1. Überblick
Die hydraulische Abkantpresse WC67Y-250/4000 ist für das Biegen von Blechen mit hoher Arbeitsproduktivität und Biegegenauigkeit ausgelegt. Sie bietet Stabilität, Zuverlässigkeit und einfache Bedienung mit den Optionen Tippbetrieb oder kontinuierlicher Verfahrweg.
Diese hydraulische Abkantpresse hält den Druck über den gesamten Arbeitshub konstant und gewährleistet eine gleichmäßige Kraftverteilung. Die Benutzer können sie leicht mit verschiedenen Formen ausstatten, um die gewünschte Blechbiegen Form.
Es ist jedoch wichtig zu wissen, dass die Rücklaufgeschwindigkeit dieser Abkantpresse um ein Vielfaches schneller ist als der Biegeprozess, was zu einer verbesserten Produktionseffizienz führt. Es muss jedoch unbedingt sichergestellt werden, dass der Zylinder der Abkantpresse nicht zu schnell abfällt, wodurch es aus dem Takt gerät und die Qualität des Endprodukts beeinträchtigt werden könnte.
2. Ursachenanalyse der Desynchronität
1) Analyse des Kolbenzylinders:
Der Hauptgrund für dieses Problem ist eine interne Leckage im Kolbenzylinder. Der Spalt zwischen dem Kolben und dem Ölzylinder ist zu groß, was zu Leckagen führt. Die Leckage im linken und rechten Zylinder ist jedoch nicht gleichmäßig, was zu unterschiedlichen Bewegungsgeschwindigkeiten der beiden Zylinder führt.
2) Analyse der Öleinlassleitung:
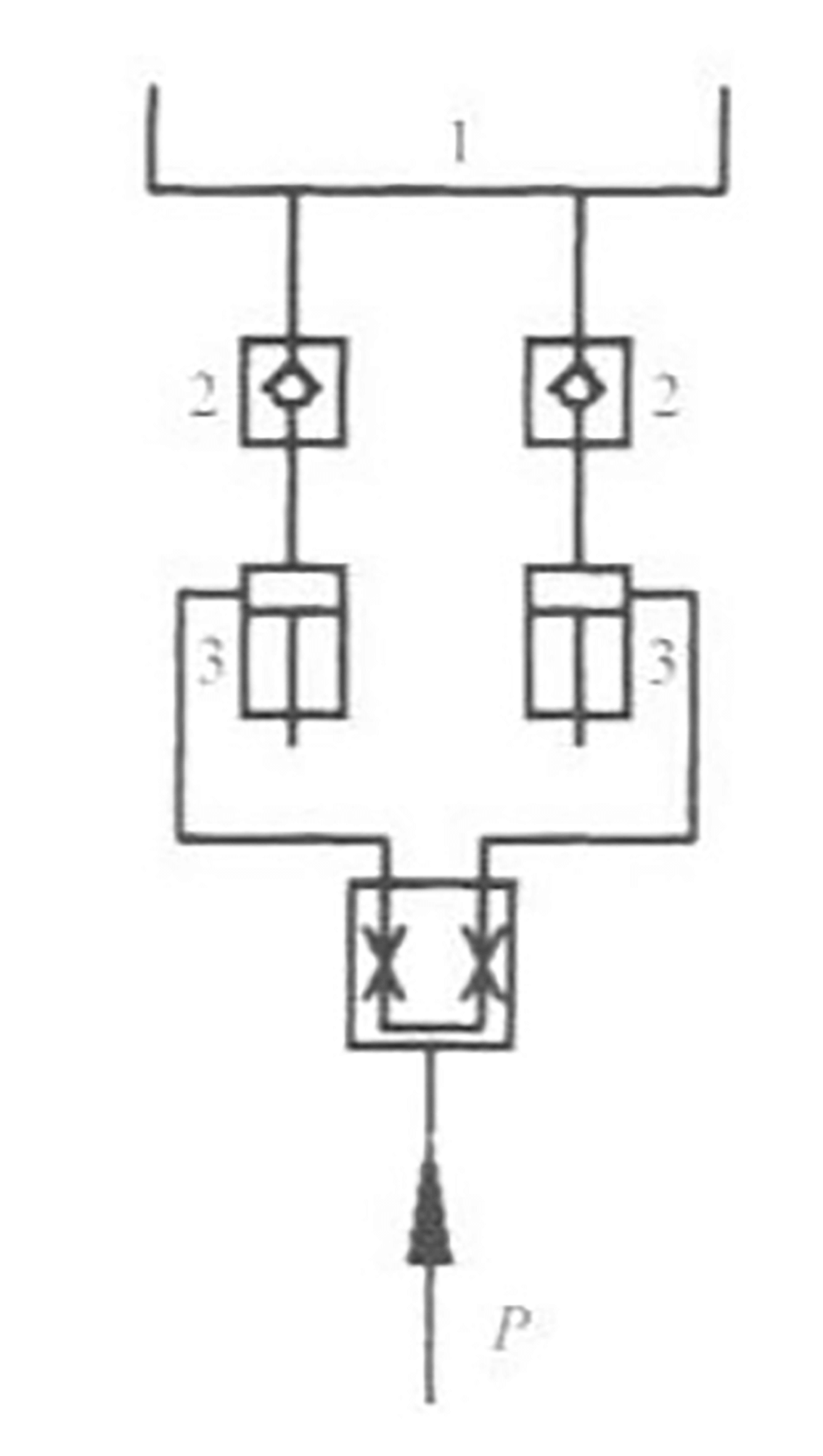
Abbildung 1 veranschaulicht den Prozess der Abkantpresse schnell absteigend. Die Ölpumpe versorgt den Ölzylinder über das Synchronventil mit Öl, während der obere Öltank 1 den Ölzylinder über das Einwegventil 2 über den natürlichen Höhenunterschied mit Öl versorgt. Diese beiden Ölsorten versorgen die obere Kammer des Ölzylinders mit Öl, was ein schnelles Absenken des Ölzylinders bewirkt.
Aufgrund des ungefähren Durchflusses im Ventilkreislauf nach dem Synchronisationsventil wird nur der Durchfluss vom Tank durch das Rückschlagventil 2 in den Ölzylinder 3 berücksichtigt.
1 - Ölbehälter; 2 - Rückschlagventil; 3 - Ölzylinder.
Abb. 1 Analyse der Ölversorgung des Ölzylinders
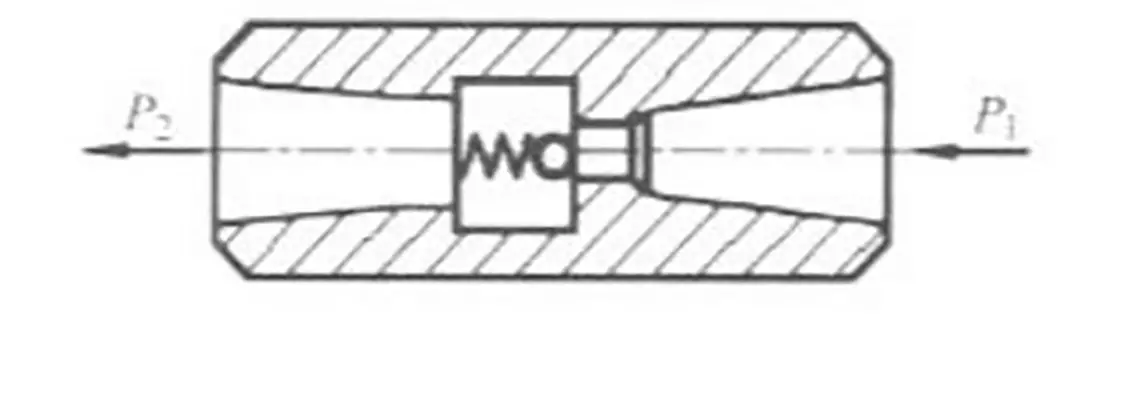
Abbildung 2 zeigt den Aufbau des Rückschlagventils 2.
P1 bezeichnet den Eingangsdruck, während P2 steht für den Ausgangsdruck.
Unter Berücksichtigung des Eingangsdrucks für beide Rückschlagventile, P1 kann als atmosphärischer Druck betrachtet werden, so dass sie gleich sind.
Angesichts der Tatsache, dass P1 konstant ist, steigt der Durchfluss Q durch das Rückschlagventil mit einer Zunahme der Druckdifferenz (P-P2).
Abb. 2 Aufbau des Rückschlagventils
Aus den obigen Ausführungen wird deutlich, dass die beiden Hydraulikzylinder beim Anlassen nicht vollständig synchronisiert sind. Infolgedessen ist der Druck in der oberen Kammer der beiden Zylinder, bezeichnet als P, nicht derselbe. Dieser Druckunterschied zwischen dem vorderen und dem hinteren Teil der beiden Rückschlagventile ist ebenfalls nicht gleich groß.
Folglich ist der Durchfluss vom Ölzylinder durch das Rückschlagventil in die beiden Zylinder nicht gleich. Dieses Ungleichgewicht im Durchfluss führt dazu, dass die Bewegung der beiden Zylinder unsynchronisiert ist.
3) Analyse der Ölrücklaufleitung:
Wenn sich die Abkantpresse schnell absenkt, kann die Bewegungsdämpfung im Rücklaufölkreislauf ungleich sein, was zu einem unterschiedlichen Gegendruck in der unteren Kammer des Kolbens führt. Infolgedessen kann die Rücklaufmenge der beiden Zylinder nicht gleich sein, was dazu führt, dass die Geschwindigkeit der beiden Zylinder beim schnellen Absenken ungleich ist und daher nicht synchronisiert werden kann.
3. Lösung
(1) Um eine gleichmäßige Leckage in beiden Hydraulikzylindern zu gewährleisten, ist es wichtig, die Auswahlgenauigkeit von linken und rechten Kolben, Zylindern und anderen Teilen (einschließlich Maßgenauigkeit und Positionsgenauigkeit wie Koaxialität) gleich zu halten, Rundheit, usw.). Außerdem sollten die Hydraulikkreise der beiden Hydraulikzylinder möglichst ähnlich gestaltet sein.
(2) Um einen gleichmäßigen Durchfluss durch die beiden Rückschlagventile in der Öleinlassleitung zu gewährleisten, muss angestrebt werden, dass sich der Schwerpunkt des beweglichen Rahmens in der geometrischen Mitte der beiden Zylinder befindet. Außerdem sollte die mechanische Dämpfung zwischen dem Kolben und der Kolbenstange sowie zwischen der Kolbenstange und dem Enddeckel so gering wie möglich sein, um eine ähnliche mechanische Dämpfung der beiden Kolbenzylinder zu gewährleisten, wenn diese schnell absinken.
(3) Bei der Ölrücklaufleitung muss sichergestellt werden, dass der Rücklauf der beiden Zylinder gleich ist, indem der Rücklaufölwiderstand der Ölrücklaufleitung ähnlich gestaltet wird. Dabei ist sicherzustellen, dass der Rohrdurchmesser, die Rohrlänge, Rohrbiegen Nummer und der Biegewinkel des Rohres sind im Wesentlichen gleich.
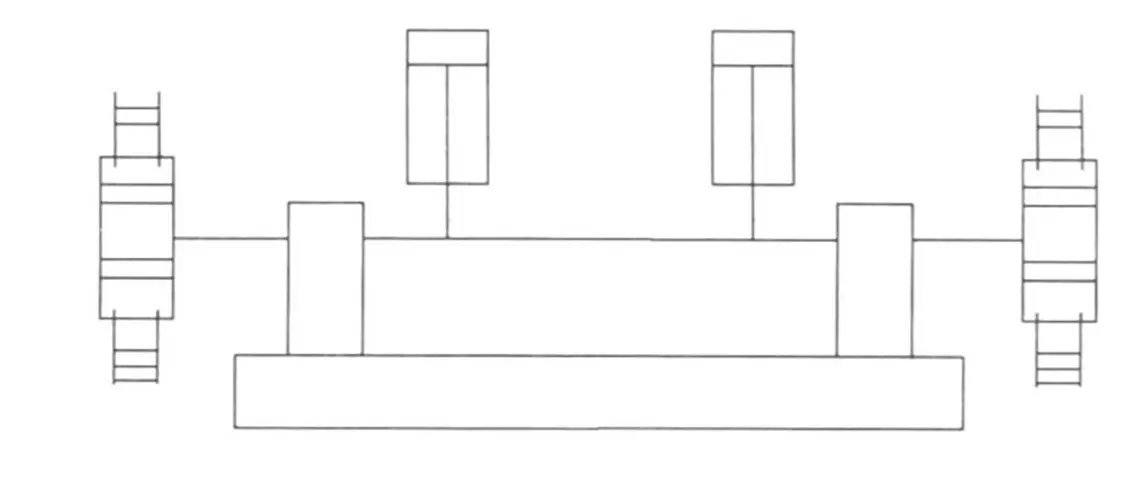
(4) Die Abkantpresse verwendet einen mechanischen Zahnstangenantrieb zur Kraftsynchronisierung. Die Vorrichtung ist in Abbildung 3 dargestellt, wobei die Zahnstange auf beiden Seiten des Verbindungsrahmens installiert ist und mit dem Zahnrad auf der Zahnstange ineinandergreift. Die Zahnstange dient als Führungselement, und die Fehlerkorrektur erfolgt über den Zahneingriff. Solange die Fertigungsgenauigkeit der Zahnstange und des Zahnrads gewährleistet ist, können die beiden Arbeitszylinder der Abkantpresse ein sehr hohes Maß an Gleichlaufgenauigkeit erreichen.
Abb. 3 Schematische Darstellung des Zahnstangenantriebs mit Zwangssynchronisation
4. Wirkung
Durch die Zusammenarbeit von Anwendern, Konstrukteuren und Herstellern konnte der gesamte Prozess der Herstellung, Montage und Inbetriebnahme erheblich verbessert werden. In der Praxis zeigt sich, dass die Struktur einfach und kompakt ist und der Betrieb stabil und geräuscharm ist. Dadurch wird die Qualität der gebogenen Stahlbleche gewährleistet, und die Biegeleistung entspricht den erforderlichen Standards.