Der ultimative Leitfaden zur Auswahl von Stempeln und Matrizen für Abkantpressen
Die Auswahl des richtigen Abkantstempels und der richtigen Matrize ist entscheidend für präzise Biegungen und die Langlebigkeit Ihrer Werkzeuge. Dieser Leitfaden enthält die wichtigsten Kriterien für die Auswahl von Ober- und Unterstempeln auf der Grundlage von Faktoren wie Biegekraft, Materialstärke und Stempelform. Wenn Sie diese Richtlinien befolgen, vermeiden Sie häufige Fallstricke wie Werkzeugschäden und ungenaue Biegungen. Erfahren Sie, wie Sie Ihre Abkantvorgänge optimieren und die Qualität Ihrer Fertigung verbessern können.
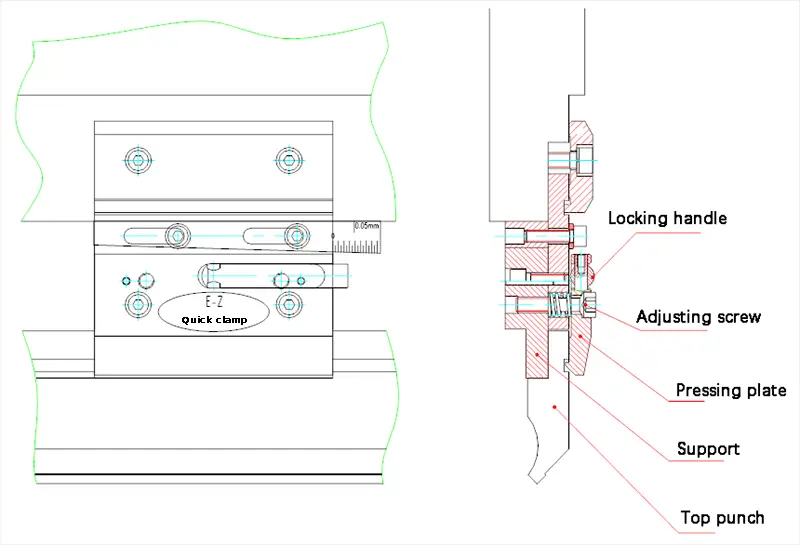
(1) Die Auswahl des oberen Stempels sollte auf der Grundlage der Biegekraft erfolgen, und die Belastung der Matrize sollte den Grenzwert nicht überschreiten. Ein Stempel mit hydraulischer Spannen erfordert besondere Anpassungen.
Wenn der Benutzer spezielle Formen auswählt, ist zu beachten, dass sich deren Belastung von der normaler Formen unterscheidet. Die richtige Auswahl sollte getroffen werden, um zu verhindern, dass die Biegekraft die Belastungsgrenze des Stempels nicht zu überschreiten, was zu Einsturz und Rissbildung führen kann.
(2) Die Form des Oberstempels hat einen erheblichen Einfluss darauf, ob das Werkstück gebogen und geformt werden kann. Bei der Programmierung und Auswahl des Stempels ist es von entscheidender Bedeutung, die Form des Stempels zu berücksichtigen und zu prüfen, ob er den Umformprozess des Werkstücks behindert.
(3) Wenn die Form in die Formbibliothek des Systems programmiert wird, wird CNC-SystemDie Gesamtabmessungen der Form sollten genau programmiert werden. Dadurch wird sichergestellt, dass das NC-System bei der automatischen Berechnung des Biegevorgangs genau bestimmen kann, ob die Form mit dem Werkstück in Konflikt gerät.
Auswahl der unteren Matrize
F0: erforderliche Biegekraft pro Meter, wenn die Zugfestigkeit des Materials 450N/mm² (KN/m) beträgt;
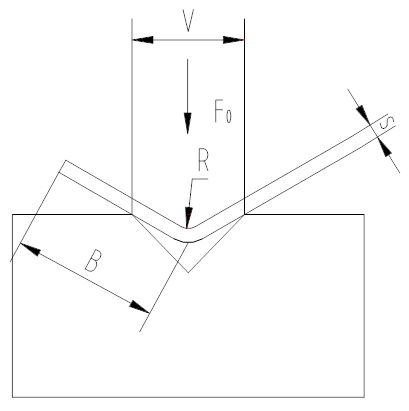
(1) Die Breite der V-förmigen unteren Matrize muss entsprechend der Materialdicke t nach der folgenden Formel bestimmt werden:
Wenn t < 3mm, V = (6~8) × t
Wenn t ≥ 3mm, V = (8~12) × t
Zusätzlich kann die Breite der unteren Matrize V auf der Grundlage der minimalen Biegebreite b und des Verrundungsradius r der Matrize bestimmt werden. Biegeteil um eine vernünftige und wissenschaftliche Auswahl der Würfel zu gewährleisten.
(2) Während der Biegeverfahrenwird sich die erzeugte Biegekraft auf dem Arbeitstisch ansammeln und auf die Matrize wirken. Daher sollte die Last, die die Matrize tragen kann, den Grenzwert nicht überschreiten.
Die erforderliche Biegekraft pro Meter (T/m) ist in der Biegekrafttabelle angegeben, wobei die Zugfestigkeit des Materials mit 45 kg/mm² (450 N/mm²) angenommen wird und die untere Matrizenöffnung und die Blechdicke vorgegeben sind.
Schnellreferenztabelle der üblichen Biegekraft
Wenn die Materialien unterschiedlich sind, die Zugfestigkeit des Materials σ Kg/mm² beträgt, kann die erforderliche Biegekraft (T/m) pro Meter mit der folgenden Formel berechnet werden.
F1 = F0- σ/ 450 (T/m)
Hinweis: Wenn die Form zum Umformen verwendet wird, muss die Biegekraft 2 bis 3 Mal die normale Biegekraft.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Haben Sie sich jemals gefragt, woher der Begriff "Abkantpresse" stammt? In diesem fesselnden Blogbeitrag begeben wir uns auf eine faszinierende Reise durch die Geschichte, um die Gründe für die...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Die ordnungsgemäße Reparatur des Hydraulikzylinders einer Abkantpresse ist entscheidend für die Aufrechterhaltung der Maschinenleistung und Sicherheit. Der Hydraulikzylinder besteht normalerweise aus einem Kolben, einer Hülse, einer Kolbenstange und einer Schraube....
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie...
Hatten Sie schon einmal Probleme mit der Einstellung der richtigen Abkantpressen-Hublänge? Viele Bediener tun dies und greifen oft auf Versuch und Irrtum zurück. Dieser Artikel entmystifiziert den Prozess und bietet eine klare Formel zur Berechnung...