Haben Sie sich jemals gefragt, wie eine massive Maschine mit Leichtigkeit Bleche präzise stanzen und formen kann? In diesem Blogbeitrag werden wir die faszinierende Welt der JH21-Presse erkunden. Sie erfahren etwas über die Funktionsweise, die wichtigsten Komponenten und die wichtigsten Sicherheitstipps, um die Effizienz und Langlebigkeit zu maximieren. Machen Sie sich bereit, die Geheimnisse hinter diesem technischen Wunderwerk zu lüften!
Willkommen beim Servicehandbuch für die JH21 Power Press. Dieses umfassende Handbuch soll Sie bei der ordnungsgemäßen Installation, Bedienung und Wartung der JH21 Power Press unterstützen. Das Handbuch konzentriert sich auf die wichtigsten Leistungsmerkmale und Betriebshinweise, um optimale Leistung und Sicherheit zu gewährleisten. Bitte beachten Sie, dass die Abbildungen nur zu Referenzzwecken dienen und dass die tatsächlichen Produkte leicht abweichen können.
I. Zusammenfassung
Arbeitsprinzip und Anwendung
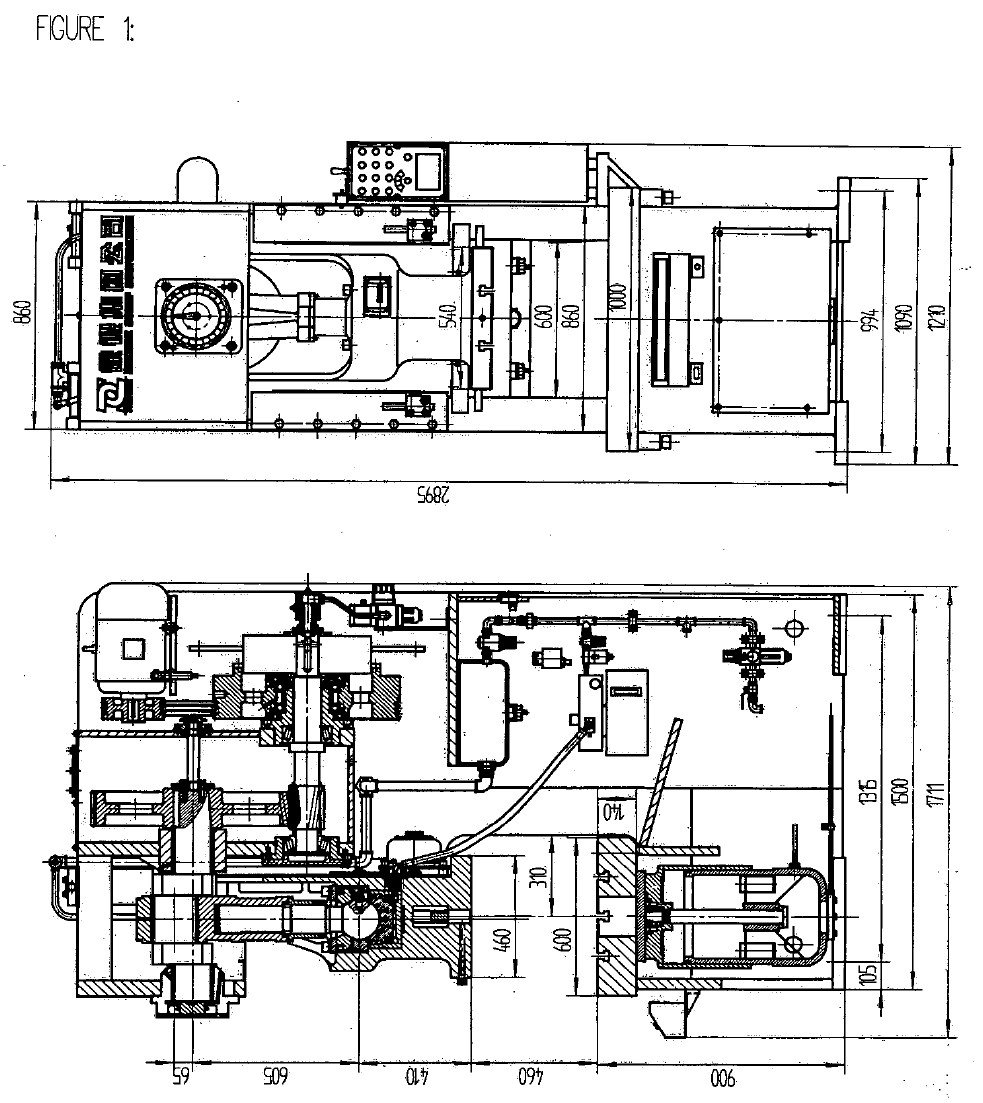
Die JH21-80Ton (800kN) Stanzpresse mit offenem Rückenteil und festem Bett arbeitet mit einem Mechanismus aus Kurbelwelle und Kurbelstange in Längsrichtung. Die Kurbelwelle dreht sich durch eine zweistufige Drehzahlreduzierung des Motors, der die Hin- und Herbewegung des Stößels antreibt.
Die Presse verfügt über ein geschlossenes Antriebssystem und einen stabilen Betrieb mit einer pneumatischen Kupplung und einer Bremse, die es dem Stößel ermöglichen, in jeder Position anzuhalten.
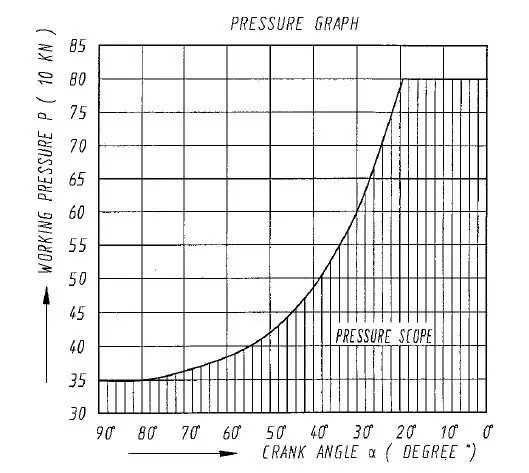
Diese Universalpresse ist ideal für verschiedene Blechbearbeitungsaufgaben, einschließlich Schneiden, Stanzen, Stanzen, Biegen, Ziehen und Strecken, aber sie ist nicht zum Prägen geeignet. Der Nenndruck der Presse beträgt 800kN, mit einem normalen Druckhub von 4,5 mm.
Der Benutzer sollte die geeignete Druckkraft anhand der Druckkurve auswählen und dabei sicherstellen, dass der Arbeitsdruck und der Kurbelwinkel den angegebenen Bereich nicht überschreiten, um Schäden an der Presse zu vermeiden.
Arbeitsumfeld und -bedingungen
Um den normalen Betrieb der Presse zu gewährleisten, die Wartungshäufigkeit zu minimieren und ihre Lebensdauer zu verlängern, sollte sie nicht in Umgebungen mit übermäßiger Feuchtigkeit, korrosiven Gasen, Flüssigkeiten oder explosiven Gasen verwendet werden. Der Luftdruck muss mindestens 0,6 MPa betragen, und die Spannung sollte 380±38V mit einer Frequenz von 50±5Hz betragen.
II. Spezifikation
Nein.
Artikel
Wert
Einheit
1
Nenndruck
800
KN
2
Dia-Hub
130
mm
3
Streichen des Nenndrucks
4.5
mm
4
Anzahl der Schlittenhübe
60
SPM
5
Maximaler Matrizenabstand (Einstellung nach oben, Hub nach unten vom Bolzen bis zur Unterseite des Schlittens)
330
mm
6
Einstellung des Werkzeugplatzes
80
mm
7
Abstand zwischen Dia-Mitte und Rahmen
310
mm
8
Nackenrolle Größe (FB x LR)
600×1000
mm
9
Größe der Gleitfläche (FB x LR)
460×540
mm
10
Spindellochgröße
Φ50×80
mm
11
Dicke der Nackenrolle
140
mm
12
Abstand zwischen den Stützen
600
mm
13
Luftkissen (Sonderbestellung) Maximaler Hub des Luftkissens
65
mm
Maximaler Druck
80
KN
14
Hauptmotor Modell
Y132M-4
Strom
7.5
KW
15
Gesamtabmessung
F.B.
1711
mm
L.R.
1210
mm
Höhe
2895
mm
16
Gesamtgewicht
≈6749
kg
III. Vorbereitung vor der Operation
Um das ordnungsgemäße Funktionieren der Stanzmaschine zu gewährleisten, sollte der Benutzer vor dem Betrieb der Maschine die folgenden Faktoren berücksichtigen.
Nennbelastbarkeit
Die Arbeitslast muss innerhalb der Nenndruckgrenze gehalten werden. Überlastungsschutzmechanismen sind vorhanden, um Schäden durch falsches Stanzen oder ungleichmäßig dicke Bleche zu vermeiden. Es ist von entscheidender Bedeutung, die Presse nicht mit willkürlicher Überlastung zu verwenden, da dies leicht zu Schäden an der Maschine führen kann. Daher ist es wichtig, die Arbeitslast vor Beginn der Arbeiten genau zu berechnen.
Drehmoment Kapazität
Die Stanzkraft variiert mit der Position des Schlittens. Die Benutzer sollten sich an der Hubdruckkurve orientieren, die diese Veränderungen veranschaulicht. Das Verständnis dieses Verhältnisses hilft dabei, die Integrität der Maschine zu erhalten und einen präzisen Betrieb zu gewährleisten.
Kleben
Ein Festklemmen kann auftreten, wenn der Arbeitsdruck das Nenndrehmoment übersteigt. Außerdem kann die Stanzmaschine festsitzen, wenn eine Last aufgebracht wird, bevor die Kupplung eingerastet ist. Dadurch kann die Kupplung beschädigt werden. Wenn das Festklemmen während der Verarbeitung auftritt, muss die Maschine sofort angehalten werden, und es sollten Abhilfemaßnahmen getroffen werden, um ein erneutes Auftreten zu verhindern.
Exzentrische Belastung
Grundsätzlich sollten exzentrische Lasten vermieden werden, da sie dazu führen können, dass die Unterseite des Schlittens und des Tisches nicht mehr parallel sind, was zu ungleichmäßigen Kräften auf den Schlittenkeil führt und die Präzision beeinträchtigt. Lässt sich eine außermittige Belastung nicht vermeiden, sollte sie entsprechend dem in den Richtlinien der Maschine angegebenen zulässigen Abstand zwischen dem Lastschwerpunkt und dem Schlitten gehandhabt werden, um Präzision und Sicherheit zu gewährleisten.
Einzelne Einschaltfrequenz
Um eine optimale Leistung zu gewährleisten und die Lebensdauer von Kupplung und Bremse zu verlängern, ist es wichtig, die empfohlene Einschalthäufigkeit einzuhalten, die in den Hauptspezifikationen der Stanzpresse aufgeführt ist. Ein Überschreiten der empfohlenen Einschalthäufigkeit kann zu abnormalem Verschleiß und einem möglichen Ausfall von Kupplung und Bremse führen. Für diese Presse beträgt die empfohlene Einschalthäufigkeit nicht mehr als 25 Mal pro Minute.
IV. Konstruktion und Anpassung der Haupteinheiten
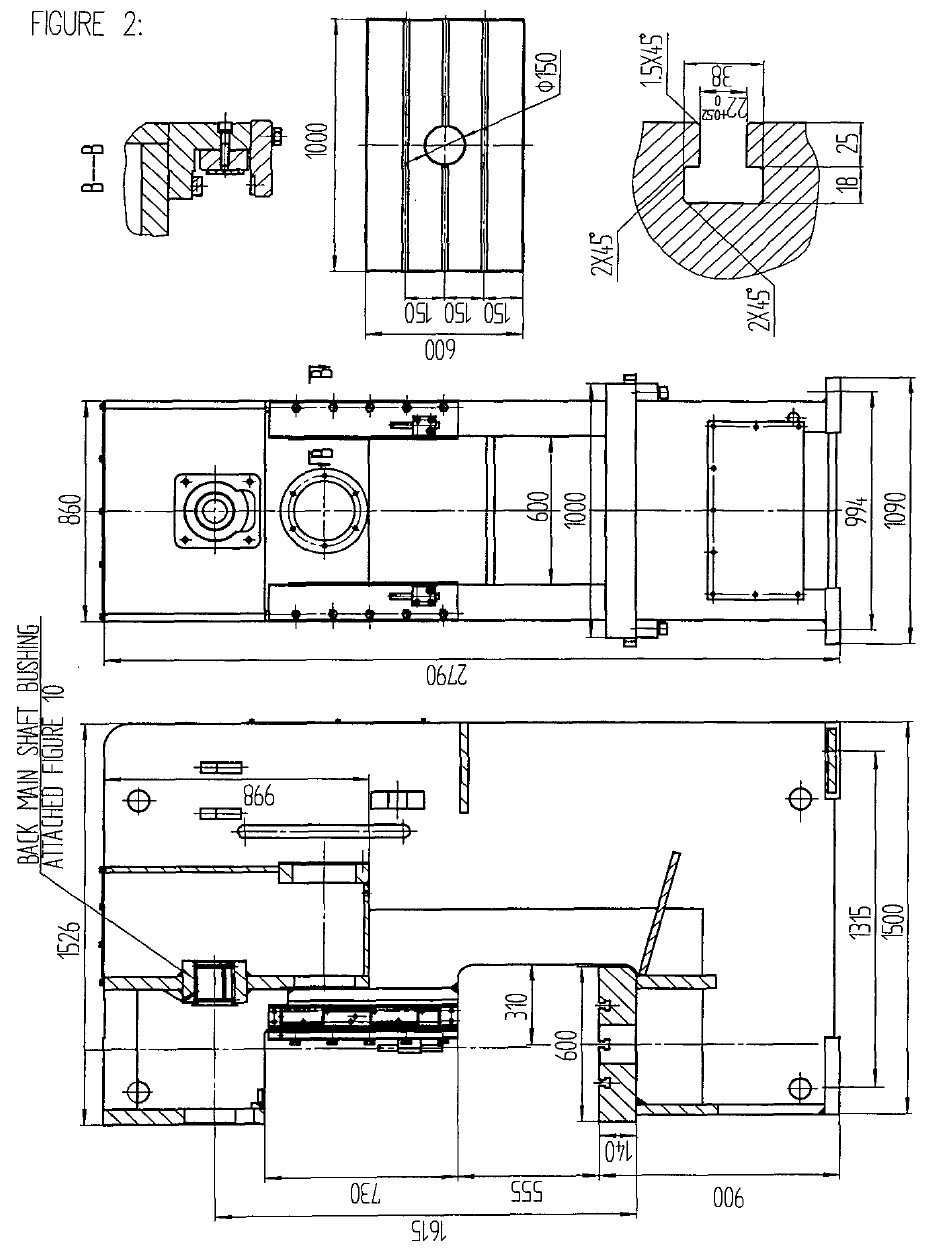
Rahmen (Abbildung 2)
Der Rahmen der Stanzpresse besteht aus hochfestem Stahl und ist geschweißt. Der Stößel bewegt sich innerhalb der Leisten hin und her. Die Schraube auf der rechten Seite des Rahmens dient zur Einstellung des Spiels zwischen den Leisten und dem Stößel. Durch die Einstellung der Ausschlagstange werden die gestanzten Teile nach unten gedrückt, wenn sich der Schieber dem oberen Totpunkt nähert. Um Unfälle zu vermeiden, sollte jedoch darauf geachtet werden, dass der Abstreifer nicht den Boden der Nut der Stanzstange berührt. Die Auflagefläche des Rahmens ist die Grundlage für Präzisionsmessungen. Er sollte eine glatte und ebene Oberfläche aufweisen, um Beschädigungen durch Werkzeuge und Schneidewerkzeuge.
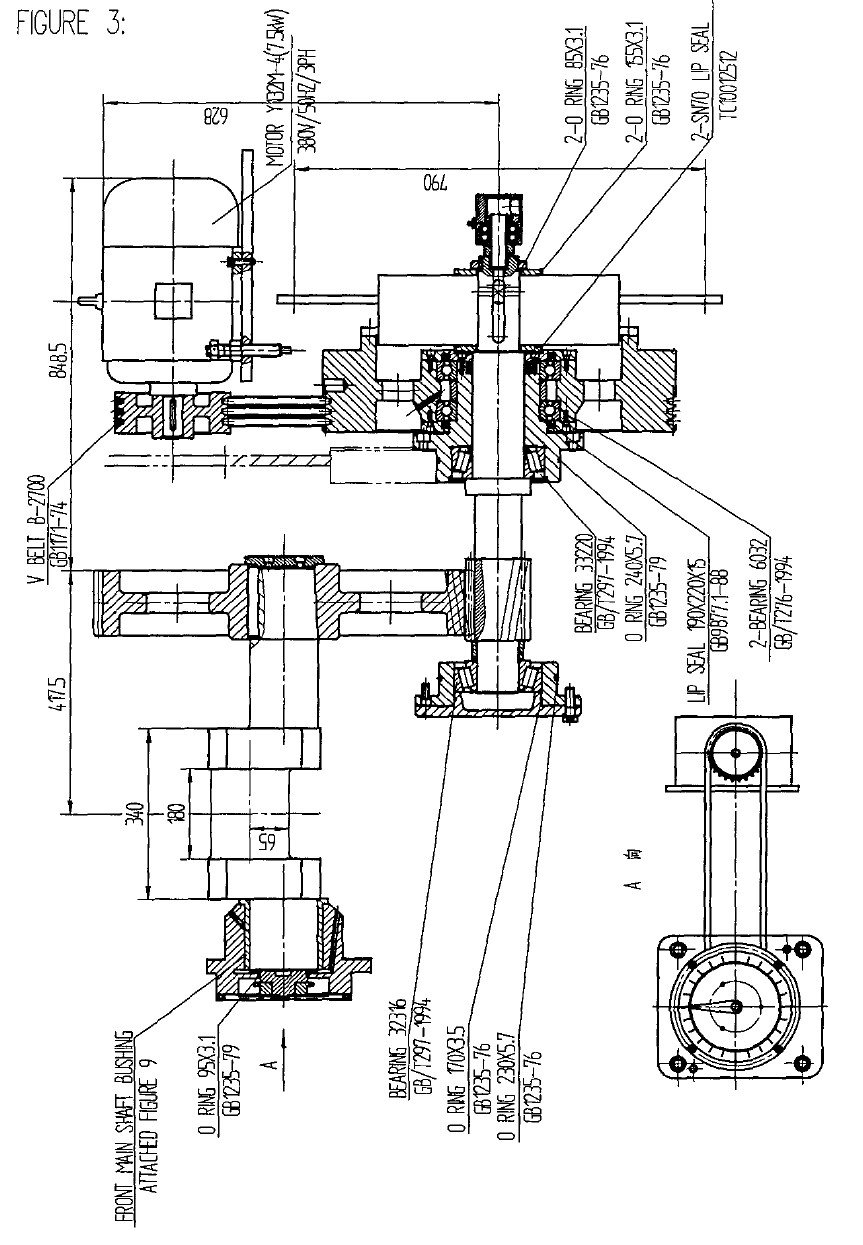
Antriebsteile (Abbildung 3)
Der Hauptmotor treibt das Schwungrad über einen Keilriemen an und speichert Energie im Schwungrad, die dann über eine Rutschkupplung und eine Bremse auf die Getriebewelle übertragen wird. Die Getriebewelle treibt das große Zahnrad im Ölbad an, das wiederum die Kurbelwelle antreibt, um den Schlitten auf und ab zu bewegen.
Um den Keilriemen einzustellen, lösen Sie zunächst die vier Kontermuttern und drehen Sie die vier Einstellschrauben gleichmäßig. Üben Sie eine Kraft von 2 kg auf die Mitte des Keilriemens aus, der sich auf 10 mm biegt, um die richtige Spannung zu erreichen. Ziehen Sie dann die vier Kontermuttern fest. Der neue Keilriemen stabilisiert sich nach einigen Tagen des Gebrauchs, aber es können weitere Einstellungen erforderlich sein. Der Keilriemen sollte an einem kühlen und trockenen Ort aufbewahrt werden und vor Licht und Öl geschützt sein.
Wenn Sie die Keilriemen austauschen, lösen Sie zuerst die Einstellschrauben, entfernen Sie die alten Riemen und bauen Sie die Kupplungshalterungen aus. Es ist wichtig, alle Riemen durch neue zu ersetzen. Die Verwendung neuer und alter Riemen verringert die Lebensdauer der Riemen aufgrund der unterschiedlichen Spannungen. Alte Riemen sollten nicht mit neuen Riemen gemischt werden, und es ist zu beachten, dass Riemen mit denselben Nennmaßen Längenunterschiede von mehreren Zentimetern aufweisen können. Riemen der gleichen Gruppe sollten die gleiche Länge haben.
Für den automatischen Betrieb kann der Benutzer die automatische Zuführung an den Ausgangswelle der Rahmenfläche (die Abtriebswelle ist eine Sonderbestellung und nicht in den normalen Produkten enthalten).
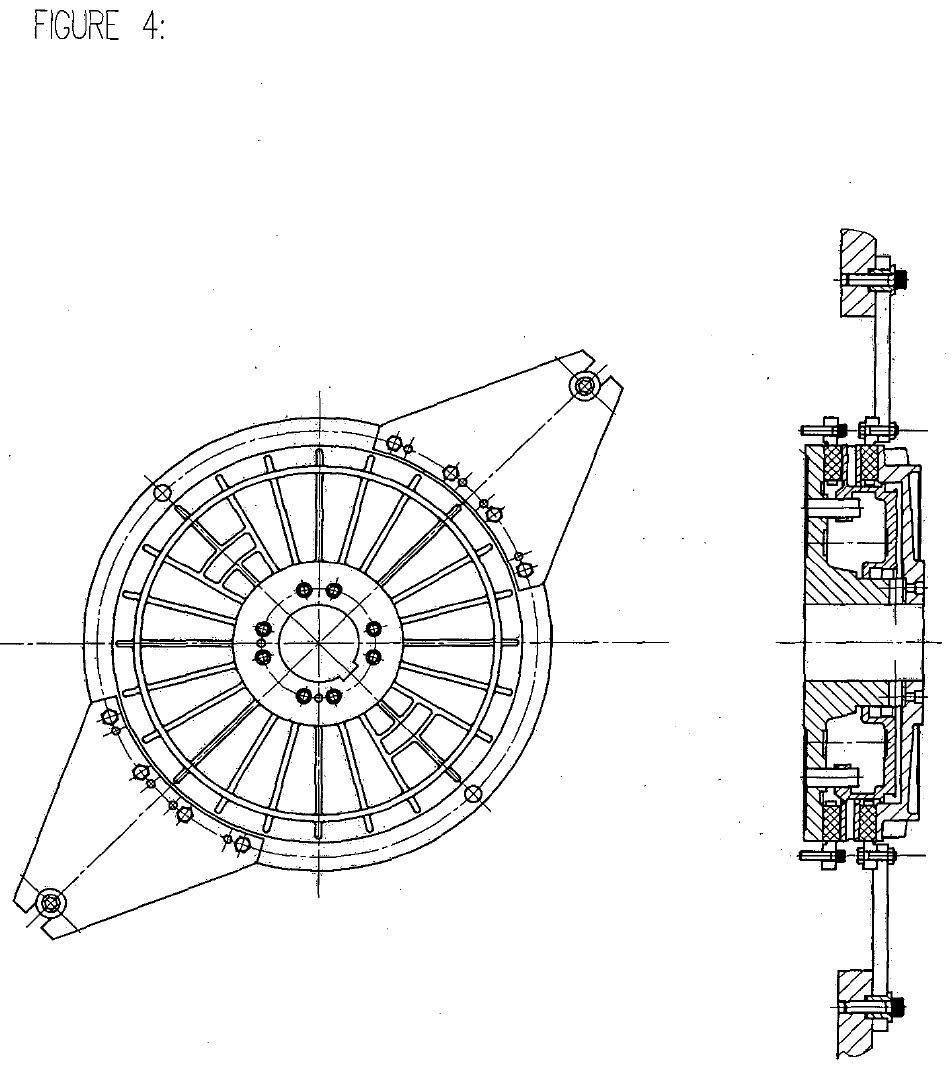
Kupplung und Bremse (Abbildung 4)
Diese Stanzpresse ist mit einer pneumatischen Reibungskupplung und Bremse ausgestattet, die sich im Inneren des Rahmens befindet. (Weitere Informationen finden Sie im Handbuch der Kupplung).
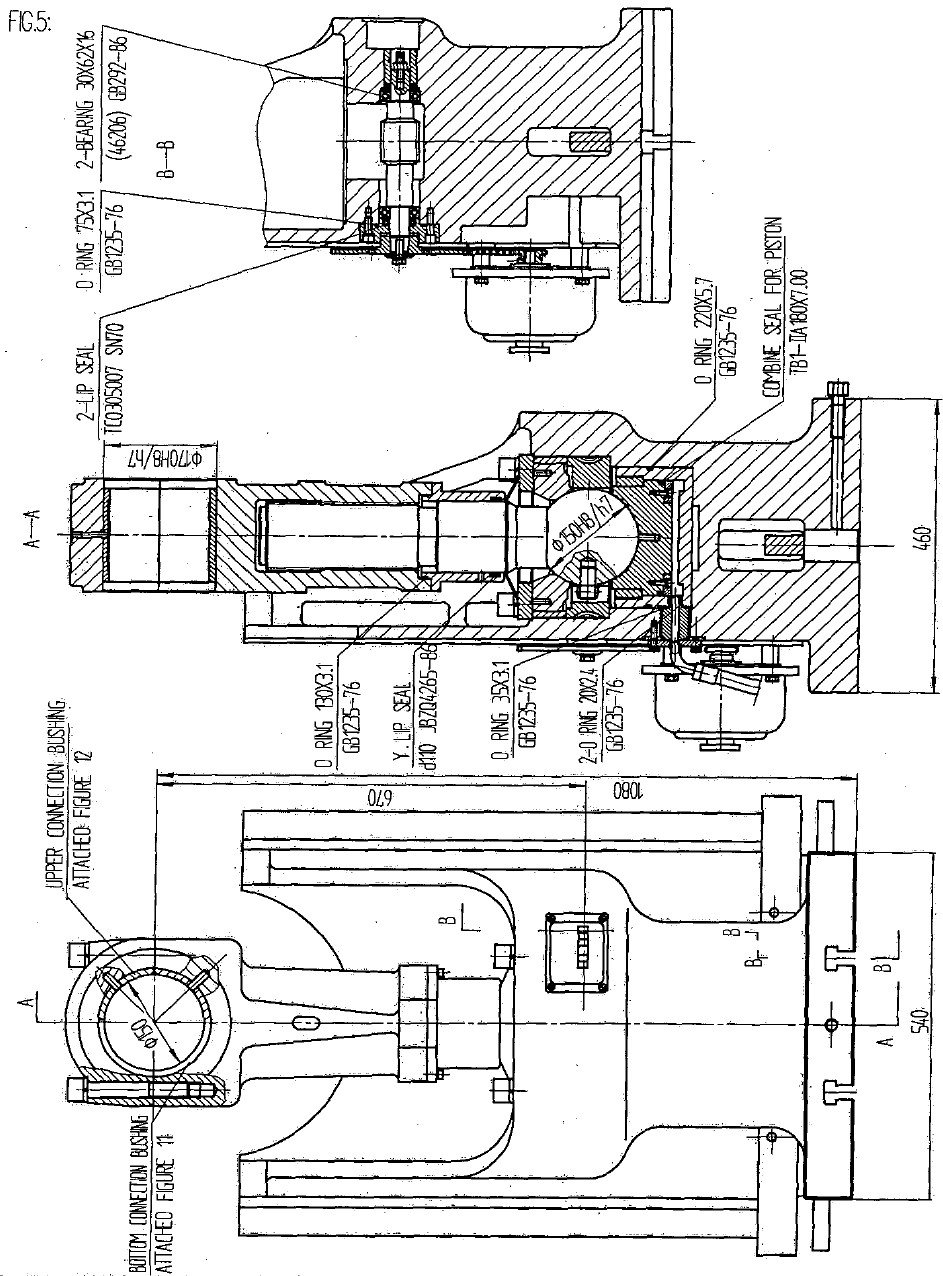
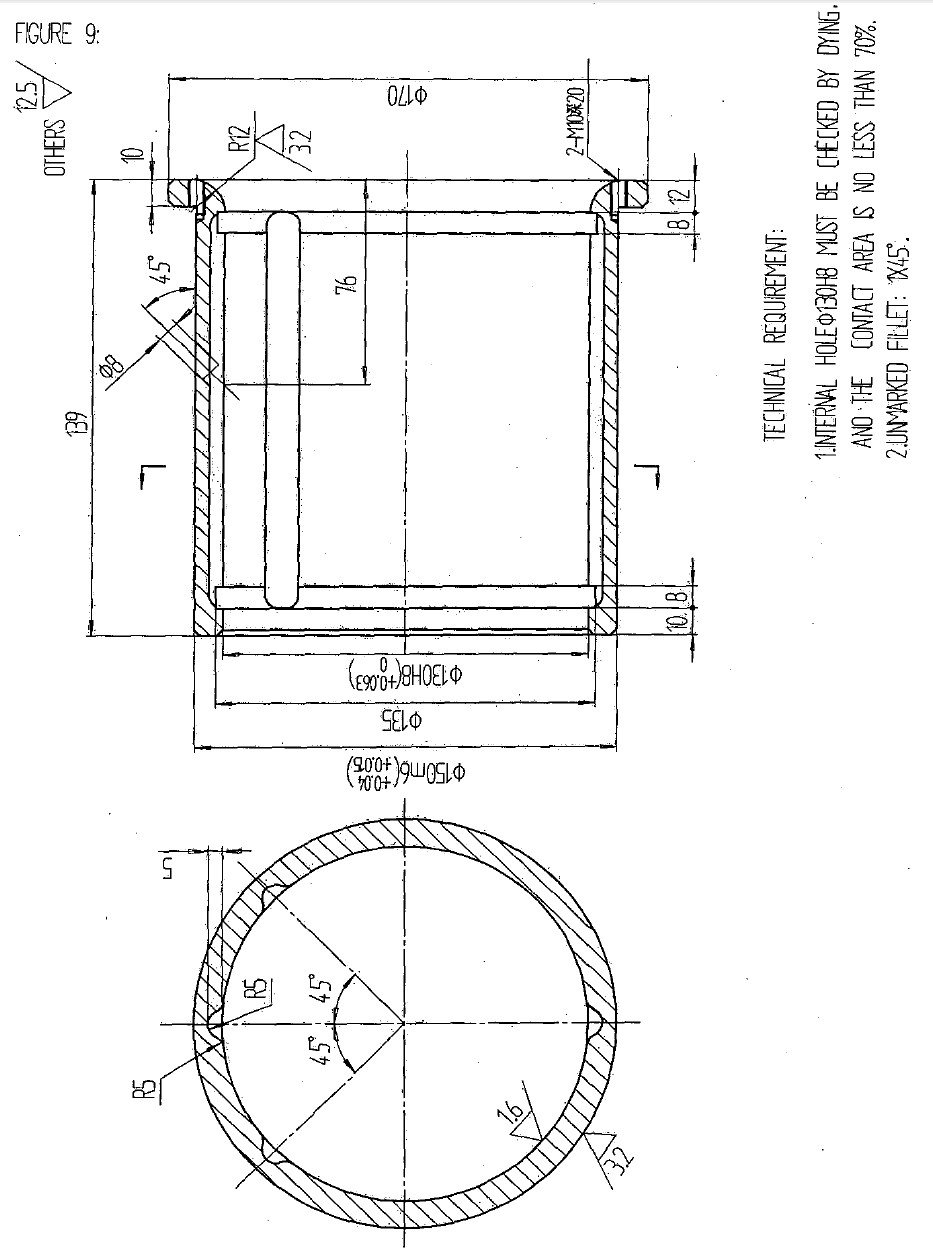
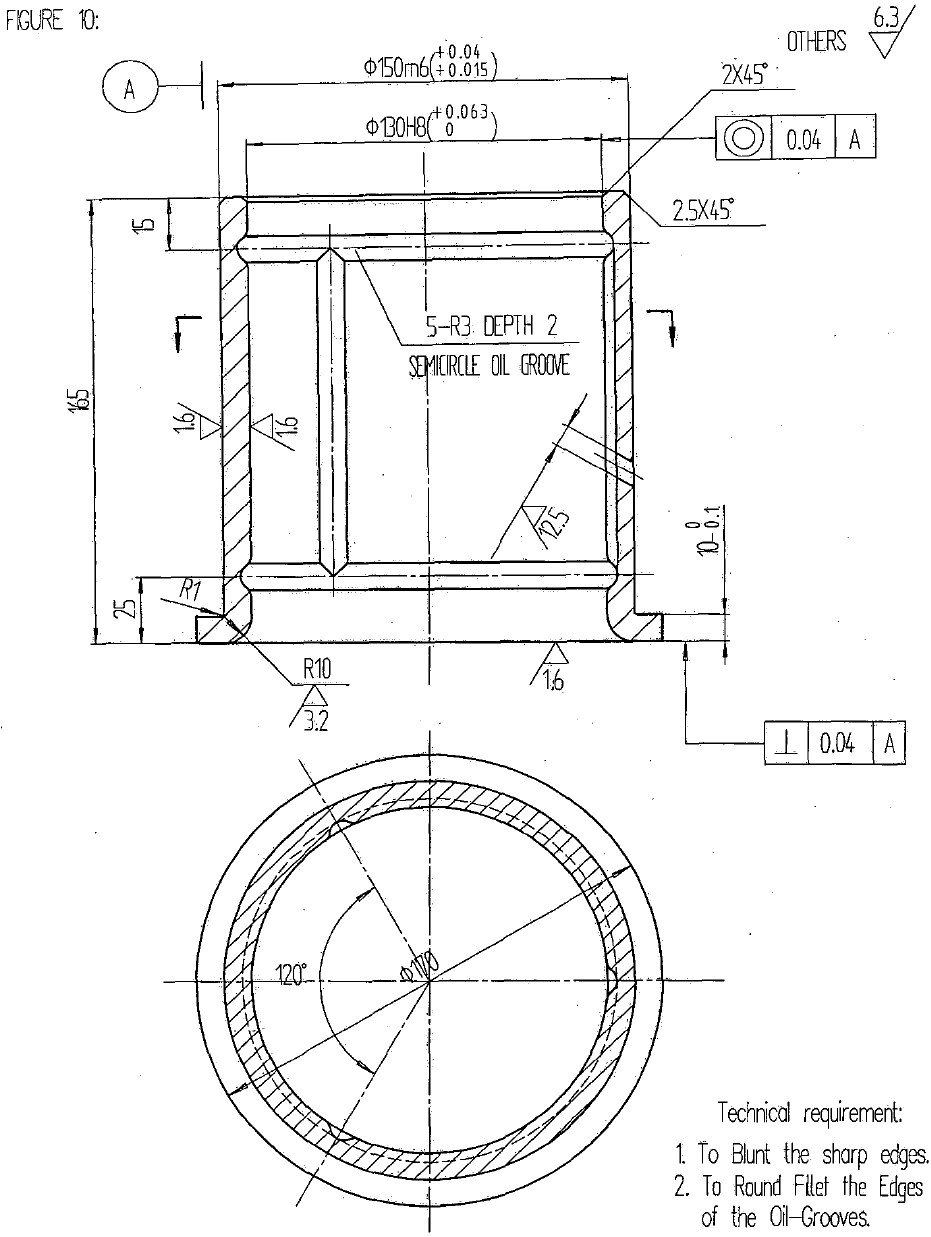
Dia (Abbildung 5)
Der Stößel ist ein kritischer Bestandteil der Presse und seine Präzision wirkt sich direkt auf die Präzision der Presse aus.
Diese JH21-Stanzpresse ist mit langen Sechskantleisten ausgestattet, die eine hohe Präzision und Stabilität gewährleisten.
Die Verbindungsstange und die Kugelkopfschraube sind Komponenten, die eine Drehbewegung in eine Hin- und Herbewegung umwandeln.
Das untere Ende der Kugelkopfschraube kommt mit dem Kugelsitz in Berührung, in dem sich die hydraulische Überlastsicherung befindet.
Im Falle einer Überlastung lässt die Schutzvorrichtung das Öl im hydraulischen Ziehkissen schnell ab, sendet ein elektrisches Signal aus und veranlasst den sofortigen Stopp der Presse, wodurch die Sicherheit des Ziehwerkzeugs und der Presse gewährleistet wird.
Sobald das Problem behoben ist und der Stößel in den oberen Totpunkt zurückkehrt, baut das hydraulische Ziehkissen den Druck automatisch wieder auf, so dass die Stanze wieder in Betrieb gehen kann.
Der Benutzer kann die Höhe der Matrize einstellen. Anweisungen dazu finden Sie in den entsprechenden elektrischen Teilen des Wartungshandbuchs.
In der Pleuelstange und im Deckel befinden sich Unterlegscheiben. Mit der Zeit kann sich das Spiel zwischen der Kurbelwelle und den Buchsen vergrößern.
Die Benutzer können Unterlegscheiben entfernen, um das Spiel zwischen der Kurbelwelle und den Buchsen einzustellen. (Normales Spiel: 0,08-0,13 mm)
4.1 Einstellung des Spiels zwischen Schlitten und Gibs
Der Abstand zwischen dem Schlitten und den Leisten muss angemessen sein, um einen reibungslosen und zuverlässigen Betrieb des Schlittens zu gewährleisten. Führen Sie bei Bedarf die nachstehenden Schritte aus, um ihn richtig einzustellen:
(1) Lösen Sie die Schrauben an den Leisten und die Stellschrauben auf der rechten Seite des Rahmens.
(2) Stellen Sie die linken Seitenleisten ein und ziehen Sie die Schraube fest.
(3) Stellen Sie die rechten Keilleisten ein und bestimmen Sie anhand des Spiels, ob Sie Unterlegscheiben hinzufügen oder entfernen müssen.
Ziehen Sie nach der Einstellung die vorderen Schrauben und die Stellschrauben auf der rechten Seite fest.
(4) Das Spiel zwischen dem Schlitten und den Leisten sollte 0,03 bis 0,05 mm betragen, aber der zulässige Gesamtwert für das Spiel der vorderen und hinteren Kontaktfläche sollte 0,04 bis 0,08 mm betragen.
In der Regel ist der Abstand zwischen dem oberen und dem unteren Ende größer. Die Messung ist genau, wenn die Tiefe des Dickenmessers über 30 mm beträgt.
Hinweis: Die 0,03-mm-Lehre sollte drin sein, die 0,05-mm-Lehre nicht.
(5) Prüfen Sie nach der Einstellung das Spiel der einzelnen Teile und stellen Sie es bei Bedarf erneut ein.
4.2 Ausklinkvorrichtung für Schieber
Die Durchschlagskraft beträgt 5% des Nenndrucks.
4.2.1 Struktur der Slide Knockout-Ausrüstung
(1) Es besteht aus der Knockout-Stange, dem Knockout-Sitz und der Knockout-Leiste.
(2) Die Schlagleiste befindet sich oberhalb der Mittellinie des Schlittens und kreuzt den Schlitten.
(3) Wenn sich der Schieber hebt, berührt die Ausstoßleiste die Ausstoßstange und wirft die gestanzten Teile aus.
4.2.2 Betrieb und Einstellung der Ausklinkvorrichtung für Schieber
(1) Lösen Sie die Befestigungsschraube der Ausbrechstange und bringen Sie die Ausbrechstange in die richtige Position. Beachten Sie, dass die Ausbrechstangen auf der linken und rechten Seite auf gleicher Höhe liegen sollten.
(2) Ziehen Sie nach der Einstellung die Befestigungsschrauben fest.
(3) Die Berührung des Querbalkens und des Schlittens kann bei der Verwendung der Schlagleiste Geräusche verursachen.
4.2.3 Hinweis
Achten Sie beim Wechseln der Matrize darauf, dass Sie die Ausschlagstange in die höchste Position bringen, bevor Sie die Höhe des Schlittens einstellen, um zu verhindern, dass Sie bei der Höheneinstellung der Matrize gegen die Ausschlagstange stoßen.
Stellen Sie die Position der Ausbrechstange so ein, dass das Material geschoben wird, wenn sich der Schieber nahe dem oberen Totpunkt bewegt.
Achten Sie jedoch darauf, dass die Ausbrechstange nicht den Boden des Ausbrechschlitzes berührt, um Unfälle zu vermeiden.
4.3 Zähler
Der Zähler, der in der elektrischen Schalttafel installiert ist, dient dazu, die kumulierte Anzahl der Anschläge zu verfolgen und anzuzeigen.
Der Zähler zählt jedes Mal 1, wenn sich der Schlitten auf und ab bewegt.
Wenn eine Rückstellung erforderlich ist, drücken Sie die Rückstelltaste.
Der Zähler kann zur Berechnung der Produktionsleistung verwendet werden.
4.3.1 Zählertafel
4.3.2 Arbeitsweise
(1) Wenn Sie den Schalter auf OFF stellen, funktioniert der Zähler nicht.
(2) Schalten Sie den Schalter auf ON und der Zähler funktioniert.
Anmerkung:
Beim Zurücksetzen des Zählers muss der Schlitten im oberen Totpunkt angehalten werden. Wenn der Zähler zurückgesetzt wird, während die Stanze noch in Betrieb ist, kann der Zähler beschädigt werden.
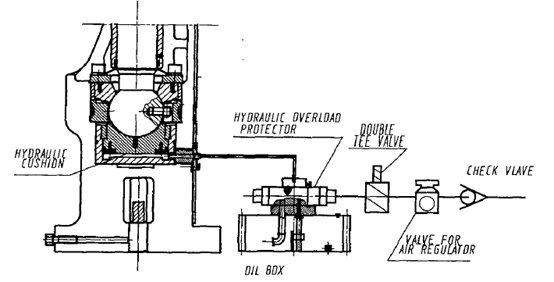
Hydraulischer Überlastungsschutz
Der hydraulische Überlastungsschutz kann den Öldruck des Ölhydraulikzylinders des Schlittens automatisch erkennen. Wenn der Druck nicht ausreicht, kann er schnell Druck zuführen, um den normalen Betrieb aufrechtzuerhalten. Im Falle einer Überlastung durch falsches Stanzen oder ungleichmäßige Blechdicke während des Prozesses kann die Schutzvorrichtung sofort entlasten, um das Zubehör und die Matrize vor Schäden zu schützen. Der hydraulische Überlastungsschutz besteht aus einem Druckzylinder, einem Überdruckventil und einem induktiven Schalter.
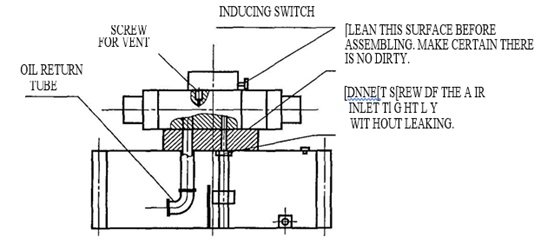
5.1 Vorbereitung vor dem Betrieb des hydraulischen Überlastungsschutzes
Prüfen Sie den Ölstand und stellen Sie sicher, dass genügend Öl in der Luftpumpe vorhanden ist. Wenn der Ölstand zu niedrig ist, lösen Sie die Schraube des Einfüllstutzens und fügen Sie antioxidatives, beizendes Hydrauliköl (ISO VG-32) oder ein anderes Hydrauliköl mit ähnlicher Leistung hinzu.
Vergewissern Sie sich, dass der Luftdruckmesser normal ist.
Wenn der Schieber im oberen Totpunkt stehen bleibt, drücken Sie den Rückstellknopf, und die Luftpumpe beginnt zu arbeiten. Nach etwa 1 Minute erreicht der Öldruck den angegebenen Wert und die Luftpumpe schaltet sich ab.
Wenn der Schlitten nicht im oberen Totpunkt anhält, gehen Sie bitte wie folgt vor:
① Stellen Sie die Betriebsart auf "INCH" Hub ein.
② Benutzen Sie den Betätigungsknopf, um den Schlitten bis zum Anschlag in den oberen Totpunkt zu bewegen. (Achten Sie aus Sicherheitsgründen auf die Arbeitshöhe der Matrize, falls diese installiert wurde)
Sobald der Schieber den oberen Totpunkt erreicht hat, drücken Sie den Reset-Knopf, und die Luftpumpe des Überlastungsschutzes beginnt zu arbeiten. Nach etwa 1 Minute erreicht der Druck den angegebenen Wert, die Luftpumpe stoppt automatisch und die Überlastungsanzeige erlischt.
④ Die Stanzmaschine kann nun im Einzel- oder Dauerbetrieb eingesetzt werden.
⑤ Die Vorbereitung für den Betrieb ist nun abgeschlossen.
(6) Luftabbau des Öldruckpolsters im hydraulischen Überlastungsschutz
Wenn sich Luft im Öldruckpolster befindet, kann die Funktion des hydraulischen Überlastungsschutzes nicht ordnungsgemäß funktionieren und die Luftpumpe läuft ununterbrochen.
Um die Luft zu beseitigen:
① Halten Sie den Schlitten im oberen Totpunkt an.
② Schalten Sie zur Sicherheit den Hauptmotor aus. Warten Sie, bis das Schwungrad vollständig zum Stillstand gekommen ist. Lösen Sie dann mit einem Sechskantschlüssel die Schraube der Ölablassöffnung an der hydraulischen Überlastsicherung, damit das Öl abfließen kann.
③ Wenn das Öl bruchstückhaft oder blasig ausfließt, deutet dies auf das Vorhandensein von Luft hin.
Sobald das Öl nicht mehr bruchartig oder blasenförmig ausfließt, ziehen Sie die Schraube der Ölablassöffnung fest. Prüfen Sie, ob an der Verbindung zwischen der Pumpe und der Endplatte des Ölkastens Gas austritt, und stellen Sie sicher, dass die Ölleitungen nicht undicht sind.
④ Die Luftreinigung ist abgeschlossen.
(7) Rückstellung des hydraulischen Überlastungsschutzes:
Wenn die Stanze überlastet wird, leuchtet die Überlastungsanzeige auf.
Führen Sie ihn gemäß Schritt (5) des Verfahrens aus.
5.2 Wartung des Überlastungsschutzes
(1) Prüfen Sie regelmäßig, ob das Verbindungsrohr zum Sicherheitsventil Gaslecks aufweist.
(2) Reinigen Sie den Ölfilter in regelmäßigen Abständen.
(3) Überprüfen Sie regelmäßig den festen Sitz der Schrauben der Verbindungsteile.
(4) Kontrollieren Sie regelmäßig den Ölstand in der Box.
(5) Überprüfen Sie regelmäßig die Funktion des elektromagnetischen Ventils.
5.3 Häufige Fehler und Fehlerbehebung bei hydraulischen Überlastungsschutzvorrichtungen
NEIN.
Misserfolgsstatus
Quelle des Scheiterns
Lösung
1
Die pneumatische Ölpumpe funktioniert nicht
1. Ausfall der Luftquelle
1. Beseitigung
2. Luftaustritt im Pneumatikschlauch
2. Ändern Sie
3. Ausfall eines elektromagnetischen Ventils
3. Beibehalten, überprüfen und verändern
2
Die pneumatische Ölpumpe arbeitet ununterbrochen für eine lange Zeit
1. Luft, die in das System eindringt
1. Abluft
2. Ölleckage im Verbindungssystem des Außenrohrs
2. Wartung
3. Anschluss des Sicherheitsschutzventils ist blockiert
3. Demontieren, prüfen und reinigen
3
Die pneumatische Ölpumpe funktioniert, baut aber keinen Druck auf
1. Dichtungsring der Kolbenstange der pneumatischen Ölpumpe ist beschädigt
1. Wechseln Sie den Dichtungsring
2. Hochdruck-Dichtring der pneumatischen Ölpumpe ist beschädigt
2. Wechseln Sie den Dichtungsring
4
Die pneumatische Ölpumpe arbeitet nicht nach der Luftbefüllung, sondern nach der Abluft aus dem Anschluss
1. Ventileinsatz der pneumatischen Ölpumpe ist blockiert
1. Reparatur
2. Der Ventileinsatz der pneumatischen Ölpumpe ist durch Fäkalien blockiert
2. Demontieren, prüfen und reinigen
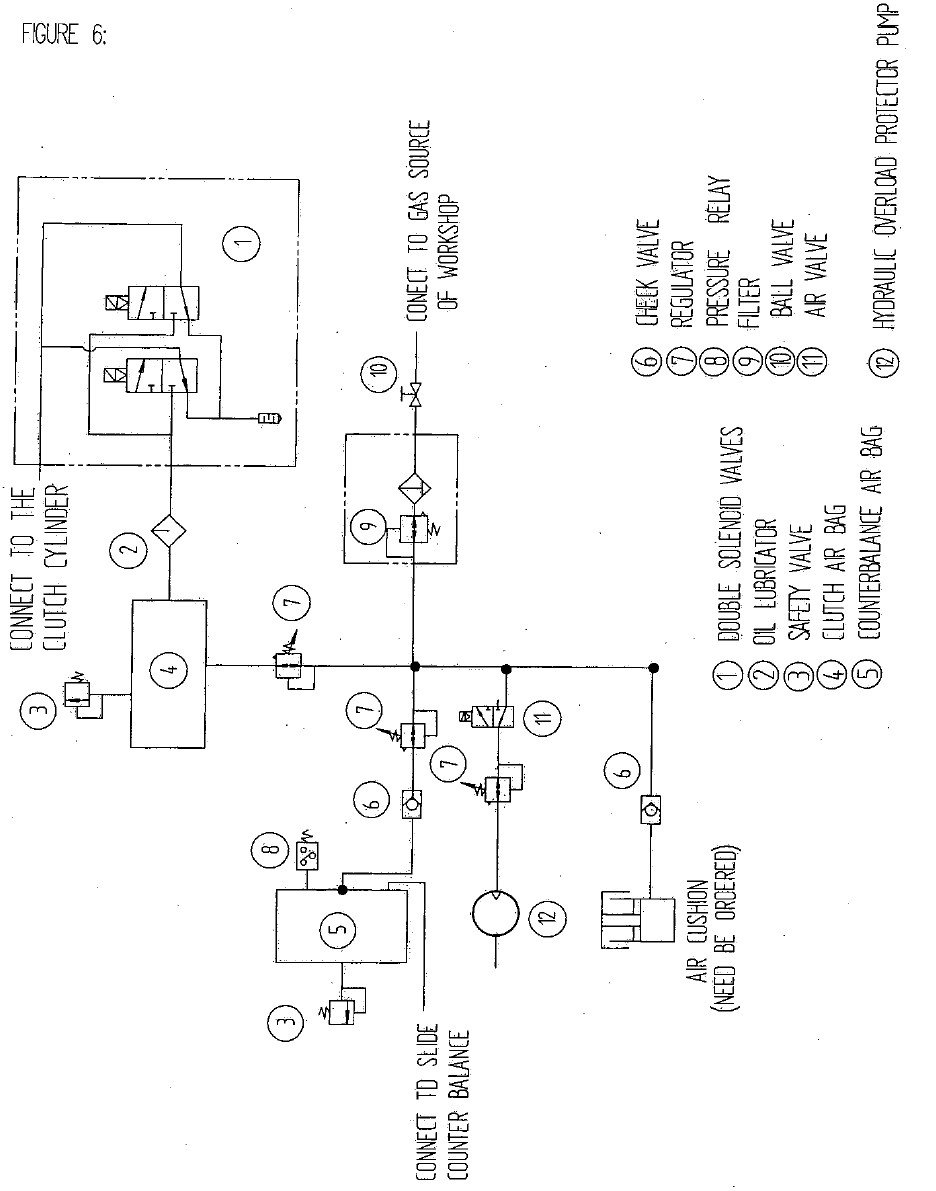
V. Pneumatisches System (Abbildung 6)
Das Magnetventil ist die wichtigste Ausführungskomponente und hat eine Selbstkontrollfunktion. Wenn ein Ventil nicht richtig funktioniert, lässt das andere Ventil Luft ab, so dass die Kupplung ausrastet und der Stößel anhält, wodurch die Sicherheit von Mensch und Presse gewährleistet wird. Der Druck der Luftquelle sollte zwischen 0,55 und 0,6 MPa liegen, und es ist wichtig, ihn auf den angegebenen Wert einzustellen. Der Schmierstoffgeber sollte einen bestimmten Ölstand aufweisen, und der Gasfilter und der Luftbehälter sollten regelmäßig von Wasser und Verunreinigungen befreit werden.
Luftverbrauch von Stanzpresse und Kompressor
JH21-80 Kupplungsluftverbrauch: 0,18 m3/min. Es wird empfohlen, einen Kompressor mit 0,3 m3/min für eine einzelne Presse zu wählen.
Hinweis:
(1) Beim Nachfüllen von Öl in den Öler muss der Luftdruck in der Rohrleitung abgelassen werden, um Unfälle zu vermeiden.
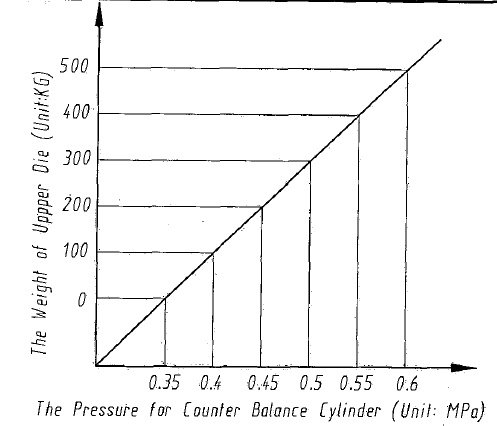
(2) Der Druck des Gegengewichtszylinders und das Gewicht des Oberstempels können gemäß der folgenden Abbildung eingestellt werden. Der maximal zulässige Arbeitsdruck des Gegengewichtszylinders beträgt 0,8 MPa.
(3) Das elektrische Relais ist mit dem Stromkreis verriegelt. Wenn der Druck zu niedrig ist, funktioniert der Stromkreis nicht. Das Druckrelais wurde vor der Auslieferung ab Werk eingestellt; es sollte nicht willkürlich eingestellt werden.
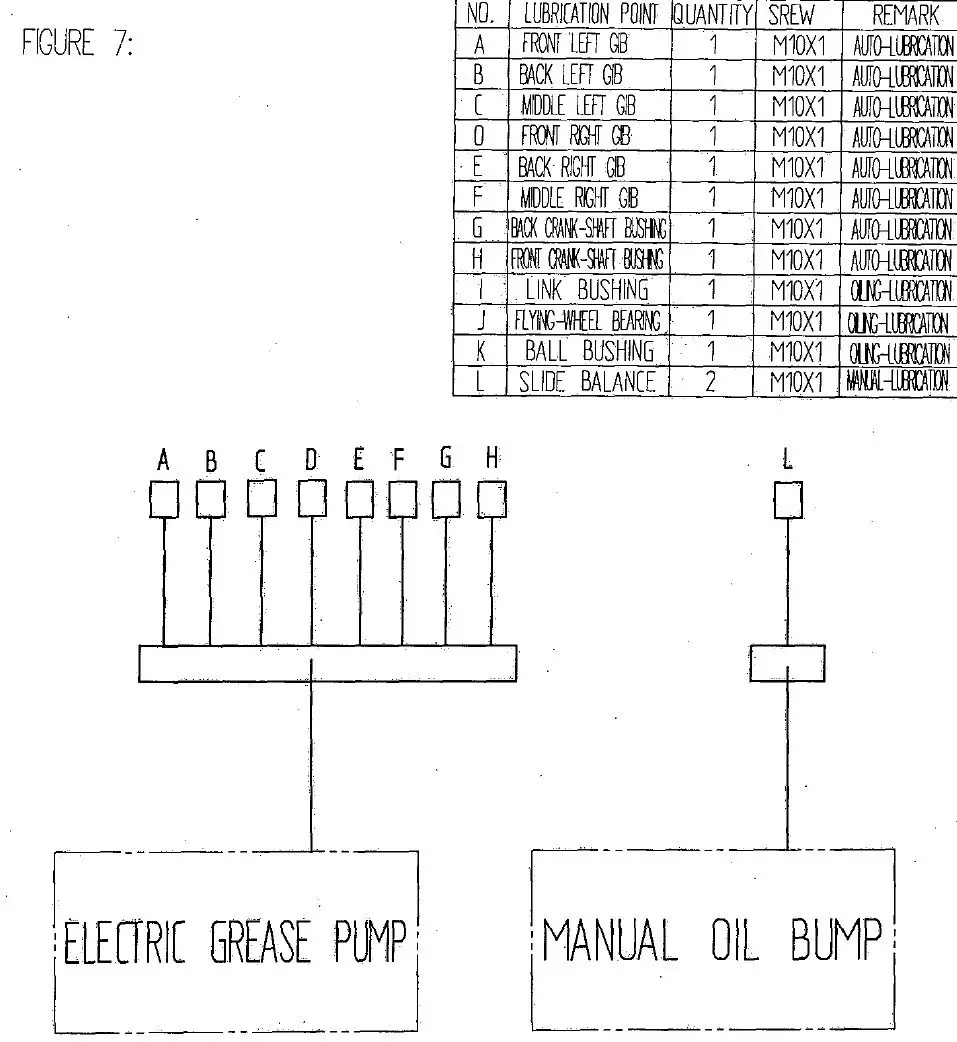
VI. Schmierung (Abbildung 7)
Schmierungssysteme
Die Stanzmaschine verfügt sowohl über ein intermittierendes automatisches Schmiersystem als auch über eine manuelle Ölschmierung. Das Öl wird über einen ölfördernden Verteiler an alle Schmierstellen verteilt. Bestimmte Komponenten wie das Schwungrad-Wälzlager, das Drehgelenk und das Luftkissen werden mit einer Ölpistole geschmiert.
Die Bedeutung der Schmierung
Die Schmierung ist für die Kurbelwellenpresse lebenswichtig, da sie:
Verringert den Verschleiß der Komponenten
Erhöht die Lebensdauer der Maschine
Sorgt für Präzision im Betrieb
Reduziert den Stromverbrauch
Geringere Wartungskosten
Alle Teile, die sich relativ zueinander bewegen, müssen geschmiert werden, mit Ausnahme der Reibflächen von Reibungskupplung und Bremse.
Überwachung der Schmierung
Beim Betrieb der Presse ist es von entscheidender Bedeutung, die Schmierwirkung zu überwachen, um Verstopfungen der Ölwege zu vermeiden und Überhitzung und Schäden an der Hauptbuchse, dem Pleuellager und den Stößeln zu verhindern. Die Temperatur sollte +70°C nicht überschreiten und nicht unter -35°C fallen. Wenn die Temperatur ansteigt, sollte die Stanzmaschine sofort angehalten werden. Außerdem sollte die Temperatur des Hauptmotors +60°C nicht überschreiten (gemessen an der Motorabdeckung).
Wartungsplan für die Schmierung
Getriebegehäuseöl:
Tauschen Sie das Schmieröl im Getriebegehäuse nach den ersten 3 Monaten (ca. 750 Betriebsstunden) aus.
Anschließend ist das Öl alle 6 Monate (ca. 1500 Betriebsstunden) zu wechseln.
Reinigen Sie das Getriebegehäuse alle 6 Monate.
Schwungradlager und Antriebswellenlager:
Diese Lager sind eingeschlossen und sollten vor der Montage mit Fett gefüllt werden.
Füllen Sie das Schmierfett (Lithiumfett 3#) alle 2 Monate nach.
Überprüfen Sie das Schmierfett alle 6 Monate.
Beim Einfüllen des Schmierfetts ist darauf zu achten, dass 60-70% des Raums zwischen Schwungrad und Lager gefüllt wird.
Gegengewichts-Zylinder:
Verwendet sowohl die Luftschmierung als auch die Öl-Handpistolenschmierung.
Geben Sie 100 ml 20#-Öl in die Kugelumlaufspindel und den Kugelsitz, bevor Sie den Test nach dem Einbau durchführen.
Füllen Sie den Öler mit 20#-Öl und überprüfen Sie ihn wöchentlich.
Schmierung während des Betriebs
Erstinbetriebnahme:
Schalten Sie den Hauptmotor ein und warten Sie 5 Minuten, bis die Schmiermittelpumpe ihre Arbeit aufgenommen hat, bevor Sie die Presse in Betrieb nehmen.
Leerlaufzeiten:
Wenn die Presse 24 Stunden lang stillgestanden hat, lassen Sie den Hauptmotor 10 Minuten lang laufen, bevor Sie mit der Produktion beginnen.
Schmierölreservoir
Prüfen Sie den Schmierölbehälter täglich und füllen Sie ihn bei Bedarf nach.
In der ersten Zeit der Installation wird mehr Öl benötigt, das umgehend nachgefüllt werden sollte.
Manuelle Schmierung
Stellen Sie sicher, dass der Strom abgeschaltet ist, wenn Sie manuell schmieren.
Austausch von Öl
Reinigen Sie beim Ölwechsel das Innere des Ölbehälters und der Schläuche gründlich.
Schmierungstabelle
Befolgen Sie die auf der Presse angegebenen Schmieranweisungen, um eine ordnungsgemäße Wartung und Bedienung zu gewährleisten.
NEIN.
Schmierstelle
Marke und Typ des Schmieröls
Modus Schmierung
1
Pleuelbuchse
00# Kalkfett
Kraftbetriebene Schmierung
2
Vordere Hauptbuchse
00# Kalkfett
Kraftbetriebene Schmierung
3
Rückseite Hauptbuchse
00# Kalkfett
Kraftbetriebene Schmierung
4
Gib (6 Punkte)
00# Kalkfett
Kraftbetriebene Schmierung
5
Anschlussgewinde
CKC150 Getriebeöl
Manuelle Ölpistolenschmierung
6
Kugelumlaufspindel
CKC150 Getriebeöl
Ölschmierung einfüllen
7
Getriebe
CKC150 Getriebeöl
Tauchschmierung
8
Balancer
HL150-Schmieröl
Manuelle Ölpumpe Schmierung
9
Manuelle Ölpumpe
HL150-Schmieröl
10
Schmiermittelpumpe
00# Kalkfett
Elektrische Schmierung
11
Luftkissen-Schmierstellen
2# Lithium-Schmierfett
Manuelle Ölpistolenschmierung
12
Schwungrad-Lager
2# Lithium-Schmierfett
Manuelle Ölpistolenschmierung
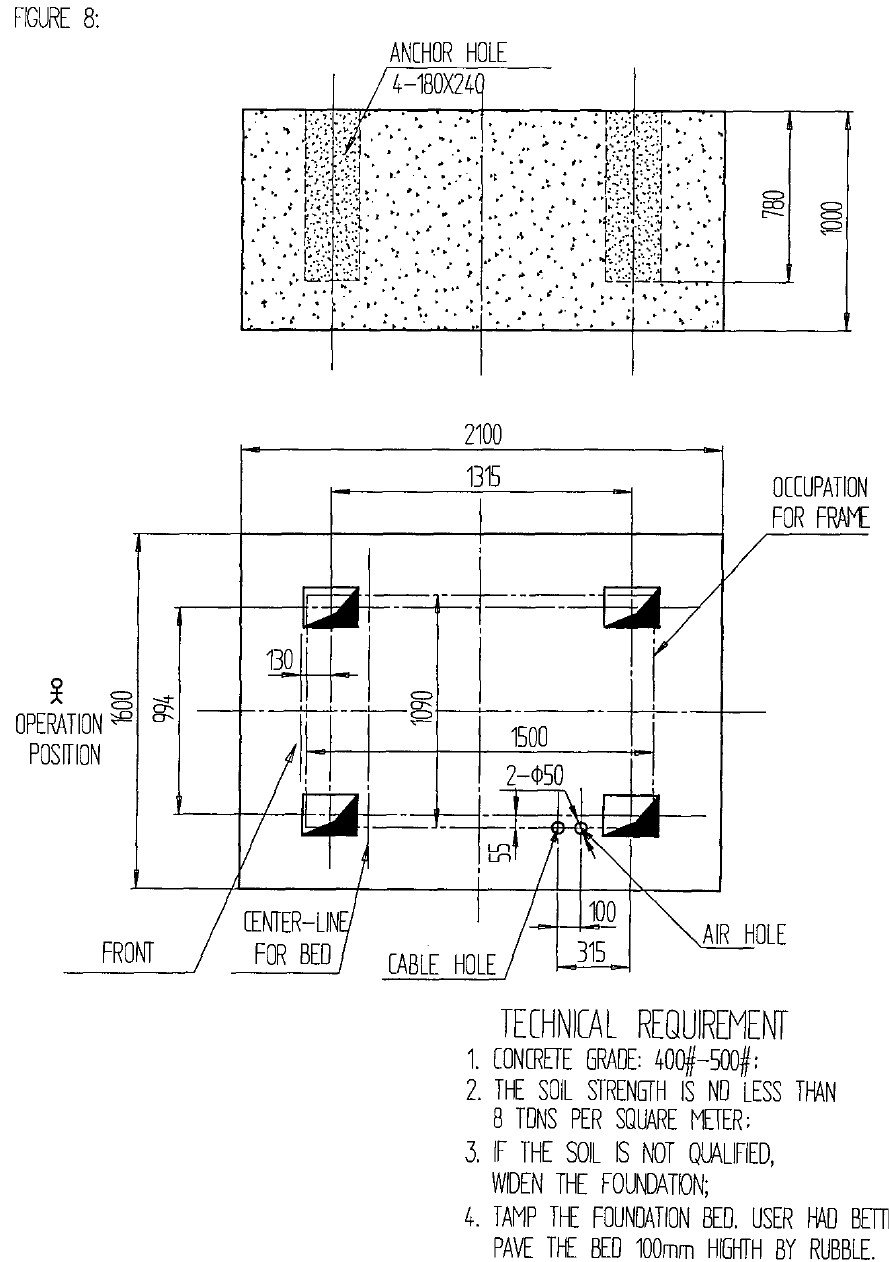
VII. Gründungsplan (Abbildung 8)
Vorbereitung vor dem Bau
Ausgrabung:
Graben Sie die Baustelle entsprechend den Vorgaben des Fundamentplans aus.
Bodenbewehrung:
Wenn der Boden weich ist, müssen Rammarbeiten zur Verstärkung durchgeführt werden. Stellen Sie sicher, dass der Bodendruck mindestens 8 t/m² beträgt.
Trümmerplatzierung:
Legen Sie Schutt auf den Boden der Ausgrabung in einer Höhe von 100 mm bis 200 mm, um eine stabile Basis zu schaffen.
Beton gießen:
Lassen Sie beim Gießen des Betons Löcher im Sockel frei, um Ankerbolzen und andere notwendige Installationen unterzubringen.
Vorbereitung und Einbau von Beton
Vorbereitung des Betons:
Bereiten Sie die Betonmischung entsprechend den Vorgaben des Fundamentplans vor.
Betonhärtung:
Lassen Sie den Beton nach dem Gießen gut trocknen und aushärten. Entfernen Sie nach dem Aushärten alle Holzschalungen oder -platten, die während des Gießens verwendet wurden.
Installation einer Stanzmaschine
Montage:
Installieren Sie die Stanzmaschine, indem Sie die Stanzmaschine, die Ankerbolzen und die horizontale Einstellplatte in der dafür vorgesehenen Grube zusammenbauen.
Horizontale Einstellung:
Stellen Sie die Stanzmaschine so ein, dass sie waagerecht ausgerichtet ist.
Ankerbolzen Grubenverfüllung:
Wenn die Stanzpresse richtig eingestellt ist, füllen Sie die Dübelgruben mit Beton.
Endgültige Aushärtung und Reparaturen:
Lassen Sie den Beton trocknen und aushärten. Führen Sie nach dem Aushärten alle erforderlichen Reparaturen durch, um sicherzustellen, dass das Fundament stabil und sicher ist.
Zusätzliche Überlegungen
Vorbereitung der Fußplatte:
Die Kunden sollten die Fußplatte rund um die Stanzmaschine mit geeigneten Materialien vorbereiten, um Stabilität und Sicherheit zu gewährleisten.
Stoßsicherung:
Wenn eine Stoßsicherung erforderlich ist, fügen Sie eine Schicht aus feinem Sandstein mit einer Breite von ca. 150 mm um das Fundament herum ein, um Vibrationen zu absorbieren und die Auswirkungen auf die umgebende Struktur zu verringern.
VIII. Einbau und Prüfung
Verstehen der Pressestruktur
Bevor Sie Anpassungen an der Presse vornehmen, müssen Sie deren Aufbau genau kennen. Dies gewährleistet eine ordnungsgemäße Handhabung und Einrichtung und minimiert das Risiko von Fehlern und Schäden.
Installation der Presse
Vorbereitung der Stiftung:
Bereiten Sie das Fundament gemäß dem Fundamentplan vor.
Wenn der Boden weich ist, muss er mit einer Eisenbewehrung verstärkt werden.
Erstplatzierung:
Sobald die Presse im Werk angekommen ist, stellen Sie sie für einige Tage an einen trockenen Ort.
Überprüfen Sie den Elektromotor und den Transformator, bevor Sie mit der Installation beginnen.
Reinigung:
Die Stanzmaschine ist während des Transports mit rostverhinderndem Öl beschichtet. Wischen Sie es vor der Installation ab.
Achten Sie besonders darauf, die Oberflächen der Keilleisten und Reibflächen vom Öl zu befreien.
Pegelmessung:
Messen Sie die Ebenheit der Presse mit einer Präzisionsrichtmaschine.
Befestigen Sie die Fundamentbolzen nur dann, wenn das Niveau dem geforderten Standard entspricht (0,3/1000 mm).
Vergewissern Sie sich vor der Messung der Nivellierung, dass die Nackenrolle befestigt ist.
Einbau der Nackenrolle:
Wenn der Benutzer die Platte selbst anbringt, muss er sicherstellen, dass die Schnittstelle zwischen der Platte und dem Arbeitstisch sauber und frei von Verunreinigungen wie Papier, Metallresten, Lehren, Unterlegscheiben und Schmutz ist.
Einbau des Motors
Inspektion und Reinigung:
Packen Sie die Verpackung aus und prüfen Sie, ob das Zubehör beschädigt ist.
Reinigen Sie den Motor, die Riemenscheibe, die Rille des Schwungrads und die Halterung. Achten Sie darauf, dass keine Flüssigkeiten auf den Elektromotor gelangen.
Reinigen Sie den Keilriemen mit einem Tuch und nicht mit einer Reinigungslösung.
Montage des Motors:
Montieren Sie den Motor in seiner Verbindungsposition, aber ziehen Sie die Schrauben nicht ganz fest.
Stützen Sie das Gewicht des Motors mit einer Schlinge ab, bevor Sie die Schrauben anziehen.
Ausrichtung:
Richten Sie die Bezugslinie der Riemenscheibenrille und der Schwungradrille aus.
Positionieren Sie den Motor richtig, um Schäden an der Riemenrille und am Motorlager zu vermeiden.
Ziehen Sie die Schrauben der Motorhalterung nach dem Ausrichten fest.
Gurtspannung:
Bringen Sie den Motor zum Schwungrad und stellen Sie sicher, dass der Keilriemen nicht zu stark gespannt ist, wenn er im Block liegt.
Die Riemenspannung sollte etwa 10 mm betragen, wenn man mit dem Daumen drückt.
Horizontale Einstellung
Bolster Levelness:
Vergewissern Sie sich vor der Messung, dass die Schrauben fest angezogen sind.
Reinigen Sie das Kissen und legen Sie eine Präzisionswasserwaage auf die Vorder-, Mittel- und Rückseite des Kissens.
Verwenden Sie Unterlegscheiben, um die Ebenheit des Rahmens zu regulieren.
Unterlegscheiben:
Achten Sie darauf, dass die Unterlegscheiben groß genug sind, um das Gewicht gleichmäßig auf die Schnittstelle zu verteilen.
Überprüfen Sie den Füllstand nach einem Monat und stellen Sie ihn gegebenenfalls neu ein.
Führen Sie alle sechs Monate Kontrollen durch, um die Leistung der Presse aufrechtzuerhalten.
Installation der Luftleitung
Verbindung:
Schließen Sie die Luftleitung auf der Rückseite der Presse an.
Stellen Sie sicher, dass der erforderliche Luftdruck 0,6 MPa beträgt.
Der Abstand zwischen der Luftquelle und der Presse sollte nicht mehr als 5 Meter betragen.
Der Durchmesser der Rohrleitung sollte nicht weniger als 1 Zoll betragen.
Reinigen Sie den Kanal vor dem Anschließen von Staub und Verunreinigungen.
Prüfung
Präzisionskontrolle:
Überprüfen Sie nach dem Einbau die Genauigkeit gemäß dem Zertifikat.
Passen Sie die Genauigkeit an, wenn dies aufgrund von Transportstößen und Vibrationen erforderlich ist.
Erste Reinigung:
Reinigen Sie Fett und Schmutz, insbesondere von den Oberflächen der Keilleisten und Reibungsflächen.
Betriebsverfahren:
Wählen Sie auf der Grundlage der Arbeitsanforderungen das geeignete Arbeitsverfahren aus.
Bereiten Sie die erforderlichen Werkzeuge vor.
Einbau der Matrize:
Bewegen Sie den Schlitten mit einem Zoll Hub allmählich in den unteren Totpunkt.
Achten Sie darauf, dass die Matrizen nicht zusammenstoßen, und stellen Sie die Höhe manuell ein.
Starten Sie den Einzel- oder Dauerhub nicht, bevor die Einstellungen abgeschlossen sind.
Einstellung der Knockout Bar:
Stellen Sie die Position der Auswerferleiste für den Teileauswurf nach dem Anhalten des Schlittenhubs ein (nahe dem oberen Totpunkt).
Achten Sie darauf, dass die Schlagleiste während der Bewegung nicht den Boden der Schlagleistennut berührt.
Endgültige Anpassungen:
Verwenden Sie den Zollstrich und gehen Sie Schritt für Schritt vor.
Führen Sie Einzel- und Dauerhübe nur dann aus, wenn die Presse durch nichts am ordnungsgemäßen Betrieb gehindert wird.
Luftdruck
Der Luftdruck der Stanzpresse sollte zwischen 0,55-0,60 MPa liegen.
Der maximale Druck des Sicherheitsventils sollte 1 MPa betragen.
IX. Vorbereitung der Operation
Laufende Vorbereitung
Schalten Sie den Hauptschaltkasten ein:
Schalten Sie den Luftschalter im Hauptschaltkasten auf die Position ON.
Stellen Sie sicher, dass die Stanzmaschine ordnungsgemäß funktioniert.
Sichern Sie den Hauptschaltkasten:
Schließen Sie die Tür des Hauptschaltkastens.
Warnung: Aus Sicherheitsgründen ist es verboten, die Tür des Hauptschaltkastens zu öffnen, während die Presse in Betrieb ist.
Vorbereitung der Operation
Einschalten:
Schalten Sie den Schalter auf dem Bedienfeld ein. Die Netzanzeige (AC110V Schleife) sollte aufleuchten.
Not-Aus-Prüfung:
Vergewissern Sie sich, dass die "Not-Aus"-Taste nicht gedrückt ist.
Druckkontrolle:
Wenn der Druck nicht innerhalb des normalen Bereichs liegt, schaltet sich die Anzeige aus, und die Stanzmaschine geht in den Not-Aus-Zustand über.
Korrigieren Sie den Luftdruck auf den richtigen Wert und betreiben Sie die Presse, bis die Anzeige aufleuchtet.
Start und Stopp des Hauptmotors
Starten des Hauptmotors:
Drücken Sie die Start-Taste:
Der Hauptmotor läuft an, und die Hauptmotoranzeige leuchtet auf.
Anmerkung: Der Hauptmotor läuft nur, wenn der Betriebsschalter in der Position "OFF" steht.
Anhalten des Hauptmotors:
Drücken Sie die Motorstopptaste:
Der Hauptmotor hört auf zu laufen, und die Anzeige erlischt.
Automatische Stopp-Szenarien:
Der Hauptmotor wird in den folgenden Fällen automatisch angehalten:
Durchgebrannte Schleifen-Sicherung:
Wenn die Schleifen-Sicherung im Hauptmotor durchbrennt.
Thermischer Relaisschutz:
Wenn sich das Thermorelais im Schutzmodus befindet.
X. Täglicher Checkup
Erstuntersuchung
Reinigen Sie die Nackenrolle: Vergewissern Sie sich, dass der Kropf sauber und frei von Gegenständen ist. Dies ist wichtig, um Störungen während des Betriebs zu vermeiden.
Antrieb des Schwungrads: Benutzen Sie die Sperrstange, um das Schwungrad manuell anzutreiben und prüfen Sie, ob es leichtgängig ist.
Spezifikationen des Stromkabels: Überprüfen Sie, ob die Spezifikationen des Stromkabels den Anforderungen der Maschine entsprechen, um einen sicheren und effizienten Betrieb zu gewährleisten.
Kontrolle nach Öffnen des Luftventils
Luftdruck: Der Luftdruck der Kupplung sollte innerhalb des angegebenen Bereichs von 0,55-0,6 MPa liegen. Dies gewährleistet ein einwandfreies Funktionieren des Kupplungsmechanismus.
Luftlecks: Stellen Sie sicher, dass keine Luftlecks im System vorhanden sind. Dazu gehört die Überprüfung des Kupplungszylinders und des Drehgelenks auf Anzeichen von Luftaustritt.
Prüfung nach dem Einschalten
Leistungsindikatoren: Schalten Sie den Schalter auf ON. Sowohl die Strom- als auch die Druckanzeige sollten aufleuchten, um zu bestätigen, dass das System eingeschaltet ist und unter Druck steht.
Auswahl des Modus: Stellen Sie den Betriebswahlschalter auf die Position "Zoll-Hub". Drücken Sie die "Zweihand"-Bedientaste und lassen Sie sie wieder los, um die Funktion des Magnetventils zu überprüfen. Stellen Sie sicher, dass die Luft abgelassen wird und sich die Kupplung ohne Beeinträchtigung bewegen lässt.
Kontrolle nach dem Start des Hauptmotors
Betrieb des Hauptmotors: Drücken Sie die Starttaste. Der Hauptmotor sollte laufen und die Anzeige sollte aufleuchten.
Drehung des Schwungrads: Überprüfen Sie, ob die Drehrichtung des Schwungrads mit der auf der Presse angegebenen Richtung übereinstimmt.
Schwungrad Drehzahl: Überprüfen Sie die Start- und Beschleunigungsgeschwindigkeit des Schwungrads. Das Geräusch des durchrutschenden Keilriemens sollte normal sein, was auf eine korrekte Spannung und Ausrichtung hinweist.
Laufende Überprüfung
Inch-Hub-Betrieb: Vergewissern Sie sich, dass die Presse im Inch-Hub-Modus reibungslos und ohne abnormale Geräusche oder Schwergängigkeit arbeitet. Halten Sie die Zweihandbedienungstaste während dieser Prüfung gedrückt.
Einzelhub und kontinuierlicher Hub:
Einzelhub: Die Presse sollte beim Betätigen des Bedienknopfes nicht kontinuierlich laufen. Die Anhalteposition sollte zwischen +5° und -10° des oberen Totpunkts liegen, wobei keine Abweichung zulässig ist.
Kontinuierlicher Schlaganfall: Die Bewegung sollte normal sein. Drücken Sie die Not-Aus-Taste, um sicherzustellen, dass die Kupplung trennt und die Not-Aus-Taste einrastet. Die Halteposition sollte ebenfalls zwischen +5° und -10° des oberen Totpunkts liegen. Das Drücken des Not-Aus-Knopfes sollte dazu führen, dass die Stanze sofort stoppt.
Kontrolle beim Einstellen des Schlittens
Schiebe-Einstellschalter: Stellen Sie den Schiebeschalter auf ON, um die Bedienung während der Einstellung zu verhindern.
Einstellung der Matrizenhöhe: Stellen Sie die Höhe der Matrize ein. Wenn der Stößel die obere und untere Grenze erreicht, stoppen Sie die Motorverstellung.
Indikator für die Matrizenhöhe: Prüfen Sie, ob die Anzeige der Matrizenhöhe mit dem tatsächlichen Wert übereinstimmt, um eine genaue Einstellung zu gewährleisten.
XI. Wartung und Sicherheit
Um den sicheren und effizienten Betrieb einer Stanzpresse zu gewährleisten, müssen die Wartungs- und Sicherheitsverfahren strikt eingehalten werden. Die folgenden Richtlinien sollten genauestens befolgt werden, um die Integrität der Ausrüstung und die Sicherheit der Bediener zu gewährleisten:
Operative Verfahren
Kupplung Engagement:
Schalten Sie die Kupplung erst ein, wenn der Motor gestartet ist und die volle Betriebsdrehzahl erreicht hat. Dies gewährleistet einen reibungslosen Betrieb und verhindert eine übermäßige Beanspruchung der mechanischen Komponenten.
Erdung der Ausrüstung:
Sorgen Sie stets für eine ordnungsgemäße Erdung des Geräts. Überprüfen Sie regelmäßig die Erdungsanschlüsse, um sicherzustellen, dass sie sicher sind und richtig funktionieren. Dies ist entscheidend, um elektrische Gefahren zu vermeiden.
Energieverwaltung:
Schalten Sie den Strom immer aus, wenn der Bediener die Presse verlässt. Dadurch wird ein versehentliches Einschalten verhindert und die Gefahr von Verletzungen oder Geräteschäden verringert.
Lastmanagement:
Stellen Sie sicher, dass die Arbeitslast der Presse innerhalb des angegebenen sicheren Bereichs liegt. Eine Überlastung der Presse kann zu mechanischem Versagen führen und stellt ein ernsthaftes Sicherheitsrisiko dar.
Sicherheitsvorrichtungen und Vorsichtsmaßnahmen
Montage der Sicherheitseinrichtung:
Betreiben Sie die Stanzpresse nicht, wenn die Sicherheitsvorrichtungen nicht ordnungsgemäß montiert sind. Sicherheitsvorrichtungen sind wichtig, um den Bediener vor Verletzungen zu schützen.
Materialhandhabung:
Es ist strengstens verboten, mehrere Blätter gleichzeitig zu stanzen. Dies kann zu Schäden an der Presse führen und die Qualität des Werkstücks beeinträchtigen.
Inspektion und Wartung
Unregelmäßiger Betrieb:
Wenn der Stößel frei fällt oder unregelmäßig und mit Geräuschen anschlägt, halten Sie die Stanzmaschine sofort an. Überprüfen Sie die Maschine, um eventuelle Probleme zu erkennen und zu beheben, bevor Sie den Betrieb wieder aufnehmen.
Inspektion von Luftleitungen:
Prüfen Sie die Luftleitung regelmäßig auf Undichtigkeiten. Wenn ein Leck entdeckt wird, reparieren Sie es, bevor Sie die Stanzpresse in Betrieb nehmen. Luftlecks können die Leistung pneumatischer Komponenten beeinträchtigen und zu Ineffizienzen im Betrieb führen.
Persönliche Sicherheitsmaßnahmen
Gehäuseplatzierung:
Halten Sie zur persönlichen Sicherheit niemals einen Körperteil in den gefährlichen Bereich der Matrize. Dieser Bereich ist sehr gefährlich und kann schwere Verletzungen verursachen.
Wartung in gefährlichen Bereichen:
Führen Sie keine Arbeiten oder Wartungsarbeiten im Gefahrenbereich durch, ohne geeignete Sicherheitsmaßnahmen zu treffen. Dazu gehören das Abschalten der Maschine und die Anwendung von Lockout/Tagout-Verfahren.
Optionale Sicherheitsmerkmale
Photoelektrischer Schutz:
Die Presse ist mit Anschlusspunkten für eine fotoelektrische Schutzvorrichtung ausgestattet, die ein optionales Sicherheitsmerkmal darstellt. Die Installation einer Lichtschranke kann die Sicherheit erhöhen, indem sie das Vorhandensein von Gegenständen oder Körperteilen im Gefahrenbereich erkennt und die Presse automatisch anhält.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, wie Sie ein erfolgreiches Metallprägeprojekt sicherstellen können? In diesem Blogbeitrag gehen wir auf die kritischen Faktoren ein, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können....
Stellen Sie sich vor, Ihre Hand wäre in den kräftigen Backen einer Maschine eingeklemmt - ein Albtraum für jeden Stanzmaschinenbediener. In diesem Artikel werden 12 wichtige Sicherheitsvorkehrungen für die Verwendung einer Stanzmaschine beschrieben...
Warum ist die Wahl des richtigen Stanzvorschubs für Ihren Fertigungsprozess so wichtig? In diesem Artikel befassen wir uns mit drei Haupttypen: Luftvorschub, Rollenvorschub und NC-Servovorschub. Sie werden lernen...
Haben Sie sich jemals gefragt, wie die moderne Fertigung eine solche Präzision und Effizienz erreicht? Hier kommt die hydraulische Eisenbearbeitungsmaschine ins Spiel - eine vielseitige Maschine, die mit Leichtigkeit Metall schneidet, stanzt, schert und biegt. In diesem Artikel erfahren Sie mehr über...
Stellen Sie sich vor, Sie könnten einfache Bleche mit Leichtigkeit und Effizienz in komplexe, präzise Komponenten verwandeln. Das ist die Magie einer Stanzmaschine. In diesem Artikel erfahren wir, wie diese Maschinen Energie sparen,...
Haben Sie sich jemals gefragt, warum Ihre CNC-Revolverstanzmaschine plötzlich nicht mehr effizient arbeitet? Die Wartung und Fehlersuche bei diesen Maschinen kann eine ziemliche Herausforderung sein. In diesem Artikel gehen wir auf die...
Sind Sie neugierig auf CNC-Revolverstanzmaschinen? In diesem Blogbeitrag tauchen wir in die faszinierende Welt dieser vielseitigen Maschinen ein. Als erfahrener Maschinenbauingenieur erkläre ich Ihnen, wie CNC-Revolverpressen...
Haben Sie sich jemals gefragt, wie Präzisionsteile hergestellt werden? Das Feinschneiden ist eine bahnbrechende Technologie, mit der hochwertige Komponenten mit unvergleichlicher Genauigkeit und Geschwindigkeit hergestellt werden. In diesem Blogbeitrag tauchen wir...
Haben Sie schon einmal darüber nachgedacht, wie wichtig die richtige Wartung Ihrer mechanischen Stanzpresse ist? In diesem Blogbeitrag gehen wir auf die wichtigsten Aspekte der Wartung dieser leistungsstarken Maschinen ein und geben Einblicke...














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}