Fasziniert von den Wundern des Metallstanzens? In diesem Blogbeitrag tauchen wir in die faszinierende Welt des Bördelns, Einschnürens und Ausbeulens von Löchern ein. Unser erfahrener Maschinenbauingenieur führt Sie durch die Feinheiten dieser Verfahren, erklärt die wichtigsten Konzepte und gibt Insiderwissen weiter. Machen Sie sich bereit, Ihr Wissen zu erweitern und die Kunst der Metallformung zu schätzen wie nie zuvor!
Das Bördeln von Löchern ist ein Metallumformungsverfahren, bei dem ein erhöhter Rand oder Kragen um ein bereits vorhandenes Loch in einem Blechwerkstück erzeugt wird. Bei dieser Technik werden spezielle Werkzeuge eingesetzt, um das Material um das Loch herum zu verformen, was in der Regel zu einem zylindrischen Vorsprung senkrecht zur Oberfläche des Blechs oder in einem bestimmten Winkel führt.
Der Prozess umfasst mehrere wichtige Schritte:
Anfängliche Locherstellung: Zunächst wird ein Loch in das Blech gestanzt oder geschnitten.
Positionierung: Das Werkstück wird mit der Bördelmatrize und dem Stempel ausgerichtet.
Umformen: Der Stempel übt Kraft auf das Material um das Loch herum aus, wodurch es fließt und den Flansch formt.
Formgebung: Die Matrize bestimmt die endgültige Form und den Winkel des Flansches.
Flansche können in verschiedenen Höhen und Winkeln geformt werden, abhängig von den Materialeigenschaften, der Blechstärke und der Werkzeugkonstruktion. Zu den gängigen Flanschkonfigurationen gehören:
Gerade Flansche: Senkrecht zur Blechoberfläche
Abgewinkelte Flansche: In einem bestimmten Winkel geformt, normalerweise zwischen 15° und 90°.
Gewellte Flansche: Mit einer gerollten oder gebogenen Kante für zusätzliche Festigkeit oder Sicherheit
Das Bördeln von Löchern bietet mehrere Vorteile bei der Herstellung:
Erhöhte strukturelle Integrität um das Loch herum
Verbesserte Passflächen für die Montage
Verbessertes ästhetisches Erscheinungsbild
Mögliche Gewichtsreduzierung im Vergleich zu anderen Fügeverfahren
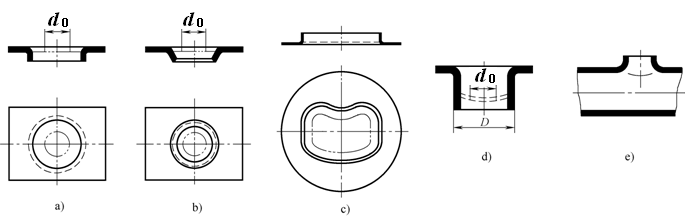
Arten von Bohrungsflanschen
Bördelvorgänge können auf verschiedene Geometrien und Oberflächen angewandt werden, um unterschiedlichen Fertigungsanforderungen gerecht zu werden. Das Verfahren kann anhand der ursprünglichen Werkstückform und des gewünschten Flanschprofils kategorisiert werden:
Flache Platten bördeln: Hierbei werden auf ebenen Flächen gebördelte Löcher angebracht. Es wird häufig in der Blechverarbeitung für Anwendungen wie elektrische Gehäuse, HVAC-Kanäle und Karosseriebleche verwendet.
Bördeln auf gekrümmten Oberflächen: Dieser komplexere Vorgang erzeugt gebördelte Löcher auf nicht ebenen Oberflächen. Ein gutes Beispiel ist das Bördeln von Rohren, bei dem Löcher an zylindrische oder andere gekrümmte Rohre gebördelt werden. Diese Technik ist in Branchen wie der Luft- und Raumfahrt von entscheidender Bedeutung für die Herstellung leichter, strukturell stabiler Komponenten.
Runde geflanschte Löcher: Diese weisen ein einheitliches, kreisförmiges Profil über den gesamten Umfang auf. Sie werden häufig verwendet, wenn aus Gründen der Abdichtung oder der Ästhetik eine glatte, gleichmäßige Kante erforderlich ist.
Nicht runde geflanschte Löcher: Diese können verschiedene Formen haben, einschließlich ovaler, rechteckiger oder kundenspezifischer Profile. Solche Flansche werden verwendet, wenn bestimmte funktionale oder konstruktive Anforderungen eine nicht runde Öffnung vorschreiben.
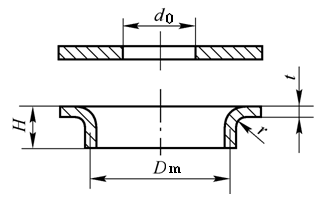
1. Rundlochbördelung
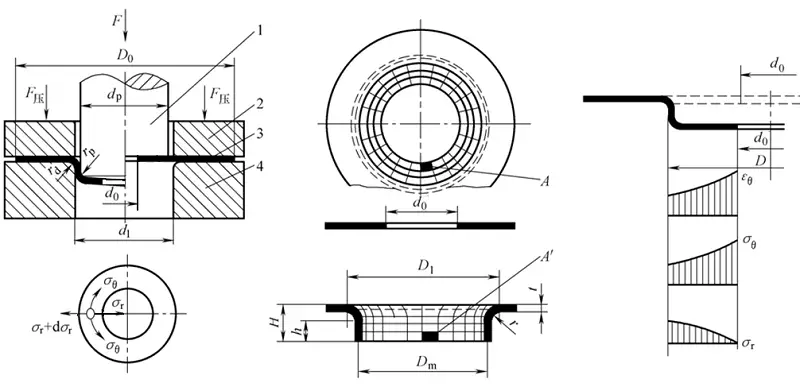
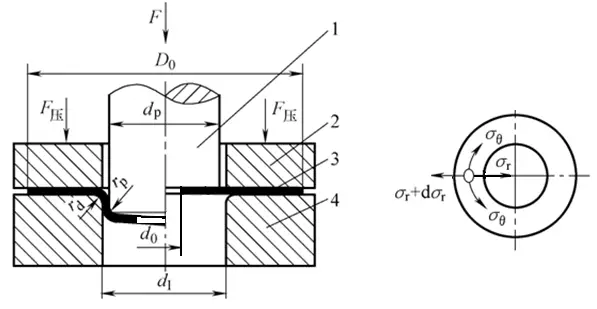
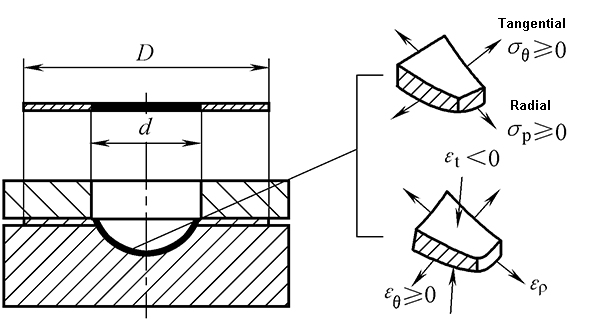
Verformungseigenschaften des Rundlochbördelns
Verformungseigenschaften von Rundlochbördelungen:
Die Verformung ist lokal und findet hauptsächlich im ringförmigen Teil (d1-d0) am Boden des Stempels statt. Dieser Bereich ist der Verformungsbereich des Rundlochbördelns.
Das Material in der Verformungszone wird in tangentialer und radialer Richtung gedehnt, was zu einer Verformung führt, die sowohl in tangentialer als auch in radialer Richtung gestreckt ist und eine geringere Dicke aufweist.
Die Verformungsfläche ist nicht gleichmäßig, die radiale Dehnung ist nicht offensichtlich, die tangentiale Verformung ist groß, und je weiter der Mund ausgedehnt wird, desto dünner wird er.
Formgebungsgrenze des Rundlochbördelns
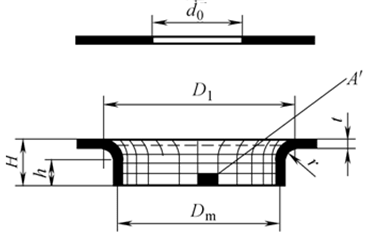
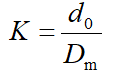
Die Umformgrenze wird durch den Lochrandfaktor K ausgedrückt:
Grenzwert für den Bördelungsfaktor Kmin.
Faktoren, die den Grenzlochbördelkoeffizienten beeinflussen:
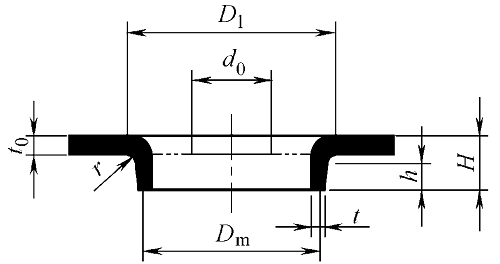
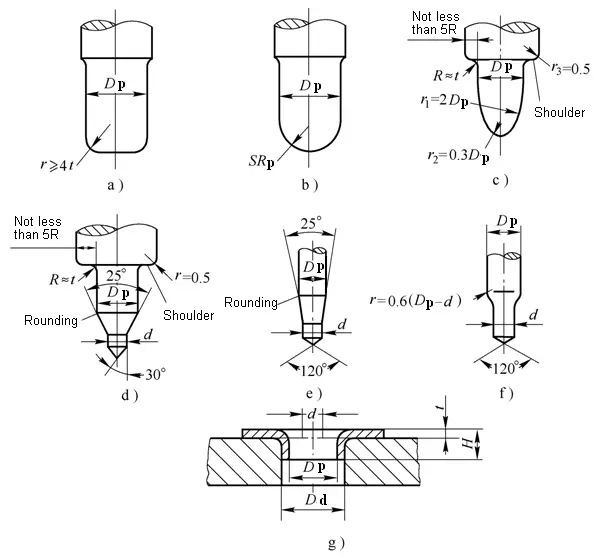
Der Radius der Hohlkehle zwischen der vertikalen Kante nach dem Bördeln und dem Flansch sollte folgendermaßen aussehen: Materialstärke t 2mm, r = (1 ~ 2) t;
Wenn die oben genannten Anforderungen nicht erfüllt werden können, muss nach dem Drehen der Löcher ein Umformungsprozess hinzugefügt werden, um den erforderlichen Verrundungsradius einzustellen.
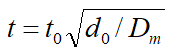
Nach dem Bördeln ist die Dicke der vertikalen Kantenöffnung am stärksten reduziert, und die Dicke an der dünnsten Stelle beträgt:
(2) Prozessanordnung für Rundloch
In der Regel muss das Loch vor dem Bördeln vorgestanzt werden, und dann wird bestimmt, ob es je nach Höhe des Lochs und des Bördelkoeffizienten auf einmal gedreht werden kann, und dann wird das Formverfahren für die Bördelteile festgelegt.
(3) Prozessberechnung für das Bördeln von Plattenlöchern
1) Bestimmen Sie den Durchmesser des vorgestanzten Lochs
2) Berechnen Sie die Höhe des Lochs, um festzustellen, ob das Loch einmal erfolgreich gedreht werden kann.
3) Bestimmen Sie die Anzahl der Drehlöcher
Wenn die Höhe des Lochrandes H <HmaxEs kann auf einmal geflanscht werden.
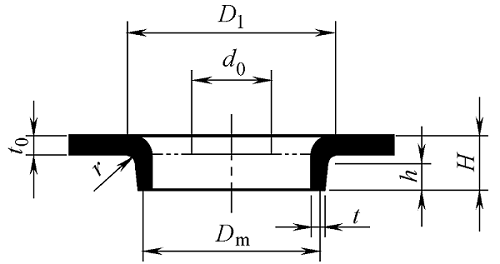
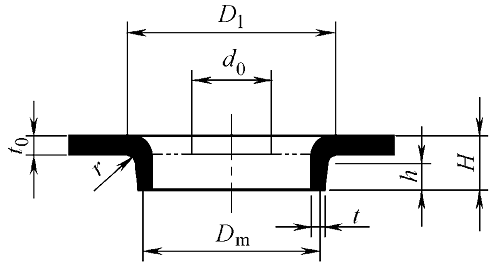
(4) Prozessberechnung, bei der zuerst das untere Loch gezeichnet und dann das Loch gebördelt wird
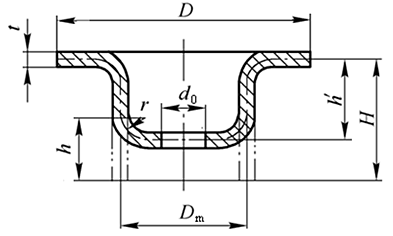
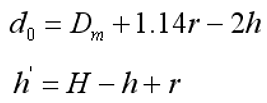
1) Berechnen Sie die Höhe h, die nach dem Vorzeichnen erreicht werden kann:
2) Berechnen Sie den Vorstanzdurchmesser und die Ziehhöhe vor dem Lochbördeln:
3) Berechnung des Tiefziehverfahrens
(5) Berechnung der Bördelkraft des Lochs
Wenn ein zylindrischer Flachbodenstempel zum Anflanschen eines Lochs verwendet wird, kann er wie folgt berechnet werden:
Die Kraft zum Bördeln von Löchern mit einem konischen oder kugelförmigen Stempel ist etwas geringer als der nach der obigen Formel berechnete Wert.
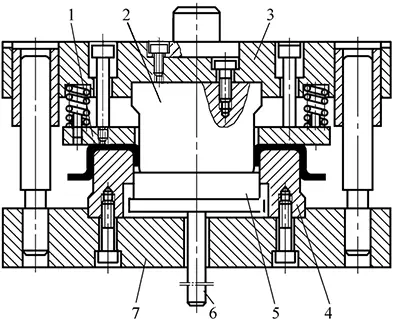
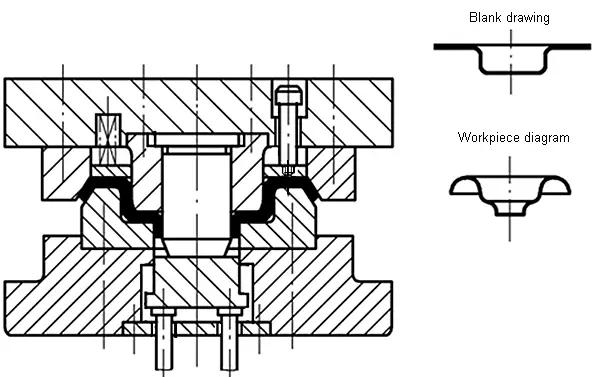
AusblendungTiefziehen, Stanzen und Bördeln von Verbundwerkzeugen
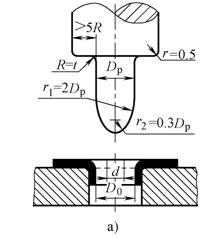
(2) Struktur und Größe des Arbeitsteils der Loch-Bördel-Matrize
1) Aufbau und Größe des runden Lochers
2) Spielraum C zwischen konvexer und konkaver Matrize
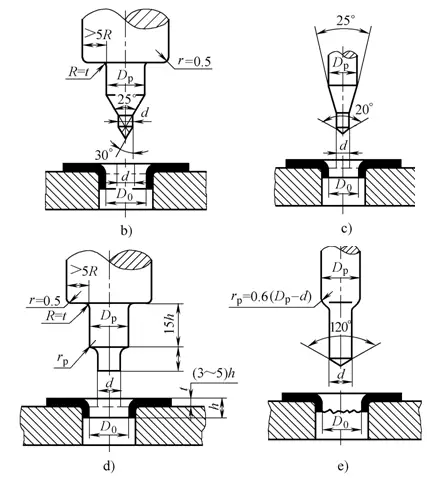
1.2 Nicht runde Löcher bördeln
2. Bördeln
Bördeln bezeichnet ein Stanzverfahren, bei dem eine Form verwendet wird, um die Kanten des Produkts in einem bestimmten Winkel zu einer aufrechten oder geraden Kante zu machen.
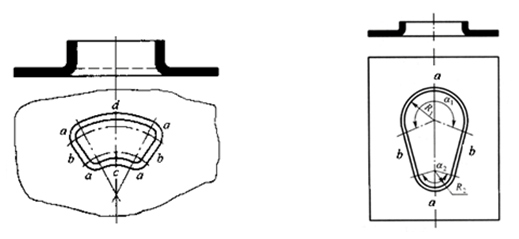
Entsprechend der Form der gebördelten Außenkante:
Innerer gebogener Flansch an der Außenkante
Nach außen gebogener Flansch an der Außenkante
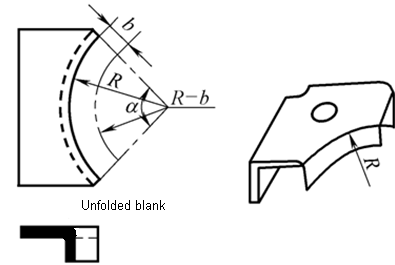
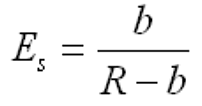
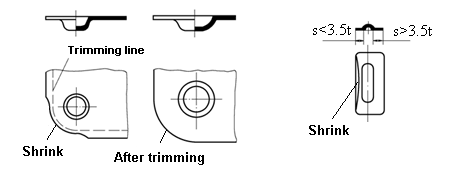
2.1 Innerer gebogener Flansch an der Außenkante
Die Verformung ähnelt einer Rundlochverformung, die zur Dehnung gehört.
Der Verformungsbereich wird hauptsächlich tangential gestreckt, und die Verformung an den Rändern ist am größten, was leicht zu Rissen führt.
Der Grad der Verformung ist:
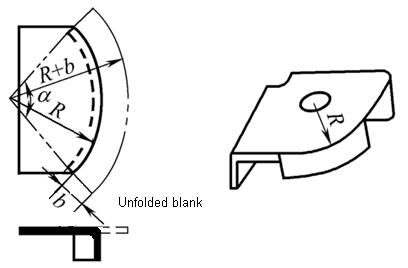
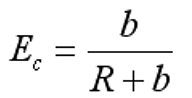
2.2 Äußerer gebogener Flansch an der Außenkante
Die nach außen gewölbte Bördelverformung der Außenkante ähnelt dem Flachziehen und gehört zu den Verformungen des Kompressionstyps.
Die Verformungszone des Knüppels erzeugt hauptsächlich eine Druckverformung unter der Einwirkung einer tangentialen Druckspannung, die leicht zu Stabilitätsverlust und Faltenbildung führt.
Der Grad der Verformung kann wie folgt ausgedrückt werden:
Bei vertikalen Kanten mit unterschiedlichen Richtungen sollte die Methode der segmentierten Bördelung angewendet werden.
Löcherbördeln, Bördeln und Formgebung
Weitere Lektüre: Ausdünnungsbördeln
Das Ausdünnungslochbördeln oder Bördeln bezeichnet einen Verformungsprozess, bei dem ein kleinerer Matrizenspalt verwendet wird, um die Dicke der vertikalen Kante zu verdünnen und in der Höhe zu vergrößern.
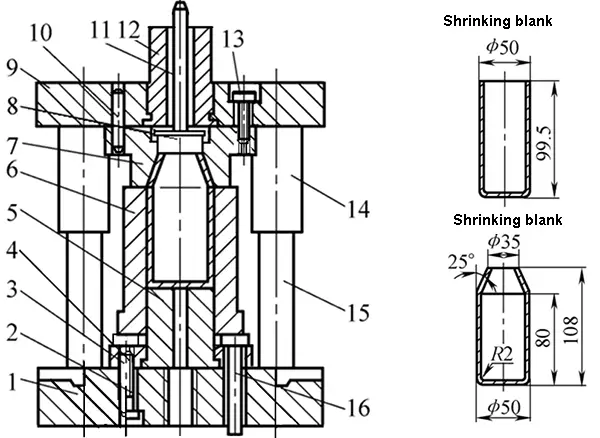
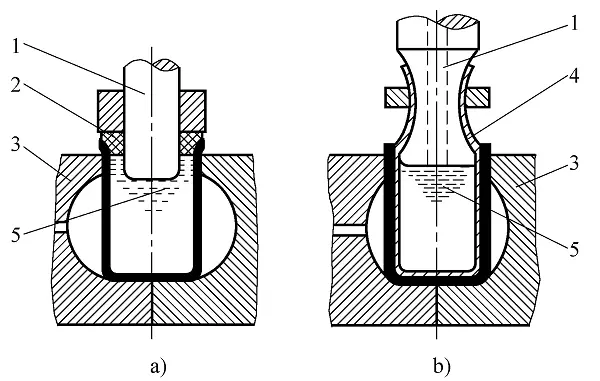
3. Einschnürung
Das Einschnüren ist ein Stanzverfahren, bei dem eine Form verwendet wird, um die radiale Abmessung des Endes eines hohlen oder rohrförmigen Teils zu verringern.
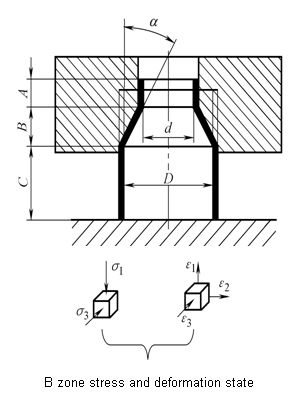
3.1 Merkmale der Verformung der Einschnürung
Merkmale der Verformung der Einschnürung
Zone A - die nicht verformte Zone, die einer plastischen Verformung unterzogen wurde
Bereich C - nicht verformter Bereich, der auf die Verformung wartet
Zone B - die Verformungszone, die verformt wird
Die Vermeidung von Instabilität und Faltenbildung ist das Hauptproblem, das es beim Einschnüren zu lösen gilt.
Grenze der Halsverformung
Der Grad der Einschnürungsverformung wird durch das Verhältnis des Halsdurchmessers nach der Einschnürung zum Durchmesser des Rohlings vor der Einschnürung ausgedrückt.
Schrumpfungskoeffizient: m = d / D
Der Mindestwert des Einschnürungskoeffizienten, der sich unter der Prämisse ergibt, dass die Stabilität des Einschnürungselements gewährleistet ist, wird als Grenzeinschnürungskoeffizient [m] bezeichnet.
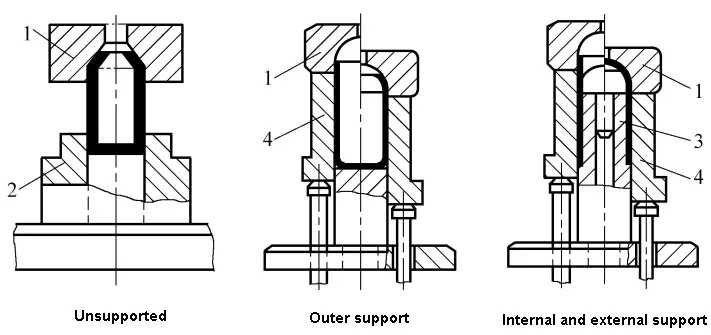
[m] ist abhängig von der Plastizität des Materials und der Stützstruktur der Form.
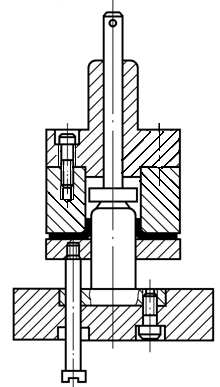
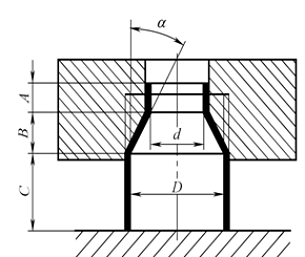
Stanzform für verschiedene Stützmethoden
3.2 Gestaltung des Necking-Prozesses
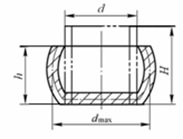
Bestimmung der Rohlingsgröße
Siehe Tabelle 6-4 für die Bestimmung der Größe des Rohlings des Einschnürungsstücks.
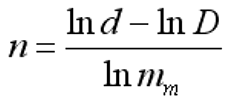
Bestätigung der Einschnürungszeiten
Wenn der tatsächliche Einschnürungskoeffizient m kleiner ist als der Grenzeinschnürungskoeffizient [m], kann die Einschnürung nicht auf einmal durchgeführt werden.
Die Anzahl der Einschnürungen kann wie folgt berechnet werden:
Berechnung der Einschnürungskraft
Wenn es keine Einschnürung durch eine Stütze gibt, ist die Einschnürungskraft gleich:
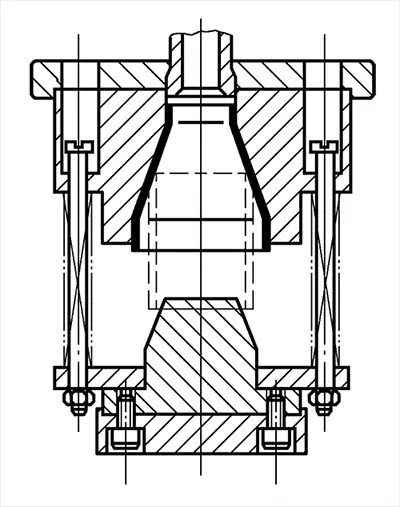
3.3 Aufbau der Matrize
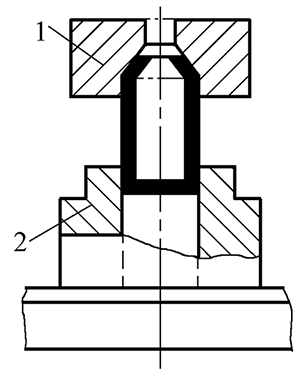
Stanzform ohne Stütze
Stanzform mit externer Abstützung
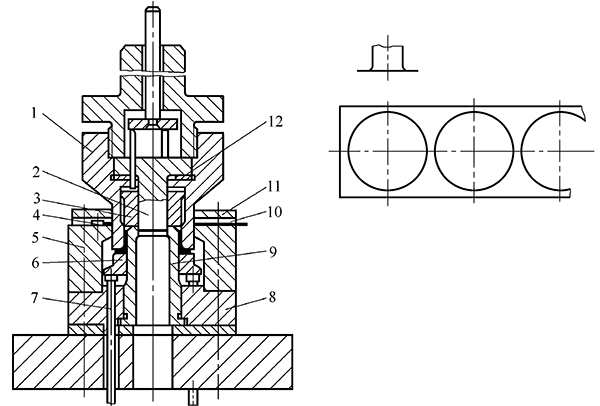
Zusammengesetzte Matrizen zum Aushalsen und Bördeln
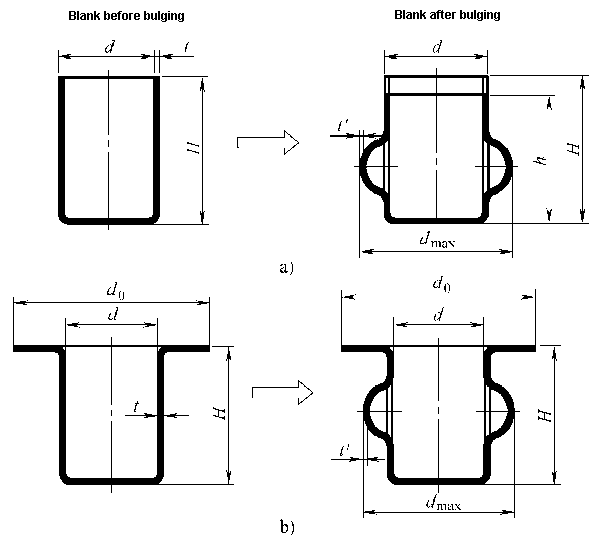
4. Ausbeulen
Das Ausbauchen ist ein Stanzverfahren, bei dem eine Form verwendet wird, um das Innere eines Hohlkörpers unter der Einwirkung von wechselseitigen Zugspannungen plastisch zu verformen, um ein konvexes Teil zu erhalten.
4.1 Merkmale der Beulverformung (zwei Fälle)
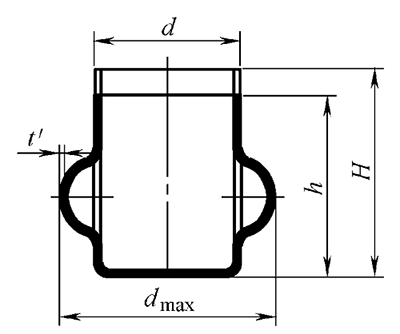
Der Verformungsbereich ist fast der gesamte Rohling oder das offene Ende, und das offene Ende des Rohlings wird zusammengezogen und verformt.
Daher ist die Verformung im Verformungsbereich ein Verformungszustand, bei dem der Umfang gestreckt, axial gestaucht und die Dicke verringert wird.
Die Verformungszone ist auf den zu verformenden Teil in der Mitte des Rohlings begrenzt.
Die Verformungszone bewirkt hauptsächlich eine Dehnungsverformung in Umfangsrichtung und eine Ausdünnung in Dickenrichtung.
Das Ausbeulen ist ein dehnungsbildender Prozess.
Die Verhinderung des Aufplatzens ist das Hauptproblem, das beim Ausbauprozess gelöst werden muss.
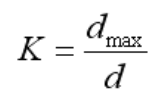
4.2 Beulende Umformgrenze
Der Grad der Verformung durch Ausbeulen wird durch das Verhältnis zwischen dem maximalen Durchmesser der konvexen Ausbeulung nach dem Ausbeulen und dem Durchmesser des Rohlings vor dem Ausbeulen ausgedrückt, d. h. durch den Ausbeulkoeffizienten:
Je größer der Wert des Ausbeulkoeffizienten ist, desto stärker ist die Ausbeulverformung.
4.3 Gestaltung des Ausbauprozesses
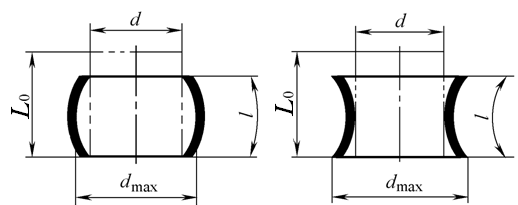
Bestimmung der Ausbeulung des Rohlings
Beim Ausbauchen ist die Länge des Rohlings, wenn er sich axial frei verformen kann:
Berechnung der Ausbeulkraft
σZ - Die tatsächliche Spannung im Bereich der wulstigen Verformung, nehmen Sie σZ=σb bei der näherungsweisen Schätzung.
4.4 Ausbeulverfahren und Struktur der Ausbeulform
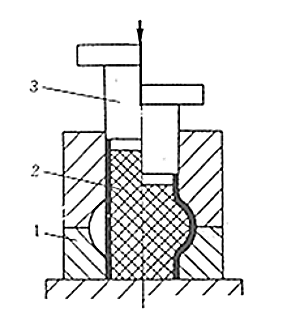
Es können Stahlformen oder weiche Formen verwendet werden. Weiche Formen sind weit verbreitet.
Weiches Formmaterial kann Gummi, Paraffin, PVC-Kunststoff, Hochdruckflüssigkeit und Hochdruckgas sein.
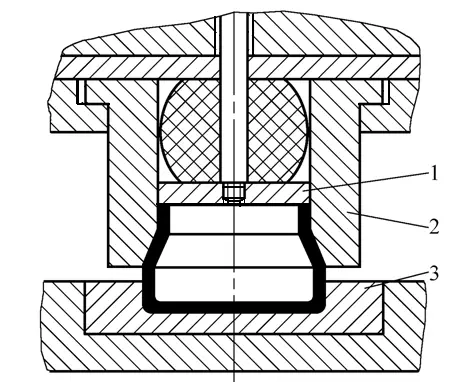
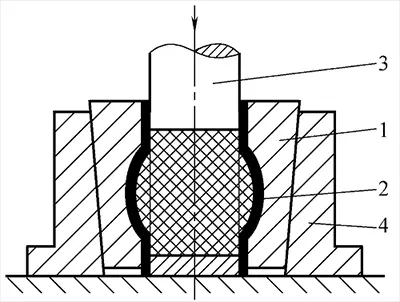
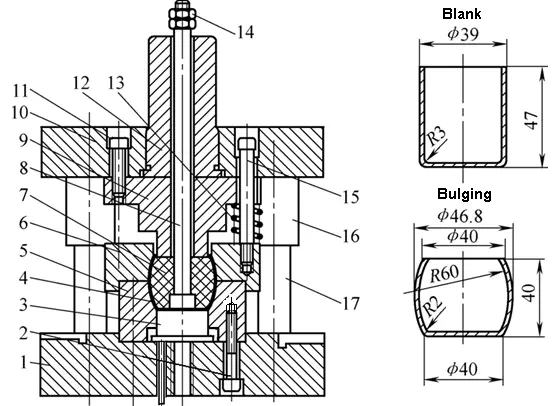
Gummiwulstform
Ausbeulen von Hochdruck-Flüssigkeitsstempeln
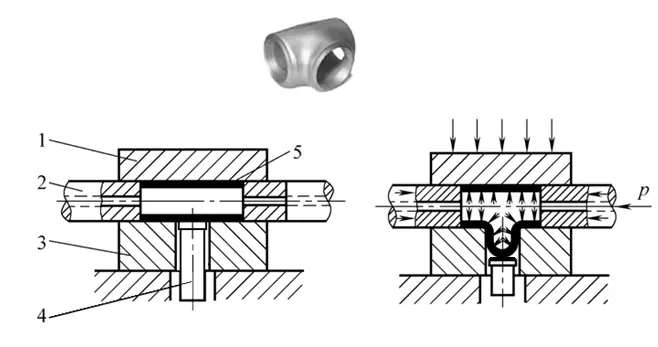
Hydraulische Ausbeulung des T-Stücks
5. Sicken, konvexes Rumpfpressen und Prägen
5.1 Sicken, Konvexhüllenpressen
Sicken und konvexes Rumpfformenpressen sind Prägeverfahren, bei denen eine Form verwendet wird, um konvexe Rumpfformen oder Rippen (Verstärkungsrippen) auf dem Teil zu erzeugen.
Merkmale der Sickenbildung und der Bildung konvexer Rümpfe
Die Deformationszone ist lokal
Die Verformungszone wird in beide Richtungen gedehnt und die Dicke verringert; es handelt sich um einen Dehnungstyp, und die Hauptversagensform ist Zugbruch.
Die Qualität des Wulstes ist gut
Sicken
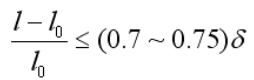
Die Umformgrenze der Sicke kann durch den Betrag der Längenänderung der Verformungszone vor und nach der Sicke ausgedrückt werden
Konvexe Hülle komprimieren
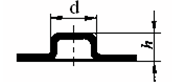
Die Formgrenze der konvexen Hülle kann durch die Höhe h der konvexen Hülle ausgedrückt werden
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal Gedanken über die faszinierende Welt des Metallstanzens gemacht? In diesem Blogbeitrag begeben wir uns auf eine spannende Reise, um die Feinheiten dieses wichtigen Fertigungsprozesses zu erkunden....
Haben Sie sich jemals gefragt, wie Alltagsgegenstände wie Töpfe, Tassen und sogar Autoteile so präzise geformt werden? Dieser Artikel befasst sich mit den faszinierenden Unterschieden zwischen mechanischen und hydraulischen Pressen. Du erfährst...
Haben Sie sich jemals gefragt, wie komplizierte Metallteile mit Präzision hergestellt werden? Dieser Artikel erforscht die faszinierende Welt der Gewindeschneid- und Bördelwerkzeuge und enthüllt die Geheimnisse ihrer Konstruktion...