Abkantpresse FAQs: Erhalten Sie Ihre ultimativen Antworten
Haben Sie sich schon einmal gefragt, wie in der Metallverarbeitung Präzisionsbiegungen erreicht werden? Dieser Artikel lüftet die Geheimnisse der Einstellung von Abkantpressen, von der Feinabstimmung der Winkel bis zur Kompensation der Durchbiegung. Tauchen Sie ein und lernen Sie die wesentlichen Techniken kennen, die Genauigkeit und Effizienz bei jeder Biegung gewährleisten.
Bei der Einstellung der Biegegröße wird der Abstand zwischen den Anschlagfingern der Abkantpresse eingestellt.
Grob- und Feineinstellungen werden mit der Taste unten rechts an der Abkantpresse vorgenommen.
Zum Einstellen des Biegewinkels oder der Tiefe der Biegung (z. B. V-Öffnung) verwenden Sie den Läufer auf der rechten Seite des Winkels, mit einer Schnitttiefe von S≤100.
Anweisungen zur Verwendung des Abkantpresse Maschine:
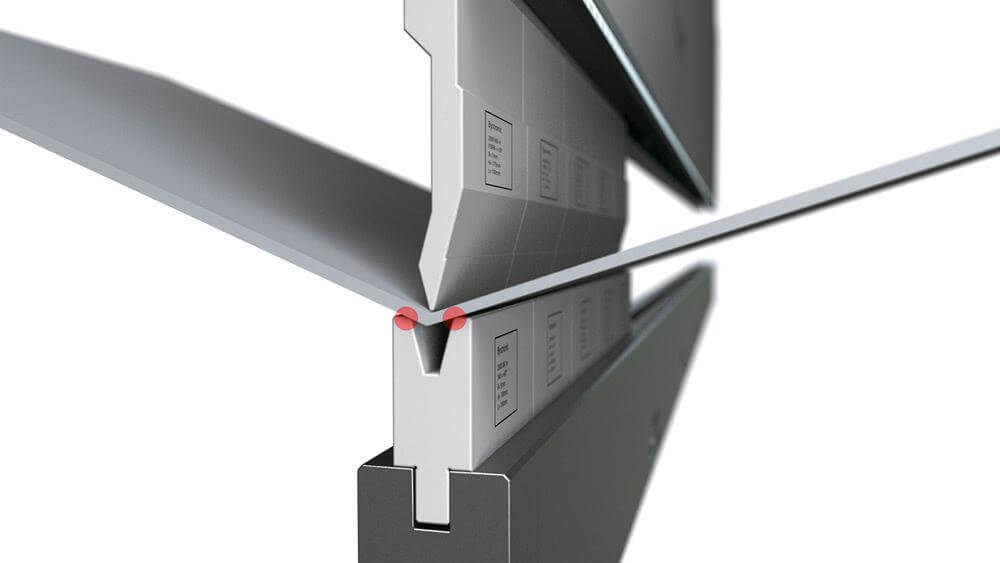
Bestimmen Sie die Biegekraft und die Größe der V-Nutöffnung des Untergesenkdie auf der Grundlage der Blechdicke und der Länge des abgekanteten Blechs berechnet werden kann.
Richten Sie die Zentren der oberen und unteren Form aus und passen Sie den Abstand an.
Stellen Sie die vordere und hintere Anschlagposition und den Verarbeitungsablauf ein und schalten Sie je nach Bedarf mit dem Einstellschalter um.
Legen Sie das Werkstück in die Mitte der hydraulischen Presse Bremsmaschine Tabelle zur Druckmessung.
Nachjustieren der Schnittspalt und justieren Sie den oberen Matrizeneinstellblock, falls erforderlich.
Vergewissern Sie sich, dass alle Dichtungen ordnungsgemäß abgedichtet sind, und tauschen Sie sie im Falle einer Leckage umgehend aus.
Die Hinteranschlag Die Einstellung erfolgt in der Regel über eine elektrische Schnellverstellung und eine manuelle Feinverstellung nach der gleichen Methode wie bei der Tafelschere.
Drücken Sie den Fußschalter, um mit dem Biegen zu beginnen. Die Maschine hört auf zu arbeiten, wenn der Fuß losgelassen wird.
Wie stellt man den Winkel der Abkantpresse ein?
Stellen Sie den Hub des Ölzylinders ein und führen Sie nach der Einstellung einer Seite einen Drucktest durch.
Tauschen Sie die Abkantwerkzeuge aus.
Legen Sie eine Papierunterlage auf den unteren Stumpf.
Wie kompensiert man die Durchbiegung einer Abkantpresse?
Um den negativen Auswirkungen der Stößelverformung entgegenzuwirken, ist es notwendig, die Durchbiegungsverformung des Stößels zu kompensieren. Dadurch wird die Genauigkeit der bearbeiteten Verbindungsfläche gewährleistet und die Genauigkeit des Werkstücks verbessert.
Der hydraulische automatische Durchbiegungsausgleichsmechanismus des Arbeitstisches besteht aus einer Gruppe von Ölzylindern, die in der unteren Werkbank installiert sind. Die Position und Größe der einzelnen Kompensationszylinder werden auf der Grundlage der Durchbiegungskompensationskurve aus der Finite-Elemente-Analyse des Schlittens und der Werkbank festgelegt.
Der hydraulische Ausgleich bewirkt einen Wölbungsausgleich durch die relative Verschiebung zwischen der vorderen, mittleren und hinteren vertikalen Platte. Der Wulst wird durch die elastische Verformung der Stahlplatte selbst, so dass der Ausgleich innerhalb des elastischen Bereichs des Arbeitstisches eingestellt werden kann.
Der konvexe Keilblock besteht aus einer Gruppe von konvexen Keilblöcken mit schrägen Ebenen. Jeder konvexe Keil ist auf der Grundlage der Verformungskurve aus der Finite-Elemente-Analyse des Gleitschuhs und des Arbeitstisches.
Das numerische Steuerungssystem berechnet den erforderlichen Ausgleichsbetrag auf der Grundlage der Biegekraft während des Biegens des Werkstücks (was zu einer Verformung des Gleitblocks und der vertikalen Platte des Arbeitstisches führt), und steuert automatisch die relative Bewegung des konvexen Keils, um die Verformung des Gleitblocks und der vertikalen Platte des Arbeitstisches effektiv zu kompensieren, was zu einem ideal gebogenen Werkstück führt.
Die mechanische Durchbiegungskompensation erreicht das "Vorbiegen" durch Positionskontrolle. Eine Gruppe von Keilen bildet eine Kurve, die sich an die tatsächliche Durchbiegung in Längsrichtung der Werkbank anpasst und so die Konsistenz des Spalts zwischen Ober- und Unterform während des Biegens und die Konsistenz des Winkels des gebogenen Werkstücks in Längsrichtung gewährleistet.
Vorteile des mechanischen Ausgleichs:
Der mechanische Ausgleich kann eine genaue Durchbiegungskompensation über die gesamte Länge des Arbeitstisches bieten. Er ist langlebig und stabil, reduziert die Wartungshäufigkeit (z. B. Ölleckagen) des hydraulischen Ausgleichs und ist während der Lebensdauer der Abkantpresse wartungsfrei.
Mit vielen Kompensationspunkten für die mechanische Durchbiegungskompensation kann die Biegemaschine das Werkstück in einem linearen Kompensationsmodus biegen und die Biegewirkung des Werkstücks verbessern.
Bei der mechanischen Kompensation wird die Position des Rücklaufsignals mit einem Potentiometer gemessen, was eine digitale Steuerung als numerische Steuerachse ermöglicht und den Kompensationswert genauer macht.
Die Abkantpresse kann nicht hoch und runter fahren. Was ist das Problem?
Die Unfähigkeit der Hydraulikpresse Wenn sich die Bremsmaschine auf und ab bewegt, kann das folgende Gründe haben:
Prüfen Sie, ob die elektrische Anlage normal funktioniert;
Prüfen Sie, ob das Hydraulikventil verstopft ist;
Prüfen Sie, ob das Gegendruckventil richtig eingestellt ist;
Prüfen Sie, ob das Fußpedal defekt ist.
Wie biegt man einen Bogen mit einer Abkantpresse?
Biegen Sie einen Bogen auf der Abkantpresse. Wenn keine Bogenklinge verfügbar ist, verwenden Sie die obere Matrize mit einer kleinen V-Mündung.
Zeichnen Sie zunächst eine Linie und falten Sie entlang der geritzten Linie, um einen Bogen zu bilden.
Auch ohne Schimmel ist es möglich, auch wenn es etwas komplizierter ist.
Berechnen Sie die Bogenlänge, Sehnenlänge, Bogenhöhe und den Mittelpunktswinkel des Werkstücks und ritzen und teilen Sie dann auf der Grundlage dieser Daten. Steuern Sie den Hub und den Druck, um den Bogen von beiden Enden des Bogens bis zur Bogenhöhe zu falten und die gewünschte Bogenform zu erzeugen.
Hier sind die einzelnen Schritte:
1. Legen Sie die Stelle, an der Sie den Bogen biegen wollen, wie im roten Kreis in der Abbildung dargestellt, unter die Abkantpresse.
2. Drücken Sie den Schalter und die Abkantpresse beginnt, sich nach unten zu bewegen.
3. Wie der rote Kreis in der Abbildung zeigt, muss die Hand nach dem Pressen des Eisenblechs durch die Abkantpresse nur leicht angehoben werden, damit sich kein übermäßiger Winkel bildet.
4. Heben Sie zu diesem Zeitpunkt die Abkantpresse an, schicken Sie das Eisenblech vorwärts, wiederholen Sie die obigen drei Schritte und wiederholen Sie sie drei Mal oder öfter, je nach der gewünschten Größe des Bogens.
5. Hier wiederholen wir dreimal, um einen Halbkreisbogen zu biegen.
6. Wie in der Abbildung gezeigt, kann ein Kreisbogen auf diese Weise gefaltet werden, und der sichtbare Effekt ist gut.
Vergleich zwischen Rasterlineal und magnetischem Rasterlineal einer Abkantpresse
Einführung in das Rasterlineal
Ein Gitternetzlineal ist ein Sensor, der sich die Prinzipien der Lichtinterferenz und -beugung zunutze macht.
Es wird häufig in geschlossenen Regelkreisen von Servosystemen verwendet. NC-Werkzeugmaschinen und kann lineare oder winklige Verschiebungen erfassen. Das Ausgangssignal ist ein digitaler Impuls, der einen großen Erfassungsbereich, hohe Genauigkeit und schnelle Reaktionsgeschwindigkeit bietet.
Einführung in das magnetische Gitternetzlineal
Ein magnetisches Gitternetzlineal ist ein Sensor, der magnetische Pole als Prinzip verwendet.
Das Grundlineal ist ein gleichmäßig magnetisiertes Stahlband, auf dem die S- und N-Pole gleichmäßig angeordnet sind. Die Veränderungen der S- und N-Pole werden durch den Lesekopf erfasst.
Analyse der Vor- und Nachteile von Gitternetzlineal und magnetischem Gitternetzlineal
(1) Gitternetzlineale haben eine relativ hohe Präzision (± 0,005 mm), sind aber sehr empfindlich gegenüber Temperaturschwankungen (im Allgemeinen unter 40 °C) und stellen strenge Anforderungen an die Umgebung bei relativ kurzer Lebensdauer.
(2) Magnetische Gitternetzlineale haben eine relativ geringere Genauigkeit (± 0,01 mm), sind aber widerstandsfähiger gegen Wasser, Ölflecken, Staub und Vibrationen und passen sich besser an die Umgebung an, was zu einer längeren Lebensdauer führt.
Zusammenfassend lässt sich sagen, dass magnetische Gitternetzlineale besser für Gebiete geeignet sind, in denen die meiste Zeit des Jahres hohe Temperaturen herrschen.
Aufwärts- und Abwärtsbewegung bei Abkantpressen, was ist besser?
Die CNC-Abkantpresse der Serie RG von Amada zeichnet sich durch eine nach unten gerichtete Bauart aus. Sie nutzt einen zentralen, parallelen Druckbeaufschlagungsmodus, der in der Branche einzigartig ist. Der Hauptölzylinder befindet sich in der Mitte des unteren Arbeitstisches, während beide Seiten mit Hilfsölzylindern ausgestattet sind. Dies trägt dazu bei, das Problem der Durchbiegungskompensation zu lösen, das üblicherweise mit aufwärts fahrenden Maschinen verbunden ist. Abkantpressen.
Die RG-Baureihe ist bekannt für ihre einfache Bedienung, hohe Effizienz und Präzision. Sie ist zum Synonym für Abkantpressen geworden.
Was ist das Problem, dass die Abwärtsgeschwindigkeit der hydraulischen Abkantpresse während des Betriebs plötzlich nachlässt?
Dies wird als Teil des normalen "Arbeitsfortschritts" betrachtet. Es gibt kein Problem.
Wenn der Motor der Ölpumpe einige Minuten lang läuft und keine Anomalien festgestellt werden, kann die Maschine gestartet werden.
Drehen Sie dazu den Umschalter in die Position "Jog", stellen Sie die Verzögerungszeit auf das Minimum und drücken Sie den Fußschalter in Richtung "Ab". Der Stempel fällt dann schnell ab.
Sobald der Stößel den Wegschalter berührt, sorgt das Zeitrelais dafür, dass die Bewegung des Stößels nach einer bestimmten Strecke gestoppt wird.
Wenn die Ramme weiter nach unten fahren soll, stellen Sie das Zeitrelais auf eine längere Zeit ein, lassen Sie den Fußschalter los und drücken Sie den Fußschalter erneut in Richtung "unten".
Um die Ramme nach oben zu bewegen, drücken Sie den Fußschalter in Richtung "oben". Die Ramme kehrt in ihre Ausgangsposition zurück, hält an und bleibt dort, bis sie den oberen Totpunkt erreicht.
Der Biegewinkel der Abkantpresse ist unterschiedlich
Wenn Sie die Tiefe normal einstellen können und die Winkel auf beiden Seiten ungleich sind, folgen Sie diesen Schritten:
Trennen Sie die Verbindungsstange zwischen den beiden Zylindern.
Stellen Sie die Tiefe jeder Seite individuell ein.
Vergewissern Sie sich, dass die beiden Zylinder auf beiden Seiten gleich sind.
Verbinden Sie die Pleuelstange wieder.
LISTE DER GEFAHRENQUELLEN UND FORMULAR ZUR RISIKOBEWERTUNG VON ABKANTPRESSEN
L: Möglichkeit eines Unfalls
E: Häufigkeit der Exposition gegenüber einer gefährlichen Umgebung
C: Folgen von Unfällen
Bruchteiliger Wert
Möglichkeit eines Unfalls
Bruchteiliger Wert
Frequenz
Bruchteiliger Wert
Konsequenz
10
Es ist vollkommen vorhersehbar
10
Kontinuierliche Exposition
100
Katastrophe und mehrere Todesfälle (10 oder mehr)
6
Durchaus möglich
6
Exposition während der täglichen Arbeitszeiten
40
Katastrophe, mehrere Todesfälle (3-9 Personen)
3
Möglich, aber nicht oft
3
Einmal pro Woche oder zufällige Exposition
15
Sehr ernst, 1-2 Menschen starben
1
Unwahrscheinlich, völlig unerwartet
2
Monatliche Exposition
7
Schwere schwere Verletzungen und Behinderung (Behinderungsgrad 1-4)
0.5
Es ist unmöglich. Es ist denkbar
1
Mehrere Expositionen pro Jahr
3
Schwere Verletzungen und Behinderung (Invaliditätsgrad 5-6)
0.2
Äußerst unwahrscheinlich
0.5
Sehr seltene Exposition
2
Leichte Verletzung (Invaliditätsgrad 7-10)
0.1
Praktisch unmöglich
1
Leichte Verletzung
Anmerkung: D ≥ 0 ist eine große Gefahrenquelle. Siehe zwanzig Verletzungsarten:
1. Objektstreik
2. Fahrzeugschaden
3. Mechanische Verletzung
4. Verletzung beim Heben
5. Elektrischer Schlag
6. Ertrinken
7. Brennende
8. Feuer
9. Fallende Explosion
15. Schießpulver-Explosion
16. Kesselexplosion
17. Container-Explosion
18. Andere Explosionen
19. Vergiftungs-Asphyxie
20. Andere Verletzungen.
Nein.
Aktivitäten
Beschreibung der Gerätebezeichnung, des Einsatzortes, usw.
Quelle der Gefährdung
Merkmale (mögliche Folgen)
Risikobewertung
Risikoniveau
L-Note
E-Score
C-Score
D-Note
1
Operation
Während des Betriebs, der Wartung oder der Stilllegung von Anlagen
Abfallen des Stromkreises und Beschädigung der Isolierung
Einen elektrischen Schlag bekommen
1
10
7
70
4
2
Operation
Während des Betriebs, der Wartung oder der Stilllegung von Anlagen
Kurzschlusserhitzung und Brand eines Stromkreises
Feuer
1
10
7
70
4
3
Schleifmittel austauschen
Betrieb und Wartung der Ausrüstung
Finger quetschen
Mechanische Verletzungen
1
6
3
18
5
4
Hydrauliköl hinzufügen
Wartungsgeräte
Hydrauliköl austauschen und aus der Höhe fallen lassen
Sturz aus der Höhe
1
1
3
3
5
5
Prüfen Sie die Ölpumpe
Betrieb und Wartung der Ausrüstung
Verbrühung des Hydrauliköltanks bei hohen Temperaturen
Verbrühung
1
3
2
6
5
6
Reinigung der Ausrüstung
Wartungsgeräte
Ausrüstung oben Reinigung Tropfen
Sturz aus der Höhe
1
3
3
9
5
7
Fütterung
Betriebsmittel
Stecken Sie Ihre Hand in den Schleifer und verletzen Sie sich am Finger
Mechanische Verletzungen
1
6
7
42
4
8
Fütterung
Betriebsmittel
Die Materialplatte zerkratzte seine Hände und fiel ihm auf die Füße.
Mechanische Verletzungen
3
6
2
36
4
Liste der Mindestbiegeradien gängiger Metallwerkstoffe
Es gibt viele verschiedene Arten von CNC-Steuerungen für Abkantpressen, z. B. DA66t, DA58t, E530, E52s usw., und jede hat ihre eigenen einzigartigen Funktionen. Diese Steuerungen können mit Computern verglichen werden, wie z. B. Win7, Win8, MAC usw., bei denen die Funktionen variieren.
Bei der Auswahl einer Steuerung ist es wichtig, die Bedingungen des zu bearbeitenden Werkstücks zu berücksichtigen, z. B. die Art der Biegung, die 3D-Simulation, die Regelgenauigkeit und die Komplexität. Derzeit ist die E21 System wird in der Regel für Abkantpressen verwendet, das E21s-System für Scherenmaschinen.
Die CNC-System für hydraulische Scheren umfasst die DAC310 und DAC360, während das CNC-System für die Abkantpresse beliebte Modelle wie DA41, DA52, DA53T, DA56, DA66t und DA69t umfasst. Diese Systeme sind weit verbreitet und werden von der Marke DELEM aus den Niederlanden.
Mit den jüngsten Fortschritten bei Abkantpressen sind verschiedene andere Systeme verfügbar geworden, darunter die Cybelec-Serie aus Deutschland, die Delem Serie aus den Niederlanden, die ESA-Serie aus Italien, die MD-Serie aus Hongkong und die SNC-Serie aus Nanjing.
Auswahl von CNC-Steuerungen für Abkantpressen und Scheren
Die Wahl des richtigen Controllers aus den verschiedenen Optionen kann für viele Kunden eine Herausforderung sein. Um den Prozess zu erleichtern, sollten Sie die folgenden Normen berücksichtigen:
Das System sollte einfach zu bedienen sein. Der Zweck des Einsatzes einer CNC-Abkantpresse ist es, den Prozess bequemer und effizienter zu gestalten. Wenn das System komplex aufgebaut und die Bedienung umständlich ist, ist es möglicherweise nicht die richtige Wahl, auch wenn es ansonsten hervorragend ist. Denn wenn die Mitarbeiter Mühe haben, das System zu bedienen, wird es sein volles Potenzial in Bezug auf Effizienz und Genauigkeit nicht ausschöpfen. Ein gutes CNC-System sollte einfach zu bedienen, leicht zu erlernen und unkompliziert in der Auswahl sein.
Das System sollte stabil sein. Es ist wichtig, dass das System stabil und zuverlässig ist. Sie möchten nicht, dass bereits wenige Tage nach dem Kauf Probleme mit der Maschine auftreten, da dies Ihre Stimmung beeinträchtigt und die Produktion verzögert. Um die Stabilität zu bestimmen, sollten Sie die folgenden Faktoren berücksichtigen:
Achten Sie auf den Ruf und die Marktreife des Produkts.
Bewerten Sie die Erfahrung und das Fachwissen des Systemherstellers.
Prüfen Sie die Reaktionszeit des Kundendienstes des Herstellers.
Ein stabiles System, das von einem erfahrenen Automatisierungshersteller produziert wird, ist zuverlässiger als ein System, das von einem weniger erfahrenen Team entwickelt wurde.
Wie wählt man zwischen Abkantpressen mit offenem und geschlossenem Regelkreis?
Geschlossener Regelkreis
Der geschlossene Regelkreis wird auch als Rückkopplungssystem bezeichnet. Sie arbeitet, indem sie den gemessenen Wert des Systemausgangs mit dem gewünschten Wert vergleicht, ein Abweichungssignal erzeugt und dieses Signal verwendet, um den Ausgang so zu steuern und anzupassen, dass er nahe am gewünschten Wert liegt.
Wenn Sie zum Beispiel Auto fahren, haben Sie eine vorläufige Vorstellung von der Richtung, in die Sie fahren wollen. Während der Fahrt beobachtet man die tatsächliche Richtung des Autos mit den Augen, vergleicht sie mit der gewünschten Richtung und nimmt entsprechende Anpassungen vor, um die Richtung des Autos schließlich in die Nähe der Zielrichtung zu bringen. So entsteht ein geschlossener Regelkreis.
Regelungssysteme mit geschlossenem Regelkreis bieten hohe Genauigkeit und schnelle Reaktionszeiten, da sie die Leistung jedes Teils der Werkzeugmaschine berücksichtigen. Da das geschlossene Regelsystem jedoch viele Elemente umfasst, ist es komplexer und teurer als ein offenes Regelsystem.
Offene Schleifensteuerung
Bei der Steuerung mit offenem Regelkreis gibt es dagegen keine Rückmeldung über die aktuellen Steuerungsergebnisse. Ein Beispiel für eine Steuerung mit offenem Regelkreis ist das Werfen von etwas - sobald es geworfen wurde, kann man es nicht mehr steuern. In ähnlicher Weise hängt im offenen Regelkreis einer Abkantpresse die Genauigkeit der Biegung ausschließlich von der Genauigkeit der einzelnen Teile der Maschine ab. Das System kann keine Änderungen in der Maschine kompensieren. Biegeverfahrenwas zu einer geringeren Biegegenauigkeit führt. Jede äußere Störung der Werkzeugmaschine verändert ihre internen Parameter, aber die Konstruktion mit offenem Regelkreis ist einfacher und stabiler, sowohl bei der Erstinstallation der Werkzeugmaschine als auch bei der späteren Wartung.
Schlussfolgerung
Zusammenfassend lässt sich sagen, dass beim Kauf einer Abkantpresse eine Maschine mit geschlossenem Regelkreis zu empfehlen ist, wenn der Käufer hohe Genauigkeitsanforderungen hat und über ausreichende Mittel verfügt. Wenn die Genauigkeitsanforderungen nicht so hoch sind, kann ein offenes System die bessere Wahl sein.
Was ist eine Dreizylinder-Abkantpresse?
Zu den ursprünglichen zwei Zylindern im Stößel wurde ein zusätzlicher Hilfszylinder hinzugefügt, um die Verformung im Laufe der Zeit besser zu reduzieren. Diese Verbesserung erhöht die Genauigkeit des Biegeprozesses und macht sie zu einer neuen Generation von Geräten im Vergleich zur Doppelzylinder-Abkantpresse.
Diese Konstruktion ist besonders bei der Arbeit mit großen Biegemaschinen von Vorteil, da ihre überlegene Leistung deutlicher spürbar ist.
Was ist eine Vier-Zylinder-Abkantpresse?
Die Vier-Zylinder-Abkantpresse hat eine einzelne Maschinenstruktur bestehend aus einem linken und einem rechten integrierten Schweißrahmen und zwei Verbindungsträgern in der Mitte. Die vier Ölzylinder sind auf der Wandplatte installiert und starr mit dem Stempel verbunden.
Der Arbeitstisch ist über vier verstellbare Keile mit den vier Wandplatten verbunden, und der integrierte Stößel, der Arbeitstisch und der zusammengesetzte Rahmen bilden eine Vierzylinder-Synchron-Abkantpresse, die eine gleichmäßige Belastung und hohe Präzision erfordert.
Was ist der Unterschied zwischen einer Drei-Zylinder-Abkantpresse und einer Zwei-Zylinder-Abkantpresse?
Die Dreizylinder-Abkantpresse verfügt über einen zusätzlichen Hilfszylinder in der Mitte des Stößels, der sich vorteilhaft auf die Biegelänge. Im Gegensatz dazu hat die Doppelzylinder-Abkantpresse Zylinder an beiden Enden. Wenn die Länge groß ist, sind die Winkel an beiden Enden gleich, und die Mitte kann ein wenig absinken.
Die Abkantpresse mit drei Zylindern ist eine aktualisierte Version der Abkantpresse mit zwei Zylindern, die durch die Hinzufügung eines Hilfszylinders in der Mitte des Stößels eine höhere Genauigkeit aufweist, wodurch die Gefahr einer Verformung im Laufe der Zeit verringert wird. Ihre überlegene Leistung macht sich besonders bei der Arbeit mit großen Abkantpressen bemerkbar.
Die Abkantpresse mit zwei Zylindern hat auf beiden Seiten Stahl zur Einstellung, aber der Stößel kann sich mit der Zeit verformen. Die Drei-Zylinder-Abkantpresse hat einen Hilfszylinder in der Mitte, um Verformungen zu verhindern und die Genauigkeit zu verbessern.
Für Maschinen mit einer Höhe von 4 Metern oder mehr wird die Verwendung von drei Zylindern empfohlen. Die drei Zylinder sind in der Mitte belastet, was zu besseren Presswinkeln führt. Der Nachteil der Drei-Zylinder-Abkantpresse ist jedoch die mühsame Wartung. Auf der anderen Seite kann die Doppelzylinder-Abkantpresse nach langer Zeit an beiden Enden den gleichen Winkel aufweisen, was zu einem größeren mittleren Winkel führt, aber sie ist einfacher zu warten.
Warum kann die Abkantpresse nicht zurückkehren?
Gründe für die Nichtrückgabe der CNC-Abkantpresse
Die Maschine kann nicht in ihre Ausgangsposition zurückkehren, wenn sie nicht unter Last steht. Dies kann auf ein Parameterproblem oder einen Hydraulikfehler zurückzuführen sein.
Die Maschine kann während der Bearbeitung nicht in ihre Ausgangsposition zurückkehren, und der Werkstückwinkel erreicht nicht den eingestellten Wert.
Die Maschine kann während der Bearbeitung nicht in ihre Ausgangsposition zurückkehren, und der Werkstückwinkel hat den eingestellten Wert überschritten.
Maßnahmen
Debuggen der Biegeparameter der Y-Achse
Die Biegeparameter sollten entsprechend der tatsächlichen Situation angepasst werden. Wenn die Verstärkung zu klein ist, kann der Läufer nicht ein- oder ausklappen. Ist sie zu groß, kann der Läufer wackeln. Die Parameter sollten so eingestellt werden, dass der Läufer während des Betriebs nicht wackelt, und die Verstärkung sollte so groß wie möglich sein.
Oder der linke und rechte Ventilversatz ist im Diagnoseprogramm nicht korrekt eingestellt, so dass die Y-Achse zu klein ist, um an Ort und Stelle zu sein, oder zu groß, um entladen zu werden.
Wenn es sich um eine hydraulische Störung handelt, prüfen Sie den Hauptdruck und stellen Sie sicher, dass das PV-Ventil S5 immer in der Einschaltstellung ist.
Die Parameterverstärkung des Biegeteils der Y-Achse ist möglicherweise zu klein eingestellt und kann entsprechend erhöht werden.
Oder der Druck ist nicht ausreichend. Analysieren Sie die Gründe für den unzureichenden Druck, ob es an der Programmierung oder am Signal- und Hydraulikteil liegt.
Zu den Gründen für die Programmierung gehören hauptsächlich die Auswahl der Matrize, die Blechdicke, das Material, die Werkstücklänge, der Biegemodus usw. Zu den hydraulischen Gründen gehören hauptsächlich undichte Ölpumpen, verschmutzte oder beschädigte Proportionaldruckventile, verstopfte Filterelemente oder verunreinigtes Öl.
Kontrolle der programmierten und bearbeiteten Werkstücke, hauptsächlich aus Gründen der Programmierung und des Betriebs.
Was sind die Funktionen der drei Motoren einer gewöhnlichen Abkantpresse?
Der Motor der Hauptölpumpe überträgt die Kraft.
Der oben genannte Feineinstellmotor stellt den Zylinderhub ein.
Der Rückanschlagmotor regelt die Bewegung des Rückanschlags.
Was sind die Funktionen der drei Entlastungsventile an der Abkantpresse?
Das elektromagnetische Entlastungsventil erhöht den Druck. Das elektromagnetische Entlastungsventil regelt den Druck, um Schäden an der Maschine zu verhindern, wenn der Druck zu hoch ist. Das elektromagnetische Wegeventil ändert die Richtung des Ölkreislaufs und steuert die Bewegung des Ölzylinders.
Was passiert, wenn die Abkantpresse nicht hochfährt, wenn sie herunterkommt?
Die Ölrücklaufleitung kann verstopft sein, oder es kann ein Leck oder eine Blockierung im Hydraulikzylinder vorliegen. Prüfen Sie, ob der Anschluss B des Steuerventils normal funktioniert oder ob sich der Ventilkegel überhaupt nicht bewegt.
Die Abkantpresse ist normal auf und ab, aber sie steht nicht unter Druck!
In letzter Zeit haben viele Benutzer von Abkantpressen berichtet, dass ihre Maschine nicht genügend Druck erzeugt. Dieses Problem kann auftreten, wenn die Maschine leer läuft, aber nicht genug Kraft zum Biegen der Metallplatte erzeugen kann. Hier sind einige mögliche Ursachen und Lösungen für dieses Problem:
Prüfen Sie das elektrische Schütz der Abkantpresse auf lose Verbindungen oder Unterbrechungen.
Überprüfen Sie die Bewegung des Magnetventilkerns und reinigen Sie ihn bei Bedarf. Achten Sie darauf, ihn wieder in der richtigen Ausrichtung einzubauen.
Überprüfen Sie das Überlaufventil auf eine große Öffnung, übermäßigen Ölrückfluss oder Verstopfungen. Reinigen Sie das Ventil und stellen Sie es entsprechend ein.
Prüfen Sie den Ölzylinder auf innere Leckagen und ersetzen Sie gegebenenfalls den Dichtungsring. Stellen Sie sicher, dass der Hub des linken und des rechten Zylinders gleichmäßig ist.
Prüfen Sie die Feder des großen hydraulischen Steuerventils und tauschen Sie sie gegebenenfalls aus.
Wenn keine dieser Lösungen das Problem behebt, kann es sich um ein Problem mit der Ölpumpe handeln, das eine professionelle Wartung erfordert.
Prüfen Sie den Motor und die Ölpumpe auf ordnungsgemäße Funktion und Ölverluste.
Prüfen Sie, ob die große Hydrauliksteuerung verstopft ist. Betätigen Sie den Schalter, um Druck zu erzeugen, und prüfen Sie die Ölrücklaufleitung.
Prüfen Sie die Kontrollleuchten an den Magnetventilen und verwenden Sie einen Schraubenzieher, um den Magnetismus zu überprüfen.
Prüfen Sie jedes Ventil auf seine Funktionstüchtigkeit, indem Sie es anstoßen. Reinigen oder ersetzen Sie es bei Bedarf.
Wenn Sie diese Schritte befolgen, können Sie die Ursache für das Niederdruckproblem ermitteln und es wirksam beheben.
Worauf bezieht sich die Anzahl der Hinteranschlag-Achsen (X, Y, Z, R) der Abkantpresse?
Die X-Achse steuert den hinteren Anschlag
Die Y-Achse steuert den Hub des Zylinders
Die Z-Achse steuert die linke und rechte Seite des hinteren Anschlags
Die R-Achse steuert die Auf- und Abwärtsbewegung des hinteren Anschlags.
Wie kehrt die X-Achse der Abkantpresse zum Ursprung zurück?
Unter normalen Umständen wird der Ursprung automatisch gefunden, nachdem das System ausgeschaltet wurde. Wie er gefunden wird, hängt von den Einstellungen des Systems ab.
Warum kehrt die Y-Achse der Abkantpresse nicht zurück?
Es gibt ein Problem mit dem Gitternetzlineal. Führen Sie einfach eine Überprüfung durch und drücken Sie auf "Zurück" und "Zurücksetzen".
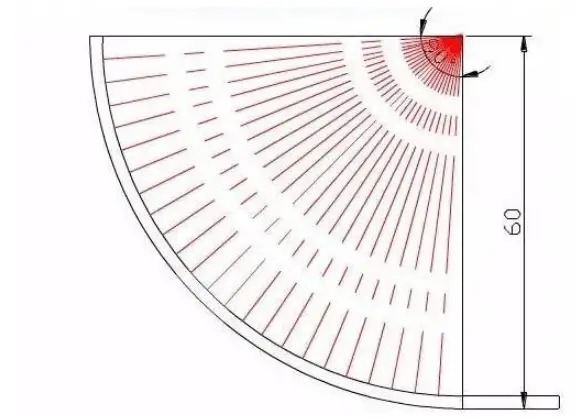
Wie oft wird ein großer Bogen gebogen und wie wird der Biegewinkel berechnet?
1. Methode
Wie in der obigen Abbildung dargestellt, beträgt die Blechdicke T = 2 mm und der Mittelpunktswinkel 90 °.
die obere Matrize verwendet einen spitzen Stempel und die untere Matrize eine 8V-Matrize (beim Biegen eines Bogens liegt die Mindestamplitude von V bei 4T, die normalerweise 5-6t beträgt)
3. Berechnen Sie die Vorschubgeschwindigkeit pro Falz:
Vorschubgeschwindigkeit pro Falte = die Hälfte der V-Amplitude des gewählten Unterstempels
5. Berechnen Sie die Positionierungsgröße der einzelnen Falten:
nachdem die Positionierungsgröße des ersten Falzes berechnet wurde, verringern sich die anderen Falten um 4 mm (Reihe von innen nach außen beim Biegen und Anordnen der Stanzen)
6. Berechnen Sie schließlich den Biegewinkel jeder Biegung:
nach einigen algebraischen Berechnungsformeln des Dreiecks.
7. Nachdem die obige Berechnung korrekt ist, beginnen Sie mit dem Test der Biegung mit Abfall Feinblechund verarbeiten das Produkt nach Prüfung des Winkels.
2. Methode
Schauen wir uns zunächst das folgende Bild an.
Die Blechdicke beträgt 2 mm, der Biegewinkel 120 Grad, der äußere Biegeradius 30, der Radius der neutralen Schicht 29, und die Bogenlänge der neutralen Schicht wird für die Bogenbiegung berechnet.
Daher werden die Biegezeiten und der Biegewinkel jeder Biegung auch nach der Bogenlänge der neutralen Schicht berechnet
Der Abstand zwischen der neutralen Schicht und dem Rand beträgt die Hälfte der Blechdicke.
Wie viele Biegungen sind in der obigen Abbildung für das Bogenbiegen erforderlich, und wie groß ist der Biegewinkel jeder Biegung?
Wenn Sie jedes Mal 3 mm biegen wollen, ersetzen Sie in der obigen Formel 2 durch 3.
Natürlich ist die obige Formel eine theoretische Berechnungsformel. Bei der tatsächlichen Verarbeitung sollte sie entsprechend den mit der obigen Formel berechneten Ergebnissen angepasst werden.
Wie stellt man den Hub der Abkantpresse ein?
Das hängt von der Größe Ihrer Maschine ab. Für eine kleine Abkantpresse Maschine, entfernen Sie einfach die Synchronwelle. Bei einer großen Abkantpresse müssen die verschiedenen Zylinder durch Vorwärts- und Rückwärtsdrehung von zwei separaten Motoren eingestellt werden, was von Fachleuten durchgeführt werden muss. Eine unsachgemäße Einstellung kann zu einem Bruch der Synchronwelle führen.
Der Druck an beiden Enden der hydraulischen Abkantpresse ist nicht derselbe. Wie stellt man ihn ein?
Einschalten und Start der Ölpumpe
Schalten Sie die Stromzufuhr ein
Schalten Sie den Schlüsselschalter auf dem Bedienfeld ein.
Drücken Sie die Ölpumpe zum Starten und hören Sie auf das Rotationsgeräusch der Ölpumpe (die Maschine sollte zu diesem Zeitpunkt nicht arbeiten)
Hubanpassung
Vor dem Biegen den Hub einstellen
Stellen Sie sicher, dass ein Spalt in der Blechdicke vorhanden ist, wenn die obere Matrize der Abkantpresse den Boden erreicht, um Schäden an der Matrize und der Maschine zu vermeiden.
Für die Hubeinstellung stehen eine elektrische Schnellverstellung und eine manuelle Feineinstellung zur Verfügung
Auswahl der V-Öffnung für die untere Matrize
Wählen Sie eine Kerbe, die 8 Mal so breit ist wie die Blechdicke
Für ein 4 mm dickes Blech wählen Sie eine 32-mm-Kerbe.
Einstellung des hinteren Halters
Elektrische Schnellverstellung und manuelle Feineinstellung sind für die hintere Halteverstellung verfügbar
Biegevorgang
Drücken Sie den Fußschalter, um das Biegen zu beginnen.
Die Abkantpresse kann jederzeit gelöst werden
Wenn der Druck auf beiden Seiten unterschiedlich ist, stellen Sie die Auf- und Abwärtshubschraube auf einer Seite ein.
Um die Höhe und den Druck einzustellen, entfernen Sie die obere GetriebewelleStellen Sie den Hub des anderen Ölzylinders auf der einen Seite ein und verbinden Sie dann die bewegliche Welle
Wenn sich die Einstellung immer wieder ändert, bauen Sie den Ölzylinder aus und überprüfen Sie ihn auf lose Muttern.
Der Zylinderhub auf beiden Seiten der Abkantpresse ist unterschiedlich. Wie stellt man ihn ein?
Wenn Sie eine gewöhnliche Abkantpresse haben, können Sie die Synchronwelle am Ölzylinder einstellen, indem Sie auf der Maschine stehen. Trennen Sie dazu die Welle und stellen Sie ein Ende anhand des anderen Endes ein. Bringen Sie dann die Synchronwelle wieder an, bis das eingestellte Ende mit dem Referenzende übereinstimmt.
Wie programmiert man eine CNC-Abkantpresse?
Das hängt von dem von Ihnen verwendeten System ab. Im Allgemeinen kann ein einfaches numerisches Steuersystem durch Einstellen des Zylinderhubs und der Größe der hinteren Lehre bedient werden. Wenn Sie mehrere Schritte biegen müssen, können Sie die für jeden Biegeschritt erforderliche Größe entsprechend den Betriebsmethoden der verschiedenen Systeme einstellen, und das System wird in einer Schleife laufen. Wenn es sich um eine vollständig CNC-gesteuerte elektrohydraulische Servo-Abkantpresse handelt, müssen Sie die ausgewählten oberen und unteren Matrizen, die Materialstärke, das Material, die Länge, den Biegemodus, den Winkel und die Größe der hinteren Lehre einstellen. Je nach Bedarf können Sie auch Parameter wie die Position des Geschwindigkeitswechselpunkts, die Rückzugshöhe, die Druckhaltezeit und den Durchbiegungsausgleich einstellen. Da jedes System anders arbeitet, können diese Angaben nicht verallgemeinert werden. Ich hoffe, diese Informationen sind hilfreich.
Wie stellt man die Abwärtsgeschwindigkeit der Abkantpresse ein?
In der Nähe der Maschine befinden sich zwei Fahrschalter. Einer dient zur Höhenbegrenzung, der andere zur Druckentlastung. Wenn Sie die Maschine verlangsamen möchten, können Sie die Einstellung des Druckentlastungsschalters leicht verringern.
Wie berechnet man die Größe und den Winkel einer Blechbiegung?
Das Dehnungsmaß wird auf der Grundlage der mittleren Schicht berechnet. Die Länge des Zuschnitts hängt mit dem R-Winkel der Matrize zusammen. Überprüfen Sie nach dem eigentlichen Biegen die Größe des Teils und ändern Sie die Größe des Zuschnitts entsprechend. Der Biegewinkel ergibt sich aus drei Punkten, den Punkten auf beiden Seiten der unteren Gesenkschulter und dem äußeren Punkt des Totpunkts, sowie dem Rückprallwinkel. Der Rückprallwinkel für rostfreien Stahl beträgt etwa 5 Grad.
In 90-Grad Blechbiegenwird der Biegewinkel als rechtwinklige Biegung abzüglich der 1,7-fachen Materialstärke berechnet. Wenn das Material zum Beispiel 1 mm dickes Eisenblech ist und die Biegeabmessungen 100 mm und 50 mm betragen, ist die berechnete Ausdehnungslänge 100 mm + 50 mm - 1,7 mm = 148,3 mm. Dieser Faktor von 1,7 wird manchmal leicht auf 1,6 oder 1,65 angepasst, je nach den Anforderungen an die Präzision. Da jedoch jede Blechfabrik leicht unterschiedliche Biegestempel verwendet, kann es zu gewissen Abweichungen kommen, die jedoch in der Regel ohne Anpassungen verwendet werden können.
Wie berechnet man den von der Abkantpresse benötigten Nenndruck in Abhängigkeit von der Dicke und Länge des zu biegenden Stahlblechs?
Die Berechnungsformel lautet P=650S^2*L/v.
P: Nenndruck in kN. S: Blechdicke in mm. L: Biegelänge in m. V: Kerbbreite in mm. Dabei ist V das 8-10-fache der Blechdicke.
Diese Kraft hängt mit der Materialstärke zusammen, Biegeradius, V-Nut-Breite und erforderliche Biegelänge.
Auf dem Etikett gewöhnlicher Abkantpressen finden sich Berechnungsformeln. Für gewöhnlichen kohlenstoffarmen Stahl lautet die Formel normalerweise wie folgt:
Biegekraft = 65 × Blechdicke^2 (in cm) × Blechbreite (in cm) / (8 bis 10 mal die Blechdicke in cm).
Wie berechnet man das abgewickelte Maß beim Blechbiegen?
Die Berechnungsmethode ist in zwei Fälle unterteilt, und die spezifische Analyse ist wie folgt:
Wenn die relative Wandstärke des R-Winkels sehr gering ist, wird sie entsprechend dem Biegeabzug berechnet. Zum Beispiel werden 1,75 mm von einem 1 mm dicken Blech abgezogen (im Allgemeinen durch die spezifische Erfahrung jedes Unternehmens bestimmt), 3,5 mm werden von einem 2 mm dicken Blech abgezogen, usw.
Wenn der R-Winkel groß ist, wird die Mittellinie (d. h. die Mittellinie der inneren und äußeren Linien) als Expansionsmaß genommen.
Wie wird der Biegekoeffizient von Blechen berechnet?
Die Berechnungsformel lautet:
L = 0,5π × (R + K-Koeffizient × T) × (θ / 90)
L: Länge des Blechs nach dem Entfalten R: Innenradius der Biegung T: Materialstärke θ: Biegewinkel K-Koeffizient: Eine Konstante, die durch die Position des Neutrums bestimmt wird Biegelinieder von 0 bis 1 reicht und den Dehnungswiderstand des Materials beim Biegen darstellt.
Unter BlechdesignDie übliche Berechnungsformel für die Abflachung von Blechen basiert auf dem K-Koeffizienten. Die Beziehung zwischen dem K-Koeffizienten und dem Y-Koeffizienten ist:
Y-Koeffizient = (π / 2) × K-Koeffizient.
Welcher Zusammenhang besteht zwischen dem Biegefaktor und der Blechdicke, dem Biegewinkel und dem Biegeradius?
Der Biegekoeffizient hängt von verschiedenen Faktoren wie der Blechdicke, dem Biegewinkel, dem Biegeradius, den Ober- und Unterwerkzeugen der Biegemaschine und der Länge der Biegeteile ab. In der Regel werden empirische Werte verwendet, da der herkömmliche Standardalgorithmus den Verschleiß der Ausrüstung nicht berücksichtigt. Der Koeffizient ändert sich bei unterschiedlichen Blechdicken, Biegewinkeln und Materialien.
Zum Beispiel beträgt der Koeffizient einer 90-Grad-Biegung für 1 mm kaltgewalztes Blech 1,82 mm, während er für 2 mm kaltgewalztes Blech 3,5 mm beträgt. Der Koeffizient für 90 Grad beträgt 1 mm, 60 Grad beträgt 1/2 mm und 45 Grad beträgt 1/3 mm. Wenn der Biegewinkel weniger als 30 Grad beträgt, darf er nicht abgezogen werden oder es darf ein Abzug von 0,5 mm vorgenommen werden, abhängig von der Blechdicke.
Der Biegeradius wirkt sich ebenfalls auf den Koeffizienten aus und hängt mit der Abkantmaschine zusammen. Eine Standard-Single-V- oder -Doppel-V-Maschine kann in den meisten Fällen eingesetzt werden, aber wenn ein Kunde einen kleineren oder größeren Biegeradius benötigt, sollte dies im Detail analysiert werden. Wenn der Radius zu klein ist, Nuten kann vor dem Biegen verwendet werden. Ist der Radius zu groß, kann eine segmentierte Biegung oder die Verwendung eines entsprechenden Radiusstempels an der oberen Matrize verwendet werden.
Beachten Sie, dass Maschinen und Ausrüstung eine wichtige Rolle spielen. Eine Abkantpresse, die schon lange im Einsatz ist, kann 1,5 mm starken Edelstahl nicht über 1 m mit einem 8-mm-Unterwerkzeug biegen.
Wie berechnet man den Biegekoeffizienten von Edelstahlblech?
Der Biegekoeffizient von kaltgewalztem Stahlblech hängt eng mit dem Biegeradius zusammen, und es gibt spezifische Berechnungsformeln. Der Biegekoeffizient (z) von Edelstahlblech beträgt das 0,2- bis 0,3-fache der Dicke (T), im Allgemeinen das 0,25-fache der Dicke (T).
Der Biegekoeffizient der Kupferstange beträgt 0,4 t.
Wie berechnet man die Toleranz einer Blechbiegemaschine?
Im Allgemeinen nimmt die Länge des dünnen Blechs bei jedem Falzvorgang um zwei Blechdicken zu, obwohl dies je nach Ausrüstung leicht variieren kann. Je breiter die gewählte untere Matrize, desto größer der R-Winkel und desto größer die Längenzunahme. Um genauere Ergebnisse zu erhalten, ist es am besten, einen Test auf dem verwendeten Gerät durchzuführen.
Was ist der Grund dafür, dass die Mitte des gefalteten Werkstücks gebogen ist?
Es gibt drei Gründe, warum die Biegemaschine von der Mitte des Werkstücks abweicht:
Dies kann auf eine Unebenheit zwischen dem Oberer Stempel und untere Matrize. Der Schnellspanner wird so eingestellt, dass der gewünschte Winkel erreicht wird, aber die Geradheit nicht ausreichend sein.
Ähnlich wie beim ersten Grund kann diese Abweichung ohne Ausgleich der Verformung auftreten.
Um festzustellen, ob die Abweichung auf eine mangelnde Parallelität zwischen dem oberen Stößel und dem unteren Arbeitstisch zurückzuführen ist, können diese markiert und verglichen werden. Sobald die Ursache ermittelt ist, kann eine Lösung gefunden werden.
Warum kann die hydraulische Abkantpresse nicht nach oben und unten fahren?
Die Gründe dafür, dass sich die hydraulische Abkantpresse nicht auf und ab bewegt, können sein:
Prüfen, ob der elektrische Betrieb normal funktioniert.
Prüfen, ob das Hydraulikventil verstopft ist.
Prüfung, ob das Gegendruckventil richtig eingestellt ist.
Feststellen, ob das Fußpedal ausgefallen ist.
Wie kann der Winkel der Abkantpresse eingestellt werden, wenn sie nicht im rechten Winkel gepresst werden kann?
Wenn Sie beim Biegen einen präzisen R-Winkel benötigen, empfiehlt sich der Einsatz einer CNC-Abkantpresse. Gewöhnliche Abkantpressen können aufgrund der geringeren Bearbeitungsgenauigkeit zu einem R-Winkel führen. Wenn eine kleine Winkelabweichung akzeptabel ist, kann eine Anpassung des Drucks helfen.
Wie faltet man verschiedene Winkel mit einer Abkantpresse?
Wenn Sie potenzielle Probleme vermeiden wollen, können Sie sich für Folgendes entscheiden ein CNC Abkantpresse, die mehr kostet. Bei dieser Option können Sie den gewünschten Winkel direkt eingeben.
Wie demontiert man den Ölzylinder der Abkantpresse?
So bauen Sie den Ölzylinder aus der Abkantpresse aus:
Senken Sie den Stempel nach unten und entfernen Sie die Schraube, die den Ölzylinder anhebt.
Heben Sie den Kolben des Ölzylinders auf den höchsten Punkt und schalten Sie die Maschine aus.
Verwenden Sie einen Gabelstapler, um den Boden des Ölzylinders abzustützen, und lösen Sie dann die Ölleitung und die Schraube. Nehmen Sie den Ölzylinder mit dem Gabelstapler ab und legen Sie ihn auf den Boden.
Entfernen Sie zunächst das obere Schneckengetriebe. Dann schrauben Sie die große Mutter des Ölzylinders ab und entfernen den Kolben mit einem Vorschlaghammer. (Seien Sie vorsichtig bei der Handhabung des Ölzylinders und lassen Sie sich am besten von einem Fachmann helfen).
Die Abkantpresse kann nicht gestartet werden
Wenn bei der CNC-Abkantpresse Probleme mit dem Hydrauliksystem oder der Phasenfolge-Schutzschaltung auftreten, kann dies auf eine falsche dreiphasige elektrische Phasenfolge zurückzuführen sein. Sie können versuchen, die Phasenfolge zu ändern, um das Problem zu beheben.
Bei der Vorbereitung der Abkantpresse ist es wichtig, die folgenden Schritte zu befolgen:
Bevor Sie das Gerät in Betrieb nehmen, überprüfen Sie den Motor und die Stromversorgung, um sicherzustellen, dass sie in gutem Zustand sind.
Vergewissern Sie sich, dass Stempel und Matrize der Abkantpresse zusammenpassen und für die Bearbeitung von Blechen sicher befestigt sind.
Prüfen Sie, ob die Positioniervorrichtung an der Werkzeugmaschine den Normen entspricht für Blechverarbeitung.
Vergewissern Sie sich, dass die Bedienelemente und Knöpfe der Abkantpresse in der richtigen Position sind.
Wie beseitigt man die Biegeeindrücke im Gesenk einer Abkantpresse aus Edelstahl?
Die Außenseite des Blechs kann während des Biegens mit einer Schicht, z. B. einer Kunststofffolie, geschützt werden. Auf der Innenseite kann der Biegewinkel durch Verwendung eines kleineren Stempels verringert werden. Alle während des Prozesses entstandenen Dellen sollten poliert werden, um die Vertiefung zu beseitigen.
Wie stellt man die Abwärtsgeschwindigkeit der Abkantpresse ein?
Um die Geschwindigkeit während des Biegevorgangs anzupassen, können Sie das Drosselventil am Hydraulikventilblock verändern. Es gibt zwei Möglichkeiten:
An der Stelle, an der das Werkstück gebogen wird, können Sie kurz innehalten.
Sie können die Drosselklappe so einstellen, dass ein schnellerer Abstieg möglich ist, d. h. die Abwärtsgeschwindigkeit wird beschleunigt.
Was ist mit dem instabilen Druck der Abkantpresse los?
Gründe für Druckänderungen während des Betriebs der Abkantpresse:
Es ist normal, dass der Druck während des Betriebs schwankt. Dies ist in der Regel auf eine falsche Druckeinstellung zurückzuführen.
Bei der Einstellung des Drucks sind drei Faktoren zu berücksichtigen:
Stellen Sie den Druck nur unter Last ein und halten Sie ihn aufrecht, nicht wenn die Maschine im Leerlauf ist.
Lassen Sie genügend Zeit, um den Druck aufrechtzuerhalten. Lassen Sie den Druck nicht ab, bevor der Zeiger in Position ist.
Überschreiten Sie nicht den Nenndruck. Ein Überschreiten des Nenndrucks kann zu mechanischen Problemen führen. Wenn der eingestellte Druck nicht erreicht werden kann, ist das normal. Einige Materialien können ohne großen Kraftaufwand gebogen werden, aber bei kleineren Teilen ist es dennoch erforderlich, den eingestellten Druck anzuwenden.
Warum kann sich die Abkantpresse nicht erheben?
Wenn die Abkantpresse nicht ansteigt, muss zunächst geprüft werden, ob der elektrische Betrieb normal funktioniert. Ist dies der Fall, liegt die Ursache wahrscheinlich in einer Verstopfung des Überlaufventils, das von Verunreinigungen und Fremdkörpern befreit werden muss.
Alternativ kann das Problem auch in einem blockierten Wegeventil liegen, das ebenfalls gereinigt werden muss.
Was ist mit der Verformung des Abkantpresskolbens?
Eine horizontale Stange schweißen und mit Schrauben befestigen.
Wie biegt eine Abkantpresse einen Kegel?
Der Biegewinkel eines Kegels ist etwas größer als der eines Zylinders. Der Biegewinkel eines Zylinders wird als 180-360/n berechnet. Wenn zum Beispiel 36 Kanten gefaltet werden, beträgt der Biegewinkel 170 Grad.
Wie verwendet man eine Abkantpresse zum Falten eines großen Kreisbogens?
(siehe beigefügte Abbildung)
Um einen großen Kreisbogen mit einer Abkantpresse zu biegen, muss ein spezieller Satz von Kreisbogenstempeln und Matrizen angefertigt werden.
Diese Form kann nur einen festen Radius aufnehmen, daher gibt es bestimmte Anforderungen an die Zeichnung.
Nicht alle Bogenabmessungen können mit dieser Form erfüllt werden, so dass die Blechkonstrukteure die Blechteile auf der Grundlage der verfügbaren Form konstruieren müssen.
Was hat es mit der verlangsamten Geschwindigkeit der Abkantpresse auf sich?
Normalerweise hat die Abkantpresse einen Abwärtshub, der sich verlangsamt, wenn sie sich dem Werkstück nähert. Dann beginnt sie mit einer langsameren Geschwindigkeit zu biegen, wenn sie unter Druck steht.
Ist die Biegekraft unzureichend, was zu Schwierigkeiten beim Biegen führt, kann der Grund dafür in der Materiallänge, der Werkstückdicke oder dem Maschinendruck liegen. Diese Faktoren sollten sorgfältig geprüft werden.
Was ist, wenn die Abwärtsgeschwindigkeit der Abkantpresse schnell ist?
Beim Einsatz einer Abkantpresse ist es wichtig, je nach Maschinentyp festzustellen, ob die Geschwindigkeit über den Ventildurchmesser oder das System gesteuert wird.
Unabhängig vom Maschinentyp ist es möglich, die Geschwindigkeit durch leichtes Arretieren der Führungsschiene zu verlangsamen.
Die Abwärtsgeschwindigkeit der hydraulischen Abkantpresse wird langsam und die Aufwärtsgeschwindigkeit ruckelt!
Die Prüfung auf interne Lecks in einer Abkantpresse ist relativ einfach. Setzen Sie die Maschine unter Hydraulikdruck. Wenn nach 15 Minuten Öl in den Hohlraum fließt und durch diesen zurückkehrt, ist die Rücklaufleitung sehr heiß.
Um mechanische Probleme auszuschließen, drücken Sie den Ventilkopf des Umschaltventils mit einem Schraubendreher nach unten, um die ordnungsgemäße Funktion zu überprüfen.
Überprüfen Sie außerdem den Druck des Stromeinlassventils, das den Druck von hoch auf niedrig reduziert.
Wenn mechanische Ursachen ausgeschlossen werden können, liegt das Problem wahrscheinlich bei der Ventilgruppe.
Die beiden Zylinder der Abkantpresse sind nicht synchronisiert
Sicherstellung des ordnungsgemäßen Betriebs der Abkantpresse:
Prüfen Sie den Gleitschieber auf Verschleiß und stellen Sie ihn so ein, dass er auf beiden Seiten gleichmäßig angezogen ist.
Überprüfen Sie, ob die Ölleitungen der beiden Ölzylinder parallel angeschlossen sind, und ziehen Sie das Durchflussregelventil fest. Entfernen Sie die Luft aus dem Ölzylinder, indem Sie ihn unter Druck setzen und entlüften.
Ein Einweg-Drosselventil wird in der Regel am Öleinlass (oder Rücklauf) der beiden Zylinder installiert.
Wenn die ursprüngliche Synchronisation nicht mehr gegeben ist, versuchen Sie, eine der Drosselklappen zu verstellen, um die ungefähre Synchronisation der beiden Zylinder wiederherzustellen.
Wenn die Synchronisation nicht eingestellt werden kann, kann es zu Fehlern in zwei Bereichen kommen:
Das Drosselventil ist möglicherweise nicht in der Lage, den Öldurchfluss wie erforderlich zu regulieren, und ein Ersatzdrosselventil kann erforderlich sein.
Die Geschwindigkeit ist möglicherweise zu langsam, so dass die Kolbendichtung im Zylinder ausgetauscht werden muss.
Was passiert, wenn das Werkstück die Abkantpresse behindert?
Wenn der Standardstempel eine bestimmte Position nicht vermeiden kann, empfiehlt es sich, eine Schwanenhalsstanzewie in Abbildung (1) dargestellt, um die Position zu vermeiden.
Wenn der Schwanenhalsstempel die Position jedoch immer noch nicht umgehen kann, kann ein zusätzliches Verfahren erforderlich sein. Dies kann geschehen, indem zunächst eine Dichtung entlang der Biegelinie gedrückt wird, wie in Abbildung (2) dargestellt.
Um bessere Biegeergebnisse zu erzielen, wird empfohlen, das Material in einem bestimmten Winkel zu biegen, um eine Kollision mit der Klinge zu vermeiden, und dann die Kante auf 90 Grad zu drücken, wie in Abbildung (3) gezeigt.
Im Allgemeinen kann das Prägeverfahren für Biegungen verwendet werden, die nicht in einem Arbeitsgang abgeschlossen werden können. Dies ermöglicht eine bessere Ausbildung der Biegelinie während der zweiten Biegung und verringert das Risiko von Biegeabweichungen oder einer schlechten Kontrolle des Biegewinkels. Dieses Verfahren sollte jedoch nach Möglichkeit vermieden werden, da es nicht die gleichen Ergebnisse wie das direkte Biegen bietet und zu Größen- und Winkelabweichungen führen kann.
Die Abkantpresse kann auch verwendet werden, um die Kante des Werkstücks zu pressen, indem es zunächst auf 30 Grad gebogen und dann mit einem flachen Stempel gepresst wird. Es wird jedoch allgemein empfohlen, die Abkantpresse nicht zum Säumen der Kante zu verwenden, da die Stanzpresse in der Regel bessere Ergebnisse liefert.
Während des Biegevorgangs können die Größe des Werkstücks und das Biegemesser Störungen verursachen, und bei größeren Werkstücken kann die Abkantpresse selbst die Biegung beeinträchtigen. Daher ist es wichtig, bei der Konstruktion die Biegefreundlichkeit und Machbarkeit zu berücksichtigen.
Das Biegen ist ein entscheidender Prozess, der sich stark auf die Qualität des Endprodukts auswirkt, und viele Qualitätsprobleme entstehen durch eine schlechte Kontrolle der Biegegröße. Besondere Aufmerksamkeit sollte dem Biegen im Entwurfsprozess gewidmet werden, um die Stabilität der Qualität während der Massenproduktion zu gewährleisten.
Die Größe der Biegung ist durch die Blechdicke begrenzt und hängt mit der unteren Matrize zusammen. Es wird empfohlen, für die untere Matrize eine V-Öffnung mit der 6-fachen Blechdicke zu wählen, um einen möglichst gleichmäßigen Biegekoeffizienten zu erreichen.
Die Schlitze werden im Allgemeinen auf der Grundlage der äußeren Breite des Schlitzes klassifiziert, wie in Abbildung (4) dargestellt, und werden als #6- bzw. #10-Schlitze bezeichnet.
Wenn jedoch eine ausreichend kleine Rille zum Biegen gewählt wird, kann es leicht zu Eindrücken kommen. Im Allgemeinen ist die Vertiefung unterhalb der #6-Nut offensichtlich. Einerseits beeinträchtigt sie das Erscheinungsbild, andererseits kann sie leicht rosten, weshalb sie bei der Konstruktion berücksichtigt werden sollte.
Wie in der Abbildung zu sehen ist, muss bei der Nut #10 der Abstand zwischen der Biegelinie und der Positionierungskante vor dem Biegen größer als 5,0 mm sein. Bei der Nut #4, der kleinsten Werkzeugnut, sollte der Abstand von der Biegelinie zur Positionierkante größer als 2,0 mm sein. Der Schlitz #4 wird meist für dünne Bleche (weniger als 1,2 mm) verwendet, da die Verwendung für dicke Bleche dazu führen kann, dass der Druck zu hoch und die Nut zu klein ist, was zum Bersten der Messernut führt.
Beim Biegen von 1,0-mm-Blechen sollte die Biegekante größer als 3,5 mm sein, um eine Eindrückung zu vermeiden. Bei 1,5 mm dicken Blechen sollte die Biegekante größer als 5,0 mm sein und bei 3,0 mm dicken Blechen sollte die Biegekante größer als 12 mm sein. Diese Überlegungen sollten während des Entwurfsprozesses berücksichtigt werden.
Im eigentlichen Biegeprozess können verschiedene Probleme auftreten, und die Auswirkungen des Biegens auf andere Prozesse sollten berücksichtigt werden. Spezifische Probleme sollten analysiert und der Prozess entsprechend gestaltet werden. Die Zulieferer können bei Bedarf auch spezielle Biegewerkzeuge herstellen. Wenn die Form der Werkzeuge jedoch ungewöhnlich ist oder die Krümmung größer ist, wird dies unweigerlich die Steifigkeit des Fräsers beeinträchtigen und seine Lebensdauer verringern.
Kann die Abkantpresse die U-Nut falten?
Auf jeden Fall, wie unten gezeigt:
Umweltanforderungen an CNC-Abkantpressen
Die Betriebsumgebung einer Abkantpresse ist sehr spezifisch und wirkt sich auch kontinuierlich auf die Alterung der Maschine aus. Die CNC-Abkantpresse hat bestimmte Temperaturanforderungen an den Arbeitsraum. Ist die Temperatur zu hoch, führt dies zur Überhitzung des Motors und zum Stillstand der Maschine. Ist die Temperatur zu niedrig, führt dies zu einer niedrigen Öltemperatur und zu unzureichendem Druck. Darüber hinaus erzeugt die CNC-Abkantpresse während des Betriebs eine erhebliche Menge an Metallstaub, der sich auf die Effizienz der hydraulischen Komponenten auswirkt und indirekt die Stabilität der CNC-Abkantmaschine beeinträchtigt.
Was ist mit dem abnormalen Geräusch des Ölpumpenmotors der Abkantpresse passiert?
Ein unzureichender Hydraulikölstand kann anormale Geräusche der Ölpumpe verursachen. Prüfen Sie den Ölstand.
Verschmutztes Hydrauliköl, das das Filtersieb an der Ölsaugöffnung verstopft, kann anormale Geräusche der Ölpumpe verursachen und die Funktion des Ölzylindermotors und anderer Komponenten verhindern. Reinigen Sie das Filtersieb, filtern Sie das Hydrauliköl oder tauschen Sie das Hydrauliköl aus, um dieses Problem zu beheben.
Wenn die Ölpumpe beschädigt ist, erzeugt die Innenfläche des Stators einer Flügelzellenpumpe anormale Geräusche, und wenn der Kolben in einer Kolbenpumpe beschädigt ist, erzeugt er anormale Geräusche und vibriert stark. Dies kann zu einem instabilen Druck im Hydrauliksystem führen, der durch harte Gegenstände im Hydrauliköl verursacht werden kann, die in der Pumpe stecken bleiben.
Was ist falsch daran, dass sich der Stempel der Abkantpresse nicht nach unten absenken kann?
Stellen Sie den Hub des Zylinders ein, indem Sie die oberen und unteren Begrenzungen an der Seitenwand verstellen.
Auswahl der Größe der unteren Nut beim Blechbiegen entsprechend der Blechdicke
Blechmaterial: 1-3mm, die Rillenbreite sollte 4-6 mal die Dicke des Materials betragen.
Für dickes Blech: 4-10 mm, die Nutbreite sollte das 8-10-fache der Materialstärke betragen.
Eine kleinere Nutbreite führt zu einem kleineren R-Winkel nach dem Biegen und erfordert mehr Biegedruck. Umgekehrt führt eine größere Nutbreite zu einem größeren R-Winkel und erfordert weniger Biegedruck.
Die Wahl der Nutbreite sollte sich an der Tonnage und den Verarbeitungsanforderungen der gewählten Abkantpresse orientieren, die eher auf Branchenerfahrungen als auf Industrienormen beruhen.
Wie bricht man die Sperre der Abkantpresse auf?
Wenn die SPS gesperrt ist, müssen Sie sich wahrscheinlich an den Hersteller wenden, um sie zu entsperren. Das ursprüngliche Werk sollte in der Lage sein, diesen Service anzubieten. Falls nicht, kann ein Systemwechsel problematisch sein, da die ursprünglichen Parametereinstellungen möglicherweise nicht mit dem neuen System kompatibel sind.
Wie löst man das Problem, dass die Abkantpresse zu langsam mit Druck beaufschlagt wird? Wie kann man schnell mit Druck beaufschlagen?
Eine langsame Druckbeaufschlagung der Abkantpresse kann durch einen verstopften Ölkreislauf verursacht werden, was zu einem langsamen Druck führt. Um dieses Problem zu beheben, kann das Hydrauliksystem ausgebaut und gereinigt werden, um die Druckbeaufschlagung zu erhöhen.
Der Stößelteil der Abkantpresse besteht aus einem Stößel, einem Ölzylinder und einer Struktur zur Feineinstellung des mechanischen Anschlags. Die Ölzylinder sind am Rahmen befestigt, der Kolben treibt den Stößel durch hydraulischen Druck auf und ab, und der mechanische Anschlag wird durch das numerische Steuerungssystem gesteuert und eingestellt.
Das Arbeitstischteil kann über die Tastenbox bedient werden. Der Motor treibt den Halterahmen hin und her, und der Abstand wird durch das NC-System mit einer Mindestablesung von 0,01 mm gesteuert (es gibt Wegbegrenzungsschalter an den vorderen und hinteren Positionen).
Die Maschine verfügt über einen mechanischen Synchronisierungsmechanismus, der aus einer Torsionswelle, einem Schwenkarm und einem gemeinsamen Lager besteht. Dieses System hat eine einfache Struktur, eine stabile und zuverlässige Leistung und eine hohe Synchronisationsgenauigkeit. Der mechanische Anschlag wird durch den Motor eingestellt und durch das numerische Steuerungssystem gesteuert.
Der Materialhaltemechanismus verwendet einen Motorantrieb, um die beiden Schraubenstangen durch Kettenbetrieb synchron zu bewegen. Das numerische Steuersystem steuert die Größe des Materialhalters.
Wodurch wird der Blechbiegeradius bestimmt?
Der Radius der Platte Metall-Biegen wird durch verschiedene Faktoren wie Blechdicke, Material, Radius der oberen und unteren Biegestempel, Biegedruck und Arbeitstemperatur bestimmt. Der Biegedruck, der nur durch die Blechdicke und die Kerbenbreite der unteren Biegematrize bestimmt wird, beeinflusst die Änderung des Biegeradius. Der Einfluss des Biegeradius kann durch die Begrenzung relevanter Faktoren auf der Grundlage der Anforderungen stabilisiert werden.
Es wurde festgestellt, dass der Biegeradius umso größer ist, je dicker das Material ist. Dies liegt daran, dass dickere Bleche einen größeren Biegedruck und eine größere Kerbe im unteren Biegestempel erfordern. Das Material wirkt sich ebenfalls auf den Biegeradius aus, hat aber in der Praxis wenig Einfluss. Für verschiedene Materialien können eigene Biegefaktortabellen erstellt werden.
Je dicker das Blech ist, desto widerstandsfähiger ist es gegen Biegeverformung, was eine Anpassung des Drucks erfordert. Der Biegedruck kann jedoch nicht unbegrenzt erhöht werden und muss auf ein angemessenes Niveau eingestellt werden. Der Biegedruck ist direkt proportional zur Blechdicke und umgekehrt proportional zur Kerbenbreite des unteren Biegestempels.
In der Praxis wird die Blechdicke festgelegt, und die Kerbenbreite der unteren Matrize wird auf der Grundlage der Dicke ausgewählt. Daher ist der Biegedruck, der durch andere Faktoren bestimmt wird, konstant, und der Biegeradius muss den Druckfaktor nicht berücksichtigen.
Spannungsabbau von Edelstahl 304 nach dem Biegen
Rostfreier Stahl 304 ist eine japanische Marke, die dem 00Cr19Ni10 in China entspricht. Er gehört zur Familie der austenitischen nichtrostenden Stähle.
Die Spannungsarmglühung von austenitischem rostfreiem Stahl ist ein Wärmebehandlungsverfahren, das die Eigenspannung das nach der Kaltbearbeitung oder dem Schweißen auftritt. Zum Anlassen wird der Stahl in der Regel auf 300 bis 350 °C erhitzt.
Bei Stählen, die keine stabilisierenden Elemente wie Ti und Nb enthalten, sollte die Erhitzungstemperatur 450°C nicht überschreiten, um die Ausscheidung von Chromkarbiden und interkristalline Korrosion.
Bei ultrakohlenstoffarmen sowie Ti- und Nb-legierten nichtrostenden Stählen, die kalt bearbeitet oder geschweißt wurden, ist es notwendig, sie bei 500 bis 950 °C zu erhitzen und dann langsam abzukühlen, um Spannungen zu beseitigen. Dieses Verfahren kann die Wahrscheinlichkeit von interkristalliner Korrosion verringern und die Beständigkeit des Stahls gegen Spannungskorrosion verbessern.
Wenn Sie also 304 spannungsfrei machen wollen, liegt der ideale Temperaturbereich zwischen 300 und 350 °C, mit einer allgemein empfohlenen Zeit von 1,5 bis 2,5 Stunden pro 100 mm des effektiven Querschnitts.
Was Ihre Frage nach dem Abbau von Spannungen nach dem Biegen betrifft, so halte ich das nicht für notwendig. Biegen verursacht bei austenitischem nichtrostendem Stahl keine strukturellen Veränderungen, und nach der Verformung bleibt keine Eigenspannung übrig. Sie können ihn ohne Spannungsabbau geradebiegen.
Was sind die entsprechenden Schutzvorrichtungen an der Abkantpresse?
Es gibt verschiedene Sicherheitsmaßnahmen für Abkantpressen, darunter Sicherheitslichtvorhänge, Sicherheitsgitter und Laserschutz. Am häufigsten wird jedoch der Sicherheitslichtvorhang verwendet, da er flexibel und einfach zu bedienen ist. Arten von Presse Bremsmaschinen.
Wie stellt man eine CNC-Abkantpresse ein?
1. Einstellung der Maschine:
Um den Hub des Stempels entsprechend der Dicke der gefalzten Platte und der V-förmigen Öffnungsgröße der unteren Matrize einzustellen, drücken Sie die Auf- und Ab-Tasten auf dem Schaltkasten, um den kleinen Motor vorwärts und rückwärts zu steuern, um die Ausfahrlänge des Steuerkolbens zu erreichen. Der Hub des Stempels wird kontrolliert und es gibt Anzeigen neben dem Ölzylinder. Hinweis: Der Stößel muss sich im oberen Totpunkt befinden (d. h. auf den Fahrschalter drücken), damit die Einstellung wirksam ist.
2. Obere Grenze der Ram-Einstellung:
Wenn der Stößel hochfährt, berührt er den Fahrschalter und bleibt in der gewünschten Position, wodurch der Leerweg des Stößels verringert und die Produktivität verbessert wird. In der Spezifikation "Kontinuierlich" kann auch ein Befehl für eine kontinuierliche Aktion erteilt werden.
3. Langsame Wirkung der Stößelverstellung:
Wenn sich der Stößel nach unten bewegt, berührt der untere Endblock den Wegschalter, wodurch sich der Stößel langsam bewegt.
4. Einstellung des Stempel- und Matrizenspaltes:
Messen Sie den Abstand zwischen dem Stempel und der Matrize, wenn sich der untere Teil des Stempels der V-Form der unteren Matrize nähert, und korrigieren Sie dann den Hubabstand des Stempels.
5. Einstellung des Biegewinkels des Werkstücks:
Der Stößel und der Arbeitstisch der Maschine können sich während des Betriebs durchbiegen, wodurch der mittlere Winkel des Werkstücks größer ist als der Winkel an den beiden Enden. Stellen Sie die Schrauben der Arbeitsplatte fein ein, um sicherzustellen, dass der Winkel des Werkstücks gleichmäßig ist. Diese Funktion wurde werksseitig eingestellt und muss im Allgemeinen nicht weiter angepasst werden.
6. Einstellung des Biegedrucks:
Überprüfen Sie die Tabelle oder berechnen Sie den Tonnage-Druck der gefalzten Platte anhand der Druckformel und stellen Sie dann das Handrad des Fernregelventils so ein, dass der Druck etwas höher ist als die Tonnage der gefalzten Platte, um die unnötige Belastung der Maschine zu verringern.
7. Einstellung der Parallelität zwischen dem Boden der Ramme und dem Arbeitstisch:
Wenn nach längerem Gebrauch der Maschine festgestellt wird, dass die Biegewinkel an beiden Enden des Werkstücks nicht übereinstimmen, stellen Sie den Einstellblock am unteren Ende des Ölzylinders so ein, dass die Unterseite des Stößels parallel zum Arbeitstisch bleibt.
Was ist der Grund für den Lärm einer Abkantpresse?
Sicherstellen, dass die Ölqualität den Anforderungen entspricht
Sicherstellen, dass das Filtersieb nicht verstopft ist
Entlüftung der Ölablassleitung
Prüfen Sie, ob die Ölpumpe richtig installiert ist.
Prüfen Sie die Ölpumpe auf inneren Verschleiß.
Wie kann man den Ölaustritt aus dem Ölzylinder der Abkantpresse beheben?
Im Allgemeinen wird der Hydraulikzylinder demontiert und der Dichtungsring ausgetauscht. Die Endabdeckungen an beiden Enden des Hydraulikzylinders werden normalerweise auf zwei Arten montiert. Der größere Hydraulikzylinder verwenden meist Flanschplatten. Um den Zylinderdeckel zu entfernen, schrauben Sie mehrere Bolzen auf den mittleren Zylinderblock, entfernen die Bolzen und ziehen ihn langsam heraus. Bei kleineren Hydraulikzylindern sind der Zylinderkörper und -kopf mit einem Gewinde versehen, und der drehbare Enddeckel kann vom Zylinderkörper entfernt werden. Wenn Sie mit dem Hydraulikzylinder nicht vertraut sind, ist es ratsam, ihn von einer anderen Person handhaben zu lassen, da bei unsachgemäßer Handhabung während der Demontage und Montage der Dichtungsring und die Innenfläche leicht beschädigt werden können.
Wie repariert man Kratzer auf spiegelblankem Edelstahl?
Wenn die Spiegel-Edelstahl Wenn eine Platte zerkratzt ist, kann man sie mit geeigneten Methoden reparieren. Als Hersteller von polierten Blechen aus nichtrostendem Stahl stellen die Kunden oft ähnliche Fragen.
Wenn der Kratzer nicht tief ist, kann er in der Regel während der Behandlung geglättet werden. Spiegelpolieren durch Verlangsamung der Geschwindigkeit der Vorschubwalze und Absenken des Mahlkopfes.
Es gibt zwei Arten von Kratzern auf spiegelndem rostfreiem Stahl: solche, die vor der Bearbeitung auftreten, und solche, die nach der Spiegelbearbeitung auftreten.
Handelt es sich um einen Kratzer der ersten Art, muss die Schwere des Kratzers beurteilt werden. Wenn die Kratzerfläche und -tiefe die Akzeptanzgrenze des Kunden für den Effekt des Endprodukts überschreiten, sollten die geeigneten Platten neu ausgewählt werden. Es ist wichtig, vor der Bearbeitung der Platten zu beurteilen, ob die Endprodukte den Kundenanforderungen entsprechen, da dies Zeit und Geld sparen kann.
Punktuelle Kratzer, unabhängig von ihrer Tiefe, können repariert werden durch Argon-Lichtbogenschweißen und dann mit einer Poliermaschine poliert. Nach dem Polieren können sie zweimal (oder öfter) bearbeitet werden durch Spiegelpolieren Geräte, die dieses Problem lösen können.
Lineare Kratzer oder Schrammen sind relativ schwierig zu behandeln. Flache Kratzer können durch Verlangsamung der Vorschubwalzengeschwindigkeit und Absenken des Schleifkopfes behoben werden. Tiefe Kratzer sind nicht leicht zu beheben. Es wird empfohlen, Kratzer bei der Bearbeitung und dem Schneiden von Spiegelplattenmaterialien zu vermeiden.
Großflächige Kratzer können je nach Kratzertiefe in zwei Typen unterteilt werden, und die Behandlungsmethode ist dieselbe wie bei punktuellen Kratzern.
Ist der Kratzer vom zweiten Typ, ist er schwieriger zu behandeln. Es wird empfohlen, die Möglichkeit von Kratzern auf dem Spiegelpaneel zu verringern oder zu vermeiden, indem eine Schutzfolie verwendet wird, das Paneel mit einem Holzrahmen verpackt wird, oben und unten Papp- oder Kunststoffplatten angebracht werden, das gesamte Paneel mit wasserfestem Papier umwickelt wird und auf dem Paneel oder der Verpackungsoberfläche der Hinweis "Paneel schützen, nicht zerkratzen" angebracht wird.
Das fertige hochglanzpolierte Edelstahlblech mit Kratzern kann mit den oben genannten Methoden repariert werden. Wenn Halbzeuge mit spiegelnder Oberfläche Kratzer aufweisen, sollten verschiedene Poliergeräte, wie z. B. eine handgeführte Poliermaschine mit austauschbaren Polierscheiben, verwendet werden, um bessere Reparaturergebnisse zu erzielen.
Wie stark kann die Biegetoleranz der Abkantpresse kontrolliert werden?
Die Genauigkeit einer bekannten Abkantpresse kann innerhalb von ±0,5 mm gehalten werden, während die einer Servo-Abkantpresse etwa ±0,1 mm beträgt, was 10 Drähten entspricht.
Was ist die Mindestbiegegröße der Abkantpresse?
Die Mindestbiegemaße der verschiedenen Abkantpressen sind in der nachstehenden Tabelle aufgeführt:
Dicke
Unterer Stumpf(V)
Mindestmaß der ersten Biegung
Mindestabmessung der zweiten umgekehrten Biegung
0,5 mm
6
4mm
4mm+t
0,8 mm
6
4mm
4mm+t
1,0 mm
6
5 mm
5mm+t
1,2 mm
8
5,5 mm
5,5 mm+t
1,5 mm
12
8,5 mm
8,5 mm+t
2,0 mm
16
11mm
11mm+t
2,3 mm
16
12mm
12mm+t
2,5 mm
20
14mm
14mm+t
3,0 mm
25
17,5 mm
17,5 mm+t
Wo wird die Druckentlastung nach der Druckbeaufschlagung der Abkantpresse eingestellt?
Stellen Sie im Allgemeinen die Zeit des Zeitrelais ein.
Wie wählt man eine elektro-hydraulische Servo-Synchron-CNC-Abkantpresse?
Die elektro-hydraulische Servo-Synchron-CNC-Abkantpresse ist eine neue Art von Abkantmaschine. In diesem Leitfaden werden die Grundlagen für die Auswahl einer geeigneten Abkantpresse und einige zu berücksichtigende Faktoren vorgestellt.
Schritte:
Unterscheiden Sie zwischen einer elektro-hydraulischen Servo-Abkantpresse und einer herkömmlichen Abkantpresse. Der Hauptunterschied ist das Vorhandensein eines geschlossenen Regelkreises und die elektrohydraulische Kompensation der Abkantpresse.
Berechnen Sie die erforderliche Tonnage auf der Grundlage des Materials und der Dicke der zu verarbeitenden Metallplatte. Die Tonnage bezieht sich auf die maximale Biegekraft der Abkantpresse, nicht auf ihr Gewicht.
Bestimmen Sie die Klingenbreite, die Ausladung und den Abstand zwischen den Ständern auf der Grundlage der Länge des zu bearbeitenden Edelstahls und anderer Bleche.
Wählen Sie einen Hersteller oder eine Marke von elektro-hydraulischen synchronen Abkantpressen, unter Berücksichtigung der Qualität, des Preises und des Kundendienstes.
Passen Sie bei Bedarf zusätzliche Funktionen an, z. B. Achsenzahlanforderungen, Kompensationsart, Lasertest und Sicherheitsschutz (Laserschutz oder Lichtvorhangschutz).
Anmerkungen:
Die Sicherheitsoptionen sind der Laserschutz und der Lichtvorhangschutz, wobei der Laserschutz eine höhere Stufe ist, die in High-End-Maschinen verwendet wird.
Die Anzahl der Achsen sollte auf der Grundlage der Genauigkeitsanforderungen des Werkstücks festgelegt werden, wobei mehr Achsen zu einer höheren Positioniergenauigkeit führen.
Wie faltet man einen Halbkreis mit einer Feststellbremse?
Wenn Sie einen Halbkreis falten möchten, benötigen Sie eine spezielle Halbkreisform. Wenn Sie keine haben, können Sie sowohl eine obere als auch eine untere Form entwerfen und herstellen.
Wie wird der Innenradius beim Biegen von Blechen bestimmt?
Der Mindestbiegeradius muss bei der Konstruktion der Biegung berücksichtigt werden. Bei typischen Materialien entspricht der Radius der Blechdicke. Bei Materialien mit geringer Plastizität sollte der Radius entsprechend vergrößert werden.
Wie berechnet man den Biegeradius von Blechen?
Was Sie wissen müssen, ist der R-Wert auf der neutralen Achse. Die neutrale Achse ist nach innen geneigt. Wenn sie gerundet ist, muss es der innere R-Wert sein.
Im Allgemeinen beträgt die neutrale Achse der SPCC-Platte 0,445 t von innen nach außen. Der innere R-Winkel kann nicht berechnet werden. Dies hängt von Ihrem Biegewerkzeug ab. Verschiedene Biegewerkzeuge haben unterschiedliche innere R-Werte, die nur als ähnlich angesehen werden können.
Biegewerkzeuge können in scharfe Stempel und Radiusstempel unterteilt werden.
Für Präzision Blechbiegenkann die Berechnung nach Abrundung wie folgt durchgeführt werden: Innenradius A + Innenradius B + 0,35T = Ungefaltetes Maß C.
Wie stellt man den Biegeradius und die Biegeabweichung in Solidworks ein?
Der Biegeradius der einzelnen Materialstärken ist unterschiedlich, aber der Standardradius im System ist auf 1 mm eingestellt. Es ist wichtig, den Kurvenabzug jedes Mal manuell. Um die Daten der einzelnen Bleche zu berechnen, kann man sich auf die Biegezugabe Tabelle. Es ist jedoch wichtig zu beachten, dass diese Berechnungen Erfahrung und Wissen über Blechverarbeitung Technologie.
Die Genauigkeit der Berechnungen aus der Biegekoeffiziententabelle ist nicht garantiert. Nur diejenigen, die sich mit Formen auskennen und mit verschiedenen Biegungen umgehen können, können die Abwicklungsgröße genau berechnen. Die Software simuliert die ideale Biegung mit konstanter Dicke, aber in Wirklichkeit nimmt die Dicke während des Biegens ab. Der voreingestellte Radius für die Materialdicke kann entweder auf 1 oder 0,5 gesetzt werden, basierend auf früheren Einstellungen und ist möglicherweise nicht sinnvoll.
Bei der Konstruktion von Blechteilen sollte der Wert individuell auf der Grundlage von Erfahrungswerten oder anhand der Biegekoeffiziententabelle eingestellt werden. Das System stellt automatisch den zuletzt eingestellten Wert ein.
Die vollständigste Biegetoleranztabelle für Bleche
Die Biegezugabe-Tabelle gilt für das entsprechende Material, die Materialstärke und den Winkel.
Wenn die Materialstärke und der Winkel in der Tabelle nicht erfüllt sind, kann die folgende Tabelle zur Berechnung verwendet werden:
die Biegezugabe des entsprechenden Winkels = Materialstärke * Vielfaches des entsprechenden Winkels 2,65-2,4
Winkel
Vielfaches der Materialstärke
60
1
65
1.1
70
1.3
75
1.5
80
1.6
85
1.7
90
1.8
95
1.6
100
1.4
105
1.2
110
1.1
115
1
120
0.8
125
0.7
130
0.6
135
0.55
140
0.5
145
0.3
150
0.33
155
0.3
160
0.2
165
0.15
170
0.1
175
0.1
Beispiel: Die Materialstärke beträgt 3, das Material ist gewöhnlicher Stahl, der Biegewinkel beträgt 95 Grad, und der entsprechende Biegekoeffizient ist 3 * 1,6 = 4,8.
Nach der Biegezugabe-Tabelle müssen die nicht rechtwinkligen Abmessungen wie folgt markiert und gemessen werden:
Wie werden der K-Faktor, der Biegeabzug, das Biegetoleranzmaß und die Biegeberechnung in Solidworks eingestellt? In welchem Verhältnis stehen sie zueinander?
Die Biegezugabe-Tabelle ist eine Referenztabelle, die Sie vorher erstellen und in Ihre Zeichnungen einfügen, wenn Sie Blechteile konstruieren. Sie wird automatisch auf der Grundlage der Blechdicke hinzugefügt.
Der K-Faktor wird hauptsächlich für das Biegen von nicht 90 Grad oder für das Biegen von großen Bögen verwendet und kann auf der Grundlage des Biegeabzugs Ihres Blechs, wie er von Ihrer Biegemaschine bestimmt wird, eingestellt werden.
Beim Biegeabzug wird von jeder Biegung ein Maß abgezogen, das auf der Blechdicke und der unteren Matrizenbreite basiert. Wenn Sie beispielsweise eine 2 mm dicke Kühlplatte und eine 16 mm breite untere Matrize haben, würde der Biegeabzug etwa 3,4 mm betragen. Dies kann in den Blechoptionen des Teils, das Sie zeichnen, oder in den Biegeeinstellungen festgelegt werden.
Der K-Faktor wird in der Regel nicht verwendet, ist aber wichtig für Biegungen, die nicht 90 Grad betragen, und für große Bögen, bei denen der Biegeabzug möglicherweise nicht genau ist. Um den K-Faktor zu bestimmen, können Sie ein rechtwinkliges Blechteil zeichnen, den korrekten Biegeabzug einstellen und dann die ausgeklappte Größe messen, nachdem Sie auf "Ausklappen" geklickt haben. Stellen Sie dann einen K-Faktor ein, z. B. 0,25, und vergleichen Sie die Ausdehnungsgröße mit der vorherigen Messung. Wenn sie übereinstimmen, ist der K-Faktor korrekt. Wenn nicht, passen Sie den K-Faktor an, bis die entfaltete Größe mit dem vorherigen Biegeabzug übereinstimmt. Sobald Sie den korrekten K-Faktor haben, notieren Sie ihn und verwenden ihn für Platten derselben Dicke.
Wie steuert die Abkantpresse den Biegewinkel genau?
Der Fahrregler kann installiert werden.
Was ist der Grund, warum die Klinge der Abkantpresse nicht ansteigen kann?
In der Regel ist eine Abkantpresse mit zwei oder mehr Überströmventilen ausgestattet, die es in zwei Ausführungen gibt: System- und Gegendruckventil. Wenn Sie sich nicht sicher sind, können Sie beide ausbauen und reinigen, aber stellen Sie zunächst sicher, dass das Magnetventil unter Spannung steht. Gehen Sie nicht davon aus, dass die Relais im Schaltschrank nicht funktionieren, wenn Sie Probleme beim Ein- und Ausschalten feststellen. Überprüfen Sie auch den hydraulischen Teil.
Auf welche Achsen beziehen sich die 3 + 1 Achse und die 4 + 1 Achse der Abkantpresse jeweils?
3 + 1″ bezieht sich auf zwei Bewegungen der Ölzylinder (2 Achsen), die Hin- und Herbewegung des hinteren Anschlags (1 Achse) und die Hinzufügung eines Bombiersystems (+1 Achse). Das Bombiersystem ermöglicht es dem Hinteranschlag, seine Position beim Niederdrücken der Matrize anzupassen, wodurch die Produktgenauigkeit verbessert wird.
4 + 1″ umfasst einen zusätzlichen hinteren Anschlag, der sich zur Positionierung mit einer zweiachsigen linearen Führungsschiene auf und ab bewegen kann. Diese fortschrittlichen Funktionen sind mit höheren Kosten verbunden, da die Abkantpressen mit Präzisionskomponenten wie Servomotoren, Kugelumlaufspindeln und Linearführungen.
Was bedeutet der Grenzwert Y der Abkantpresse?
Die Hubgrenze bezieht sich auf den Hubschalter. Wenn er verschoben wurde, können Sie ihn entsprechend einstellen. Wenn er jedoch nicht verschoben wurde, nehmen Sie keine Einstellungen vor.
Funktion des Zeitrelais im Abkantpressenstromkreis
Die Druckhaltezeit und die Entlastungszeit sind zwei separate Funktionen. Das Druckhaltezeitrelais wird aktiviert, wenn der Stempel den unteren Totpunkt erreicht, um den gewünschten Biegewinkel des Werkstücks zu sichern. Nachdem der Druck gehalten wurde, wird der Entlastungszeitschalter aktiviert, um das Rückschlaggeräusch zu reduzieren.
Was ist der Unterschied zwischen einer elektro-hydraulischen Servo-Abkantpresse und einer Drehmoment-Synchron-Abkantpresse?
Elektro-hydraulische Servo-Abkantpresse
Die Hauptzylinder auf beiden Seiten werden synchron durch hydraulische Steuersysteme wie elektrohydraulische Proportional-Servoventile und Rasterlineale gesteuert, die unabhängig voneinander durch CNC geregelt werden. Genaue Daten werden zurückgemeldet, um die Präzision des Stößelvorgangs zu gewährleisten.
Torque-Synchron-Abkantpresse
Eine Torsionswelle verbindet die linke und die rechte Schwingstange und bildet einen Torsionswellen-Zwangssynchronisationsmechanismus, um die synchronisierte Auf- und Abwärtsbewegung der Ölzylinder auf beiden Seiten aufrechtzuerhalten.
Welche Hydraulikpumpe wird in der Regel für Abkantpressen verwendet?
Im Allgemeinen werden gewöhnliche Plungerpumpen verwendet, und einzelne Hersteller setzen Zahnradpumpen ein.
Woher wissen Sie, aus welchem Material die untere Matrize der Abkantpresse besteht?
Die untere Matrize wird im Allgemeinen hergestellt aus Matrizenstahl. Sie können seine Härte mit einem Härteprüfgerät bestimmen.
Wenn die Abkantpresse hochfährt, kann sie nicht anhalten und rutscht automatisch nach unten
Das kleine hydraulische Steuerventil und das Sicherheitsventil können undicht sein. Wenn Ihre Abkantpresse schon mehrere Jahre in Betrieb ist, kann die Alterung des Dichtungsrings im Ölzylinder zu internen Leckagen führen. Ein weiterer zu berücksichtigender Faktor ist, ob das Überlaufventil der Maschine verschoben wurde. Wenn es bis zum Ende gelockert wurde, rutscht es automatisch nach unten. Prüfen Sie außerdem, ob das Drei-Positionen-Vier-Wege-Ventil einstellbar ist. Ist dies der Fall, prüfen Sie, ob es ein Problem mit der Rücklaufsteuerung gibt. Im Allgemeinen sind Maschinen, die schon lange in Betrieb sind, besonders anfällig für interne Leckagen.
Wie ist die N+1-Achse einer Abkantpresse zu verstehen?
Legen Sie ein Stück Holz zwischen den oberen Stempel und die untere Matrize und aktivieren Sie die Maschine, um den Stempel nahe an das Holz zu bringen (damit der Stempel nicht herunterfällt).
Lösen Sie die Mehrfachklammern an der Oberseite des Stempels und entfernen Sie die Stempel.
Setzen Sie den neuen Stempel ein, ziehen Sie die Klammern leicht an, aktivieren Sie die Maschine, um den neuen Stempel auf das Holz zu drücken, und ziehen Sie dann die Klammern vollständig an (um eine sichere Verbindung zwischen dem Stempel und den Klammern ohne Spalt zu gewährleisten).
Das Verfahren zum Auswechseln des Unterstempels:
Lösen Sie einfach den Druckblock und setzen Sie dann die Matrize wieder ein.
Welches Material wird im Allgemeinen für Abkantwerkzeuge verwendet? Was ist die Härte?
Es gibt viele Arten von Materialien, wie T10 oder 42CrMound die Härte liegt im Allgemeinen bei HRC45-50.
Cr12Mo1V1, 42CrMo, 9CrSi, T10, 80#
Abschrecken und Härten: HRC46 ° - 62 °
Müssen Sie den Oberstempel der Abkantpresse schleifen?
Der Oberstempel der Abkantpresse ist in einem Bereich von 3 mm um die Schneide herum speziell wärmebehandelt, um die Härte zu erhöhen, aber er nutzt sich mit der Zeit ab. Normaler Verschleiß führt zu einer Abstumpfung und Abrundung der Spitze. Wenn mehrere Stempel gleichzeitig verschlissen sind, besteht kein unmittelbarer Anlass zur Sorge, aber wenn ein einzelner Stempel teilweise verschlissen ist, empfiehlt es sich, mehrere Stempel zusammen zu bearbeiten durch Glühen, Schleifen und Abschrecken. Dies ist jedoch eine schwierige Aufgabe und sollte nicht auf die leichte Schulter genommen werden.
Wie nivelliert man die Werkzeuge der Abkantpresse?
Überprüfen Sie, ob die Werte von Y1 und Y2 gleich sind und ob das gefaltete Werkstück nur um wenige Gewindegänge abweicht. Wenn sie unterschiedlich sind, passen Sie die Referenzpunkte Y1 und Y2 an und nehmen Sie Feineinstellungen vor. Wenn sie gleich sind, stellen Sie den Vierkantbalken mit dem Wert in der Mitte der Klemme ein und lösen Sie die Schraube, bevor Sie Einstellungen vornehmen.
Was ist das Problem, dass die Abkantwerkzeuge nicht in einer geraden Linie sind?
Im Allgemeinen ist die Geradheit der Bearbeitungsfläche des mit der Matrize installierten Stößels nicht hoch, oder der Matrizeneinstellblock kann verformt werden.
Wie repariert man einen Riss in einem Biegewerkzeug aus Edelstahl?
Die spezifische Reparatur von Werkzeugrissen hängt von der Größe der Risse ab. Wenn der Riss relativ flach ist, kann durch Flachschleifen eine Schicht der gesamten Schaufelkante entfernt werden. Ist der Riss jedoch tief, kann die Anwendung der Schleifmethode Fragen aufwerfen, ob die Festigkeit des verbleibenden Teils der Schaufelkante dem Biegedruck standhalten kann. Der gebrochene Spalt kann auch durch Argon-Lichtbogenschweißen repariert werden, aber die Härte der Reparatur Schweißmaterial nicht mit dem Originalmaterial übereinstimmen, was die Leistung des Werkzeugs beeinträchtigt.
Wie wählt man das Material der Abkantpresse aus?
Es ist wichtig, einen Werkstoff mit hoher Festigkeit, Zähigkeit und guter Verschleißfestigkeit für Kaltarbeitsformenstahl zu wählen. Ein guter Werkstoff ist Cr12MoV, der sich durch gute Gebrauchs- und Verarbeitungseigenschaften auszeichnet, aber relativ teuer ist. Eine weitere Option ist 42CrMo, eine Legierung, die abgeschreckt und vergütet Stahl mit hoher Festigkeit und Zähigkeit, der sich auch bei Temperaturen unter 500 Grad gut verarbeiten lässt.
Was ist das Problem des automatischen Werkzeugabwurfs bei gewöhnlichen Abkantpressen?
Im Allgemeinen kann ein Leck im Hydraulikventil auf das Alter Ihrer Maschine zurückzuführen sein. Wenn sie schon mehrere Jahre im Einsatz ist, kann der Dichtungsring im Ölzylinder gealtert sein, was zu Leckagen und Schlupf führt. Außerdem können Sie prüfen, ob das Hydrauliksystem einen niedrigen Ölstand aufweist. Ist dies nicht der Fall, könnte das Problem an der Software liegen, die durch Austausch oder Neuinstallation behoben werden kann.
Warum geht die Abkantpresse nur langsam nach unten?
Der Ventileinsatz ist verklemmt. Reparieren Sie ihn.
Was ist der Unterschied zwischen der akuten Stanze und der Schwanenhalsstanze der Abkantpresse?
Der Unterschied zwischen einem Spitzstempel und einem Schwanenhalsstempel besteht darin, dass Spitzstempel in der Regel für Biegewinkel von 45 Grad oder weniger und für die Bearbeitung von Blechdicken von höchstens 5 mm verwendet werden. Schwanenhalsstempel hingegen werden in der Regel für das Biegen von Werkstücken mit einem großen Radius verwendet. Wenn Sie ein Werkstück mit einem kleineren Radius biegen wollen, müssen Sie einen Spitzstempel verwenden.
Das Werkzeug der Abkantpresse hat Dellen. Wie kann man es reparieren?
Das Problem kann gelöst werden, indem die untere Matrize zur Bearbeitung geschickt und die beiden R-Winkel der unteren Matrize geschliffen werden. V-Nut mit einer Schleifmaschine. Eine andere Lösung besteht darin, eine Antidröhnfolie zu kaufen und sie während des Biegens auf die untere Matrize zu legen, wodurch das Problem der Dellen ebenfalls gelöst werden kann.
Was ist die Abschreckhärte von General Press Brake Die?
Die Wärmebehandlung der Abkantwerkzeug wird in der Regel auf eine Härte von HRC38 bis 42 vergütet und angelassen. Die Matrize der Abkantpresse ist keine Klinge und wird mit langsamer Geschwindigkeit und hohem Druck bearbeitet. Eine zu hohe Härte kann leicht zum Bruch der Matrize führen, daher bedeutet eine hohe Härte nicht unbedingt, dass sie haltbar ist.
Berechnungsformel für den Preis eines Abkantwerkzeugs
Um die Kosten für Abkantwerkzeuge zu berechnen, müssen Sie zunächst das Volumen des Werkzeugs auf der Grundlage seiner Gesamtabmessungen bestimmen (oder es für ein einzelnes Stück berechnen, wenn das Volumen zu klein ist). Berechnen Sie dann das Gewicht und verwenden Sie das Verfahren und die Materialien, um den Preis zu ermitteln. Der Preis für CNC-Abkantwerkzeuge liegt bei etwa 45 Yuan pro Kilogramm, während die Preise für inländische Abkantwerkzeuge bei etwa 25 Yuan pro Kilogramm liegen.
Was ist der allgemeine Winkel der Abkantpressenwerkzeuge?
Die üblichen Winkel für den Oberstempel einer Abkantpresse sind typischerweise 85, 86 oder 88 Grad. Ähnlich sind die üblichen Winkel für die untere Matrizenrille einer Abkantpresse typischerweise 85, 86 oder 88 Grad. Der geeignete Winkel kann auch auf der Grundlage des Rückprallwinkels des zu biegenden Materials gewählt werden.
Wie wählt man den Bogenradius von Stempel und Matrize einer Abkantpresse?
Wenn der obere Stempel zu einem Bogen geformt ist, kann die V-förmige untere Matrize zum Biegen eines Bogens verwendet werden. Es ist auch möglich, sowohl mit dem Stempel als auch mit der Matrize Bögen herzustellen, aber in diesem Fall kann nur eine Bogengröße gebogen werden.
Wie berechnet man den Biegewinkel der Abkantpresse?
Der Biegewinkel einer Abkantpresse wird durch die numerische Steuerungsebene und die Tiefenpositionierung des elektrohydraulischen Servosystems (Y1- und Y2-Achse) bestimmt. Im Allgemeinen müssen Sie nur das entsprechende Werkzeug aus der Werkzeugbibliothek des Systems auf der Grundlage der Zeichnung auswählen und die Materialart, Länge, Dicke, Biegebreite, den Winkel und andere Parameter eingeben. Das System berechnet dann automatisch das Blechausdehnungsmaß, den R-Winkel, den erforderlichen Druck und die Biegetiefe.
Zur Bedienung wird der Bogen einfach eingezogen und der Fußschalter betätigt. Höherwertige Systeme ermöglichen die Programmierung durch Grafiken. Das System erzeugt auf der Grundlage der Eingabedaten 2D- oder 3D-Schnittgrafiken des Produkts, zeigt die Material- und Werkzeugpositionen an und liefert eine solide Zeichnung des Biegeteils. Der Biegeprozess kann simuliert werden, und der Bediener kann die Anzeige während der Bearbeitung verfolgen, um eine klare und sichere Erfahrung zu machen.
Welche Faktoren bestimmen die Lebensdauer eines Abkantwerkzeugs?
Die Optimierung der Werkzeugstruktur ist von entscheidender Bedeutung, um die maximale Belastbarkeit des Werkzeugs zu erhöhen und die thermische Belastung zu verringern.
Die Effizienz von Änderungen der Profilgröße wirkt sich direkt auf die Lebensdauer des Werkzeugs aus.
Was bestimmt die Lebensdauer von Abkantwerkzeugen?
Berücksichtigen Sie die möglichen Mängel in der Verarbeitungstechnik und die Auswirkungen auf die Belastbarkeit im Betrieb aufgrund der Qualität der Matrizenmaterialund ergreifen Sie die notwendigen Maßnahmen, um eventuelle Mängel in der metallurgischen Qualität auszugleichen und die Lebensdauer des Werkzeugs zu verbessern.
Die Fehler bei der Bearbeitung, Vorbehandlung, Schmieden, Abschrecken, Härten und Oberflächenbehandlung hat einen erheblichen Einfluss auf die Verschleißfestigkeit, den Ausbruchsschutz und die Bruchsicherheit der Matrize.
Zum Beispiel raue Formoberflächen, Restspuren von der Bearbeitung, Mikrorisse vom Erodieren, Oberflächenaufkohlung und Entkohlung während der Wärmebehandlung beeinträchtigt die Belastbarkeit und Lebensdauer des Werkzeugs.
Die Genauigkeit und Steifigkeit der Matrize, die Schmierbedingungen, der Vorbehandlungsstatus des verarbeiteten Materials, die Vorwärm- und Kühlbedingungen, der Zustand der Oberflächenqualität, die Materialhärte, die Dehnung und andere mechanische Eigenschaften der bearbeiteten Teile sowie die Maßgenauigkeit der bearbeiteten Teile wirken sich alle auf die Lebensdauer der Matrize aus.
Dies sind die Faktoren, die die Lebensdauer von Abkantwerkzeugen beeinflussen.
Wie wählt man den Oberstempel der Abkantpresse aus?
Zu den Oberstempeln gehören u. a. 88°, 86°, 84°, 30° Spitzstempel und 25° Spitzstempel. Es gibt keine spezifischen Vorschriften für den Oberstempel, aber spitze Stempel werden in der Regel zum Biegen dünner Bleche verwendet, während 88°-Stempel für dickere Bleche und 84°-Stempel für gerillte Bleche verwendet werden. Die Wahl des Oberstempels hängt auch von der gewünschten Endform der Biegung ab.
Bei der Wahl zwischen einem geraden Stempel und einem Schwanenhalsstempel gilt es, Kollisionen zu vermeiden. Wenn der Öffnungsabstand des Werkstücks vom Typ C groß ist, kann entweder ein gerader oder ein Schwanenhalsstempel verwendet werden, aber wenn der Öffnungsabstand klein ist, kann nur ein Schwanenhalsstempel verwendet werden.
Wenn die Abkantpresse über eine Biegesimulationsfunktion verfügt, erleichtert dies die Auswahl des Stempels. Im Allgemeinen ist ein 88°-Stempel für eine Blechdicke von 1,5 mm ausreichend.
Goldener Schnitt Größe von Abkantwerkzeugen
Die Standardsegmente für 835 mm Würfel sind: 300mm, 200mm, 100mm, 100mm, 40mm, 50mm, 20mm, 15mm, und 10mm.
Rostschutzbehandlung von Abkantwerkzeugen
Das Rosten der Formen ist ein großes Problem für die Hersteller. In diesem Artikel werden wir wirksame Möglichkeiten zur Verhinderung des Rostens von Gussformen erörtern, z. B. die Vermeidung der Lagerung der Gussform in feuchter Umgebung, die Verwendung von Rostschutzmitteln nach dem Abkühlen und die Verwendung von Langzeit-Rostschutzmitteln.
Vorsichtsmaßnahme 1: Nasse Lagerung vermeiden
Wenn die Form über einen längeren Zeitraum in einer feuchten Umgebung gelagert wird, kann es zu Rostbildung kommen, unabhängig davon, wie wirksam der Rostschutz ist. Um dies zu verhindern, ist es wichtig, die Form in einem trockenen und belüfteten Bereich zu lagern.
Vorsichtsmaßnahme 2: Nach dem Abkühlen Rostschutzmittel verwenden
Die Verwendung von Rostschutzmitteln, bevor der Schimmel abgekühlt ist, kann innerhalb weniger Tage zu Rostbildung führen. Der Schimmel nimmt das Wasser aus dem Rostschutzmittel auf, was zu Rost führt. Am besten warten Sie, bis die Form auf natürliche Weise abgekühlt ist, und tragen dann das Rostschutzmittel auf.
Es gibt viele Rostschutzmittel auf dem Markt, darunter Rostschutz Öle und Pulver. Bei einem Langzeit-Rostschutzmittel handelt es sich jedoch um ein spezielles Rostschutzmittel für Formen mit einem allgemeinen Rostschutzzyklus von ein bis drei Jahren. Es kann die Formen in der Fabrik wirksam schützen und unnötige Verluste verringern.
Zusammenfassend lässt sich sagen, dass die Einhaltung dieser Vorsichtsmaßnahmen dazu beitragen kann, das Rosten von Formen zu verhindern und die Sicherheit der Fabrik zu gewährleisten.
Der Abpressdruck der Abkantpresse ist nicht ausreichend, aber der steigende Druck ist normal
Um das Problem des Überlaufventils und der Pumpe zu beheben, überprüfen Sie zunächst die interne Leckage des Hydraulikzylinders. Die Methode ist wie folgt:
Drücken Sie die Maschine nach unten, bis das Werkstück nicht mehr gedrückt werden kann.
Die Ölleitung in der unteren Kammer des Ölzylinders entfernen und weiter nach unten drücken.
Beobachten Sie, ob noch Öl aus dem Ölzylinder fließt.
Wenn kein Öl fließt, bedeutet dies, dass der Ölzylinder in gutem Zustand ist und die externe Kraftstoffeinspritzung kein Problem darstellt.
Tritt jedoch bei einem niedrigeren Druck Öl aus, ist wahrscheinlich die innere Abdichtung des Ölzylinders defekt.
Hinweis: Drücken Sie nicht auf die Rücklauftaste und stellen Sie sicher, dass die Ölleitung vollständig abgeklemmt ist, um festzustellen, ob die Leckage vom Ölzylinder oder vom Magnetventil ausgeht.
Vergleichstabelle der Abkantpressen-Werkzeug-Kombination
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Haben Sie sich jemals gefragt, woher der Begriff "Abkantpresse" stammt? In diesem fesselnden Blogbeitrag begeben wir uns auf eine faszinierende Reise durch die Geschichte, um die Gründe für die...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Die ordnungsgemäße Reparatur des Hydraulikzylinders einer Abkantpresse ist entscheidend für die Aufrechterhaltung der Maschinenleistung und Sicherheit. Der Hydraulikzylinder besteht normalerweise aus einem Kolben, einer Hülse, einer Kolbenstange und einer Schraube....
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie...
Hatten Sie schon einmal Probleme mit der Einstellung der richtigen Abkantpressen-Hublänge? Viele Bediener tun dies und greifen oft auf Versuch und Irrtum zurück. Dieser Artikel entmystifiziert den Prozess und bietet eine klare Formel zur Berechnung...