Kalibrierung eines Abkantpressen-Hinteranschlags: Schritt-für-Schritt-Anleitung
Haben Sie sich schon einmal gefragt, wie Sie bei der Metallbearbeitung ein präzises Biegen sicherstellen können? Die exakte Kalibrierung des Hinteranschlags der Abkantpresse ist von entscheidender Bedeutung. In diesem Artikel finden Sie eine detaillierte Schritt-für-Schritt-Anleitung zum Prüfen und Einstellen der vertikalen und horizontalen Ausrichtung der Hinteranschlagstange sowie zum Kalibrieren der Hinteranschlagfinger. Beherrschen Sie diese Verfahren, um die Genauigkeit Ihrer Ausrüstung zu erhalten und die Effizienz Ihrer Werkstatt zu verbessern. Lernen Sie die wichtigsten Kalibrierverfahren kennen, die Ihnen Zeit sparen und kostspielige Fehler vermeiden helfen.
Wenn die Abkantpresse mit einem Hinteranschlag ausgestattet ist, muss dieser mechanisch auf die Mitte des Stempels und der Matrize kalibriert werden.
Abkantpresse Hinteranschlag
Der Hinteranschlag ist bei der Auslieferung vollständig kalibriert. Eine nachträgliche Kalibrierung ist nur in dem unwahrscheinlichen Fall erforderlich, dass die Finger oder die Anschlagleiste aus ihrer Position gedrängt werden.
Zusätzlich zur mechanischen Kalibrierung muss der Hinteranschlag mit der ETS-Software kalibriert werden, bevor ein Programm ausgeführt wird.
I. Überprüfung der Ausrichtung der Rücklaufsperrenstange
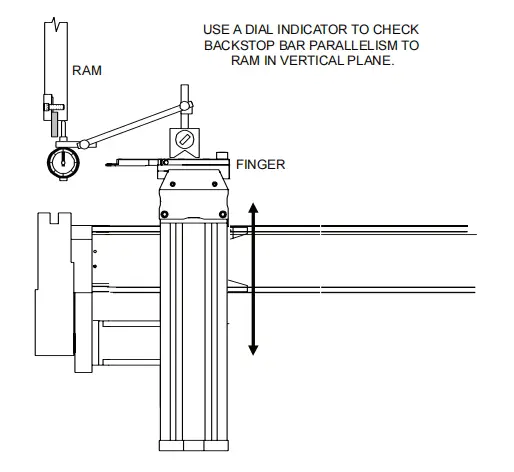
1. Vertikale Ebene
Überprüfung der Ausrichtung der Rücklaufsperre in der vertikalen Ebene
Mit dem folgenden Verfahren kann die Parallelität der Rücklaufsperre in Bezug auf den Stößel in der vertikalen Ebene geprüft werden:
1. Befestigen Sie eine Messuhr mit Magnetfuß an einem der Hinteranschlagfinger. 2. Bringen Sie die X- und R-Achse in eine Position, in der die Messuhr die Unterseite des Stößels vom Finger aus erfassen kann. 3. Bewegen Sie den Finger zu einem Ende der Rücklaufsperrenstange und stellen Sie die Skala auf Null. 4. Bewegen Sie den Finger zum anderen Ende des Messstabs und beobachten Sie die Messuhr. Sie sollte auf Null stehen bleiben. 5. Eine gewisse Überhöhung ist zulässig, aber die Messuhr sollte an beiden Enden Null anzeigen. Falls erforderlich, kalibrieren Sie die Rücklaufsperre, indem Sie das im folgenden Abschnitt beschriebene Verfahren durchführen.
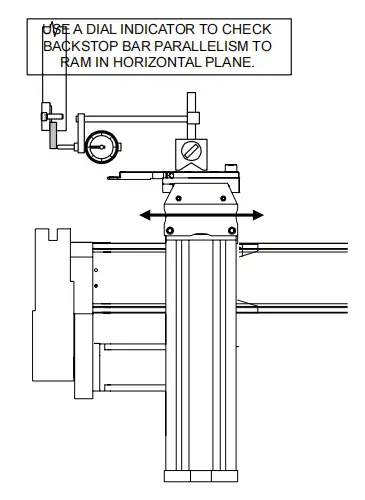
2. Horizontale Ebene
Überprüfung der Ausrichtung der Rücklaufsperre in der horizontalen Ebene
Mit dem folgenden Verfahren kann die Parallelität der Rücklaufsperrenstange in Bezug auf den Stößel in der horizontalen Ebene geprüft werden:
1. Befestigen Sie eine Messuhr mit Magnetfuß an einem der Hinteranschlagfinger. 2. Bringen Sie die X- und R-Achse in eine Position, in der die Messuhr die Rückseite des Stößels vom Finger aus erfassen kann. 3. Bewegen Sie den Finger zu einem Ende der Rücklaufsperrenstange und stellen Sie die Skala auf Null. 4. Bewegen Sie den Finger zum anderen Ende des Messstabs und beobachten Sie die Messuhr. Sie sollte auf Null stehen bleiben. 5. Falls erforderlich, kalibrieren Sie die Rücklaufsperre, indem Sie das im folgenden Abschnitt beschriebene Verfahren durchführen.
II. Hinteranschlag Kalibrierung Messleisten
Zwei Kalibrierungsmessleisten werden mit dem Hinteranschlag geliefert.
Kalibrierungsmessstäbe sind präzisionsgefertigte Stahlblöcke mit einer Toleranz von 04,000″+,001″ von der "V"-Kerbe bis zum abgeschrägten Ende.
Jede Kalibrierleiste ist gummiert, um Beschädigungen zu vermeiden, wenn beim Einsetzen des Stempels in die "V"-Kerbe der Kalibrierleiste zu viel Kraft aufgewendet wird.
HINWEIS
Bevor Sie eines der folgenden Verfahren zur mechanischen Kalibrierung des Rückanschlags einleiten:
Der Bediener muss mit den folgenden Punkten vertraut sein Abkantpresse Kontrollen und Programmausführung
Der Stempel und die Matrize müssen gemäß den im folgenden Abschnitt beschriebenen Verfahren installiert und zentriert worden sein.
III. Finger-Kalibrierung
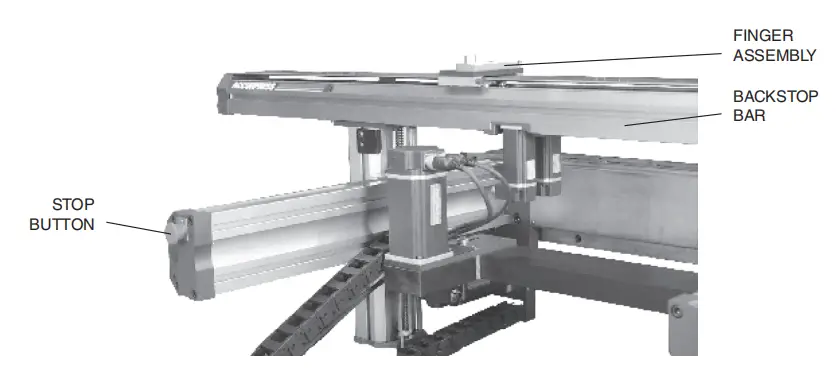
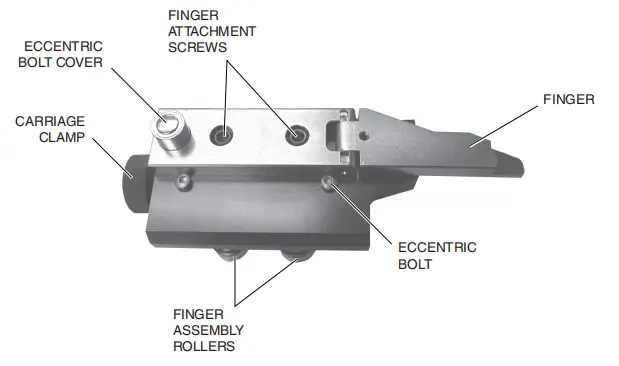
Premium Hinteranschlag Finger Montage
Die Finger des Hinteranschlags sollten immer dann kalibriert werden, wenn sie nicht mehr parallel zum Werkzeug ausgerichtet sind.
Wenn die Rücklaufsperre aus ihrer Position geschlagen wird, müssen sowohl die Rücklaufsperre als auch die Finger kalibriert werden. Es hat sich bewährt, die Finger bei jedem Werkzeugwechsel neu zu kalibrieren.
Auf diese Weise wird sichergestellt, dass beide Finger den gleichen Abstand zur Rücklaufsperre haben:
1. Stellen Sie den Betriebsmodus auf JOG und den Steuermodus auf HAND.
2. Führen Sie entweder "Kalibrierung des Hinteranschlags" aus dem Hauptmenü aus oder programmieren Sie den Hinteranschlag und bringen Sie ihn dann in die Kalibrierungsposition X=04.000″.
3. Legen Sie zwei Kalibrierungsanschlagstangen quer über die Matrizenöffnung, einige Zentimeter voneinander entfernt und nahe der Mitte der Stempellänge. Jede Stange muss so platziert werden, dass die Gummibasis auf der Matrize liegt und das abgeschrägte Ende zum Hinteranschlag zeigt.
4. Bewegen Sie mit den Handballen-Tasten die Pressenstößel nach unten, bis der Stempel in jeder Kalibrierungsleiste sitzt "V"-Kerbe, wobei nur so viel Kraft aufgewendet werden darf, dass die Gummiunterlage leicht verformt wird. Prüfen Sie, ob die Kalibrierungsmessleiste sicher geklemmt ist, indem Sie versuchen, sie von Hand zu bewegen.
5. Stellen Sie den Schlitten vertikal ein, bis sich die Finger auf gleicher Höhe mit den Kalibrierungsmessleisten befinden. Die mechanische Einstellung des Hinteranschlags erfolgt hinter dem Abkantpresse. Aus Sicherheitsgründen muss daher die STOPP-Taste des Hinteranschlags gedrückt und in ihrer verriegelten Position gehalten werden, bevor im Bereich des Hinteranschlags gearbeitet wird.
Bei Maschinen mit einem Manual-R-System verwenden Sie das Handrad des Hinteranschlagwagens.
Bei Maschinen mit einem Power-R-System programmieren Sie die richtige Position.
6. Schieben Sie einen Hinteranschlagfinger an das Ende einer Kalibrierungsmessleiste. Bei einem Manual-Z-System lösen Sie die Schlittenklemme und verschieben den Finger. Bei einem Power-Z-System programmieren Sie die richtige Position.
Stellen Sie den Finger auf die Kalibrierungsposition ein:
Lösen Sie mit einem 5/16″-Inbusschlüssel die beiden Zylinderschrauben, mit denen der Finger am Fingerblock befestigt ist.
Hebeln Sie die Stahlkappe von der Nabe ab, die den Exzenterbolzen auf der Rückseite des Fingers umschließt.
Drehen Sie die Exzenterschraube mit einem 7/16″-Sechskantschlüssel, um den Finger fest gegen den Kalibrierblock zu drücken. Halten Sie den Finger mit leichtem Handdruck parallel zur Kante des Fingerblocks.
7. Bringen Sie den zweiten Hinteranschlagfinger an das Ende der zweiten Kalibrierungsmessleiste und stellen Sie ihn wie in Schritt 6 beschrieben ein.
8. Stellen Sie jeden Finger so ein, dass der Anpressdruck zwischen dem Finger und den Messschienen für beide Finger gleich groß ist.
9. Wenn die Einstellung abgeschlossen ist, bringen Sie die Kappe des Exzenterbolzens wieder an und ziehen Sie die beiden Schrauben wieder fest.
10. Entfernen Sie die Kalibrierungsanschlagstangen und aktivieren Sie den Hinteranschlag wieder, indem Sie den Anschlagknopf für den Hinteranschlag um eine Vierteldrehung im Uhrzeigersinn drehen.
IV. Kalibrierung der Rücklaufsperrenleiste
1. Vertikale Ebene
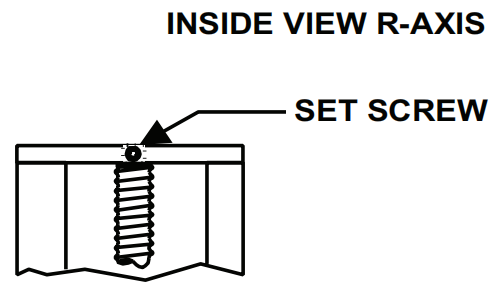
Um die Rücklaufsperre in der vertikalen Ebene einzustellen, lösen Sie zunächst die Stellschraube an der oberen Platte der R-Achse.
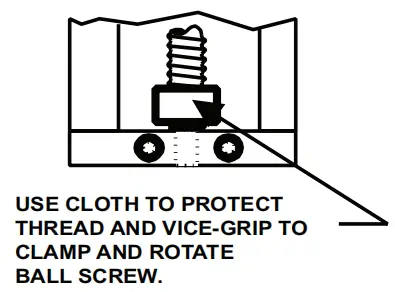
Legen Sie ein kleines Tuch um den untersten Punkt der Kugelumlaufspindel und ziehen Sie eine Schraubstockzange über das Tuch, wobei Sie darauf achten müssen, dass Sie die Kugelumlaufspindel nicht greifen oder beschädigen.
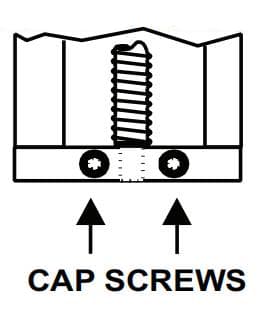
Lösen Sie die Zylinderschrauben an der Bodenplatte der R-Achse und drehen Sie die Kugelumlaufspindel, um die Höhe einzustellen.
Wenn die Einstellung abgeschlossen ist, ziehen Sie die Stellschraube und die Zylinderschrauben fest. Entfernen Sie den Schraubstock. Zange und Lappen.
Rücklaufsperre Bar R-Achse Einstellung
Um die Höhe der R-Achse einzustellen, lösen Sie die Stellschraube an der Oberseite der Platte).
Legen Sie ein kleines Tuch um den untersten Punkt der Kugelumlaufspindel und ziehen Sie eine Schraubstockzange über das Tuch, gerade fest genug, um die Kugelumlaufspindel zu greifen.
Lösen Sie die Kopfschrauben (Bodenplatte)und drehen Sie die Kugelumlaufspindel, um die Höhe einzustellen.
Wenn die Einstellung abgeschlossen ist, ziehen Sie die Stellschraube und die Zylinderschrauben fest.
Entfernen Sie die Kneifzange und das Tuch.
2. Horizontale Ebene
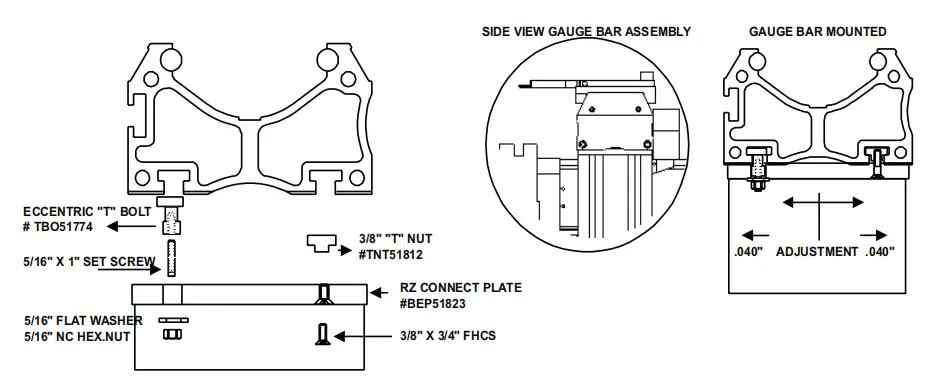
Um die Rücklaufsperre in der horizontalen Ebene einzustellen, lösen Sie die T-Muttern und drehen Sie die T-Bolzen, bis eine Parallelität mit dem Zylinder erreicht ist.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Achtung an alle Metallbearbeitungsfans! Sind Sie es leid, die richtige Tonnage für Ihre Abkantpresse zu erraten? Dann suchen Sie nicht weiter! In diesem Blogbeitrag tauchen wir ein in die Welt der Abkantpressen...
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Haben Sie sich jemals gefragt, woher der Begriff "Abkantpresse" stammt? In diesem fesselnden Blogbeitrag begeben wir uns auf eine faszinierende Reise durch die Geschichte, um die Gründe für die...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Die ordnungsgemäße Reparatur des Hydraulikzylinders einer Abkantpresse ist entscheidend für die Aufrechterhaltung der Maschinenleistung und Sicherheit. Der Hydraulikzylinder besteht normalerweise aus einem Kolben, einer Hülse, einer Kolbenstange und einer Schraube....
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie...