Betriebsanleitung für Abkantpressen (Schulungs-PDF)
Alle Mechaniker und Technikbegeisterten aufgepasst! Haben Sie sich jemals gefragt, wie man eine Abkantpresse bedient? In diesem Blogbeitrag tauchen wir in die Welt der Abkantpressen ein und erforschen ihre Funktionen, Sicherheitsüberlegungen und Wartungstipps. Auf der Grundlage des Fachwissens erfahrener Fachleute auf diesem Gebiet vermitteln wir Ihnen wertvolle Einblicke, um Ihr Verständnis und Ihre Fähigkeiten im Umgang mit diesen leistungsstarken Maschinen zu verbessern. Machen Sie sich bereit, Ihr Abkantpressen-Spiel zu verbessern!
Einführung in das Betriebshandbuch für Abkantpressen
Wir empfehlen allen Anwendern und Bedienern dringend, diese Betriebsanleitung für Abkantpressen vor dem Einsatz der Abkantpresse sorgfältig zu lesen. Dieses Handbuch ist für spezialisiertes und qualifiziertes Personal bestimmt und enthält Diagramme und alle notwendigen Unterlagen zum Anheben, Bewegen und Aufstellen der Maschine sowie Anweisungen für die sichere Verwendung und Wartung.
Verfügbare Kontrollsysteme
Sie können direkt zum Ende der Seite scrollen, um die PDF-Version der Betriebsanleitung für die folgenden Abkantpressensteuerungen herunterzuladen:
Estun: E21, E200P, E200+
CybTouch: 8, 12
Esa: S630
Delem: DA41, DA52S, DA53T, DA58T, DA66T, DA69T
Wichtige Informationen
Bitte beachten Sie, dass alle in diesem Handbuch enthaltenen Informationen zum Zeitpunkt der Drucklegung korrekt sind. Unser Unternehmen behält sich jedoch das Recht vor, Spezifikationen ohne vorherige Ankündigung zu ändern und zu verbessern.
Installation und Wartung
Um eine einwandfreie Leistung zu gewährleisten, ist es wichtig, die Abkantpresse gemäß den Anweisungen zu verwenden und regelmäßige Inspektionen und Wartungsarbeiten durchzuführen. Jede falsche oder unverantwortliche Verwendung kann zu irreparablen Schäden an der Maschine führen und die Sicherheit des Bedieners gefährden.
Haftungsausschluss
Wir sind nicht verantwortlich für unsachgemäße Dienstleistungen, Änderungen oder Anschlüsse, die von nicht autorisiertem Personal vorgenommen werden.
Wenn Sie die Richtlinien und Empfehlungen in diesem Handbuch befolgen, können Sie den sicheren und effizienten Betrieb Ihrer Abkantpresse gewährleisten.
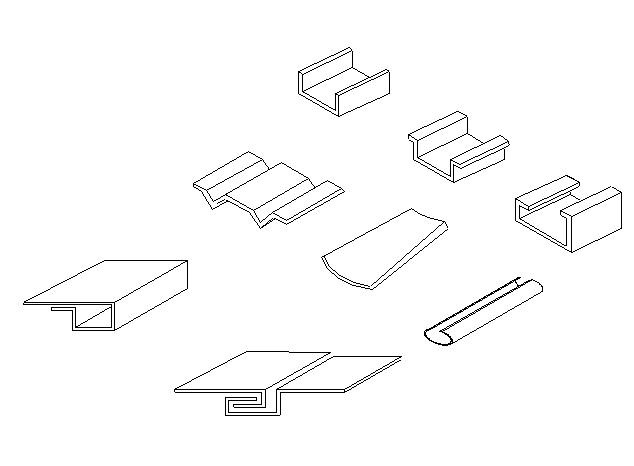
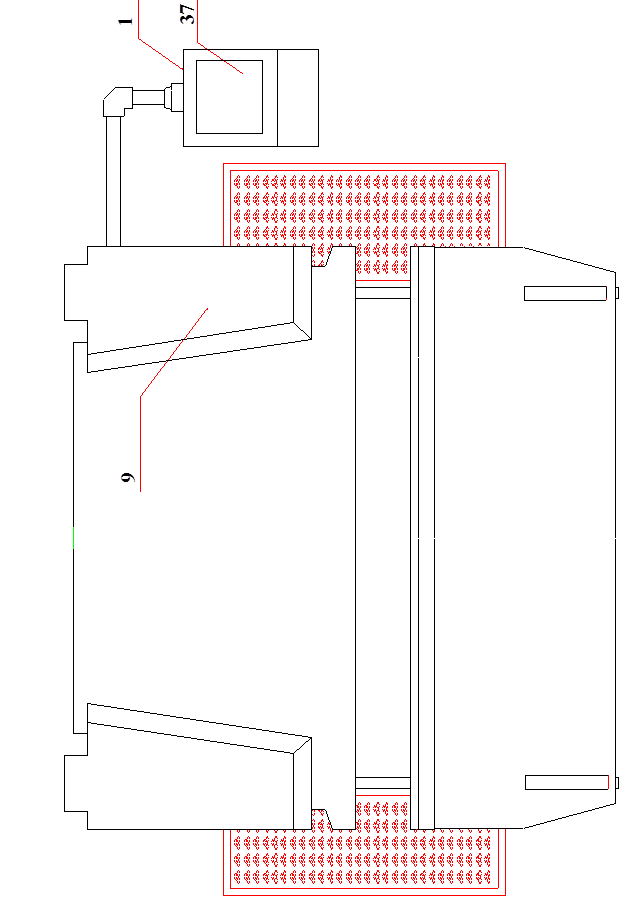
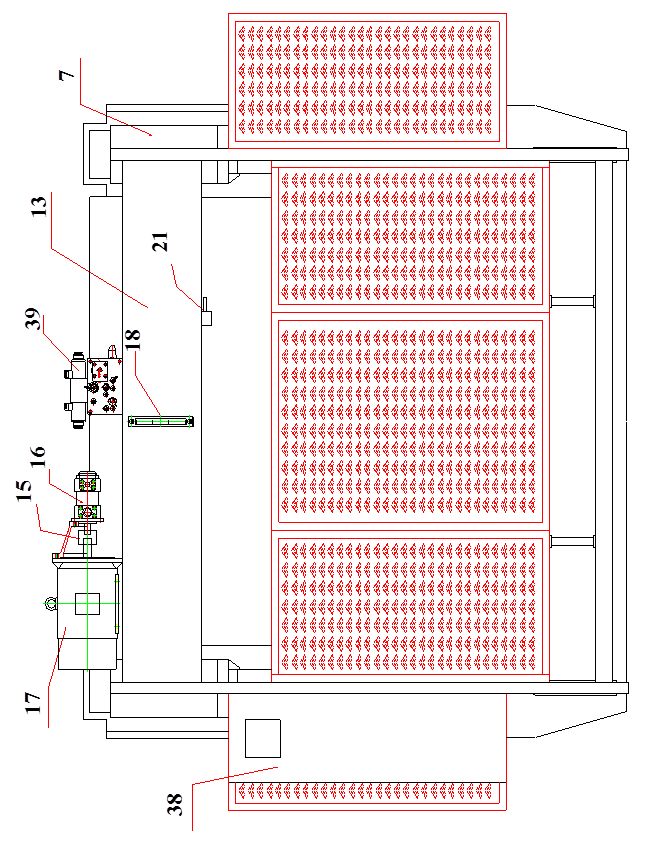
Die Abkantpresse ist für eine hohe Effizienz und Präzision beim Biegen von Blechen ausgelegt. Die Öffnungsgröße der V-Nut an den unteren Gesenken beträgt in der Regel das 8-fache der Blechdicke und sollte bei Blechen unterschiedlicher Dicke entsprechend angepasst werden. Verschiedene Arten von Ober- und Unterwerkzeugen können zum Biegen einer Vielzahl von Werkstücken verwendet werden, wie in Abb. 1 dargestellt.
Abbildung 1
1.2 Strukturelle Integrität und Sicherheitsmerkmale
Die Abkantpresse ist aus Stahlblech gefertigt, das eine ausreichende Festigkeit und Steifigkeit gewährleistet. Das hydraulische Antriebssystem der Maschine verhindert schwerwiegende Überlastungsunfälle, die aufgrund von Änderungen der Blechdicke oder einer falschen Auswahl der unteren Matrizenöffnung auftreten können. Diese Maschine bietet außerdem stabile Leistung, einfache Bedienung und zuverlässige Sicherheit.
Um eine hohe Präzision zu gewährleisten, ist die Verbindung zum Oberwerkzeug mit einer Ausgleichsvorrichtung ausgestattet. Diese Vorrichtung gleicht die Durchbiegung des Arbeitstisches und des Schiebers während des Biegens aus. Darüber hinaus ist der mechanische Block mit einem Ölzylinder ausgestattet, um eine genaue Fixierung zu gewährleisten, wenn der Schieber den unteren Totpunkt erreicht, wodurch die Konsistenz der Massenproduktion erhalten bleibt.
1.3 Hydraulische und elektrische Steuerung
Die Abkantpresse ist sowohl mit einem hydraulischen als auch mit einem elektrischen Steuersystem ausgestattet, so dass der Weg des Schiebers frei eingestellt werden kann. Diese Eigenschaft macht es bequem für Versuch und Einstellung mit einem Zoll-Betriebskriterium.
1.4 Technologischer Fortschritt und Leistung
Diese Abkantpresse ist technologisch fortschrittlich und zeichnet sich durch eine zuverlässige Leistung aus, was sie zu einem der idealen Umformgeräte macht. Aufgrund ihrer hohen Produktionseffizienz ist sie in Branchen wie der Luftfahrt, der Automobilindustrie, dem Schiffbau und dem Maschinenbau weit verbreitet.
1.5 Betriebsbedingungen
Temperatur: Der Arbeitstemperaturbereich für die Abkantpresse beträgt 5~38℃.
Umwelt Feuchtigkeit: Die relative Feuchtigkeit sollte zwischen 20~80% RH liegen.
Vibration und Interferenz: Das Gerät sollte von starken Vibrationen und elektromagnetischen Störungen ferngehalten werden.
Umweltbedingungen: Die Betriebsumgebung sollte frei von schädlichen und korrosiven Gasen und Staub sein.
Installation der Abkantpresse
Heben
Wenn Sie die Abkantpresse für den Transport oder die Positionierung anheben, müssen Sie unbedingt einen Kran mit ausreichender Tragkraft verwenden, um das Risiko eines Herunterfallens der Abkantpresse zu vermeiden. Befolgen Sie diese Richtlinien, um ein sicheres Anheben zu gewährleisten:
Zwei Stahlseilschlingen und Schäkel verwenden: Benutzen Sie die entsprechenden Hebeösen an der Oberseite der Maschine.
Angemessenes Stahlseil: Stellen Sie sicher, dass das Stahlseil ausreichend dimensioniert ist, um das Gewicht der Abkantpresse zu heben. Die Länge des Seils sollte ausreichend sein, da seine Tragfähigkeit abnimmt, wenn der Winkel zwischen den Seilen größer wird (siehe Abb. 2).
Abb.2
Transport
Beim Transport der Abkantpresse ist Folgendes zu beachten:
Gewichtsverteilung: Der größte Teil des Gewichts der Abkantpresse konzentriert sich auf die Vorderseite. Stellen Sie sicher, dass der Oberstempel während des Transports oder der Bewegung vollständig abgesenkt ist.
Verladung auf einen Lastwagen: Stellen Sie das Heck der Maschine so nah wie möglich an der Seite des Fahrzeugs auf. Sichern Sie die Abkantpresse mit Stahlseilen auf dem LKW, um Bewegungen während des Transports zu verhindern.
Einrichtung
Gründung der Abkantpresse:
Um den ordnungsgemäßen Betrieb und die Stabilität der Abkantpresse zu gewährleisten, muss der Untergrund, auf dem sie aufgestellt wird, fest und stabil sein. Befolgen Sie diese Schritte:
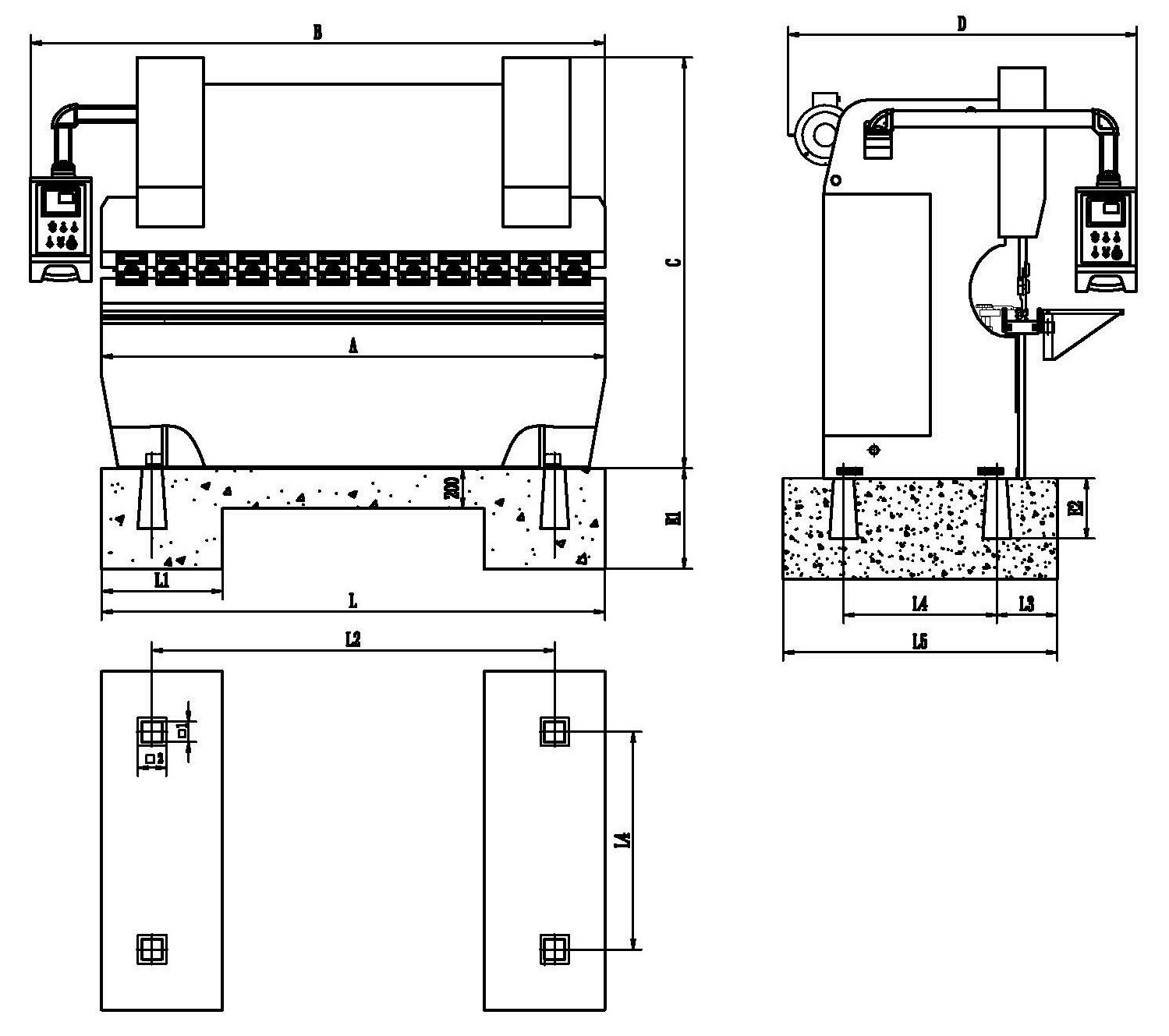
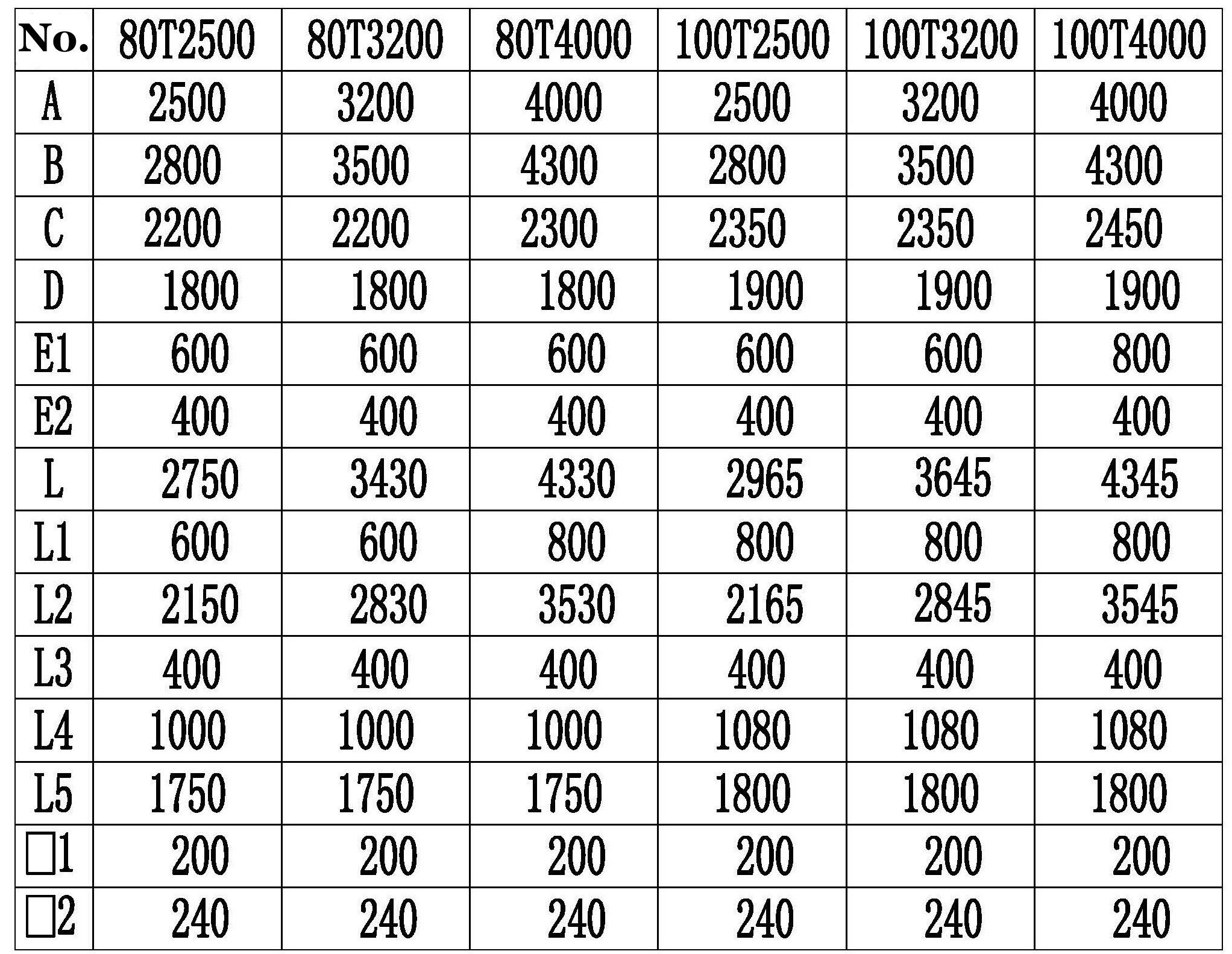
Betonfundament: Bereiten Sie ggf. ein Betonfundament vor, das für die jeweiligen Bodenverhältnisse geeignet ist. Siehe dazu die untenstehende detaillierte Fundamentzeichnung.
Platzbedarf: Stellen Sie sicher, dass um die Maschine herum ausreichend Platz für Wartungsarbeiten und spezielle Aufgaben vorhanden ist. Auf der linken oder rechten Seite der Abkantpresse sollte ausreichend Platz vorhanden sein, der der Länge der Maschine entspricht, um den Werkzeugwechsel zu erleichtern.
Entfernung des Rostschutzes: Alle freiliegenden Oberflächen der Maschine sind mit einer Rostschutzschicht versehen, die leicht mit Petroleum oder Lösungsmittel entfernt werden kann.
Nivellierung
Die korrekte Nivellierung der Abkantpresse ist für ihren korrekten Betrieb unerlässlich. Befolgen Sie diese Schritte, um sicherzustellen, dass die Maschine nivelliert ist:
Horizontale Nivellierung: Legen Sie eine Wasserwaage auf den Maschinentisch, um die horizontale Nivellierung zu überprüfen.
Vertikale Nivellierung: Legen Sie die Wasserwaage erneut auf den Maschinentisch, um die vertikale Nivellierung zu überprüfen.
Anpassungen: Nehmen Sie alle erforderlichen Einstellungen vor, indem Sie die Nivellierschrauben in den Füßen der Abkantpresse justieren.
Elektrischer Schaltplan und Betriebsanleitung für Abkantpressen
Elektrischer Anschluss und Ersteinrichtung
Typenschild und Verkabelung der Maschine prüfen:
Überprüfen Sie die Angaben auf dem Typenschild der Abkantpresse.
Stellen Sie sicher, dass die gesamte Verkabelung intakt und in gutem Zustand ist.
Stromanschluss:
Schließen Sie die Abkantpresse an die Stromquelle der Anlage an.
Wenn die Stromversorgung in der Einrichtung nicht den Anforderungen der Maschine entspricht, wenden Sie sich an Ihren Stromversorger.
Sicherheitsmaßnahmen:
Stellen Sie sicher, dass die Stromzufuhr abgesichert ist, um eine vollständige Abschaltung für Reparaturen zu ermöglichen.
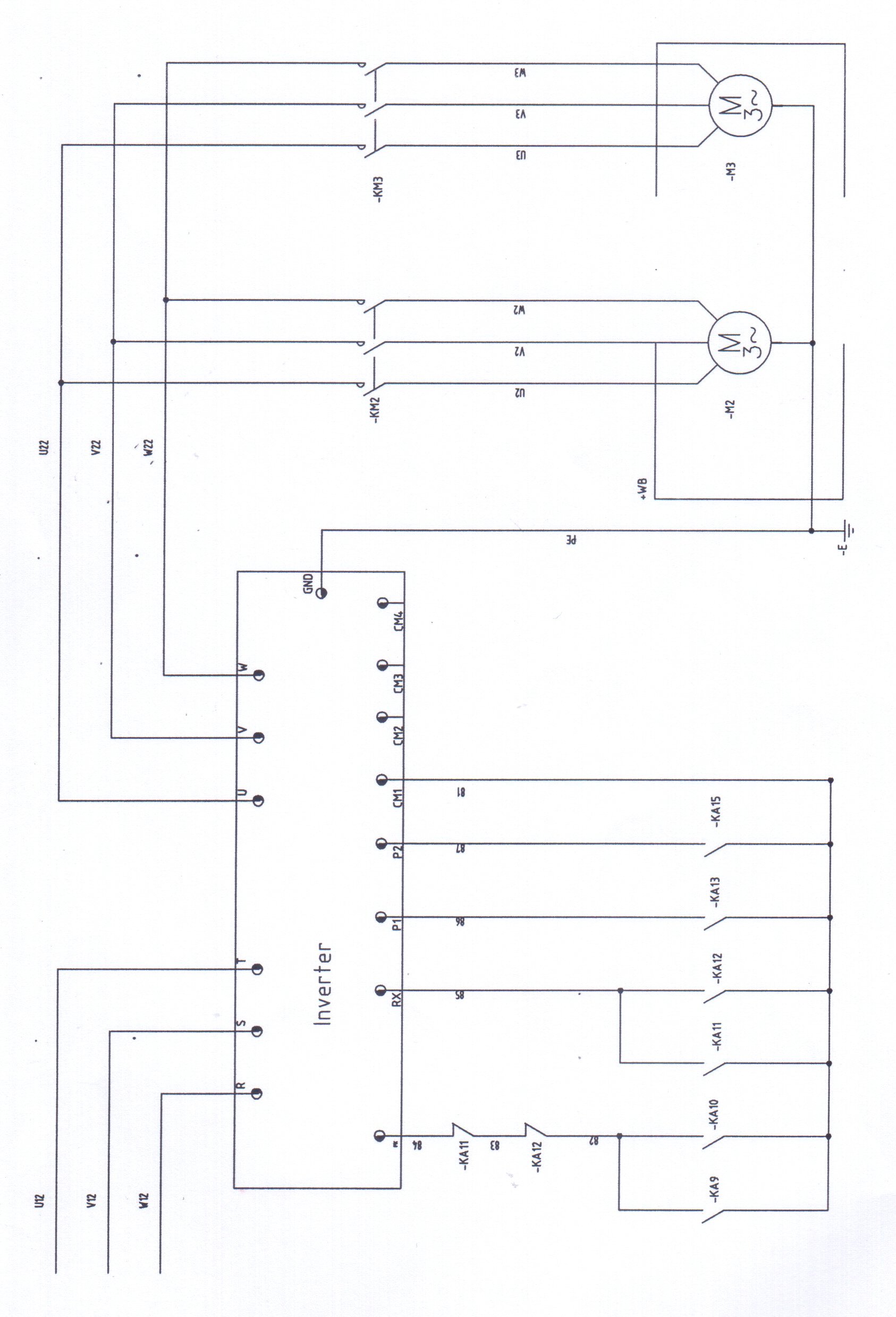
Schließen Sie die eingehende Spannung an die RST-Klemmen im Schaltschrank an.
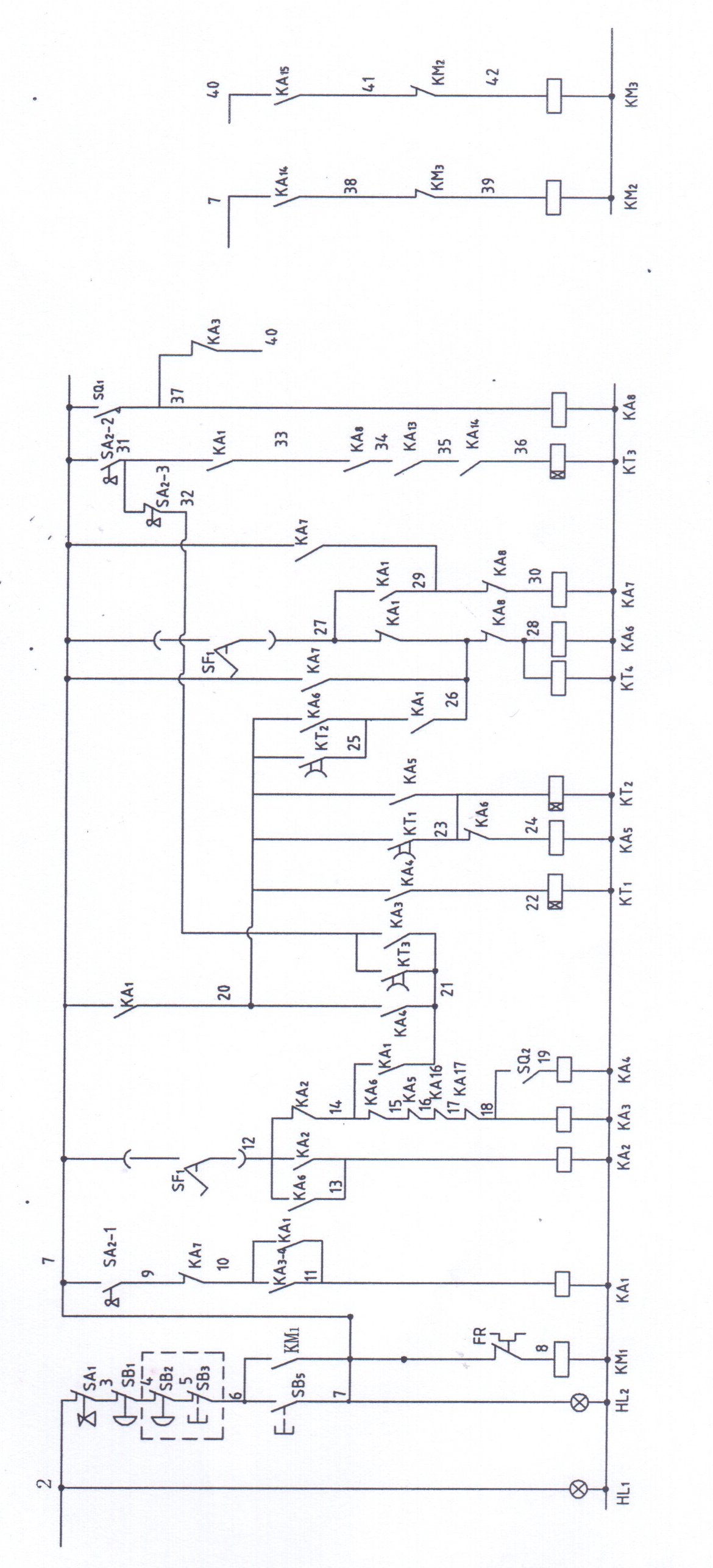
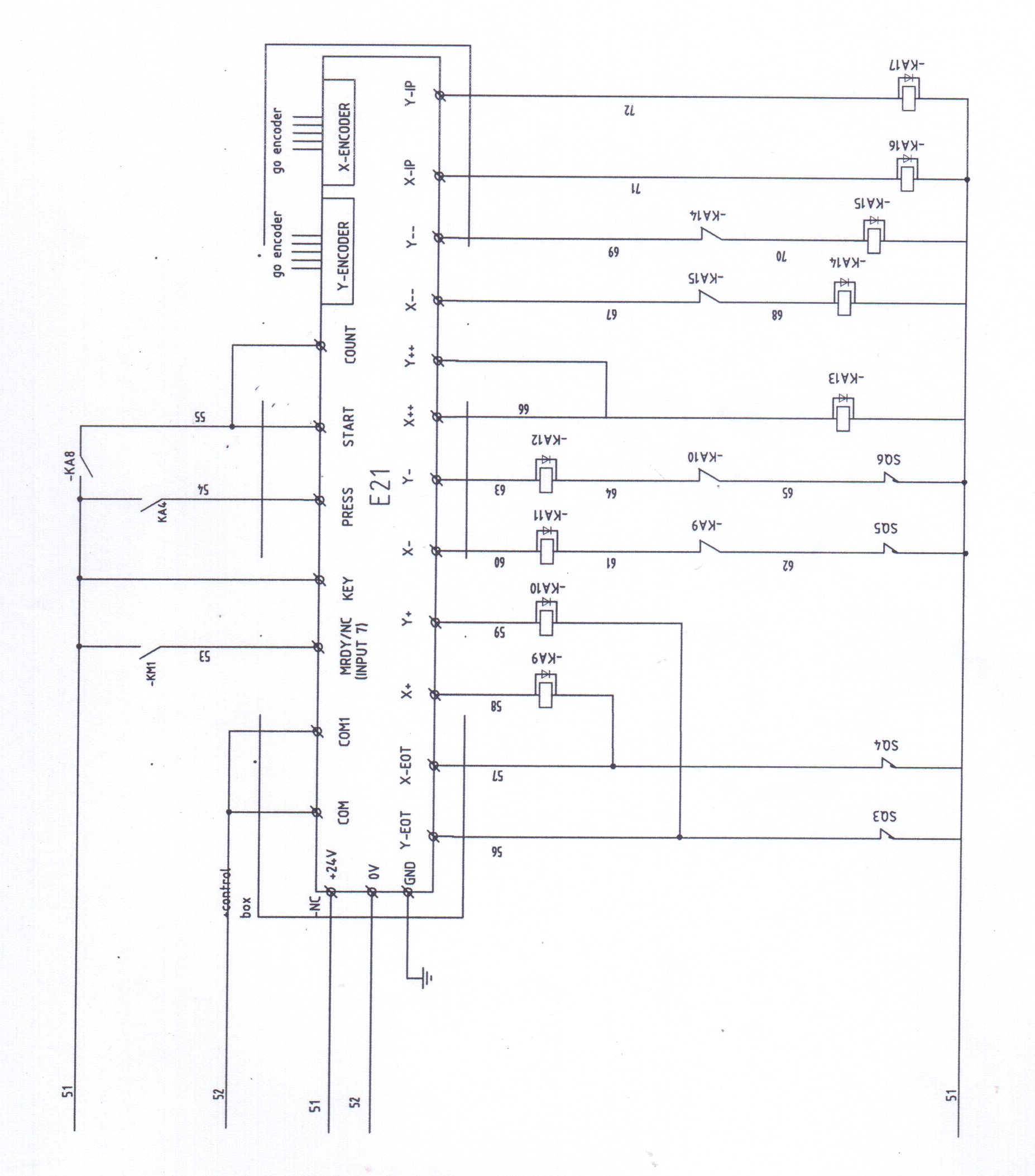
Elektrische Zeichnungen:
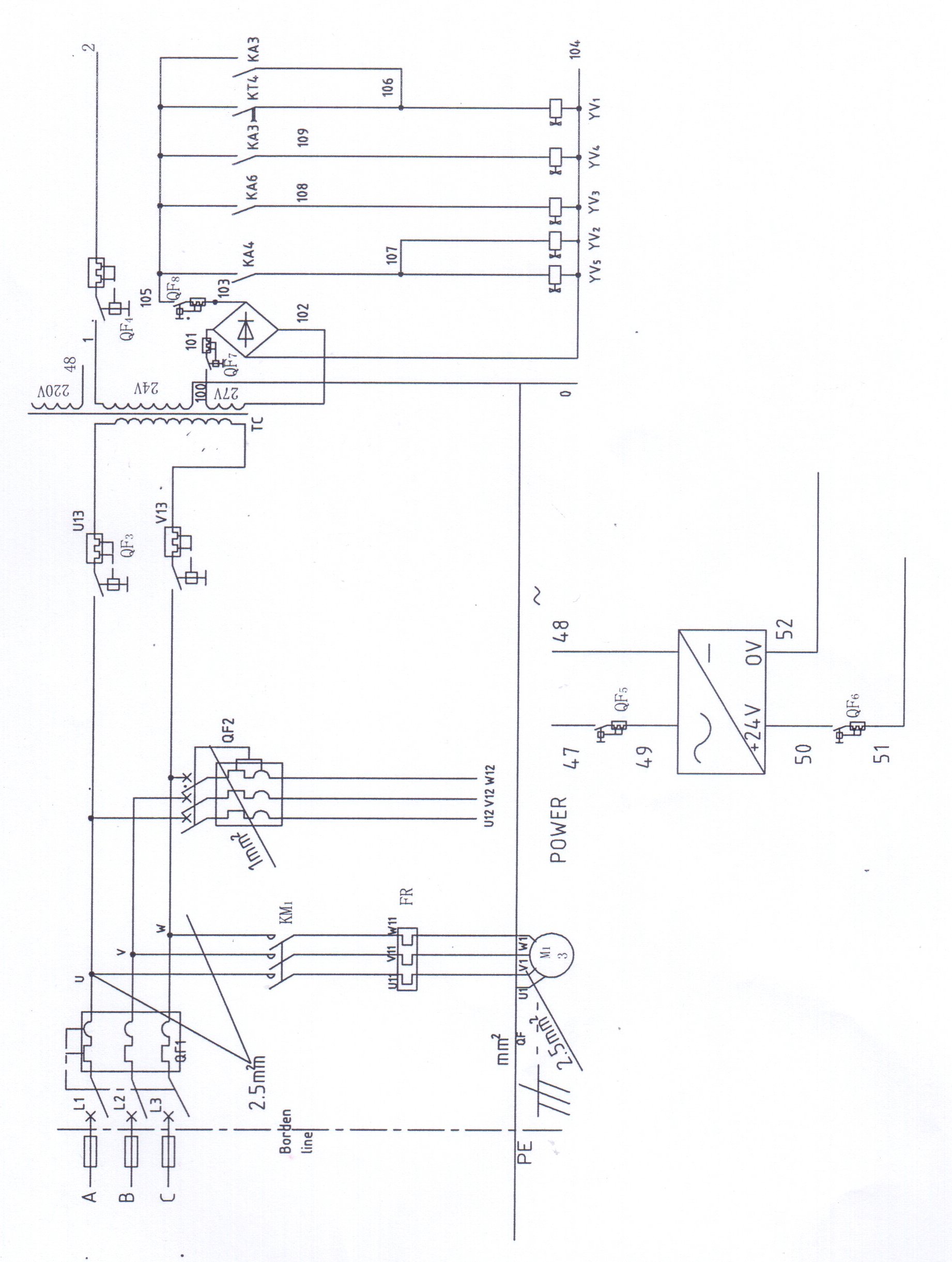
Spezifische Konfigurationen des Steuergeräts finden Sie in den beigefügten Schaltplänen.
Schließen Sie die dreiphasigen Stromleitungen an die Eingangsklemmen im Elektrokasten an.
Stecken Sie den Stecker des Fußschalters ein, der sich unter der Box befindet.
Schließen Sie den Netzschalter QF und die Tür des Schaltkastens.
Das Aufleuchten der Lampe HL1 zeigt an, dass das Gerät eingeschaltet ist.
Überprüfung der Motordrehrichtung:
Starten Sie den Motor der Ölpumpe mit der Taste HL2 auf dem Bedienfeld.
Beobachten Sie die Drehrichtung des Motors; wenn diese nicht stimmt, ändern Sie die Phase der Einlassleitungen (ändern Sie nicht die internen Leitungen).
Starten Sie den Ölpumpenmotor neu.
Betrieb im Tippbetrieb
Aktivierung des Tippbetriebs:
Nach ein paar Minuten Normalbetrieb schalten Sie SA2 in den Tippbetrieb.
Treten Sie auf den Fußschalter "nach oben"; die Ramme hebt sich und stoppt, wenn der Schalter losgelassen wird.
Um die Ramme weiter anzuheben, treten Sie weiter auf den Fußschalter, bis sie den Endschalter SQ1 erreicht und anhält.
Um die Ramme abzusenken, treten Sie "nach unten"; die Ramme sinkt zunächst schnell, dann langsam aufgrund des Endschalters SQ2, wodurch der Druck erhöht wird.
Lassen Sie den Fußschalter los, um die Ramme anzuhalten.
Einzelreise-Modus
Aktivierung des Einzelreisemodus:
Stellen Sie SA2 auf "Einzelzeit".
Treten Sie auf den "Abwärts"-Fußschalter; der Stempel senkt sich schnell, dann langsam mit Druck und steigt schließlich bis zum oberen Endschalter SQ1.
Stellen Sie die Betriebszeit des Zeitrelais KT1 so ein, dass sie den Anforderungen des Biegedrucks entspricht.
Stellen Sie die Druckhaltezeit des Zeitrelais KT2 ein.
Kontinuitätsmodus
Aktivierung des Kontinuitätsmodus:
Drehen Sie SA2 auf "Kontinuität".
Betätigen Sie den Fußschalter, um den Einzelfahrtmodus zu wiederholen.
Stellen Sie die Umlaufwartezeit mit dem Zeitrelais KT1 ein.
Sicherheitshinweis
Die oben genannten Schritte sollten von Fachpersonal durchgeführt werden.
Aus Sicherheitsgründen verfügen Abkantpressen mit CE-Zertifizierung nicht über einen Kontinuitätsmodus.
Das hydraulische System einer Abkantpresse
Reinigen Sie das Hydrauliköl
Die Sauberkeit des Hydrauliköls ist entscheidend für die optimale Leistung und Langlebigkeit des Hydrauliksystems einer Abkantpresse. Hier finden Sie eine detaillierte Anleitung zur Reinigung des Hydrauliköls und des Öltanks:
Vorbereitung:
Vergewissern Sie sich vor dem Start, dass die Abkantpresse ausgeschaltet ist und das Hydrauliksystem drucklos ist.
Besorgen Sie die notwendigen Reinigungsmaterialien: saubere Handtücher (vermeiden Sie Baumwolle, da diese Fasern hinterlassen kann), Reinigungsbenzin und Werkzeuge wie einen Stock oder Bambus, der mit einem Handtuch umwickelt ist, für schwer zugängliche Stellen.
Entfernen des Öls:
Nehmen Sie den Deckel des Öltanks vorsichtig ab.
Lösen Sie die Leckageschraube oder das Bremsventil, um das verschmutzte Öl vollständig aus dem System abzulassen.
Reinigung des Tanks:
Wischen Sie den Boden und die Seiten des Tanks mit einem sauberen Handtuch ab.
Verwenden Sie Reinigungsbenzin, um den Tank gründlich zu reinigen.
Für Ecken und schwer zugängliche Stellen wickeln Sie ein Handtuch um einen Stock oder Bambus und wischen diese Bereiche sorgfältig ab.
Wenn sich an den Schweißnähten oder anderen schwierigen Stellen Schmutz angesammelt hat, verwenden Sie ein Werkzeug wie ein Nudelholz, um diese Bereiche zu reinigen.
Trocknen des Tanks:
Vergewissern Sie sich, dass der Tank vollständig trocken ist, indem Sie ihn mit einem sauberen Handtuch abwischen.
Bringen Sie den Deckel des Tanks wieder an, sobald er sauber und trocken ist.
Auswahl des Hydrauliköls
Die Auswahl des richtigen Hydrauliköls ist entscheidend für den effizienten Betrieb der Abkantpresse. Beachten Sie die folgenden Richtlinien:
Viskosität:
Der Markierungswert eines Hydrauliköls gibt seine durchschnittliche Viskosität bei 40°C an.
Für höhere Arbeitsdrücke und -temperaturen sowie langsamere Arbeitsgeschwindigkeiten ist ein höherwertiges Hydrauliköl zu wählen.
Empfohlenes Öl:
ISO VG46: Dieses verschleißarme Hydrauliköl hat eine durchschnittliche Viskosität von 46 mm²/s bei 40°C und ist für die meisten Betriebsbedingungen geeignet.
ISO VG32: Verwenden Sie dieses Öl, wenn die Maschine über längere Zeit bei Temperaturen unter 5°C arbeitet.
Überlegungen zur Temperatur:
Vermeiden Sie den Betrieb der Maschine bei sehr niedrigen Temperaturen (unter -5°C). Lassen Sie die Maschine ggf. im Leerlauf laufen, um das Öl zu erwärmen.
Für extrem niedrige Temperaturen kann dem Kreislauf eine Ölheizung hinzugefügt werden.
Unter normalen Bedingungen sollte die Öltemperatur 70°C nicht überschreiten. Installieren Sie bei Bedarf einen Ölkühler für besondere Bedingungen.
Füllen Sie das Öl ein
Die korrekte Befüllung des Hydrauliköls ist für die Aufrechterhaltung der Leistungsfähigkeit des Systems von entscheidender Bedeutung:
Sauberkeit:
Stellen Sie sicher, dass das verwendete Öl sauber ist.
Ziehen Sie die Mutter des Luftfilters an und füllen Sie das Öl durch den Filter.
Wenn Sie eine Einfüllvorrichtung mit Filter verwenden, können Sie den Deckel des Öltanks öffnen und das Öl direkt einfüllen.
Ölstand:
Beobachten Sie die Ölanzeige. Wenn der Zylinder am oberen Totpunkt anhält, sollte das Hydrauliköl etwa 80% bis 90% des Tankinnenraums ausfüllen.
Entfernen von Luftblasen:
Lassen Sie die Maschine erst im Leerlauf und dann bei maximalem Hub arbeiten, um Luftblasen im Hydraulikkreislauf zu entfernen.
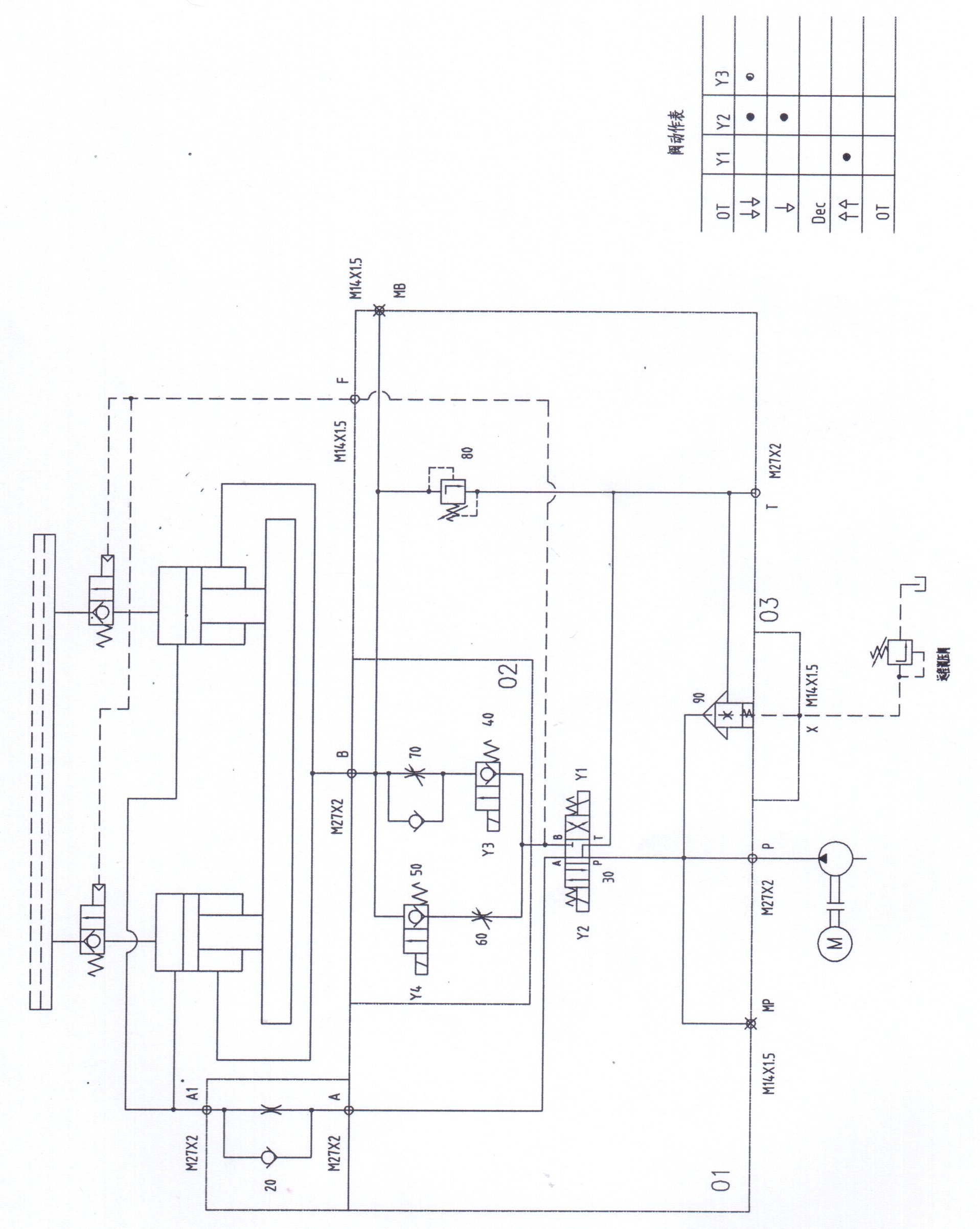
Hydraulisches Diagramm
Um ein umfassendes Verständnis des Hydrauliksystems zu erlangen, sollten Sie sich das mitgelieferte Hydraulikdiagramm ansehen. Dieses Diagramm hilft bei der externen Systemanalyse und Fehlersuche.
Standard-Kontrollgeräte
5.1
Schaltfläche "Start
Zum Starten des Hauptmotors und des Steuerkreises.
5.2
Stopp-Taste
Zum Anhalten des Hauptmotors und des Steuerkreises.
5.3
Wahlschalter für Auto/Manuell-Modus
Wählen Sie den Arbeitsmodus
Im Modus Auto
-Der Stempel hebt sich automatisch, wenn der voreingestellte Druck erreicht ist und die Verweilzeit abgelaufen ist.
Im manuellen Modus
-Das Absenken und Anheben der Ramme erfolgt durch Betätigung des Fußpedals.
5.4
Fußpedal
Drücken Sie die Taste und halten Sie sie gedrückt, um das Absenken der Ramme bis zum Erreichen des Biegepunkts zu befehlen; lassen Sie sie los, wenn sich die Ramme im AUTO-Modus nach oben bewegt.
Drücken Sie die Taste, um die Ramme abzusenken, und die Taste, um die Ramme im manuellen Modus anzuheben.
Inbetriebnahme der Abkantpresse
Kontrollen vor dem Start
Bevor die Abkantpresse in Betrieb genommen wird, müssen unbedingt mehrere Kontrollen durchgeführt werden, um einen sicheren und effizienten Betrieb zu gewährleisten:
Führungsschienen reinigen und fetten: Vergewissern Sie sich, dass die Führungen frei von Verunreinigungen und ordnungsgemäß geschmiert sind, um eine reibungslose Bewegung zu ermöglichen.
Hydraulisches System inspizieren: Überprüfen Sie das Hydrauliksystem auf Undichtigkeiten. Lecks können zu Ineffizienzen und potenziellen Gefährdungen führen.
Ölstand prüfen: Überprüfen Sie den Ölstand an der Füllstandsanzeige an der Seite des Tanks. Dies sollte bei vollständig angehobenem Oberkolben erfolgen. Füllen Sie bei Bedarf Öl bis zum erforderlichen Stand nach.
Drehrichtung des Motors: Achten Sie auf die Drehrichtung des Kühlgebläses, um sicherzustellen, dass sich der Motor richtig dreht. Das Gebläse muss sich im Uhrzeigersinn bzw. in der durch den Pfeil angegebenen Richtung drehen. Wenn die Drehrichtung nicht stimmt, tauschen Sie zwei Drähte in der Zuleitung. Vergewissern Sie sich, dass der Motor läuft, während Sie diese Einstellung vornehmen.
Einschalten des Geräts
Hauptschalter: Schalten Sie den Hauptschalter ein, um das Gerät einzuschalten.
Wahlschalter: Schalten Sie den Selektor auf den Modus "Auto".
Hauptmotor: Drücken Sie die grüne Taste, um den Hauptmotor zu starten.
Ausschalten des Geräts
Wenn die Abkantpresse einige Stunden lang nicht in Betrieb ist, sollte sie ausgeschaltet werden, um Energie zu sparen und die Sicherheit zu gewährleisten:
Manuellen Modus auswählen: Schalten Sie die Maschine in den manuellen Modus.
Den Widder hinabsteigen: Drücken Sie das Abwärtspedal, um den Stößel abzusenken und das Oberwerkzeug so nah wie möglich an die V-Matrize heranzuführen.
Stopp-Taste: Drücken Sie die Stopptaste, um die Maschine anzuhalten.
Hauptschalter: Schalten Sie den Hauptschalter aus, um das Gerät vollständig abzuschalten.
Die korrekte Ausrichtung der Ober- und Unterwerkzeuge ist für präzise Biegevorgänge unerlässlich:
Werkzeug-Zeichnungen: Ziehen Sie die Zeichnungen der Abkantwerkzeuge zu Rate.
Saubere Oberflächen: Vergewissern Sie sich, dass die V-Matrizenbasis und die Tischoberflächen sauber sind, um eine Fehlausrichtung oder Beschädigung zu vermeiden.
Niedrigerer Systemdruck: Drehen Sie den Druckregler gegen den Uhrzeigersinn, um den Systemdruck zu senken.
Mechanischen Tiefenanschlag einstellen: Stellen Sie den mechanischen Tiefenanschlag auf die niedrigste Position ein, entweder manuell oder elektrisch.
Manueller Modus: Wählen Sie den manuellen Modus und drücken Sie das Abwärtspedal, um den Stößel abzusenken, bis das Oberwerkzeug so nah wie möglich an der V-Matrize ist.
Ausrichten von Tools: Stellen Sie die Spannschrauben der V-Matrize so ein, dass die oberen und unteren Werkzeuge genau ausgerichtet sind.
Bolzen anziehen: Wenn die Ausrichtung korrekt ist, ziehen Sie alle Spannschrauben der V-Matrize fest an.
Erhebt den Widder: Drücken Sie das UP-Pedal, um die Ramme anzuheben.
Zusätzliche Empfehlungen
Regelmäßige Bolzenkontrollen: Überprüfen Sie regelmäßig die Befestigungsschrauben der Werkzeugklemme, um sicherzustellen, dass sie sicher sind.
Werkzeuglagerung: Lagern Sie die Werkzeuge auf einem Gestell in der Nähe der Abkantpresse, um eine Beschädigung des Oberwerkzeugs zu vermeiden.
Werkzeugkapazität: Beachten Sie die maximale Kraft für jedes Werkzeug, um eine Überlastung und mögliche Schäden zu vermeiden.
Werkzeugwechsel bei Abkantpressen
Verfahren zum Wechseln des Oberwerkzeugs
In den manuellen Modus wechseln: Stellen Sie den Moduswahlschalter auf manuell.
Absenken des Widders: Senken Sie den Stempel so nah wie möglich an die V-Matrize ab.
Ausschalten: Schalten Sie das Gerät aus.
Lösen Sie die Werkzeugklemme: Lösen Sie alle Befestigungsschrauben der Werkzeugklemme.
Entfernen Sie das Werkzeug: Entfernen Sie das Oberwerkzeug von der Seite der Maschine.
Neues Werkzeug montieren: Schieben Sie das neue Oberwerkzeug von der gleichen Seite ein.
Werkzeugklemme festziehen: Ziehen Sie alle Befestigungsschrauben der Werkzeugklemme fest.
Einschalten: Schalten Sie das Gerät ein und vergewissern Sie sich, dass der Betriebsartenwahlschalter auf manuell steht.
Setzen Sie das Oberwerkzeug ein: Senken Sie den Stößel ab, um das Oberwerkzeug in die V-Matrize zu setzen, während Sie den Systemdruck durch Drehen des Druckreglers gegen den Uhrzeigersinn verringern, um eine Beschädigung des Werkzeugs zu vermeiden.
Unteres Werkzeugwechselverfahren
Feststellschrauben lösen: Lösen Sie alle Befestigungsschrauben, um die V-Matrize zu lösen.
In den manuellen Modus wechseln: Stellen Sie den Moduswahlschalter auf manuell.
Einschalten: Schalten Sie das Gerät ein.
Absenken des Widders: Senken Sie den Stempel so nah wie möglich an die V-Matrize ab.
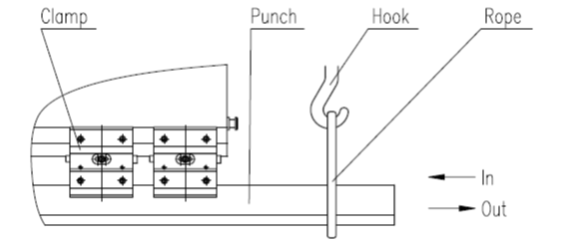
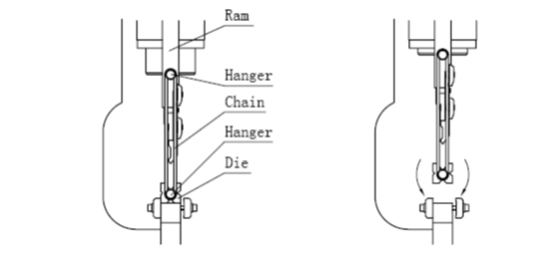
Einhaken der V-Matrize: Hängen Sie die V-Matrize an beiden Enden mit den entsprechenden Ketten am Stößel ein.
Erhebt den Widder: Heben Sie den Stößel durch Treten des UP-Pedals auf eine Höhe an, in der sich die V-Matrize drehen kann.
Drehen Sie die V-Matrize: Drehen Sie den gewünschten V-Würfel nach oben.
Absenken des Widders: Senken Sie den Stempel durch Treten des AB-Pedals ab, so dass die Matrize auf dem Maschinentisch aufliegt und die Ketten ausgehängt werden können.
Zentrieren der V-Matrize: Zentrieren Sie die V-Matrize in Bezug auf das Oberwerkzeug.
Verriegeln der V-Matrize: Arretieren Sie die V-Matrize durch Anziehen der Schrauben in ihrer Position.
Einstellung des vorderen Stützarms
Die Abkantpresse ist standardmäßig mit zwei vorderen Stützarmen ausgestattet. Diese Tragarme werden verwendet, um die Platte während des Biegevorgangs in Position zu halten. Sie können vertikal und über die Länge der Abkantpresse eingestellt werden. Die Stützarme müssen in der Regel eingestellt werden, wenn ein anderes Unterwerkzeug verwendet oder eine größere oder kleinere Platte gebogen wird.
Sicherheitsvorkehrungen
GEFÄHRLICH!
Wenn der Stempel und die Matrize nicht richtig eingesetzt sind, darf die Maschine auf keinen Fall gestartet werden.
Stecken Sie weder Ihre Hände noch irgendeinen Teil Ihres Körpers in den Zwischenraum zwischen Stempel und Matrize, da dies äußerst gefährlich ist.
Einstellung des mechanischen Tiefenanschlags
Bei der Arbeit mit einer Abkantpresse ist es wichtig, den mechanischen Tiefenanschlag sorgfältig einzustellen, um mögliche Schäden an der Maschine zu vermeiden. Hier sind einige wichtige Punkte zu beachten:
Vermeiden Sie Anpassungen mit Ram Down: Versuchen Sie niemals, den mechanischen Tiefenanschlag einzustellen, wenn sich der Stempel in der unteren Position befindet. Dies kann aufgrund des Drucks und der Positionierung der Bauteile zu unnötigen Schäden an der Maschine führen.
Ermittelt den Biegewinkel: Die Tiefeneinstellung ist entscheidend, da sie den Biegewinkel des Blechs bestimmt. Eine genaue Tiefeneinstellung gewährleistet präzise Biegungen und hochwertige Endprodukte.
Manuelle oder elektrische Einstellungen: Der mechanische Tiefenanschlag kann je nach Konstruktion und Fähigkeiten der Abkantpresse entweder manuell oder elektrisch eingestellt werden. Bei der manuellen Einstellung wird der Anschlag in der Regel physisch betätigt, während die elektrische Einstellung über eine Benutzerschnittstelle oder ein Bedienfeld gesteuert werden kann.
Druckeinstellung
Die Druckeinstellung an einer Abkantpresse ist entscheidend, um die gewünschte Biegung zu erreichen, ohne das Material oder die Maschine zu beschädigen. Hier sind die Faktoren und Überlegungen zur Einstellung des Biegedrucks:
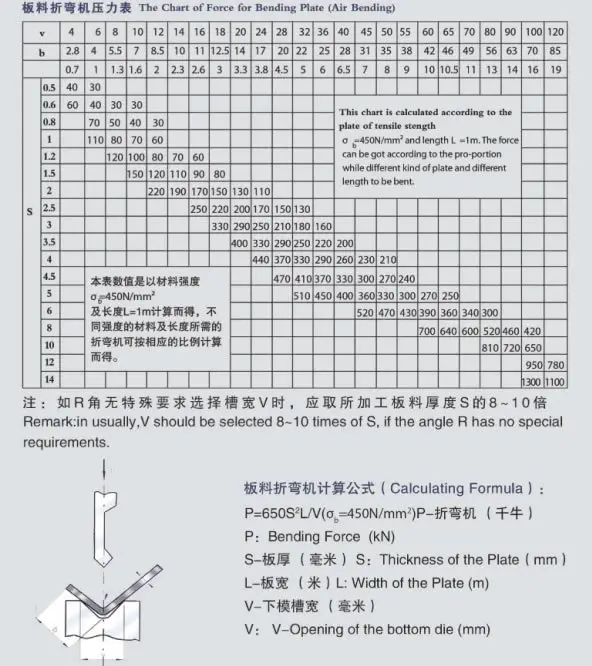
Biegediagramm: In der Regel ist eine Biegetabelle an der Seite der Maschine angebracht, und ein Exemplar liegt oft der Maschinendokumentation bei. Diese Tabelle liefert wichtige Informationen zur Einstellung der richtigen Biegekraft.
Faktoren, die die Biegekraft beeinflussen:
Dicke der Platte: Die Dicke der Platte hat einen direkten Einfluss auf die erforderliche Biegekraft.
Breite der Matrizenöffnung: Die Breite der Matrizenöffnung, die oft mit dem 8-fachen der Blechdicke berechnet wird, beeinflusst ebenfalls die Biegekraft.
Berechnung der Biegekraft: Die erforderliche Biegekraft kann mit Hilfe der in Tabelle 1 angegebenen Formel berechnet werden. Diese Formel und die Werte in der Tabelle beziehen sich auf Kohlenstoffstahlplatten mit einer Zugfestigkeit von Qb=450KN.
Für Platten aus rostfreiem Stahlmultiplizieren Sie den P-Wert aus der Tabelle mit 2.
Für Aluminiumplattenmultiplizieren Sie den P-Wert aus der Tabelle mit 0,7.
Tonnage-Rechner: Für genauere Berechnungen können Sie einen speziell entwickelten Tonnage-Rechner für Abkantpressen verwenden. Dieses Tool hilft bei der Bestimmung der genauen Kraft, die auf der Grundlage des Materials und der Biegeparameter erforderlich ist.
Parallelitätskontrolle und -einstellung für Abkantpressenstößel
Die Sicherstellung der Parallelität des Stößels in einer Abkantpresse ist entscheidend, um präzise und gleichmäßige Biegungen in Blechen zu erzielen. Die Parallelität wird in der Regel durch eine solide Anti-Torsionsstange kontrolliert, die mit beiden seitlichen Ölzylindern verbunden ist. Hier finden Sie eine detaillierte Anleitung zur Kontrolle und Einstellung der Parallelität des Stößels:
Werkskalibrierung
Der Oberstempel der Abkantpresse ist werksseitig parallel zur V-Matrize kalibriert. Im Laufe der Zeit und bei Gebrauch kann jedoch eine Neukalibrierung erforderlich werden, um die Genauigkeit zu erhalten.
Schritte zur Re-Kalibrierung
Torsionsstabgestänge ausfindig machen:
Suchen Sie das Torsionsstabgestänge, das mit dem oberen Zylinder auf der Rückseite (linke Seite) der Maschine verbunden ist.
Lösen Sie die Schraube:
Identifizieren Sie die Schraube (M8/M10) am Torsionsstab.
Lösen Sie diese Schraube, um die Einstellung zu ermöglichen.
Einstellen der Torsionsstange:
Verwenden Sie die entsprechenden Schraubenschlüssel, um das äußere Flachstück um 15° bis 30° zu drehen.
Sie können ihn entweder im oder gegen den Uhrzeigersinn drehen, wodurch sich der Exzenterstift im Inneren dreht.
Die Schraube anziehen:
Ziehen Sie die Schraube (M8/M10) nach der Einstellung wieder fest an.
Parallelität prüfen:
Führen Sie eine Probebiegung durch, um die Parallelität des oberen Stößels zu überprüfen.
Wenn der Stempel immer noch nicht parallel ist, wiederholen Sie den Einstellvorgang.
Falls erforderlich, wiederholen Sie den Vorgang.:
Setzen Sie den Vorgang fort, bis die gewünschte Genauigkeit erreicht ist.
Tipps für eine genaue Einstellung
Verwenden Sie Präzisionswerkzeuge: Stellen Sie sicher, dass Sie kalibrierte Werkzeuge für Messungen und Einstellungen verwenden, um eine hohe Präzision zu gewährleisten.
Mehrere Testbiegungen durchführen: Es kann mehrere Testbiegungen erfordern, um eine perfekte Parallelität zu erreichen. Haben Sie Geduld und nehmen Sie kleine Anpassungen vor.
Dokument Anpassungen: Notieren Sie sich die vorgenommenen Einstellungen für spätere Nachweise und Wartungsarbeiten.
Fehlersuche an Abkantpressen
Abkantpresse kann nicht starten
Eingehende Stromversorgung prüfen: Vergewissern Sie sich, dass das Gerät mit der richtigen Spannung und Stromstärke gemäß den Herstellerangaben versorgt wird. Überprüfen Sie, ob alle Anschlüsse sicher sind und keine Probleme mit der Stromversorgung bestehen.
Prüfen Sie, ob der Notstopp ausgelöst wurde.: Vergewissern Sie sich, dass die Not-Aus-Taste nicht gedrückt ist. Ist dies der Fall, lassen Sie ihn los und setzen Sie die Maschine zurück.
Auf defekte Sicherungen prüfen: Überprüfen Sie alle Sicherungen in der Schalttafel auf Durchgang. Ersetzen Sie alle durchgebrannten Sicherungen durch Sicherungen mit dem richtigen Nennwert.
Transformatorausgang prüfen: Überprüfen Sie, ob der Transformator die richtige Spannung ausgibt. Wenn der Ausgang nicht korrekt ist, muss der Transformator möglicherweise ausgetauscht werden.
Rammbock konnte nicht gesenkt werden
Fußpedalkabel auf mögliche Drahtbrüche prüfen: Untersuchen Sie das Fußpedalkabel auf Anzeichen von Schäden oder gebrochenen Drähten. Tauschen Sie das Kabel aus, wenn Sie ein Problem feststellen.
Überprüfen Sie den Endschalter: Vergewissern Sie sich, dass der Endschalter richtig funktioniert. Testen Sie den Schalter mit einem Multimeter, um seine Funktion zu überprüfen. Ersetzen Sie ihn, wenn er defekt ist.
Motordrehung prüfen: Vergewissern Sie sich, dass sich der Motor in der richtigen Richtung dreht. Eine falsche Motordrehung kann das Absenken der Ramme verhindern. Passen Sie gegebenenfalls die Verkabelung an.
Überprüfen des Mikroschalters im Fußpedal: Vergewissern Sie sich, dass der Mikroschalter im Inneren des Fußpedals funktionsfähig ist. Testen Sie ihn mit einem Multimeter und tauschen Sie ihn aus, wenn er nicht richtig funktioniert.
Biegewinkel nicht gleichmäßig über die gesamte Biegelänge
Abgenutztes Oberwerkzeug oder Unterwerkzeug: Überprüfen Sie die oberen und unteren Werkzeuge auf Abnutzung und Verschleiß. Ersetzen Sie verschlissene Werkzeuge, um gleichmäßige Biegewinkel zu gewährleisten.
Die Oberfläche des Maschinentisches und die Unterseite der V-Matrize sind verschmutzt: Reinigen Sie die Oberfläche des Maschinentisches und die Unterseite der V-Matrize. Schmutz und Ablagerungen können die Präzision der Biegung beeinträchtigen.
Oberes und unteres Werkzeug nicht richtig ausgerichtet: Überprüfen Sie die Ausrichtung der Ober- und Unterwerkzeuge. Eine falsche Ausrichtung kann zu ungleichen Biegewinkeln führen. Stellen Sie die Werkzeuge ein, um sicherzustellen, dass sie richtig ausgerichtet sind.
Versagen
Gründe
Störungsbeseitigung
Das System funktioniert nicht ohne Druck
1. Negative Drehung des Motors
Ändern Sie die Drehrichtung des Motors
2. Hauptüberlaufventil blockiert
Hauptüberlaufventil reinigen
3. Elektromagnetisches Ventil funktioniert nicht
Elektrische und elektromagnetische Spulen prüfen
Ram Slider kann nicht aufsteigen
Eingeklemmte Ventile
Elektromagnetische Ventile reinigen
Schieberegler sinkt automatisch
Eingeklemmte Ventile
Elektromagnetische Ventile reinigen
Normales Steigen und Fallen, aber keine Kraft beim Biegen
Eingeklemmte Ventile
Elektromagnetisches Ventil reinigen
Undichtigkeiten an Bauteilen, Rohrverbindungen und Ölflaschen
Die Dichtungsstücke altern.
Dichtungsringe wechseln
Wartung von Abkantpressen
Allgemeine Leitlinien
Lesen Sie das Handbuch: Stellen Sie sicher, dass jeder, der die Abkantpresse bedient oder wartet, das Handbuch gründlich liest und versteht. Die strikte Befolgung der Anweisungen ist für das Erreichen optimaler Ergebnisse unerlässlich.
Beauftragter Operator: Weisen Sie der Maschine eine bestimmte Person zu. Die Bediener müssen mit der Funktionsweise der Maschine und den Sicherheitsprotokollen vertraut sein.
Biegekraft und Lastverteilung
Nennkraft: Die auf das Werkstück wirkende Biegekraft darf die Nennkraft der Abkantpresse nicht überschreiten.
Lebensdauer der Form: Um die Lebensdauer der Formen zu verlängern, vermeiden Sie es, sie durch eine unsachgemäße Biegebreite zu beschädigen, insbesondere beim Biegen von schmalen Blechen. Reduzieren Sie in solchen Fällen den Arbeitsdruck entsprechend.
Biegebelastung: Bei einer Länge von 630 mm sollte die Biegebelastung 400 kN nicht überschreiten.
Lastzentrierung: Achten Sie darauf, dass die zu biegenden Bleche mittig auf der Maschine liegen, um die Genauigkeit zu erhalten. Eine ungleichmäßige Beladung kann sowohl die Werkstücke als auch die Maschine gefährden.
Seitliches Biegen: Wenn ein Werkstück nur auf einer Seite gebogen werden muss, sollte die Belastung nicht mehr als ein Viertel der Nennkraft betragen. Führen Sie die Biegung auf beiden Seiten durch, um die Belastung auszugleichen.
Wartung des hydraulischen Systems
Zeitplan für den Ölwechsel:
Wechseln Sie das Hydrauliköl nach dem ersten Monat der Nutzung.
Anschließend ist das Öl alle 2000 Betriebsstunden zu wechseln.
Öltemperatur: Halten Sie die Öltemperatur zwischen 15-60°C. Wenn die Temperatur diesen Bereich überschreitet, muss ein Kühler eingebaut werden.
Öltyp: Verwenden Sie ein verschleißarmes Hydrauliköl ISO VG46# (durchschnittliche Viskosität von 46mm²/s bei 40°C). Für Arbeiten unter 5°C verwenden Sie ISO VG32#.
Ölstand und Qualität:
Kontrollieren Sie regelmäßig den Ölstand im Tank.
Verwenden Sie ein Öl, das den angegebenen Eigenschaften entspricht.
Der Markenwert von Hydrauliköl entspricht der durchschnittlichen Viskosität bei 40°C.
Ölfilter:
Reinigen Sie den Ölfilter regelmäßig, indem Sie ihn in einem Lösungsmittel ausspülen und abbürsten.
Ersetzen Sie den Ölfilter, wenn eine Reinigung nicht möglich ist oder er beschädigt ist.
Verwenden Sie die gleiche Ölfiltersorte, wenn ein Austausch erforderlich ist.
Schmierung
Schmierungspunkte:
Kontrollieren Sie regelmäßig die Schmierstellen.
Schmieren Sie wöchentlich mit hochwertigem Schmierfett.
Verschleißteile ohne Schmierstellen sollten zweimal pro Woche geschmiert werden.
Schmierungsdiagramm: Nähere Angaben zu den Schmierstellen sind dem Schmierplan zu entnehmen.
Elektrische Wartung
Elektrische Klemmen:
Überprüfen Sie regelmäßig alle Anschlüsse in der Hauptschalttafel und die elektrischen Schalter.
Ziehen Sie die Schrauben nach Bedarf nach.
Ersetzen Sie defekte Sicherungen und Signallampen.
Inspektion mechanischer Teile
Monatliche Schecks:
Vergewissern Sie sich, dass das Torsionsstangenlager richtig befestigt ist.
Prüfen Sie, ob die Schieber nicht abgenutzt sind.
Prüfen Sie, ob die Zylinderstangen richtig befestigt sind.
Vergewissern Sie sich, dass die obere Ramme ordnungsgemäß befestigt ist.
Wartungszubehör
Verfügbarkeit: Halten Sie das Wartungszubehör immer griffbereit.
Präzision nach der Reparatur: Stellen Sie nach jeder größeren Reparatur sicher, dass die Präzision der Maschine den Werksnormen entspricht.
Besondere Bedingungen
Betrieb bei niedrigen Temperaturen: Vermeiden Sie den Einsatz des Geräts bei sehr niedrigen Temperaturen (unter -5°C). Lassen Sie die Maschine ggf. eine Weile im Leerlauf laufen. Bei Bedarf kann eine Ölheizung installiert werden.
Betrieb bei hohen Temperaturen: Unter normalen Bedingungen sollte die Öltemperatur 70°C nicht überschreiten. Unter besonderen Bedingungen kann ein Ölkühler erforderlich sein.
Empfohlene Hydrauliköle
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
MUSCHEL-TELLUS S46
GESAMT-AZOLLA 46
Sicherheit und Abkantmaschine Hauptkonstruktion
Einführung
Dieser Abschnitt enthält Richtlinien zur Gewährleistung der Sicherheit von Personal und Ausrüstung beim Betrieb einer Abkantpresse. Er ist zwar auf die spezifischen Anforderungen zugeschnitten, kann aber auch als Referenz für andere Maschinen dienen.
Sicherheitsausrüstung
Um die Sicherheit des Personals und der Ausrüstung zu gewährleisten, wurden verschiedene Sicherheitsmechanismen in die Abkantpresse integriert. Die Bediener dürfen die Sicherheitseinrichtungen nicht verändern, entfernen oder außer Kraft setzen.
Lichtstrahl/Laserstrahl
Je nach Kundenwunsch kann die Maschine mit einem Licht- oder Laserstrahl ausgestattet werden. Diese Strahlen bilden einen Lichtvorhang, der, wenn er unterbrochen wird, das Sicherheitsmodul aktiviert. Dieses verhindert, dass sich der Stößel nach unten bewegt, und schützt so den Bediener vor möglichen Verletzungen.
Sicherheitsraster
An den Seiten und an der Rückseite der Maschine ist ein Schutzgitter angebracht, um die Bediener von den Gefahrenbereichen fernzuhalten. Dieses Gitter ist über einen Sicherheitsschalter mit dem elektrischen System verbunden. Wenn das Schutzgitter geöffnet wird, wird das elektrische System aktiviert, wodurch die Maschine außer Betrieb gesetzt wird.
Not-Aus
Die Not-Aus-Tasten befinden sich an strategisch günstigen Stellen an der Griff- und der Hängebedienungsstation. Im Falle eines Bedienungsfehlers oder eines anderen Unfalls werden durch Drücken der Not-Aus-Taste sofort alle Aktionen der Maschine gestoppt.
Hydraulisches System
Das Hydrauliksystem ist eine kritische Komponente der Abkantpresse. Das Herabfallen des Stößels stellt eine erhebliche Gefahr dar, die durch den Einbau eines Sicherheitshebeventils entschärft wird. Die Ventileinsätze sowohl des Austauschventils als auch des Sicherheitshebeventils werden überwacht. Wird eine Anomalie in den Ventileinsätzen festgestellt, schaltet das Überwachungssignal das elektrische System ab, um Verletzungen durch den herabfallenden Stempel zu verhindern. Wenn die Ventileinsätze nicht zurückgesetzt werden können, sollte das Ventil sofort inspiziert werden.
Fehlersuche
Der normale Betrieb der Abkantpresse ist sicher, wenn alle Sicherheitsprotokolle befolgt werden. Bei ungewöhnlichen Unfällen oder bei Wartungs- und Reparaturarbeiten sollten jedoch die folgenden Schritte unternommen werden:
Verriegeln Sie das Schutzgitter.
Drücken Sie den Not-Aus-Knopf an der Innenseite der Ständer.
Suchen Sie professionelle Hilfe.
Wenn ein Körperteil durch den Stempel oder das Blech eingeklemmt wird, gehen Sie wie folgt vor:
Drücken Sie die Not-Aus-Taste.
Prüfen Sie die Situation sorgfältig.
Starten Sie das Gerät erst wieder, wenn Sie sich vergewissert haben, dass dies gefahrlos möglich ist.
Schalten Sie die Betriebsart auf die Position "Zoll".
Drücken Sie den Rückstellknopf des Griffs, um den Stempel zurückzuziehen und die eingespannten Teile freizugeben.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Achtung an alle Metallbearbeitungsfans! Sind Sie es leid, die richtige Tonnage für Ihre Abkantpresse zu erraten? Dann suchen Sie nicht weiter! In diesem Blogbeitrag tauchen wir ein in die Welt der Abkantpressen...
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Haben Sie sich jemals gefragt, woher der Begriff "Abkantpresse" stammt? In diesem fesselnden Blogbeitrag begeben wir uns auf eine faszinierende Reise durch die Geschichte, um die Gründe für die...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Die ordnungsgemäße Reparatur des Hydraulikzylinders einer Abkantpresse ist entscheidend für die Aufrechterhaltung der Maschinenleistung und Sicherheit. Der Hydraulikzylinder besteht normalerweise aus einem Kolben, einer Hülse, einer Kolbenstange und einer Schraube....
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie...











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}