Haben Sie sich schon einmal gefragt, wie alltägliche Metallgegenstände der Abnutzung standhalten? Dieser Artikel gibt einen Einblick in die faszinierende Welt der Oberflächenbehandlung von Metallen. Von der Verbesserung der Haltbarkeit bis hin zum Hinzufügen spezieller Funktionen - entdecken Sie, wie diese Techniken gewöhnliche Materialien in außergewöhnliche Komponenten verwandeln. Tauchen Sie ein und erfahren Sie mehr über die Wissenschaft, die hinter Oberflächenmodifikation, Legierung, Konversionsschichten und Beschichtungen steckt, und wie sie die moderne Technik revolutionieren.
Die Oberflächenbehandlung ist ein anspruchsvoller technischer Prozess, bei dem fortschrittliche Technologien aus den Bereichen Physik, Chemie, Metallurgie und Werkstoffkunde eingesetzt werden, um die Oberflächeneigenschaften von Bauteilen zu verändern. Dieser interdisziplinäre Ansatz zielt darauf ab, die Oberflächeneigenschaften zu verbessern und gleichzeitig die Eigenschaften des Kernmaterials beizubehalten oder zu verbessern, um letztlich die vorgegebenen Leistungsanforderungen zu erfüllen.
Zu den wichtigsten Funktionen der Oberflächenbehandlung gehören:
Verbesserte Leistung:
Deutliche Verbesserung der Korrosions- und Verschleißbeständigkeit
Milderung, Beseitigung oder Reparatur von Oberflächenverschlechterungen und -schäden
Verlängern Sie die Lebensdauer und Zuverlässigkeit von Komponenten in rauen Umgebungen
Funktionelle Oberflächentechnik:
Verleiht gewöhnlichen Materialien besondere Eigenschaften, wie z. B.: - Verbesserte Härte und Zähigkeit - Erhöhte thermische oder elektrische Leitfähigkeit - Erhöhte Schmierfähigkeit oder Hydrophobie
Ermöglichung fortschrittlicher Funktionen wie selbstreinigende oder bewuchshemmende Oberflächen
Wirtschaftlicher und ökologischer Nutzen:
Optimierung der Energieeffizienz in der Fertigung und bei Endanwendungen
Senkung der Gesamtproduktionskosten durch Materialsubstitution und verlängerte Produktlebensdauer
Verbesserung der ökologischen Nachhaltigkeit durch Minimierung von Abfall und Ressourcenverbrauch
Ästhetische Verschönerung:
Erzielung der gewünschten Oberflächenbeschaffenheit, Textur oder Farbe für ein besseres Erscheinungsbild des Produkts
Oberflächenbehandlungsverfahren umfassen eine breite Palette von Techniken, einschließlich, aber nicht beschränkt auf: - Chemische Behandlungen: Eloxieren, Phosphatieren, chemische Gasphasenabscheidung (CVD) - Physikalische Behandlungen: Physikalische Gasphasenabscheidung (PVD), Plasmaspritzen, Ionenimplantation - Mechanische Behandlungen: Kugelstrahlen, Brünieren, Laserschockhämmern - Thermische Behandlungen: Nitrieren, Aufkohlen, Flammhärten
2. Klassifizierung von Metalloberflächenbehandlungsverfahren
Sie kann in vier Kategorien unterteilt werden: Oberflächenveredelungstechnologie, Oberflächenlegierungstechnologie, Oberflächenumwandlungsfilmtechnologie und Oberflächenbeschichtungstechnologie.
1. Technologie der Oberflächenmodifikation
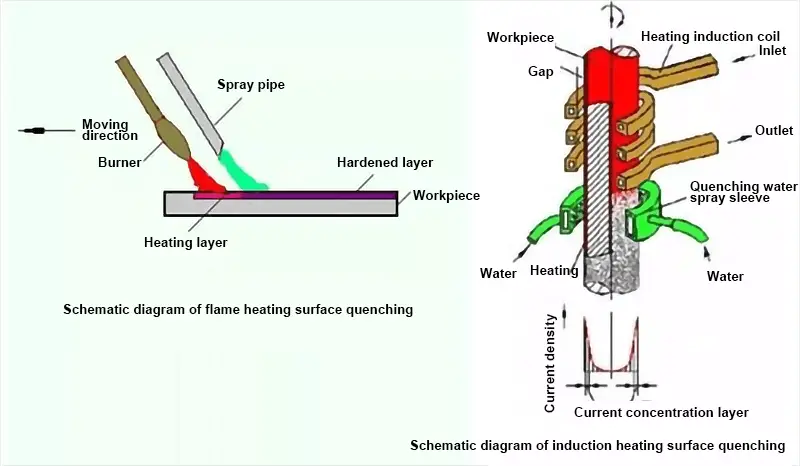
1. Abschrecken der Oberfläche
Das Oberflächenhärten ist ein Wärmebehandlungsverfahren, bei dem die Oberflächenschicht durch schnelles Erhitzen und Abschrecken austenitisiert wird, um die Oberfläche der Teile zu verstärken, ohne die chemische Zusammensetzung und die Kernstruktur des Stahls zu verändern.
Die wichtigsten Methoden der Oberflächenabschreckung sind die Flammenabschreckung und die Induktionserwärmung.
Die üblichen Wärmequellen sind Autogen- oder Propanflammen.
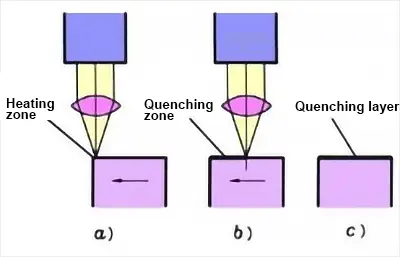
2. Laser-Oberflächenverfestigung
Bei der Laseroberflächenverfestigung wird die Oberfläche eines Werkstücks mit einem fokussierten Laserstrahl bestrahlt, der das extrem dünne Oberflächenmaterial in sehr kurzer Zeit auf eine Temperatur oberhalb der Phasenumwandlungstemperatur oder des Schmelzpunkts erhitzt. Das Material wird dann schnell abgekühlt, um die Oberfläche des Werkstücks zu härten und zu verfestigen.
Die Laser-Oberflächenverfestigung lässt sich in die Laser-Phasenumwandlungsverfestigung, die Laser-Oberflächenlegierungsbehandlung und die Laserstrahl-Auftragschweißen Behandlung.
Die Laser-Oberflächenverfestigung hat eine kleine Wärmeeinflusszone, eine geringe Verformung und eine einfache Bedienung. Es wird hauptsächlich für die lokale Verstärkung von Teilen verwendet, wie z. B. StanzwerkzeugeKurbelwellen, Nocken, Nockenwellen, Keilwellen, Führungsschienen für Präzisionsinstrumente, Schnellschneider, Zahnräder und Zylinderlaufbuchsen von Verbrennungsmotoren.
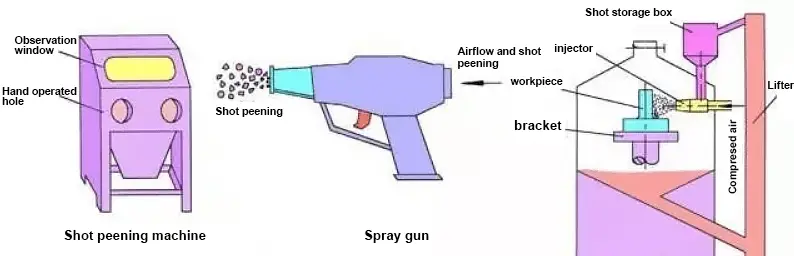
Beim Kugelstrahlen handelt es sich um eine Verfestigungstechnologie, bei der eine große Anzahl von sich mit hoher Geschwindigkeit bewegenden Partikeln auf die Oberfläche von Teilen gesprüht wird. Dieses Verfahren erzeugt unzählige kleine Stöße auf der Metalloberfläche, die zu einer plastischen Verformung der Oberfläche und des Untergrunds der Teile führen, um eine Verfestigung zu erreichen.
Funktion:
Verbesserung der mechanischen Festigkeit, Verschleißfestigkeit, Ermüdungsfestigkeit und Korrosionsbeständigkeit von Teilen;
Wird zum Löschen und Entkalken von Oberflächen verwendet;
Beseitigen Sie die Eigenspannung von Guss-, Schmiede- und Schweißteilen.
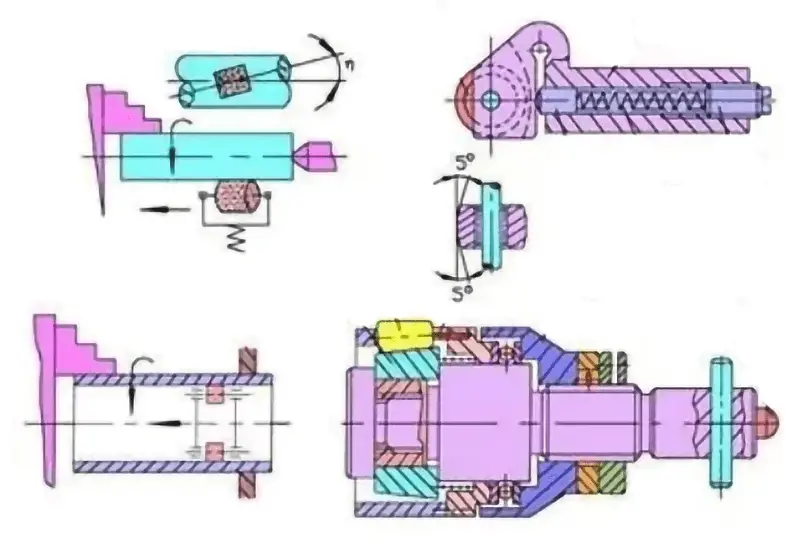
4. Walzen
Walzen ist ein Oberflächenbehandlungsverfahren, bei dem harte Rollen oder Walzen bei Raumtemperatur auf die rotierende Werkstückoberfläche gedrückt werden und sich entlang der Busrichtung bewegen, um die Werkstückoberfläche plastisch zu verformen und zu härten, so dass eine genaue, glatte und verfestigte Oberfläche oder ein bestimmtes Muster entsteht.
Anwendung: zylindrische Oberfläche, konische Oberfläche, Ebene und andere Teile mit relativ einfacher Form.
5. Drahtziehen
Das Drahtziehen ist ein Oberflächenbehandlungsverfahren, bei dem das Metall unter äußerer Krafteinwirkung durch eine Matrize geführt wird, wobei die Querschnittsfläche des Metalls komprimiert wird und die gewünschte Form und Größe der Querschnittsfläche erzielt wird, was als Metalldrahtziehen bezeichnet wird.
Der Draht kann in geraden Linien, zufälligen Linien, Wellen und Spiralen gezogen werden, je nach den Bedürfnissen der Dekoration.
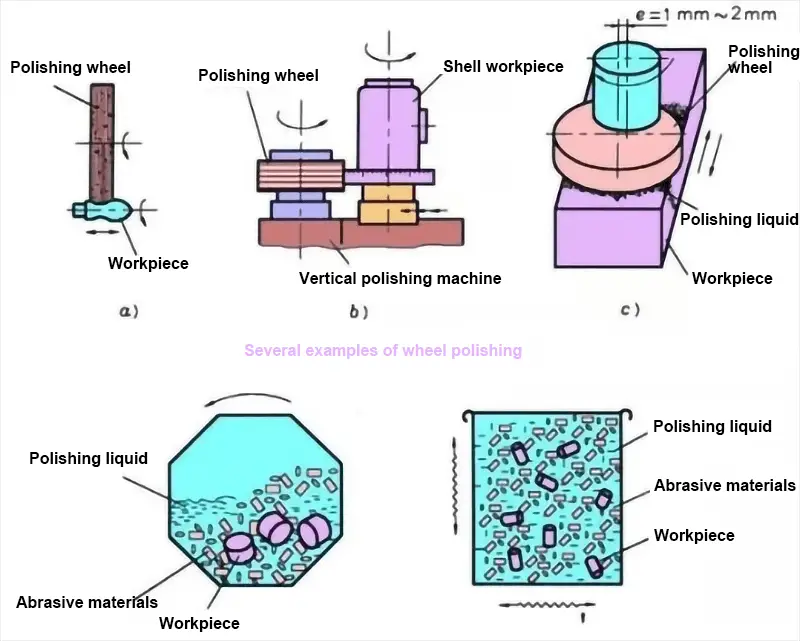
6. Polieren
Polieren ist ein Verfahren zur Oberflächenbearbeitung von Teilen. Im Allgemeinen kann damit nur eine glatte Oberfläche erzielt werden, ohne die ursprüngliche Bearbeitungsgenauigkeit zu verbessern oder gar zu erhalten. Bei unterschiedlichen Vorbearbeitungsbedingungen kann der Ra-Wert (ein Maß für die Oberflächenrauhigkeit) kann nach dem Polieren 1,6 bis 0,008 μm erreichen.
Sie wird im Allgemeinen unterteilt in mechanisches Polieren und chemisches Polieren.
2. Technologie der Oberflächenlegierung
Chemische Oberflächenwärmebehandlung
Das typische Verfahren der Oberflächenlegierungstechnik ist die chemische Oberflächenwärmebehandlung.
Dabei handelt es sich um ein Wärmebehandlungsverfahren, bei dem das Werkstück zur Erwärmung und Isolierung in ein bestimmtes Medium gelegt wird. Dadurch können die aktiven Atome des Mediums in die Oberfläche des Werkstücks eindringen und die chemische Zusammensetzung und Organisation verändern. Dieser Prozess verändert die Oberfläche des Werkstücks, was wiederum seine Leistung verändert.
Im Vergleich zur Oberflächenabschreckung verändert die chemische Oberflächenwärmebehandlung nicht nur die Oberflächenstruktur des Stahls, sondern auch seine chemische Zusammensetzung.
Aufkohlen und Nitrieren können je nach den verwendeten Elementen in mehrere Elemente und andere Elemente unterteilt werden.
Der Prozess der chemischen Wärmebehandlung umfasst drei grundlegende Phasen: Zersetzung, Absorption und Diffusion.
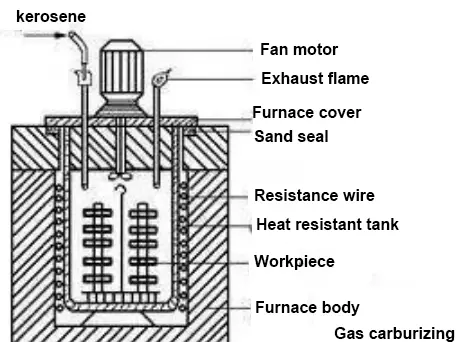
Die beiden wichtigsten Methoden der chemischen Oberflächenwärmebehandlung sind das Aufkohlen und das Nitrieren.
Vergleich
Aufkohlung
Nitrierung
Zielsetzung
Verbesserung der Oberflächenhärte, Verschleißfestigkeit und Ermüdungsfestigkeit des Werkstücks, wobei eine gute Zähigkeit des Kerns erhalten bleibt.
Verbesserung der Oberflächenhärte, der Verschleißfestigkeit und der Ermüdungsfestigkeit des Werkstücks sowie Verbesserung der Korrosionsbeständigkeit.
Material
Stahl mit niedrigem Kohlenstoffgehalt von 0,1 ~ 0,25% C. Hoher Kohlenstoffgehalt verringert die Zähigkeit des Kerns.
Es ist ein Stahl mit mittlerem Kohlenstoffgehalt, der Cr, Mo, Al, Ti und V enthält.
Gemeinsame Methode
GasaufkohlungFeststoffaufkohlung und Vakuumaufkohlung
Es ist weit verbreitet in mechanischen Teilen wie Flugzeugen, Automobilen und Traktoren, wie z.B. Getriebewellen, Nockenwellen, etc.
Es wird für Teile mit hohen Anforderungen an Verschleißfestigkeit und Präzision sowie für hitzebeständige, verschleißfeste und korrosionsbeständige Teile verwendet. Wie z.B. kleine Wellen von Instrumenten, leicht belastete Getriebe und wichtige Kurbelwellen, etc.
3. Technologie der Oberflächenumwandlungsfolien
1. Schwärzen und Phosphatieren
Schwärzung:
Der Prozess des Erhitzens von Stahl oder Stahlteilen auf eine geeignete Temperatur in Luft, Dampf oder Chemikalien, um einen blauen oder schwarzen Oxidfilm auf der Oberfläche zu bilden, wird als "Bläuen" bezeichnet. Der Stahl oder die Stahlteile können während des Prozesses auch blau werden.
Phosphatieren:
Das Phosphatieren ist ein Verfahren, bei dem ein Werkstück aus Stahl, Aluminium oder Zink in eine Phosphatierlösung (in der Regel eine saure Lösung auf Phosphatbasis) getaucht wird und sich auf der Oberfläche ein kristalliner, wasserunlöslicher Phosphatumwandlungsfilm abscheidet.
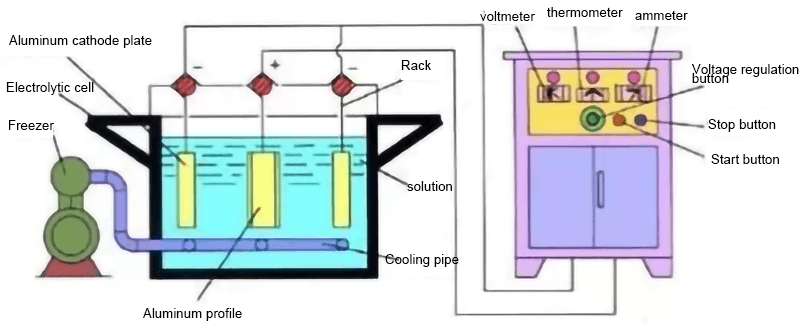
2. Anodische Oxidation
Er bezieht sich hauptsächlich auf den Prozess der Erzeugung einer Oxidschicht auf der Oberfläche von Aluminium und seinen Legierungen.
Beim Eloxieren werden Teile aus Aluminium oder Aluminiumlegierungen in einen sauren Elektrolyten getaucht und wirken unter dem Einfluss von Fremdstrom als Anode. Dies führt zur Bildung eines Korrosionsschutz- und Oxidationsfilms, der auf der Oberfläche der Teile fest mit dem Substrat verbunden ist.
Diese Oxidschicht verfügt über einzigartige Eigenschaften wie Schutz, Dekoration, Isolierung und Verschleißfestigkeit.
Vor dem Eloxieren müssen Polieren, Entfetten, Reinigen und andere Vorbehandlungen durchgeführt werden, gefolgt von Waschen, Färben und Versiegeln.
Anwendung: Es wird häufig für die Schutzbehandlung einiger spezieller Teile von Automobilen und Flugzeugen sowie für die dekorative Behandlung von Kunsthandwerk und Produkten des täglichen Bedarfs verwendet.
4. Technologie der Oberflächenbeschichtung
1. Thermisches Spritzen
Beim thermischen Spritzen wird Metall oder Nichtmetall erhitzt und geschmolzen.metallische Werkstoffe und blasen sie kontinuierlich mit Druckgas auf die Oberfläche des Werkstücks. Auf diese Weise entsteht eine Beschichtung, die fest mit dem Substrat verbunden ist, so dass die Oberfläche des Werkstücks die erforderlichen physikalischen und chemischen Eigenschaften erhält.
Die Technologie des thermischen Spritzens kann die Verschleißfestigkeit, die Korrosionsbeständigkeit, die Hitzebeständigkeit und die Isolierung von Materialien verbessern.
Anwendungen: Luft- und Raumfahrt, Atomenergie, Elektronik und andere Spitzentechnologien in fast allen Bereichen.
2. Vakuum-Beschichtung
Das Vakuumplattieren ist ein Oberflächenbehandlungsverfahren, bei dem verschiedene metallische und nichtmetallische Schichten durch Destillation oder Sputtern unter Vakuumbedingungen auf eine Metalloberfläche aufgebracht werden.
Mit der Vakuumbeschichtung können sehr dünne Oberflächenbeschichtungen erzeugt werden. Außerdem bietet es Vorteile wie hohe Geschwindigkeit, gute Haftung und geringere Verschmutzung.
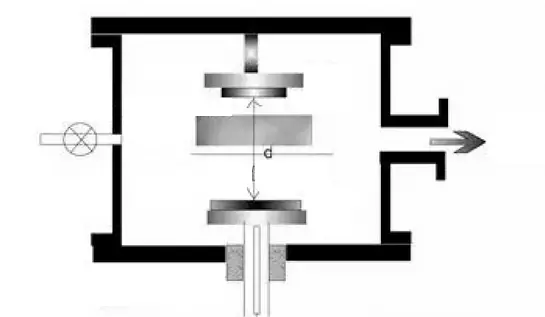
Das Prinzip der Vakuum-Sputter-Beschichtung
Je nach Verfahren kann die Vakuumbeschichtung in Vakuumverdampfung, Vakuumsputtern und Vakuumionenbeschichtung unterteilt werden.
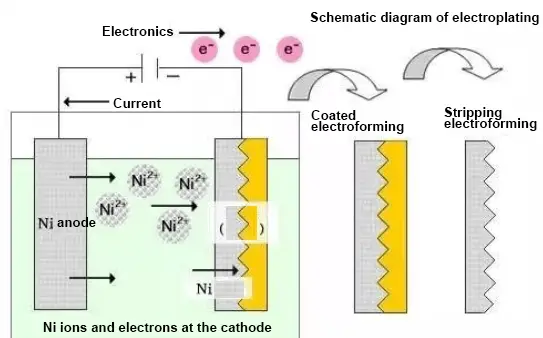
3. Galvanik
Die Galvanotechnik ist ein elektrochemischer und Redox-Prozess.
Zur Veranschaulichung der Vernickelung: Metallteile werden in eine Metallsalzlösung (NiSO4) als Kathode getaucht, während die Metall-Nickelplatte als Anode dient. Beim Anschließen der Gleichstromversorgung wird eine Metall-Nickel-Beschichtung auf die Teile aufgebracht.
Galvanische Verfahren werden entweder als gewöhnliche Galvanik oder als Spezialgalvanik klassifiziert.
4. Aufdampfung
Die Aufdampftechnik ist eine neuartige Beschichtungstechnologie, bei der physikalische oder chemische Verfahren eingesetzt werden, um Substanzen aus der Dampfphase, die Abscheidungselemente enthalten, auf die Oberfläche von Materialien aufzubringen. Dadurch entstehen dünne Schichten.
Die Technologie der Gasphasenabscheidung wird aufgrund der unterschiedlichen Prinzipien des Abscheidungsprozesses in physikalische Gasphasenabscheidung (PVD) und chemische Gasphasenabscheidung (CVD) unterteilt.
Physikalische Gasphasenabscheidung (PVD)
Die physikalische Gasphasenabscheidung ist eine Technologie, bei der Materialien durch physikalische Methoden unter Vakuumbedingungen in Atome, Moleküle oder Ionen verdampft werden. Anschließend wird durch das Aufdampfen ein dünner Film auf der Oberfläche der Materialien abgeschieden.
Die physikalische Beschichtungstechnologie umfasst drei grundlegende Verfahren: Vakuumverdampfung, Sputtern und Ionenplattieren.
Chemische Gasphasenabscheidung (CVD)
Die chemische Abscheidung aus der Gasphase ist ein Verfahren, bei dem Metallumformung oder Verbundschichten auf der Oberfläche eines Substrats durch die Wechselwirkung zwischen Mischgas und der Substratoberfläche bei einer bestimmten Temperatur.
Schichten aus der chemischen Gasphasenabscheidung werden in verschiedenen Branchen wie dem Maschinenbau, der Luft- und Raumfahrt, dem Transportwesen und der Kohlechemie eingesetzt. Diese Schichten besitzen einzigartige Eigenschaften, darunter gute Verschleißfestigkeit, Korrosionsbeständigkeit, Hitzebeständigkeit sowie elektrische und optische Eigenschaften.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals über die faszinierende Welt der Metallhärte gewundert? In diesem Blogbeitrag tauchen wir in die faszinierenden Konzepte und Methoden ein, die hinter der Messung und Verbesserung der Härte von...
Haben Sie sich jemals gefragt, wie Sie das Gewicht von Stahl oder Metall für Ihre Projekte genau berechnen können? In diesem Blogbeitrag erkunden wir die faszinierende Welt der Stahlgewichtsberechnung...
Was macht ein Metall zum stärksten? In diesem Artikel erkunden wir die faszinierende Welt der Metalle, von der unübertroffenen Zugfestigkeit von Wolfram bis zur unglaublichen Korrosionsbeständigkeit von Titan. Entdecken Sie, wie diese starken...
Wie entwickelt sich Blech vom Rohmaterial zu komplizierten Komponenten in unseren Alltagsgeräten? Dieser Artikel taucht in die faszinierende Welt der Blechverarbeitung ein und erforscht Materialien wie SPCC,...
Haben Sie sich schon einmal gefragt, warum einige Metalle perfekt für Ihr Projekt sind, während andere nicht geeignet sind? In diesem Artikel gehen wir auf die Schlüsselfaktoren bei der Auswahl des richtigen Metallmaterials für Ihr...
Haben Sie sich schon einmal gefragt, welche Geheimnisse sich hinter den glänzenden Oberflächen von Metallen verbergen? In diesem faszinierenden Artikel befassen wir uns mit den Feinheiten der Analyse der Metallzusammensetzung. Unser Fachautor,...
Der Schmelzpunkt ist ein entscheidender Faktor, der bei der Verarbeitung von metallischen Werkstoffen zu berücksichtigen ist. Er ist definiert als die Temperatur, bei der eine reine Substanz von einem festen zu einem...
Haben Sie sich jemals gefragt, was diese Zahlen auf Blechen bedeuten? In diesem Artikel tauchen wir in die Welt der Blechlehre ein und entmystifizieren diesen wesentlichen Aspekt der Metallbearbeitung....
Metalle werden in eisenhaltige und nichteisenhaltige Typen eingeteilt, die jeweils einzigartige Eigenschaften und Verwendungszwecke haben. Dieser Artikel befasst sich mit den Eigenschaften, Anwendungen und faszinierenden Fakten dieser Metalle, vom gewöhnlichen Eisen bis zum...