Haben Sie sich schon einmal gefragt, wie eine Abkantpresse Bleche mit Präzision biegt? In diesem Artikel werden wir die Wissenschaft hinter der Berechnung der Eindringtiefe des Stempels in die Matrize erkunden. Erfahren Sie, wie Faktoren wie Biegewinkel, Blechdicke und Matrizenöffnung den Prozess beeinflussen. Am Ende werden Sie die Schlüsselelemente verstehen, die für genaue und gleichmäßige Biegungen sorgen.
Wie berechnet man die Tiefe der Biegung (oder die Eindringtiefe des Stempels in die Matrize) auf einer Abkantpresse bei einem bestimmten Biegewinkel, gemessenen Winkel, Blechdicke und Matrizenöffnung?
Die Eindringtiefe des Stempels in die Matrize der Abkantpresse wird berechnet und gesteuert, wenn das Blech in einem bestimmten Winkel durch Luftbiegen auf der Abkantpresse gebogen wird.
Damit wird der Positionswert des Stößels bei der Auf- und Abwärtsbewegung gesteuert.
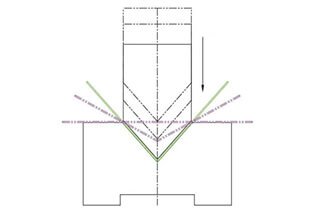
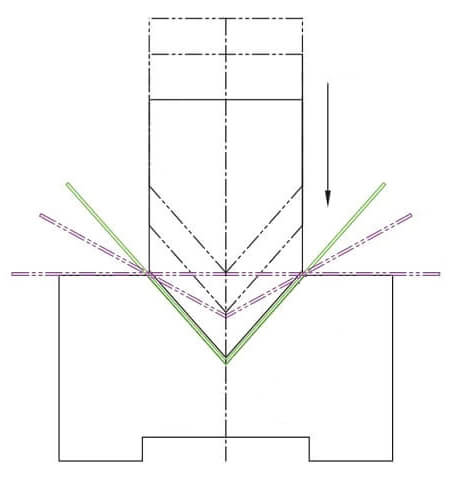
Die obere Matrize, die auf dem Stößel montiert ist, biegt das Blech in eine bestimmte Position, die genau der Summe aus einem bestimmten Einstellwinkel und dem Rückprallwinkel entspricht. Auf diese Weise kann das Werkstück zurückspringen nach der Rückkehr des Stößels auf den eingestellten Winkel.
Beim tatsächlichen Biegen beeinflussen jedoch viele Faktoren die Biegewinkel des Plattenmaterials. Der gemessene Winkel der ersten Biegung stimmt oft nicht mit dem eingestellten Winkel überein und muss korrigiert werden. An diesem Punkt sollte der Winkelfehler in den Tiefenkorrekturwert umgerechnet werden.
Um dies zu erreichen, wird die Biegetiefenformel des Stößels für Luftbiegen und die Formel für die Korrektur der Tiefe des Stößels im Falle eines Winkelfehlers werden verwendet. Diese Formeln wurden zu einer praktischen Formel vereinfacht, die am Produktionsstandort angewendet werden kann.
Um Ihnen die Arbeit zu erleichtern, haben wir einen Online-Rechner erstellt, der Ihnen hoffentlich nützlich sein wird.
Beim Biegen der Luft wird die Untergesenk Die Öffnung V sollte im Allgemeinen das 8~12-fache der Blechdicke t betragen.
Wird in der Formel für die Blechdicke t die durch plastische Verformung des gebogenen Materials verursachte Ausdünnung berücksichtigt, sollte t durch nt ersetzt werden. Der Materialausdünnungskoeffizient wird durch n dargestellt, der im Allgemeinen zwischen 0,98 und 0,99 liegt.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Achtung an alle Metallbearbeitungsfans! Sind Sie es leid, die richtige Tonnage für Ihre Abkantpresse zu erraten? Dann suchen Sie nicht weiter! In diesem Blogbeitrag tauchen wir ein in die Welt der Abkantpressen...
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Haben Sie sich jemals gefragt, woher der Begriff "Abkantpresse" stammt? In diesem fesselnden Blogbeitrag begeben wir uns auf eine faszinierende Reise durch die Geschichte, um die Gründe für die...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Die ordnungsgemäße Reparatur des Hydraulikzylinders einer Abkantpresse ist entscheidend für die Aufrechterhaltung der Maschinenleistung und Sicherheit. Der Hydraulikzylinder besteht normalerweise aus einem Kolben, einer Hülse, einer Kolbenstange und einer Schraube....
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie...