Die Bedeutung des Teilerichtens in der Blechbearbeitung
Warum ist das Richten von Teilen in der Blechbearbeitung so wichtig? Stellen Sie sich ein Auto mit wackeligen Rädern vor. In ähnlicher Weise können unebene Metallteile zu Ineffizienzen und Mängeln in der Produktion führen. In diesem Artikel wird untersucht, wie Richtmaschinen innere Spannungen beseitigen und so für ebene, spannungsfreie Teile sorgen. Sie erfahren mehr über den Prozess, die Herausforderungen und die Vorteile, wie z. B. die Steigerung der Effizienz und die Verringerung des Ausschusses in der Fertigung. Tauchen Sie ein und erfahren Sie, wie Präzision bei Metallteilen die Produktionsqualität und -konsistenz erheblich verbessern kann.
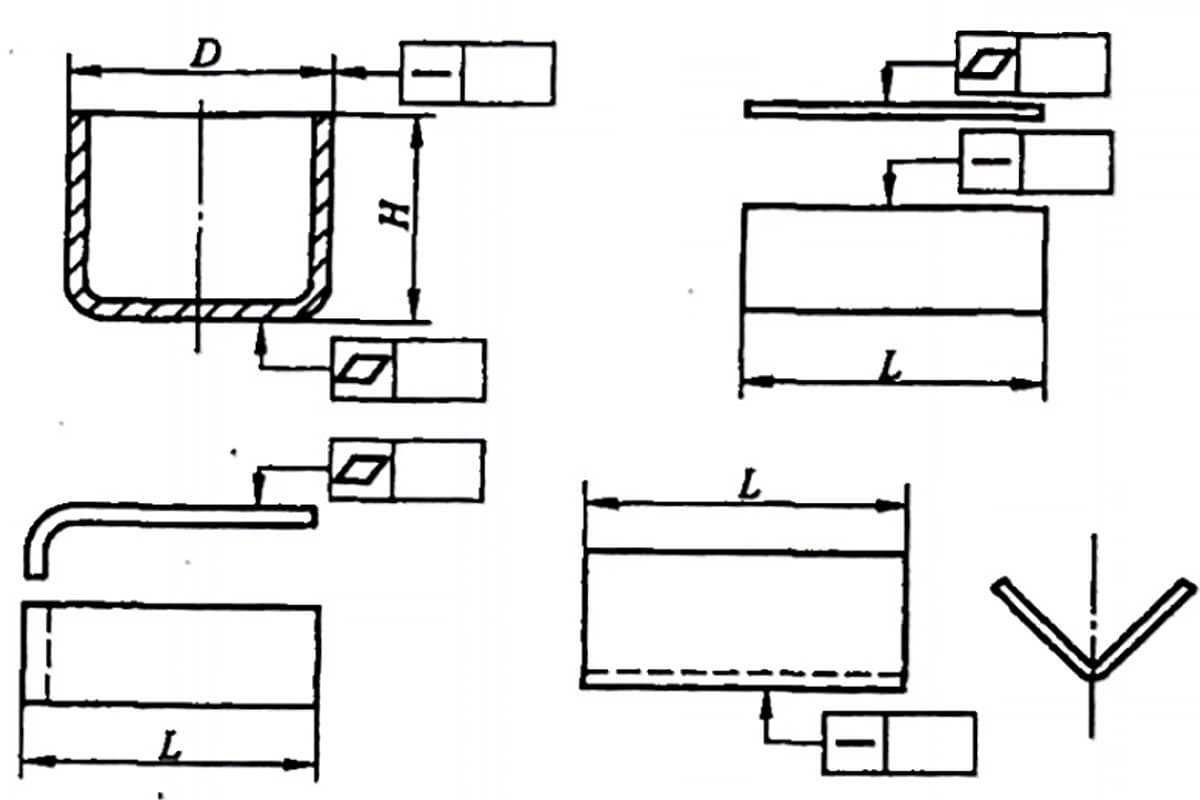
Wie in Abbildung 1 zu sehen ist, weist das Teil auf der linken Seite eine Rückfederung auf und ist nicht ganz eben, während das Teil auf der rechten Seite mit einer Richtmaschine geglättet wurde.
Abbildung 1: Vergleich vor und nach dem Richten der Teile
Flache und spannungsfreie Teile können die Effizienz der Biege- und Schweißproduktion steigern und die Kundenzufriedenheit gewährleisten.
Bezüglich der materiellen Belastung
Obwohl Bleche Wenn die an das Blechwerk gelieferten Teile ausreichend flach erscheinen, kann der Schein trügen, insbesondere bei metallischen Werkstoffen. Materialien oder Teile, die flach erscheinen, können während des Bearbeitungsprozesses aufgrund von Bearbeitungsspannungen nicht mehr flach sein.
Daher ist es wichtig zu verstehen, was mit den Rohstoffen geschieht, bevor sie an das Blechwerk geschickt werden. Die Bleche werden aus gewalzten Coils hergestellt.
In Metallverarbeitungszentren werden diese Coils abgewickelt, gerichtet und schließlich auf eine bestimmte Länge zugeschnitten. Obwohl das Blech flach aussieht, sind immer noch innere Spannungen vorhanden (vor allem in der Mikrostruktur des Metalls).
Beim thermischen Schneiden (z. B. mit Laser oder Plasmaschneiden) auf diese Materialien einwirken, wird die Spannung abgebaut und die Teile werden uneben. Dies gilt sowohl für dünne Metallteile als auch für dicke Metallteile.
Dies gilt sowohl für eisenhaltige als auch für nichteisenhaltige Metallteile. Während des Schneidprozesses spielt der Einsatz von Schutzgasen eine wichtige Rolle.
Wenn zum Beispiel Sauerstoff zum Schneiden von Kohlenstoffstahl verwendet wird, kommt es zu einer exothermen Reaktion zwischen dem Sauerstoff und dem Metall. Dadurch wird dem Schneidbereich eine beträchtliche Wärmemenge zugeführt, was einen schnelleren Schnitt ermöglicht (ein Nebenprodukt dieser chemischen Reaktion ist eine oxidierte Kante, die vor dem Lackieren gereinigt werden muss).
Die zusätzliche Wärme setzt jedoch auch mehr Spannungen im Metall frei. Im Vergleich zum Sauerstoff kann das Schneiden mit einem Inertgas wie Stickstoff den Wärmeeintrag reduzieren, aber auch bei schonenderen Verfahren werden immer noch Spannungen freigesetzt.
Wenn die Spannung abgebaut wird, werden die Teile uneben. Dies ist eine Herausforderung für Produktionsbetriebe, die neuere Laserschneiden Technologien.
Während des Laserschneidens können einige Teile kippen oder auf dem Gitter aufspringen und möglicherweise mit dem Schneidkopf kollidieren und diesen beschädigen, insbesondere wenn die Schneidgeschwindigkeit 30 m/min oder mehr beträgt und die Beschleunigung 2 m/s übersteigt.2die sich zu einem Industriestandard entwickelt hat.
Ein sehr teures Bauteil an der Laserschneidanlage kann durch Teile, die aufgrund von Spannungen zurückfedern, beschädigt werden.
Jeder Schneidvorgang kann die beim Aufwickeln des Materials erzeugten Spannungen freisetzen. Diese Spannungen zeigen sich in der Rückfederung des Metalls nach dem Schneiden oder Stanzen (durch das Stanzen können aufgrund der Kaltverfestigung neue Spannungen entstehen, die an den gestanzten Teilen sichtbar sind).
Bekämpfung von materiellem Stress
Wie geht ein Blechwerk mit den Spannungen um, die beim Wickeln entstehen und nach dem Schneiden oder Stanzen wieder abfallen? Teilerichtmaschinen können hier eine große Hilfe sein.
Teilerichtmaschinen können Blechfabriken und ihre nachgelagerten Fertigungsprozesse mit den erforderlichen flachen Teilen versorgen, was eine höhere Produktionseffizienz gewährleistet und den Ausschuss bei Biege- und Schweißvorgängen verringert.
Teilerichtmaschinen (wie in Abbildung 2 zu sehen) erreichen Ebenheit, indem sie durch einen Satz von Richtwalzen wiederholte Biegekräfte auf das Blech oder Teil ausüben.
Abbildung 2: Richtwalzen und mechatronisches Richtsystem der Teilerichtmaschine
Während das Metallmaterial die Richtmaschine durchläuft, üben die Walzen Druck auf es aus. Durch die auf das Metall ausgeübte Spannung werden seine inneren Spannungen reduziert und schließlich beseitigt.
Wie sind diese Nivellierwalzen angeordnet? Das hängt von der Metallart Material, dessen Dicke und die gewünschte Ebenheit.
Zu den Variablen der Teilerichtmaschine gehören die Anzahl der Richtwalzen; die Achsabstand zwischen den Walzen, die Anordnung der Walzen und die Art der Abstützung, die Steifigkeit des Walzenrahmens und der gesamten Maschine, die Abstützung der Walzen (Länge und Anordnung der Stützwalzen), das Spaltkontrollsystem und seine Fähigkeit, einen gleichmäßigen Spalt aufrechtzuerhalten, sowie der Stromverbrauch.
Wichtig ist auch, dass die Reinigung der Nivellier- und Stützwalzen und die Wartung der Maschine einfach sind.
Während die Richtwalzen allmählich Druck ausüben und die Teile glätten, kann der von einem Motor angetriebene Walzenrahmen aus der Werkzeugmaschine herausgefahren werden. Je nach Größe des zu richtenden Teils wird der Richtdruck durch den Durchmesser der Richtwalzen bestimmt. Der Durchmesser jeder Rolle hat in Verbindung mit ihrer Position, der Konstruktion des Maschinenrahmens, den Stützrollen und dem Maschinenrahmen selbst sein entsprechendes Betriebsanzeigefenster.
Im Allgemeinen werden kleinere Walzendurchmesser für dünnere Materialien verwendet, während größere Durchmesser für dickere Materialien verwendet werden.
Richtmaschinen können in der Regel Teile mit einer Dicke von 0,2 mm bis fast 70 mm bearbeiten.
Die Genauigkeit der Ebenheit, die durch das Nivellieren erreicht wird, basiert auf der Anwendung der Metallmaterial und variiert je nach Dicke und Art des Materials.
Für Metallteile, die bei der Herstellung von Kränen und Bergbauausrüstungen verwendet werden, gilt beispielsweise eine Ebenheit von 0,5 mm bis 1 mm, die von einer Richtmaschine erreicht wird, als hervorragend. Für Hersteller von Sägeblättern, die eine Ebenheit von 0,1 mm/m oder mehr benötigen, wäre eine solche Ebenheit jedoch unzureichend.
Glücklicherweise kann eine hochpräzise Teilerichtmaschine flache Teile für Schwermaschinenhersteller liefern und Teile mit engeren Toleranzen für Sägeblatthersteller produzieren.
Unternehmen der Luft- und Raumfahrtindustrie zum Beispiel verwenden in der Regel Aluminiumwerkstoffe. 5 mm gilt für diese Unternehmen als relativ dickes Teil, aber für die Hersteller von Bergbaumaschinen ist diese Dicke zu dünn.
Dieses Aluminiummaterial wird häufig wärmebehandelt, um eine höhere Festigkeit zu erreichen. Nach der Wärmebehandlung wird das Aluminium weich und wird bei -18 °C gelagert.
Wenn solche Teile unmittelbar nach dem Stanzen gerichtet werden, steht die Richtmaschine vor zwei großen Herausforderungen.
Erstens: Da das Material weich ist, müssen die Richtwalzen es sanft behandeln, um Verformungen zu vermeiden.
Zweitens: Wenn die gefrorenen Teile mit einer höheren Umgebungstemperatur in Berührung kommen, bildet sich Kondenswasser auf der Oberfläche der Teile. Daher sollten die Komponenten der Richtmaschine aus rostfreiem Stahl oder beschichtetem Stahl bestehen, um Korrosion zu verhindern.
Richten schwieriger Materialien
Das Ergebnis einer Teile-Richtmaschine ist einfach: ebene Teile. Es handelt sich jedoch um komplizierte Maschinen, die in der Lage sind, schwer zu korrigierende Materialverformungen zu bewältigen, wie z. B. bei gestanzten und wärmebehandelten Materialien.
Diese Materialien weisen häufig Verformungen durch Mittelwellen oder Randwellen auf. Die Korrektur solcher Teile oder Bleche erfordert spezielle Maßnahmen und Techniken.
Für einige gestanzte und wärmebehandelte Werkstoffe ist ein fortschrittliches Richten Walzenbiegen Die Steuerung kann den Richtdruck in bestimmten Bereichen eines Teils oder Blechs gezielt erhöhen und in anderen Bereichen verringern.
Durch diese kontrollierte Nivellierung wird das Material je nach Bedarf in Längsrichtung gestreckt, wodurch Verformungen durch Mittel- und Randwellen reduziert oder sogar beseitigt werden können.
Materialien mit hoher Zugfestigkeit sind eine weitere Herausforderung.
Die Verarbeitung solcher Materialien erfordert eine Hochleistungsmaschine mit Richtwalzen mit sehr großem Durchmesser und entsprechendem Walzenabstand, um die Materialspannung zu verringern und eine gute Ebenheit zu erzielen, während gleichzeitig Verformungen in der Mitte und an den Kanten vermieden werden.
Erfahrung mit Operator Leveling
Jede fortschrittliche Fertigungsanlage erfordert einen qualifizierten Bediener, der über umfangreiche Erfahrungen verfügt. Noch wichtiger ist jedoch, dass ein neugieriger und wissbegieriger Bediener wirklich einen Unterschied bei den Ergebnissen machen kann.
Wenn sie bereit sind, Zeit für das Einstellen und Testen von Teilen für eine optimale Nivellierung aufzuwenden, kann die Fabrik eine effiziente Nivellierung der Teile und qualitativ hochwertigere Produkte in den nachgelagerten Fertigungsprozessen erreichen.
Theoretisch ist das Richten eine unkomplizierte Aufgabe. Neben der Geschwindigkeit der Richtwalzen muss der Bediener nur zwei weitere Parameter einstellen: den Richtspalt am Ein- und Auslauf und den Winkel, in dem das Teil in die Maschine eintritt. Wenn der Bediener die richtige Kombination findet, kann er die Richteigenschaften optimieren.
Natürlich können die in der Anlagensteuerung integrierten Berechnungswerkzeuge helfen. Nach der Eingabe der Dicke, Streckgrenzeund der Materialart, gibt das Steuersystem vorgeschlagene Nivellierungsparameter aus.
In der Regel sorgen diese Parameter bereits für gute Nivellierergebnisse. Wenn Betreiber noch bessere Ergebnisse anstreben, können diese Nivelliereinstellungen als Ausgangspunkt für Anpassungen dienen.
Vorteile von Leveling
Das Nivellieren von Teilen kann Blechfabriken helfen, ihren Ausstoß und ihre Produktivität zu steigern.
Aus Berichten von Blechbearbeitungsbetrieben geht hervor, dass die Integration von Teilerichtmaschinen in ihren Produktionsprozess die Produktionsrate des Biegevorgangs um etwa 25% erhöht, nachdem die Teile gerichtet wurden.
Flache Teile lassen sich präziser biegen, was weniger Nacharbeiten und eine gleichmäßigere Produktqualität bedeutet.
In der Schweißabteilung bedeutet dies eine erhebliche Vereinfachung der Vorrichtungen, eine verbesserte Montagegenauigkeit und eine höhere Wertschätzung der Schweißer. Die Anzahl der Fehler wird erheblich reduziert, was zu einer höheren Produktivität führt.
Dies gilt insbesondere für das Roboterschweißen. Engere, gleichmäßigere Schweißnähte bedeuten weniger Füllstoff, reibungslosere Schweißlinien und schnellere Automatisierungsprozesse.
Teilerichtmaschinen können auch neue Geschäftsmöglichkeiten für ein Unternehmen eröffnen.
Wenn ein Unternehmen beispielsweise Kunden im Baugewerbe beliefern möchte, müssen die von ihm gelieferten Decken und Fassaden perfekt flach sein. Jede Platte muss diese Konsistenz beibehalten, da jede nicht konforme Platte das Installationsprojekt stoppen könnte.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie schon einmal darüber nachgedacht, wie wichtig das Richten bei der Blechbearbeitung ist? Dieses wichtige Verfahren gewährleistet die Genauigkeit und Qualität des Endprodukts. In diesem Artikel werden wir die...
Stellen Sie sich vor, Sie verwandeln ein flaches Metallblech mit Präzision und Effizienz in ein komplexes, dreidimensionales Teil. Die Kunst und Wissenschaft der Blechbearbeitung umfasst eine Reihe sorgfältiger Prozesse,...
Haben Sie sich jemals gefragt, wie präzise Technik in der Blechverarbeitung erreicht wird? Das Verständnis von Blechtoleranzen ist entscheidend, um sicherzustellen, dass die Teile bei jedem mechanischen Projekt perfekt zusammenpassen....
Haben Sie sich schon einmal gefragt, was einen Ingenieur für Blechverarbeitung wirklich außergewöhnlich macht? In diesem Blogbeitrag erfahren Sie, welche Fähigkeiten und Kenntnisse Sie benötigen, um in diesem dynamischen Bereich erfolgreich zu sein. Vom Verständnis...
Die Blechumformung ist eine faszinierende Welt der technischen Wunderwerke. Von der einfachen Getränkedose bis hin zu den schnittigen Karosserien von Autos prägen diese Verfahren unser tägliches Leben. In diesem Artikel,...