichnung wie beim flanschlosen Rohr:
Die Verformungseigenschaften sind die gleichen.
Die Qualitätsprobleme, die während des Zeichnungsprozesses auftreten, sind ähnlich.
(1) Klassifizierung und Verformungseigenschaften von geflanschten zylindrischen Teilen
1) Zylindrische Teile mit schmalem Flansch
Zylinder mit schmalem Flansch:
Zeichnungsmethode und Prozessberechnungsmethode sind die gleichen wie bei flanschlosen zylindrischen Teilen
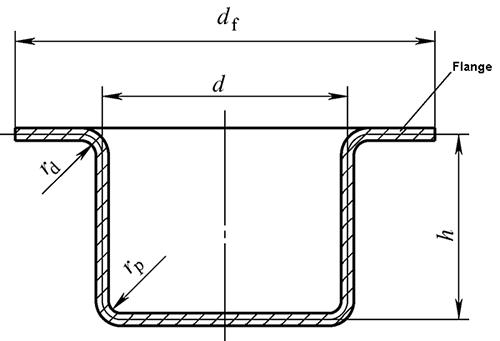
2) Zylindrische Teile mit breitem Flansch
df/d>1.4
Ziehverfahren und Prozessberechnung sind anders als bei flanschlosen zylindrischen Teilen
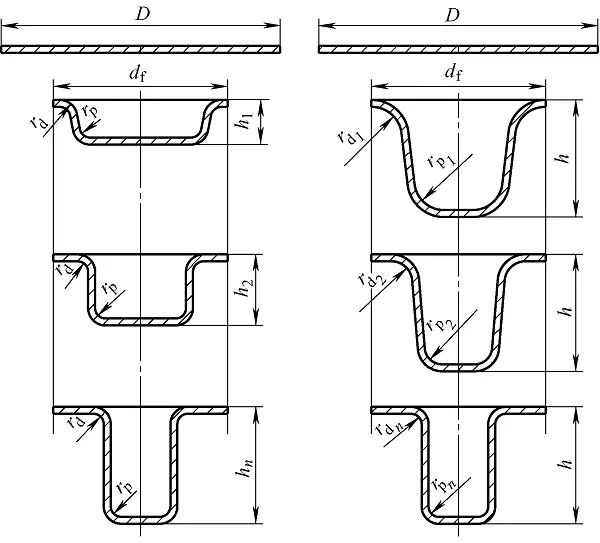
(2) Tiefziehverfahren für zylindrische Teile mit breitem Flansch
df/d>1.4
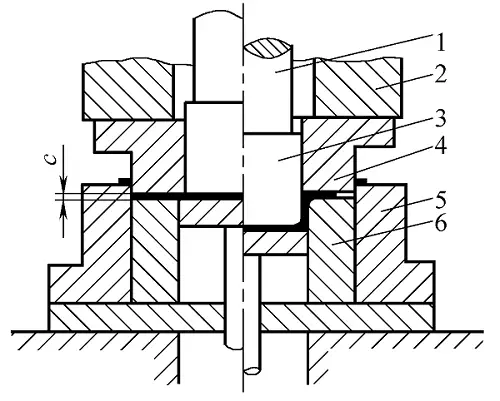
Besondere Erinnerung:
Unabhängig vom Ziehverfahren muss die Flanschgröße beim ersten Ziehen ermittelt werden. Die Höhe des Stempels, der in die Kavität eintritt, muss streng kontrolliert werden.
(3) Prozessberechnung von zylindrischen Teilen mit breitem Flansch
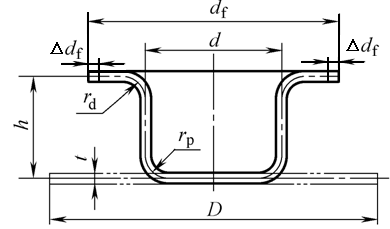
1) Bestimmung der Rohteilgröße des breiten Flansches
Rohteilabwicklung: berechnet nach der Rohteilberechnungsmethode für flanschlose zylindrische Teile, d.h. die Rohteilfläche wird nach dem Prinzip der Flächengleichheit berechnet.
Wenn rp=rd=r,
df enthält Beschnittzugabe △df
2) Verformung von zylindrischen Teilen mit breitem Flansch
Der Grad der Verformung von zylindrischen Teilen mit breitem Flansch kann nicht nur anhand des Ziehkoeffizienten gemessen werden
Die Anzahl der Ziehzeiten wird in Abhängigkeit vom Ziehkoeffizienten und der relativen Höhe der Teile bestimmt.
Es ist unmöglich, den Anteil des Tiefziehens und den Grad der Verformung anhand des Tiefziehkoeffizienten zu beurteilen.
Der erste endgültige Ziehfaktor ist kleiner als bei einem flanschlosen Rohr. Breite Flansche haben ihre eigenen Ziehkoeffizienten, siehe Tabelle 5-7
Der Ziehkoeffizient eines zylindrischen Teils mit breitem Flansch hängt von drei relativen Größenverhältnissen ab: df/d (relativer Durchmesser des Flansches), h/d (relative Höhe des Teils), r/d (relativer Verrundungsradius).
Tabelle 5-7 Erster Grenzziehungskoeffizient von Breitflanschen
(3) Beurteilen Sie, ob es sofort gezogen werden kann
Ermitteln Sie anhand des Ziehungskoeffizienten und der relativen Höhe den Gesamtziehungskoeffizienten m und die relative Gesamthöhe h/d und bestimmen Sie den Grenzziehungskoeffizienten [m1] und relative Höhe [h1/d1], die zum ersten Mal erlaubt sind, und vergleiche: minsgesamt> [m1], h/d≤[h1/d1] kann sie auf einmal herausgezogen werden, ansonsten ist ein mehrfaches Tiefziehen erforderlich.
(4) Bestimmung der Anzahl der Tiefziehvorgänge: Sie kann weiterhin mit Hilfe des Extrapolationsalgorithmus berechnet werden.
(5) Bestimmung der Größe des Halbzeugs
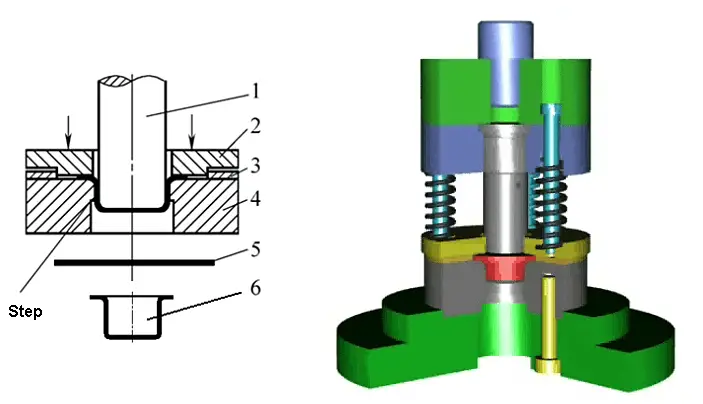
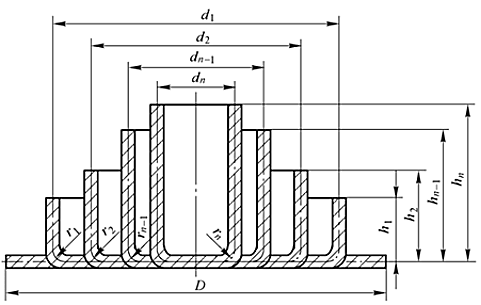
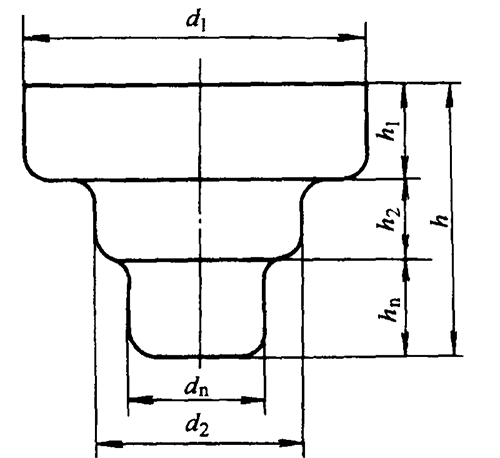
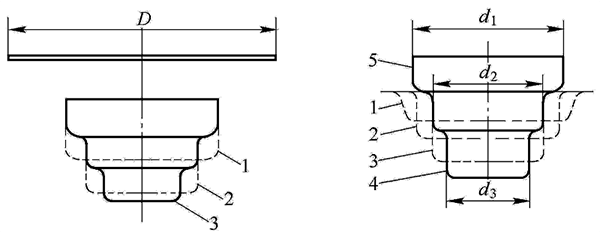
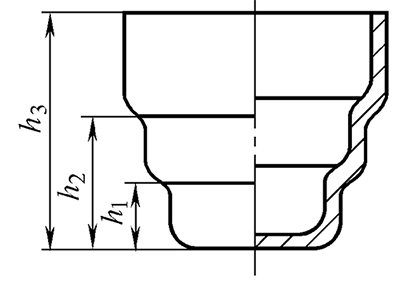
3.Tiefziehen von abgestuften zylindrischen Teilen
Verformungseigenschaften:
Das Tiefziehen des gestuften Teils ist im Grunde dasselbe wie das des zylindrischen Teils, und jede Stufe entspricht dem Ziehen des entsprechenden zylindrischen Teils.
(1) Beurteilen Sie, ob es auf einmal tiefgezogen werden kann
Nach dem Verhältnis zwischen der Bauteilhöhe h und dem Mindestdurchmesser d zu urteilenn.
Wenn h/dn≤[h1/d1], kann es einmal herausgezogen werden, ansonsten kann es mehrfach gezogen werden. [h1/d1] sind in Tabelle 5-5 zu finden.
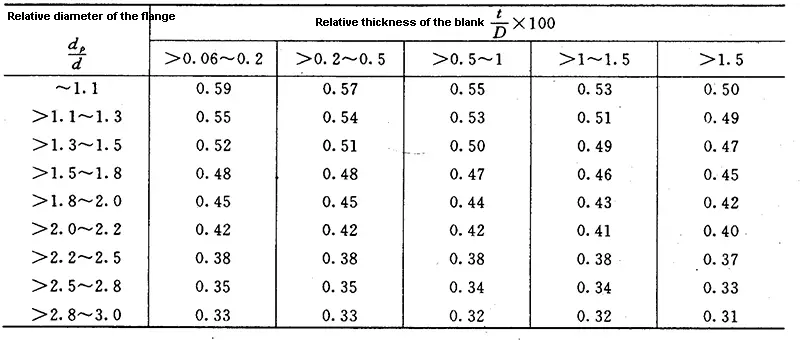
Tabelle: Maximale relative Höhe h1/d1 von zylindrischen Teilen mit breitem Flansch für die erste Streckung (08, 10 Stahl)
Einheit:mm
Relativer Durchmesser dkonvex/d
Relative Dicke des Blechs t/D×100
<2~1.5
<1.5~1.0
<1.0~0.5
<0.5~0.2
<0.2~0.06
≤1.1e
0.75~0.90
0.65~0.82
0.50~0.70
0.50~0.62
0.45~0.52
>1.1~1.3
0.65~0.80
0.56~0.72
0.45~0.60
0.45~0.52
0.40~0.47
>1.3~1.5
0.58~0.70
0.50~0.63
0.42~0.54
0.40~0.48
0.35~0.42
>1.5~1.8
0.48~0.58
0.42~0.53
0.37~0.44
0.34~0.39
0.29~0.35
>1.8~2.0
0.42~0.51
0.36~0.46
0.32~0.38
0.29~0.34
0.25~0.30
>2.0~2.2
0.35~0.45
0.31~0.40
0.27~0.33
0.25~0.29
0.22~0.26
>2.2~2.5
0.28~0.35
0.25~0.32
0.22~0.27
0.20~0.25
0.17~0.21
>2.5~2.8
0.22~0.27
0.19~0.24
0.17~0.21
0.15~0.18
0.13~0.16
>2.8~3.0
0.18~0.22
0.16~0.20
0.14~0.17
0.12~0.15
0.10~0.13
Tabelle: Die maximale relative Höhe (h/d) für flanschlose zylindrische Tiefziehteile.
Tiefziehzeit (n)
Relative Dicke des Rohlings t/D×100
2~1.5
<1.5~1
<1~0.6
<0.6~0.3
<0.3~0.15
<0.15~0.08
1
0.94~0.77
0.84~0.65
0.70~0.57
0.62~0.5
0.52~0.45
0.46~0.38
2
1.88~1.54
1.60~1.32
1.36~1.1
1.13~0.94
0.96~0.83
0.9~0.7
3
3.5~2.7
2.8~2.2
2.3~1.8
1.9~1.5
1.6~1.3
1.3~1.1
4
5.6~4.3
4.3~3.5
3.6~2.9
2.9~2.4
2.4~2.0
2.0~1.5
5
8.9~6.6
6.6~5.1
5.2~4.1
4.1~3.3
3.3~2.7
2.7~2.0
Anmerkung:
1. Das größere h/d-Verhältnis eignet sich für den ersten Umformprozess mit größeren Ausrundungsradien, die von rdi = 8t wenn t/D0 × 100 = 2-1,5, zu rd = 15t, wenn t/D0 × 100 = 0.15-0.08. Das kleinere Verhältnis gilt für kleinere Formrundungsradien [rd = (4-8)t].
Die in der Tabelle angegebene Anzahl der Ziehstufen ist für Tiefziehteile aus den Stahlsorten 08 und 10 geeignet.
(2) Bestimmung des Tiefziehverfahrens für abgesetzte Teile
1) Wenn das Verhältnis des Durchmessers zweier beliebiger benachbarter Stufen (dn/dn-1) größer ist als der Grenzziehkoeffizient des entsprechenden zylindrischen Teils, bildet jeder Schritt eine Stufe, von der großen Stufe bis zur kleinen Stufe ist die Anzahl der Tiefenzeiten die Anzahl der Schritte.
2) Wenn das Verhältnis der Durchmesser von zwei benachbarten Stufen (dn/dn-1) kleiner ist als der Grenzziehkoeffizient des entsprechenden zylindrischen Teils, basiert das Ziehverfahren auf dem Breitflanschteil, das von der kleinen Stufe zur großen Stufe gezogen wird.
Verfahren zum Zeichnen eines flachen, abgestuften Teils
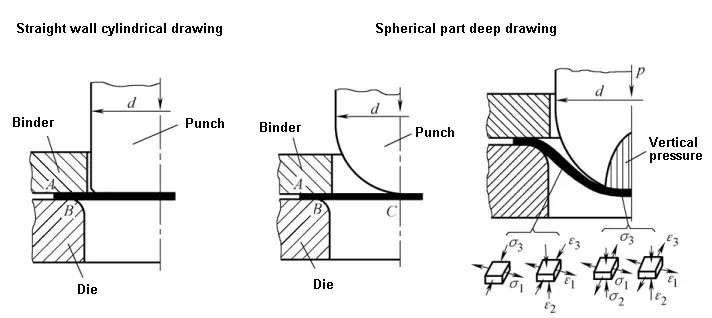
3.2 Zeichnungsprozessberechnung von nicht-geradwandigen rotierenden Körperteilen
Zeichnungscharakteristik von nicht-geradlinigen, rotierenden Körperteilen
Tiefzieheigenschaften von nicht-geradwandigen rotierenden Körperteilen:
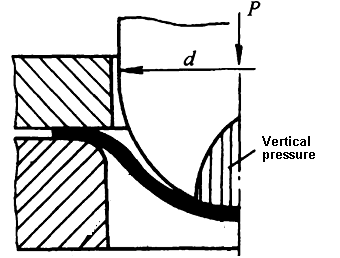
(1) Wenn der nicht-geradwandige rotierende Körperteil vertieft wird, sind der Flanschbereich unter dem Niederhaltering und der hängende Bereich in der Matrizenöffnung Verformungsbereiche.
(2) Der Ziehvorgang von nicht-geradlinigen, rotierenden Körperteilen ist eine Kombination aus Ziehverformung und Ausbeulverformung.
(3) Die wulstige Verformung befindet sich hauptsächlich in der Nähe des Bodens der Stempelmatrize.
Die Faltenbildung ist ein großes Problem, das beim Zeichnen solcher Teile zu lösen ist. Insbesondere die Faltenbildung des aufgehängten Teils - die innere Falte
Maßnahmen, die weder knittern noch brechen
Flanschgröße erhöhen
Erhöhung des Reibungskoeffizienten unter dem Niederhalter
Kraft des Niederhalters erhöhen
Zugraupe verwenden
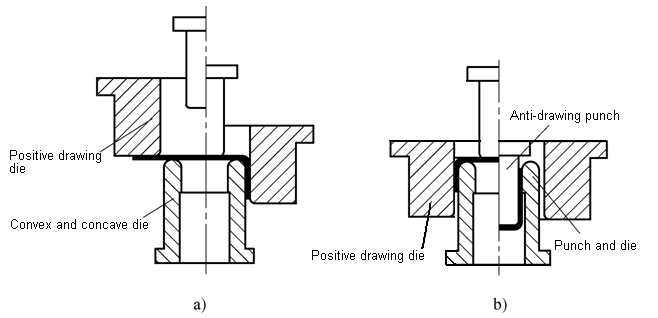
Zurück ziehen
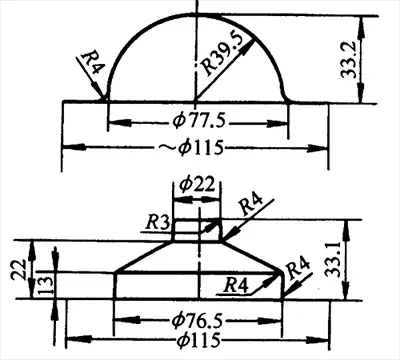
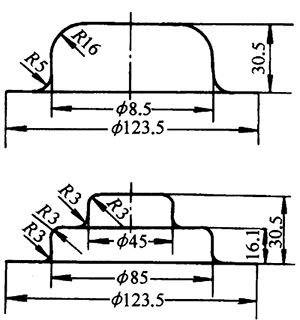
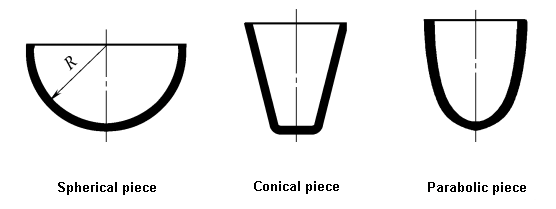
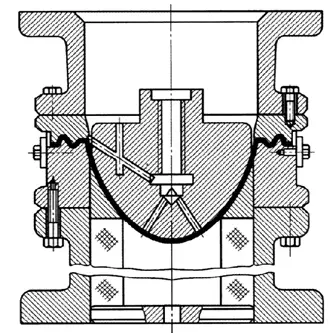
Tiefziehen von kugelförmigen Teilen
Der Ziehkoeffizient ist konstant und kann nicht als Grundlage für die Prozessgestaltung verwendet werden.
m=0.707
Ziehverfahren für kugelförmige Teile
Wenn t / D> 3%, kann eine einfache Matrize mit Boden ohne Niederhalter für einmaliges Ziehen verwendet werden
Wenn t / D = 0,5% ~ 3%, Tiefziehwerkzeug mit Niederhalter wird zum Tiefziehen verwendet
Wenn t / D <0,5%, wird ein konkaves Werkzeug mit Tiefziehrippen oder ein umgekehrtes Tiefziehwerkzeug verwendet.
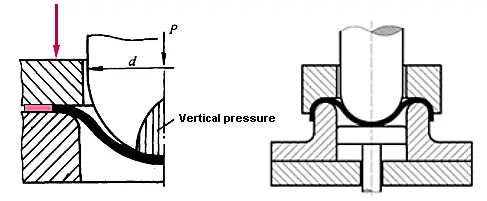
Tiefziehen von parabolischen Teilen
Tiefziehen ist schwieriger als sphärische Teile
Übliche Zeichenmethoden sind:
(1) Flaches Paraboloid (h/d <0,5 ~ 0,6). Da das Verhältnis von Höhe zu Durchmesser fast kugelförmig ist, ist die Zeichnungsmethode dieselbe wie bei kugelförmigen Teilen.
(2) Tiefes Paraboloid (h/d> 0,5 ~ 0,6). Seine Vertiefung ist schwieriger geworden. Um den mittleren Teil des Rohlings ohne Faltenbildung an die Form anzunähern, wird zu diesem Zeitpunkt in der Regel eine Form mit Tiefziehrippen verwendet, um die radiale Zugspannung zu erhöhen.
Tiefziehen von tiefen Paraboloiden
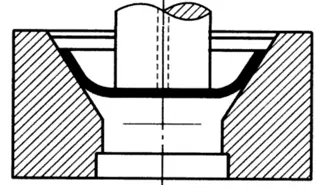
Tiefziehen von konischen Teilen
Die Vertiefungsmethode hängt ab von:h/d2,α
Tiefziehverfahren für Kegel
(1) Bei flachen konischen Stücken (h / d2 <0,25 ~ 0,30, α = 50 ° ~ 80 °) kann sie auf einmal gezogen werden
(2) Bei mittelgroßen konischen Stücken (h / d2 = 0,30 ~ 0,70, α = 15 ° ~ 45 °) hängt das Ziehverfahren von der relativen Materialstärke ab:
1) Wenn t / D> 0,025, kann der Stanzring für einmaliges Ziehen verwendet werden.
2) Wenn t / D = 0,015 ~ 0,20 ist, kann es in einem Zug gezogen werden, aber es sind Maßnahmen wie ein Niederhaltering, Tiefziehrippen und zusätzliche Prozessflansche erforderlich.
3) Wenn t / D <0,015, ist es leicht zu falten, weil das Material dünn ist. Es ist notwendig, eine leere Halterform zu verwenden und sie zweimal zu zeichnen.
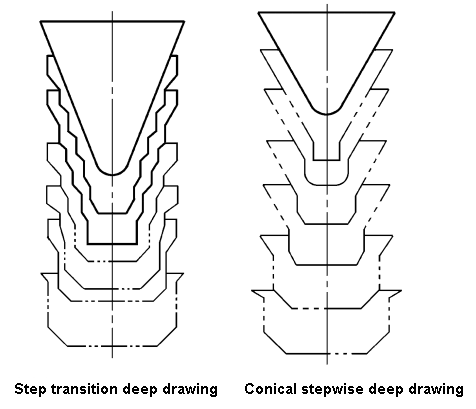
(3) Für stark verjüngte Teile (h / d2> 0,70 ~ 0,80, α≤10 ° ~ 30 °), übernehmen:
1) Stufenweises Tiefziehverfahren
2) Schrittweises Tiefziehen der Kegeloberfläche
Tiefziehverfahren für Hochkegelstücke
3.3 Berechnung des Tiefziehverfahrens für flanschlose Schachteln
Das kastenförmige Teil ist ein nicht rotierendes Körperteil. Beim Tiefziehen entspricht der abgerundete Teil dem Tiefziehen des zylindrischen Teils, und der Teil mit gerader Kante entspricht der Biegeverformung.
Vor der Verformung:
Δl1=Δl2=Δl3
Δh1=Δh2=Δh3
Nach der Verformung:
Δh1<Δh1′<Δh2′<Δh3′
Δl1>Δl1′>Δl2′>Δl3′
Zeichnungsmerkmale von kastenförmigen Teilen:
(1) Das Material in der Flanschverformungszone unterliegt der kombinierten Wirkung von radialer Zugspannung und tangentialer Druckspannung, was zu einer radialen Verformung und einer tiefen tangentialen Druckverformung führt. Die Spannungs- und Dehnungsverteilung ist ungleichmäßig, wobei die abgerundeten Ecken am größten und die geraden Kanten am kleinsten sind.
(2) Das Ausmaß der Verformung der geraden Kante und der Hohlkehle im Verformungsbereich ist unterschiedlich.
(3) Der Grad der gegenseitigen Beeinflussung zwischen dem geraden Kantenabschnitt und dem abgerundeten Eckabschnitt variiert mit der Form der Schachtel.
3.4 Kraftberechnung beim Tiefziehen und Auswahl der Ausrüstung
Platinenhaltekraft und Platinenhaltevorrichtung
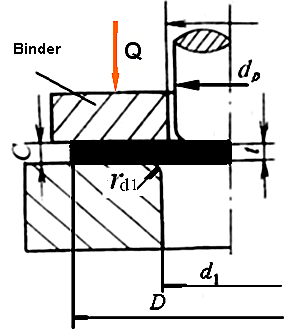
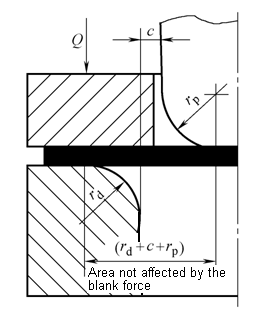
(1) Haltekraft des Rohlings
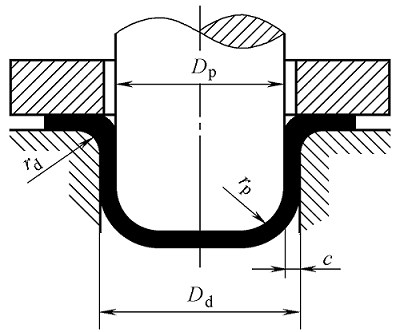
Die Rohlingshaltekraft Q wird von einer Rohlingshaltevorrichtung in einer Form aufgebracht.
Die vom Niederhalter erzeugte Niederhalterkraft Q sollte so gering wie möglich sein, damit die Verformungsfläche keine Falten wirft.
Die erforderliche Niederhalterkraft für Tiefziehteile jeder Form: Q = Aq
In der Formel:
A- die projizierte Fläche des Rohlings unter dem Rohlingshalter
q- Druckkraft pro Flächeneinheit, q = σb / 150
Niederhalterkraft für zylindrische Teile mit gerader Wand
Tiefziehen von zylindrischen Teilen mit geraden Wänden zum ersten Mal:
Tiefziehen von geradwandigen zylindrischen Teilen im Folgeprozess:
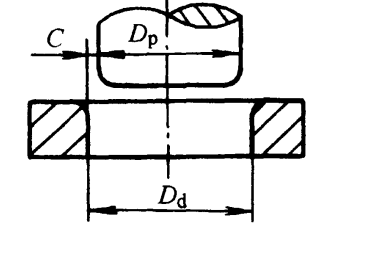
(2) Rohlingshalter
Die Funktion des Niederhalters besteht darin, Faltenbildung in der tiefen Verformungszone zu verhindern.
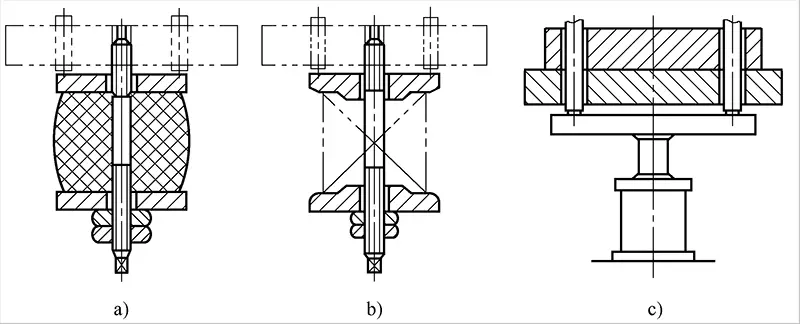
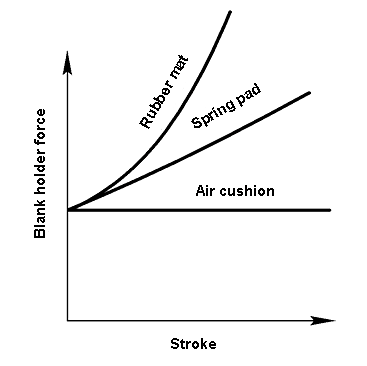
Je nach Quelle der Niederhalterkraft gibt es zwei Arten von Niederhaltervorrichtungen:
Elastischer Niederhalter: für einfachwirkende Stempel, Niederhalterkraft wird durch Feder, Gummi, Luftkissen, Stickstofffeder, etc. bereitgestellt.
Starrer Niederhalter: wird für doppelt wirkende Stempel verwendet, die Niederhalterkraft wird durch den äußeren Schieber bereitgestellt.
Elastischer Rohlingshalter
Anwendungsbeispiel für elastische Niederhalter
7-facher Ring
Starrer Platinenhalter an einer doppelt wirkenden Presse
4-Blech-Ring
Berechnung der Zugkraft
Für zylindrische, elliptische und kastenförmige Teile beträgt die Ziehkraft:
Fi- Ziehkraft der i-ten Ziehung, die Einheit ist N;
Ls- Umfang des Werkstückabschnitts (entsprechend der Materialdickenmitte), Einheit ist mm;
Kp- Beim Tiefziehen von zylindrischen Teilen ist Kp = 0,5 ~ 1,0; für das Tiefziehen von ovalen Teilen und kastenförmigen Teilen ist Kp = 0,5 ~ 0,8; für das Tiefziehen anderer Formen ist Kp = 0.7 ~ 0.9. Wenn sich die Zeichnung dem Grenzwert nähert, ist Kp einen großen Wert annimmt; andernfalls nimmt er einen kleinen Wert an.
Auswahl der Tiefziehgeräte
Bei einfachwirkenden Pressen sollte der Nenndruck des Geräts eingehalten werden:
FE > Fi + Q
Bei doppeltwirkenden Pressen sollte die Tonnage der Ausrüstung entsprechen:
Finnen > Fi
FAußen > Q
Passen Sie auf:
Bei großem Ziehweg, insbesondere bei kombiniertem Stanzziehen, sollte die Prozesskraftkurve unterhalb der zulässigen Druckkurve des Pressenschiebers liegen.
In der tatsächlichen Produktion wird der Nenndruck FDruck der Presse kann durch die folgende Formel bestimmt werden:
Flache Zeichnung: ΣF ≤ (0,7~0,8)FPresse
Tiefziehen: ΣF ≤ (0,5~0,6)FPresse
Entwurf eines Tiefziehverfahrens
4.1 Analyse des Tiefziehprozesses
Die Verarbeitbarkeit des Ziehteils bezieht sich auf die Anpassungsfähigkeit des Ziehteils an den Ziehprozess.
Die Analyse, ob ein Tiefziehteil für das Tiefziehen geeignet ist, basiert hauptsächlich auf der Strukturform, der Größe, BemessungGenauigkeit und Materialauswahl des Tiefziehteils, was aus Sicht der Produktverarbeitung eine Voraussetzung für die Produktgestaltung ist.
Tiefziehende Form
(1) Die Form des gezeichneten Teils sollte so einfach und symmetrisch wie möglich sein, und es sollte so schnell wie möglich gezeichnet werden. Versuchen Sie, starke Formveränderungen zu vermeiden.
2) Formfehler des gezogenen Teils
Höhe der Zeichnung
Das Höhenmaß der gezeichneten Teile sollte so weit wie möglich reduziert und so weit wie möglich gezeichnet werden.
Tiefziehflanschbreite
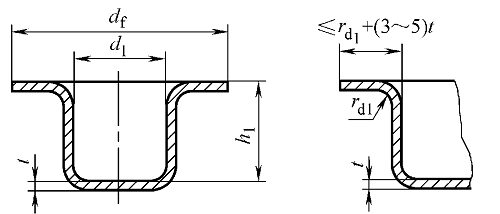
Flansch eines geradwandigen Zylinders mit Flansch
Der Durchmesser sollte bei kontrolliert werden:
d1 + 12t ≤ df ≤ d1+25t
Breitflanschzylinder mit gerader Wand:
df ≤ 3d1, h1 ≤ 2d1
Die Flanschbreite des Ziehteils sollte möglichst gleichmäßig sein und der Konturform des Ziehteils entsprechen.
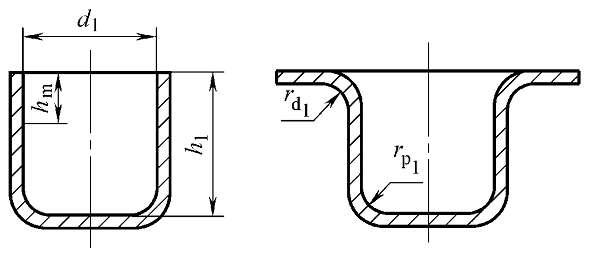
Verrundungsradius von Ziehteilen
Abgerundete Ecken von Böden und Wänden, Flanschen und Wänden von Ziehteilen
Der Radius sollte genügen:
rp1 ≥ t, rd1 ≥ 2t, rc1 ≥ 3t
Andernfalls sollten Verfahren der plastischen Chirurgie hinzugefügt werden.
Stanzkonstruktion für das Tiefziehen
Abstand zwischen den gestanzten Löchern am Flansch des Ziehteils: ≥5t
Abstand zwischen den gestanzten Löchern an der Seitenwand des Ziehteils: hd≥ 2dh + t
Die Position der Bohrung auf dem Zeichnungsteil sollte in der gleichen Ebene wie die Hauptstrukturfläche (Flanschfläche) liegen, oder die Bohrungswand sollte senkrecht zu dieser Ebene sein.
Das Loch im Zeichnungsteil wird in der Regel nach Fertigstellung der Zeichnung gestanzt.
Anisotropiekoeffizient Δγ für kleine plastische Dehnungen
4.2 Tief zeichnenProzessgestaltung
1) Wenn es sich um ein flaches Ziehteil handelt, das in einer Zeichnung geformt werden kann, wird das Stanz-Zieh-Verbundverfahren verwendet, um es fertigzustellen.
2) Für hochgezogene Teile kann das einstufige Stanzen verwendet werden, wenn die Losgröße nicht groß ist; wenn die Losgröße groß ist und die Größe der tiefgezogenen Teile nicht groß ist, kann das progressive Ziehen mit Streifen verwendet werden.
3) Ist das Ziehteil groß, kann in der Regel nur in einem Schritt gestanzt werden.
4) Wenn die Zeichnungsteile höhere Genauigkeitsanforderungen haben oder einen kleinen Verrundungsradius zeichnen müssen, ist es notwendig, einen Formgebungsprozess nach dem Zeichnen hinzuzufügen.
5) Das Beschneiden und Stanzen von Tiefziehteilen kann in der Regel in Kombination durchgeführt werden.
6) Die untere Bohrung des Zeichnungsteils kann jedoch mit einem Verbund versehen werden. . und Ziehen müssen die Löcher und Nuten des Flanschteils und des Seitenwandteils des Ziehteils nach Abschluss des Ziehvorgangs ausgestanzt werden.
7) Wenn andere Formgebungsverfahren (z. B. Biegen, Drehen usw.) erforderlich sind, um die Form des gezeichneten Teils zu vervollständigen, müssen nach der Fertigstellung der Zeichnung weitere Stanzvorgänge durchgeführt werden.
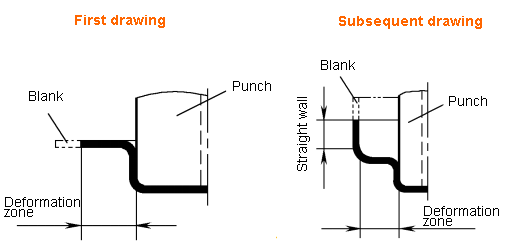
Merkmale des anschließenden Tiefziehens:
Verschiedene Rohlinge
Deformationszone verändert sich unterschiedlich
Unterschiedliche Zugkraftänderungen
Der Bruch erfolgt zu unterschiedlichen Zeiten
Deformationszonen haben unterschiedliche Stabilität
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie die Metallteile in Ihrem Auto oder Ihren Haushaltsgeräten hergestellt werden? Metallstanzen, ein Verfahren, bei dem Metallbleche mit Hilfe von Werkzeugen geformt werden, ist der Schlüssel dazu. Diese Methode bietet hohe...
Fasziniert von den Wundern des Metallstanzens? In diesem Blogbeitrag tauchen wir in die faszinierende Welt des Bördelns, Einschnürens und Ausbeulens von Löchern ein. Unser erfahrener Maschinenbauingenieur führt Sie...
Haben Sie sich schon einmal Gedanken über die faszinierende Welt des Metallstanzens gemacht? In diesem Blogbeitrag begeben wir uns auf eine spannende Reise, um die Feinheiten dieses wichtigen Fertigungsprozesses zu erkunden....
Faltenbildung beim Metallstanzen kann die Qualität von Stanzteilen beeinträchtigen, lässt sich aber durch bestimmte Verfahren kontrollieren. Dieser Artikel befasst sich mit Faktoren wie Streckungstiefe, Niederhalterkraft und...
Haben Sie sich schon einmal gefragt, was hinter den präzisen Formen steckt, die aus Metallblechen geschnitten werden? In diesem faszinierenden Artikel tauchen wir in die Welt des Stanzens ein, einer entscheidenden Technik...
Haben Sie schon einmal darüber nachgedacht, welches Potenzial die Servopressentechnologie für die Fertigung hat? In diesem Artikel erfahren Sie, wie diese fortschrittlichen Maschinen die Branche revolutionieren und unvergleichliche Präzision, Effizienz und...
Haben Sie sich jemals gefragt, wie die Maschinen, die unsere Welt gestalten, hergestellt werden? Dieser Blog nimmt Sie mit auf eine Reise durch die wichtigsten Hersteller von Stanzmaschinen. Sie erfahren etwas über...
Welche Materialien machen Stanzwerkzeuge robust und präzise? Stanzwerkzeuge erfordern hohe Haltbarkeit und Präzision, und Materialien wie Stahl, Hartmetall und verschiedene Legierungen spielen dabei eine entscheidende Rolle. Dieser Artikel befasst sich mit...
Haben Sie sich jemals gefragt, wie eine Stanzpresse Bleche in präzise Formen bringt? In diesem Artikel erfahren Sie mehr über das Innenleben von Stanzmaschinen, von ihrem Mechanismus, der von einer Dreh- zu einer Linearbewegung...