Verfahren zum Walzen von Platten: Schritt-für-Schritt-Anleitung
Haben Sie sich jemals gefragt, wie erfahrene Mitarbeiter Stahlplatten zu perfekten Zylindern biegen? In diesem fesselnden Blogbeitrag nehmen wir Sie mit hinter die Kulissen, um die Kunst und Wissenschaft des Blechwalzens zu erkunden. Unser erfahrener Maschinenbauingenieur führt Sie durch den komplizierten Prozess und gibt Ihnen Insidertipps und faszinierende Einblicke. Machen Sie sich bereit, die Geheimnisse zu entdecken, die hinter der Herstellung makelloser zylindrischer Formen mit Hilfe modernster Maschinen und altehrwürdiger Techniken stecken.
Um den Walzvorgang an einer Walzbiegemaschine (auch als Blechwalze oder Walzmaschine bezeichnet) durchführen zu können, muss der Bediener mit dem Aufbau und der Funktionsweise der Maschine bestens vertraut sein.
Für den Walzprozess sind in der Regel zwei Bediener erforderlich: einer, der die Maschine steuert und den gesamten Prozess überwacht, und ein weiterer, der bei der Materialhandhabung und -führung hilft. Beide Bediener müssen koordiniert arbeiten, um einen präzisen und effizienten Walzprozess für das Werkstück zu erreichen.
Ausrüstung prüfen
Vor der Verwendung des Walzmaschineist es wichtig, eine gründliche Inspektion durchzuführen:
Starten Sie die Maschine und überprüfen Sie, ob der Druck im Hydrauliksystem im normalen Betriebsbereich liegt.
Prüfen Sie, ob sich die Seitenstütze (manchmal auch als "Kippseite" oder "Drop-End" bezeichnet) leichtgängig öffnen und schließen lässt.
Vergewissern Sie sich, dass sich alle Rollen, insbesondere die untere Rolle, frei und korrekt drehen. Dies bestätigt, dass das Antriebssystem ordnungsgemäß funktioniert.
Inbetriebnahme von Plattenwalzen
Führen Sie eine Sichtprüfung durch und nehmen Sie die erforderlichen Einstellungen vor, um sicherzustellen, dass sowohl die obere als auch die untere Rolle parallel zueinander sind. Dies ist entscheidend, um eine gleichmäßige Biegung über die gesamte Länge des Werkstücks zu erreichen.
Stellen Sie den Achsabstand zwischen den Walzen entsprechend der Materialstärke und dem gewünschten Biegeradius ein. Beachten Sie die Spezifikationen der Maschine und die Walztabellen für die richtigen Einstellungen.
Materielle Erwägungen
Beim Walzen eines Stahlblechs ist darauf zu achten, dass die Parameter des Blechs im Rahmen der Möglichkeiten der Maschine liegen:
Streckgrenze des Materials
Minimal zulässiger Rollendurchmesser
Breite und Dicke der Platte
Maschinenleistung (Kraft und Drehmoment)
Die Oberflächenqualität des Stahlblechs muss folgende Kriterien erfüllen:
Glatte Oberfläche ohne erkennbare Defekte an den Schnittkanten
Flach und sauber, frei von Zunder oder tiefen Kratzern, die die Walzqualität beeinträchtigen könnten
Vorbereitung des Materials
Vor dem Walzen sollten Sie die folgenden Schritte zur Vorbereitung des Materials beachten:
Bei Stählen mit mittlerem Kohlenstoffgehalt (z. B. 45#-Stahl oder AISI 1045) kann ein Glühen des gesamten Blechs erforderlich sein, um die Umformbarkeit zu verbessern und die Gefahr von Rissen beim Biegen zu verringern.
Stähle mit niedrigem Kohlenstoffgehalt müssen im Allgemeinen vor dem Walzen nicht wärmebehandelt werden, da sie in der Regel duktiler sind und sich leichter umformen lassen.
Konsultieren Sie immer die Materialspezifikationen und technischen Richtlinien für die richtige Vorbereitung bestimmter Stahlsorten.
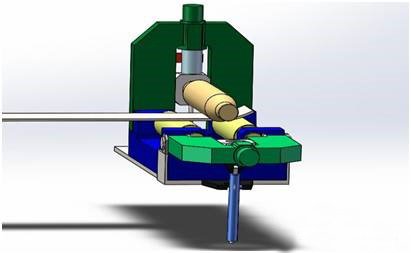
Vorbiegeverfahren für Walzenbiegemaschinen
Ausrichtung
Positionierung der Platte: Legen Sie das Blech auf die Walzenbiegemaschine.
Visuelle Ausrichtung: Richten Sie die obere Walzenkante parallel zur Schnittkante des Blechs mit Hilfe visueller Methoden aus.
Fehlermarge: Achten Sie darauf, dass der Ausrichtungsfehler innerhalb des Bereichs von ±0,5 mm liegt.
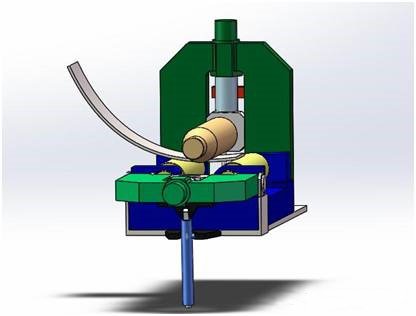
Rollendes Rundschreiben
Erste Druckanwendung:
Üben Sie einen kontinuierlichen Druck von 15 mm auf den äußeren Kreis der oberen Walze gegen die Oberfläche der Platte aus.
Steuern Sie die Drehung der Unterwalze mit einem Tipptastenschalter.
Stoppen Sie die Drehung der Unterwalze, wenn die Bogenlänge der Platte zwischen 600 und 800 mm liegt.
Nachfolgende Druckanwendung:
Üben Sie einen Druck von 10 mm auf die obere Rolle aus.
Drehen Sie die Unterwalze und stoppen Sie sie, wenn das Ende der Platte die Unterwalze tangiert.
Wiederholung bei gewünschter Bogenlänge:
Wiederholen Sie den Vorgang, indem Sie die obere Walze drücken und die untere Walze drehen.
Fahren Sie fort, bis die Bogenlänge des vorgebogenen Blechs mit der Bogenlänge der Probe übereinstimmt.
Sicherstellung eines reibungslosen Übergangs
Reibungslose Übergänge: Achten Sie darauf, dass der vorgekrümmte Kreisbogen fließend in die gerade Kante übergeht.
Vermeiden Sie totes Biegen: Vermeiden Sie Totbiegeerscheinungen, um Schwierigkeiten bei der Korrektur der Rundheit bei der Weiterverarbeitung zu vermeiden.
Vorbiegen des anderen Endes
Prozess wiederholen: Wenden Sie die gleiche Vorbiegemethode auf das andere Ende der Platte an.
Kreisförmiges Walzen
Verfahren zum Vorbiegen des Walzens
Erstmalige Einrichtung
Anfangsdruck aufbringen:
Bevor Sie die kontinuierliche Drehung der unteren Walze einleiten, üben Sie einen kontinuierlichen Druck von 15 mm auf die obere Walze aus. Dieser Druck sollte sich an der Kontaktfläche der Platte orientieren.
Verwenden Sie die Tippfunktion, um die untere Walze leicht zu drehen, um sicherzustellen, dass alle Walzen richtig funktionieren.
Sicherheitsvorkehrungen:
Verwenden Sie während dieses Vorgangs nicht das Getriebe, um die Unterwalze kontinuierlich zu starten, um Unfälle zu vermeiden.
Die Bediener müssen beim Starten der Walzmaschine wachsam sein. Der helfende Bediener sollte rechtzeitig und präzise Befehle geben, insbesondere in Bereichen, in denen der Hauptbediener keine Sicht hat.
Den Kreis drehen
Drücken der oberen Rolle:
Um einen Kreis zu formen, drücken Sie wiederholt auf die obere Walze.
Wenn der Abstand zwischen den beiden Enden der Platte 800 mm erreicht hat, verringern Sie den Pressdruck der oberen Walze in 3-5-mm-Schritten, bis die beiden Enden nahe beieinander liegen.
Versatz der Überwachungsplatte:
Beobachten Sie während des Walzvorgangs, ob sich das Blech verschiebt. Wenn der visuelle Versatz mehr als 10 mm beträgt, halten Sie den Walzvorgang an, um den Fehler zu korrigieren.
Korrektur des Plattenversatzes
Abhilfemaßnahmen:
Heben Sie die obere Walze um 30 mm an.
Bewegen Sie die Platte in die entgegengesetzte Richtung, bis das Material des Stahlzylinders vollständig gelöst ist.
Drücken Sie die untere Walze, um die obere Walze in ihre ursprüngliche Position zurückzudrücken und rollen Sie den Kreis weiter.
Kantenausrichtung und Punktschweißung
Ausrichten des Zylinderrandes:
Im Allgemeinen ist der Rand des Zylinders nach dem Walzen nicht perfekt ausgerichtet.
Ausrichtungslösung:
Heben Sie die obere Rolle um 5 mm an.
Legen Sie eine 3 mm dicke Stahlblechmatte unter die versetzte Position, die die untere Rolle berührt.
Bewegen Sie den Tampon mit dem Tipptastenschalter in die Position zwischen der Platte und der Unterwalze.
Drücken Sie die obere Walze um 3-5 mm, um die Platte in die Ausrichtungsrichtung zu bewegen.
Bewegen Sie die untere Walze, um die kreisförmige Fläche genau auszurichten, und verwenden Sie eine Probe oder ein Lineal zum Messen.
Punktschweißen:
Nachdem Sie sich von der korrekten Ausrichtung überzeugt haben, führen Sie das Punktschweißen an den entsprechenden Stellen durch.
Stellen Sie sicher, dass die Schweißpunkte fehlerfrei, fest und effektiv sind.
Kreisförmiges Walzen ohne Vorbiegen
Der Rundwalzprozess ohne Vorbiegung ist im Grunde genommen dem Walzprozess mit Vorbiegung ähnlich, mit einigen wichtigen Unterschieden, die sorgfältig beachtet werden müssen, um qualitativ hochwertige Ergebnisse zu gewährleisten.
Wichtige Überlegungen
Fehlen einer Vorbiegung:
Bei diesem Verfahren wird das Blech direkt gewalzt, ohne den ersten Schritt des Vorbiegens. Dies erfordert eine genaue Kontrolle, um unerwünschte Verformungen oder Unregelmäßigkeiten im Endprodukt zu vermeiden.
Vermeiden der toten Biegung:
Während des gesamten Walzprozesses muss sichergestellt werden, dass es nicht zu einer ungewollten und übermäßigen Biegung des Blechs kommt. Dies kann erreicht werden, indem der Druck und die Ausrichtung während des Walzvorgangs konstant gehalten werden.
Kantenausrichtung vor dem Punktschweißen:
Vor dem Punktschweißen ist unbedingt darauf zu achten, dass die beiden geraden Kanten des Blechs entweder vollkommen gerade oder leicht nach innen gerichtet sind (konkav mit einer Abweichung von höchstens 10 mm). Diese Ausrichtung ist entscheidend, wenn die beiden Enden des Blechs zu einem vollständigen Kreis zusammengeführt werden. Eine korrekte Ausrichtung der Kanten trägt zu einer nahtlosen und festen Schweißverbindung bei.
Prozess-Schritte
Erstmalige Einrichtung:
Positionieren Sie das Blech korrekt auf der Walzmaschine und achten Sie darauf, dass es richtig ausgerichtet ist, um eine anfängliche Fehlausrichtung zu vermeiden, die zu Fehlern führen könnte.
Rollender Betrieb:
Beginnen Sie mit dem Walzen und üben Sie gleichmäßigen Druck auf das Blech aus. Überwachen Sie den Prozess genau, um sicherzustellen, dass sich das Blech gleichmäßig und ohne Anzeichen von Totbiegung biegt.
Kanteninspektion:
Nach dem Walzvorgang sind die Kanten des Blechs zu prüfen. Stellen Sie sicher, dass sie gerade sind oder eine leichte Wölbung nach innen aufweisen (≤ 10 mm). Dieser Schritt ist entscheidend, um beim Zusammenfügen der Enden eine gute Passform zu erreichen.
Vorbereitung des Punktschweißens:
Richten Sie die beiden Enden der Platte sorgfältig aus. Die Kanten sollten nahtlos aneinanderstoßen, um eine starke und gleichmäßige Schweißnaht zu ermöglichen. Jede Fehlausrichtung in dieser Phase kann zu Schwachstellen in der Schweißnaht und potenziellen strukturellen Problemen im Endprodukt führen.
Punktschweißen:
Verbinden Sie die beiden Enden des Blechs durch Punktschweißen. Vergewissern Sie sich, dass die Schweißnaht gleichmäßig und stabil ist und eine solide Grundlage für alle nachfolgenden Schweiß- oder Nachbearbeitungsprozesse bildet.
Schweißrichtlinien für verschiedene Stahlsorten
Unlegierter Stahl (z. B. Q235A)
Beim Schweißen von Baustahl wie Q235A empfiehlt sich die Verwendung eines CO2-Schutzgasschweißgeräts. Diese Art von Schweißgerät sorgt für einen stabilen Lichtbogen und eine gute Eindringtiefe, was für Baustahl ideal ist. Hier sind die wichtigsten Schritte und Überlegungen:
Vorbereitung des Schweißnahtbereichs:
Stellen Sie sicher, dass der Schweißbereich gut gerillt und sauber ist. Verunreinigungen wie Rost, Öl oder Farbe sollten entfernt werden, um Defekte an der Schweißnaht zu vermeiden.
Die Nut sollte so bemessen sein, dass sie ein gutes Eindringen und Schmelzen des Schweißguts ermöglicht.
Schweißnaht-Spezifikationen:
Die Dicke der Schweißnahtoberfläche sollte weniger als 3 mm betragen. Dies trägt zu einer starken und gleichmäßigen Schweißnaht bei.
Die Resthöhe der Schweißnaht sollte gleichmäßig sein. Wenn die Höhe mehr als 3 mm beträgt, sollte sie durch Schleifen oder Schleifen reduziert werden, bis sie der Norm entspricht.
Die Schweißnaht muss gleichmäßig und frei von Oberflächenfehlern wie Rissen, Porosität oder Hinterschneidungen sein.
Stahl mit mittlerem Kohlenstoffgehalt (z. B. 45#)
Bei Stahl mit mittlerem Kohlenstoffgehalt, wie z. B. 45#, sind zusätzliche Schritte erforderlich, um die Integrität und Leistungsfähigkeit der Schweißnaht zu gewährleisten:
Behandlung nach dem Schweißen:
Nach dem Schweißen sollte das Material gerundet und geglüht werden. Das Glühen trägt dazu bei, innere Spannungen abzubauen und die Zähigkeit und Duktilität der Schweißverbindung zu verbessern.
Beim Glühen wird das geschweißte Teil auf eine bestimmte Temperatur erwärmt, eine bestimmte Zeit lang auf dieser Temperatur gehalten und dann langsam abgekühlt.
Verfahren zum Schweißen:
Das Walz- und Schweißverfahren für Stahl mit mittlerem Kohlenstoffgehalt ist dem für Stahl mit niedrigem Kohlenstoffgehalt ähnlich. Aufgrund des höheren Kohlenstoffgehalts ist Stahl mit mittlerem Kohlenstoffgehalt jedoch anfälliger für Rissbildung und erfordert eine sorgfältige Kontrolle der Schweißparameter.
Besondere Materialien
Bei der Verarbeitung von Sonderwerkstoffen ist es von entscheidender Bedeutung, ein spezifisches Schweißverfahren anzuwenden, das auf die Eigenschaften des Werkstoffs zugeschnitten ist. Zu den Sonderwerkstoffen können hochfeste Stähle, nichtrostende Stähle oder Nichteisenmetalle gehören, die jeweils besondere Schweißtechniken und Überlegungen erfordern:
Materialspezifische Verfahren:
Konsultieren Sie die Schweißrichtlinien des Werkstoffs, um das geeignete Schweißverfahren, den Schweißzusatzwerkstoff und die Vor- und Nachbehandlung zu bestimmen.
Spezielle Materialien erfordern oft kontrollierte Erwärmungs- und Abkühlungsraten, um Probleme wie thermische Verformung oder Eigenspannungen zu vermeiden.
Qualitätskontrolle:
Führen Sie gründliche Prüfungen der Schweißnähte durch, um sicherzustellen, dass sie den erforderlichen Normen entsprechen. Zerstörungsfreie Prüfverfahren, wie z. B. Ultraschall- oder Durchstrahlungsprüfungen, können erforderlich sein, um innere Mängel festzustellen.
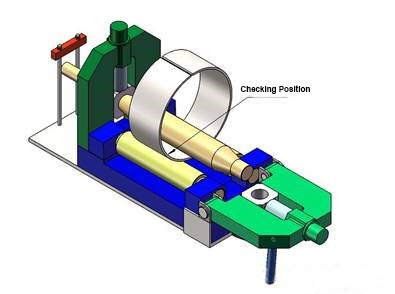
Rundheitskorrektur in Walzenbiegemaschinen
Erstmalige Einrichtung
Positionierung des Zylinders:
Legen Sie den fertigen Schweißzylinder auf die Blechbiegewalzen.
Stellen Sie sicher, dass die Mitte des Zylinders parallel zur Mittellinie der Plattenwalzen ausgerichtet ist.
Positionieren Sie den Zylinder mittig auf der Walzmaschine, um eine gleichmäßige hydraulische Druckverteilung zu gewährleisten.
Vorbiegen und Vorwalzen
Flache Teile rollen:
Rollen Sie die flachen Teile separat hin und her, bevor Sie die Rundheitskorrektur durchführen.
Der Pressabstand sollte jedes Mal 3-5 mm betragen, bis die Rundheit mit der Probe übereinstimmt, wobei eine visuelle Inspektion durchgeführt wird.
Walzen der Schweißnaht:
Positionieren Sie die Schweißnaht des Zylinders am Boden.
Stellen Sie die obere Walze nach unten, um Kontakt mit dem Zylinder herzustellen.
Senken Sie die obere Walze langsam ab und rollen Sie mit anfänglichem Unterdruck hin und her, im Allgemeinen nicht mehr als 15 mm.
Bei nachfolgenden Rollen sollte der Zylinder nicht mehr als 10 mm pro Rolle betragen.
(Bezogen auf den Pressweg des Zylinders für einen Zyklus Walzen = Durchmesser * Blechdicke / 10000).
Maximaler Druck und Walzen
Einstellen des maximalen Drucks:
Der maximale untere Abstand der oberen Walze für die Kreiskorrektur (bezogen auf den maximalen Druck des Zylinders = Durchmesser * Blechdicke / 3000) kann nach Bedarf angepasst werden, sollte aber 20% des Referenzwertes nicht überschreiten.
Gleichmäßige Spannungsverteilung:
Wenn der untere Abstand den optimalen Zustand erreicht hat, rollen Sie fünf weitere Kreise, um eine gleichmäßige Spannungsverteilung zu gewährleisten.
Messen Sie die Rundheit des Innenkreises an einem Punkt, der tiefer liegt als der horizontale Durchmesser.
Abschließende Anpassungen und Messungen
Endgültiges Walzen und Messen:
Senken Sie den Betrag nach fünf Runden ab, um eine gleichmäßige Spannungsverteilung zu gewährleisten.
Messen Sie den Durchmesser des Zylinderkreises, indem Sie die Wasserwaage absenken (im Uhrzeigersinn 7-8 oder 4-5 für den Stundenzeiger).
Anheben der oberen Rolle:
Wenn die Rundheit des Zylinders nach der Messung konstant ist, heben Sie die obere Walze langsam an, wobei Sie den Abstand pro Umdrehung um nicht mehr als 5 mm, im Allgemeinen 2-3 mm, vergrößern.
Nach 3-4 Umdrehungen sollte die obere Rolle den Zylinder nicht mehr berühren.
Überprüfung der Rundheit:
Messen Sie die Rundheit mit einem Maßband. Im Allgemeinen ist eine Rundheitsabweichung von weniger als 10 mm akzeptabel.
Eine zusätzliche manuelle Kreiskorrektur kann erforderlich sein, um die Zeichnungsspezifikationen zu erfüllen.
Künstliche Rundheitskorrektur
Flammenerhitzungsmethode:
Für die Rundheitskorrektur wird in der Regel das Flammenerhitzungsverfahren verwendet.
Markieren Sie die maximale und minimale Größe sowie die Position des Bogens mit Hilfe eines Musters oder Maßbands. Achten Sie darauf, dass die Markierungen präzise und sichtbar sind.
Heizung zur Korrektur:
Erhitzen Sie die nicht qualifizierten Kreisbogen- und Größenpositionen mit einer Flamme.
Bei dicken Platten sollte man eine große elektrische Flamme zum Erhitzen verwenden.
Erhitzen auf ca. 600-700℃ für kohlenstoffarmen Stahl Q235, wobei eine punktuelle oder lineare Erwärmung verwendet wird, um einen Temperaturunterschied in der Dickenrichtung des Stahlblechs zu erzeugen. Dies führt zu einer lokalen Verformung, um die gewünschte Rundheitskorrektur zu erreichen.
Messung nach dem Aufheizen:
Nach dem Abkühlen messen Sie die erwärmte Stelle mit einer Probe und einem Maßband.
Wenn die Messung nicht innerhalb der vorgegebenen Toleranzen liegt, muss eine künstliche Kreiskorrektur vorgenommen werden, um die Anforderungen der Zeichnung zu erfüllen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie massive Stahlkonstruktionen zu perfekten Zylindern und Kegeln geformt werden? Dieser Artikel erforscht die faszinierende Welt der Blechwalzmaschinen, die in Branchen wie der...
Haben Sie sich jemals gefragt, wie eine massive Stahlplatte in Form gebogen wird? In diesem Artikel erforschen wir die faszinierende Mechanik hinter Blechwalzmaschinen und zeigen die Kräfte und Berechnungen auf, die...
Haben Sie sich schon einmal gefragt, wer die wichtigsten Anbieter von Blechwalzmaschinen sind? Dieser Artikel stellt die führenden Hersteller der Branche vor und beschreibt ihre Innovationen, Produktpaletten und globale Reichweite. Von etablierten...
Haben Sie sich jemals gefragt, wie massive Metallstrukturen wie Windturbinen und Schiffe ihre präzise Form erhalten? Dieser Artikel enthüllt die faszinierende Welt der Blechwalzmaschinen und zeigt, wie sie...
Stellen Sie sich vor, Sie könnten flache Bleche mit nur einer Maschine in präzise Zylinder oder komplizierte Formen verwandeln. Willkommen in der Welt der Blechbiegemaschine! Dieses leistungsstarke Werkzeug, das für die...
Haben Sie sich jemals gefragt, wie eine Vierwalzen-Blechbiegemaschine so präzise Kurven erreicht? Dieser Artikel befasst sich mit der Berechnung der Positionsverschiebung der Seitenwalzen, angeleitet von einem erfahrenen Maschinenbauingenieur....
Haben Sie sich jemals gefragt, wie massive Stahlplatten in perfekt gebogene Formen verwandelt werden? In diesem fesselnden Blogbeitrag tauchen wir in die faszinierende Welt der 3-Walzen-Biegemaschinen ein. Entdecken Sie...
Stellen Sie sich vor, Sie versuchen, eine dicke Stahlplatte zu einem perfekten Zylinder zu biegen - wie viel Kraft würden Sie dafür benötigen? Dieser Artikel befasst sich mit den kritischen Berechnungen zur Bestimmung der Last und der Kraft...
Haben Sie sich jemals gefragt, wie diese massiven Stahlkonstruktionen zu perfekten Kurven geformt werden? Walzbiegen ist das Geheimnis dahinter. In diesem Artikel tauchen wir ein in die faszinierende Welt des...