Tonnage-Rechner für Abkantpressen (online & kostenlos)
Achtung an alle Metallbearbeitungsfans! Sind Sie es leid, die richtige Tonnage für Ihre Abkantpresse zu erraten? Dann suchen Sie nicht weiter! In diesem Blogbeitrag tauchen wir in die Welt der Tonnageberechnung für Abkantpressen ein, angeleitet von der Expertise eines erfahrenen Maschinenbauingenieurs. Entdecken Sie praktische Formeln, handliche Tabellen und Insider-Tipps, um die Kunst des präzisen und effizienten Biegens von Blechen zu meistern. Machen Sie sich bereit, Ihr Abkantpressen-Spiel zu verbessern!
Die Tonnage einer Abkantpresse ist die Kraft, die zum Biegen einer Metallplatte mit einer Abkantpresse erforderlich ist. Diese in Tonnen gemessene Kraft ist für das Erreichen präziser Biegungen bei der Metallherstellung von entscheidender Bedeutung. Eine genaue Tonnageberechnung gewährleistet qualitativ hochwertige Ergebnisse und verlängert die Lebensdauer der Ausrüstung, indem sie Probleme wie Werkzeugschäden und ungenaue Biegungen verhindert.
Faktoren, die die Tonnage beeinflussen
Materialart und -dicke
Verschiedene Materialien erfordern aufgrund ihrer Zugfestigkeit unterschiedliche Kräfte. So benötigt beispielsweise Edelstahl im Vergleich zu Aluminium eine höhere Tonnage. Auch die Materialstärke wirkt sich erheblich auf die erforderliche Kraft aus, da dickere Materialien exponentiell mehr Kraft zum Biegen benötigen.
Biegen Länge
Die Länge der Biegung beeinflusst die benötigte Tonnage. Längere Biegungen erfordern mehr Tonnage aufgrund des erhöhten Widerstands entlang der Materiallänge.
Öffnung der Matrize
Die Größe der Matrizenöffnung beeinflusst die erforderliche Kraft. Kleinere Matrizenöffnungen erfordern eine höhere Tonnage, da das Material in einen engeren Raum gepresst werden muss, während größere Matrizenöffnungen weniger Kraft erfordern.
Werkzeug-Typ
Die Art des Werkzeugs, z. B. V-Stempel oder gekröpfte Werkzeuge, wirkt sich auf die Tonnageanforderungen aus. So müssen beispielsweise Schwanenhalswerkzeuge, die so konstruiert sind, dass sie das Werkstück nicht beeinträchtigen, vorsichtig gehandhabt werden, um eine zu hohe Tonnage zu vermeiden.
Biegeverfahren
Die Biegemethode - Luftbiegen, Bodenbiegen oder Prägen - hat Auswirkungen auf die Tonnage. Das Luftbiegen erfordert die geringste Tonnage, das Bodenbiegen erfordert mehr und das Prägen die höchste Tonnage.
Tonnage-Rechner für Abkantpressen
Sie können den folgenden Abkantpressen-Tonnage-Rechner verwenden, um die erforderliche Biegekraft für Ihre Blechbiegen. Der Rechner bietet sowohl metrische als auch imperiale Einheiten. Ich persönlich empfehle die Verwendung des unten stehenden Abkantpressen-Tonnage-Rechners, da dies wahrscheinlich die beste und bequemste Methode zur Berechnung der erforderlichen Biegekraft ist.
Die empfohlene V-Öffnungsbreite für das Unterwerkzeug
S
0,5-3 mm
3-8mm
9-10mm
>12mm
V
6*S
8*S
10*S
12*S
Zum Beispiel, wenn die Feinblech Wenn es sich bei dem zu biegenden Material um Baustahl mit einer Dicke von 4 mm und einer Biegelänge von 3,2 m handelt, sollte die theoretische Breite der unteren Matrizenöffnung das Achtfache der Dicke betragen, also 32 mm. Geben Sie diese Zahlen in den obigen Rechner ein (beachten Sie, dass die Einheiten in mm angegeben sind), und Sie erhalten einen Wert von 106,12 Tonnen.
Das bedeutet, dass Sie eine Mindestbiegekraft von 106 Tonnen benötigen, um Ihre Biegeanforderungen zu erfüllen. Natürlich multiplizieren wir das Endergebnis im Allgemeinen mit einem Sicherheitsfaktor von 1,1, und der daraus resultierende Wert ist die Abkantpressentonnage, die Sie wählen können.
Neue Methode zur Tonnageberechnung
Wenn das Verhältnis von Breite zu Dicke (V/S) ungleich 9 und das Verhältnis von Radius zu Breite ungleich 0,16 ist, ist die obige Berechnung ungültig.
Die Größe der Biegekraft wird durch Faktoren wie die Größe des Werkstücks, die mechanischen Eigenschaften des Materials, den Abstand zwischen den Drehpunkten der Matrize, den relativen Biegeradius, den Abstand zwischen den Matrizen, den Reibungskoeffizienten zwischen dem Material und der Matrize, den Mindest Biegewinkelund die Biegemethode.
Daher ist es schwierig, die Biegekraft in der Theorie genau zu berechnen.
In der Praxis werden üblicherweise empirische Formeln oder vereinfachte theoretische Formeln zur Berechnung verwendet.
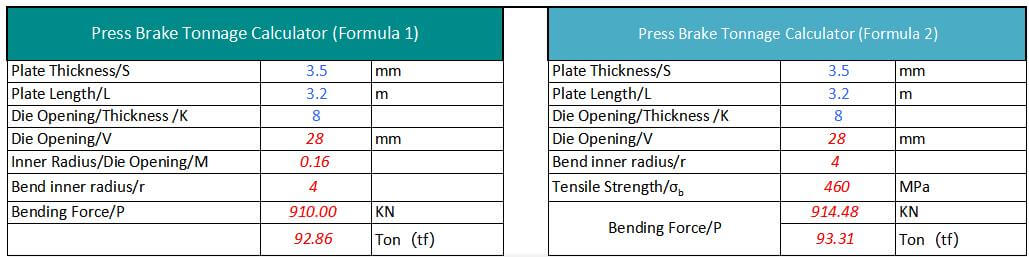
Formel zur Berechnung der Abkantpressentonnage
Derzeit gibt es zwei gängige Formeln für die Berechnung der Tonnage der Abkantpresse.
Die erste Formel wird üblicherweise in China verwendet, die zweite in anderen Ländern.
Unabhängig davon, welche Formel verwendet wird, ist der berechnete erforderliche Abkantpressdruck im Grunde derselbe. Im Folgenden möchte ich diese beiden Formeln getrennt voneinander vorstellen.
Das mit der Biegekraftformel ermittelte Ergebnis ist den Daten in der Biegekrafttabelle sehr ähnlich.
Beachten Sie, dass die Methode #1 zur Berechnung der Abkantpressentonnage auf milden Stahlwerkstoff.
Wenn es sich bei dem Material um Edelstahl, Aluminium oder Messing handelt, können Sie die Berechnungsergebnisse leicht anpassen, indem Sie sie mit den in der folgenden Tabelle aufgeführten Koeffizienten multiplizieren.
Material
Koeffizienten
Baustahl
1
Rostfreier Stahl
1.6
Aluminium
0.65
Messing
0.5
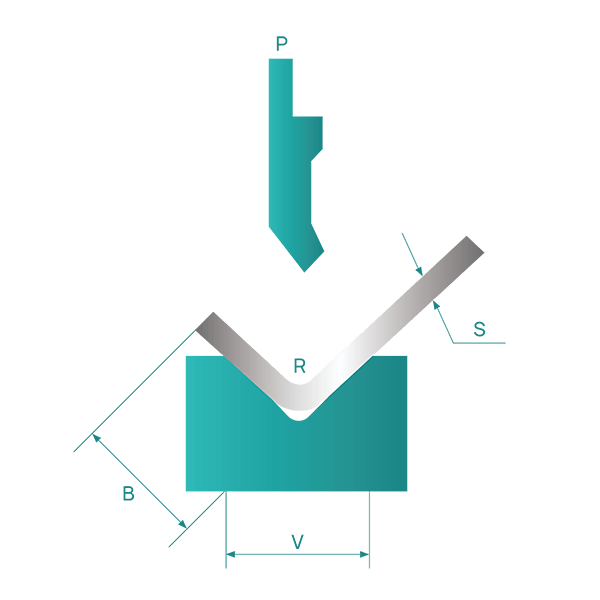
#2 Formel zur Berechnung der Biegetonnage
P - Biegekraft (KN)
S - Blechdicke (mm)
L - Breite der Platte (m)
V - Breite des unteren Schlitzes (mm)
σb - Zugfestigkeit (Mpa)
Zum Beispiel:
Plattenstärke S=4mm, Breite L=3m, σb=450N/mm²
Im Allgemeinen ist die Schlitzbreite V=S*8
Daher P=1,42*450*4²*3/48=958,5 (KN) = 96 (Tonne)
Der Schlüssel zum Biegeblech Metall mit verschiedenen Materialien ist die Zugfestigkeit des jeweiligen Materials zu bestimmen und dann die erforderliche Biegekraft mit Hilfe der oben genannten Formel zu berechnen.
Die nachstehende Zugfestigkeitstabelle kann als Referenz dienen:
Material
Weich (N/mm²)
Hart (N/mm²)
Blei
25 – 40
–
Zinn
40 – 50
–
Aluminium
93
1710
Aluminiumlegierung Typ 4
230
480
Duralumin
260
480
Zink
150
250
Kupfer
220 – 280
300 – 400
Messing (70:30)
330
530
Messing (60:40)
380
490
Phosphor Bronze / Bronze
400 – 500
500 – 750
Neusilber
350 – 450
550 – 700
Kaltgewalztes Eisen
320 – 380
–
Stahl .1% Kohlenstoff
320
400
Stahl .2% Kohlenstoff
400
500
Stahl .3% Kohlenstoff
450
600
Stahl .4% Kohlenstoff
560
720
Stahl .6% Kohlenstoff
720
900
Stahl .8% Kohlenstoff
900
1100
Stahl 1.0% Kohlenstoff
1000
1300
Siliziumstahl
550
650
Rostfreier Stahl
650 – 700
–
Nickel
440 – 500
570 – 630
#3 Neue Formel zur Berechnung der Biegekraft
Beim Luftbiegen wird die Öffnungsweite V der Untergesenk wird in der Regel auf das 8- bis 10-fache der Blechdicke S festgelegt.
Hersteller von Abkantpressen führen die entsprechenden Werte der Matrizenbreite V und des Innendurchmessers r des zu biegenden Werkstücks häufig in ihrer Biegekraftparametertabelle auf.
Als allgemeine Regel gilt,
r=(0,16~0,17)V
Wenn der innere Radius jedoch nicht gleich (0,16-0,17)V ist, ist die obige Berechnungsformel nicht mehr anwendbar.
In diesen Fällen müssen Sie sich an einen neue Berechnungsmethode um die erforderliche Biegekraft oder Abkantpresskraft zu bestimmen.
Im Folgenden finden Sie den Rechner:
Tonnagetabelle für Abkantpressen
Die nachstehende Tabelle für die Abkantpressen-Tonnage kann Ihnen helfen, die erforderliche Biegekraft leicht zu bestimmen.
Anleitungen zum Lesen einer Tonnagentabelle für Abkantpressen finden Sie unter diese Stelle.
Die in der Tonnentabelle der Abkantpresse angegebene Tonnage basiert auf einem Blech mit einer Zugfestigkeit von σb=450N/mm² und einer Länge von L=1m.
Jetzt, wo Sie die Biegung haben KräfteplanDer nächste Schritt besteht darin, zu verstehen, wie die Tonnage der Abkantpresse in der Tabelle zu finden ist.
Angenommen, Ihr Metallblech eine Dicke von 4 mm hat, gilt die allgemeine Regel, dass die V-Öffnung der Unterform das 8-fache der Blechdicke betragen sollte.
Bei dickeren Platten ist jedoch eine größere V-Öffnung erforderlich.
Die unten aufgeführten empfohlenen V-Öffnungen können als Anhaltspunkt dienen:
S
0,5-3 mm
3-8mm
9-10mm
>12mm
V
6*S
8*S
10*S
12*S
Nehmen wir ein Metallblech mit einer Dicke von 4 mm.
In der Regel sollte die V-förmige Öffnung der Untermatrize das 8-fache der Blechdicke betragen. Bei dickeren Blechen sollte die V-förmige Öffnung jedoch größer sein.
Um die benötigte Abkantpressentonnage zu bestimmen, müssen wir die Abkantpressentonnentabelle heranziehen.
Suchen Sie zunächst die Reihe mit dem Dickenwert "4" und bestimmen Sie dann den entsprechenden Wert für die Öffnung der Vee von 32 (4 * 8).
Der Schnittpunkt der Zeile und der Spalte, in der sich die Werte "4" und "32" treffen, ergibt eine Tonnage von 330 KN.
Wenn wir ein 4 mm dickes Blech mit einer Länge von 3 m biegen müssen, beträgt die erforderliche Tonnage 330 * 3 = 990 KN, also etwa 101 Tonnen. In diesem Fall empfehlen wir, eine Abkantpresse mit einer Tonnage von mindestens 100 Tonnen zu wählen.
Es ist jedoch besser, sich für eine größere Tonnage, z. B. 120 Tonnen, zu entscheiden, da die Lebensdauer der Maschine länger ist, wenn sie über längere Zeit unter Volllast arbeitet.
(2) Amada Abkantpresse Tonnage-Tabelle
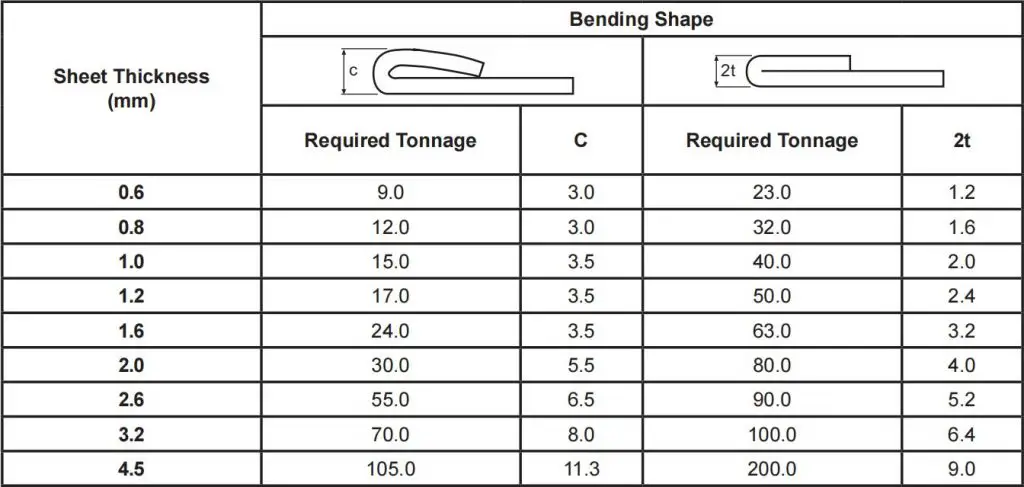
(3) Tonnentabelle für Säumen und Falzen von Baustahl und Edelstahl
Säumen ist ein Art der Biegung die im Vergleich zum Standard-Luftbiegen eine höhere Tonnage erfordert.
Die folgenden Tabellen veranschaulichen die Tonnage, die für das Säumen und Falzen benötigt wird.
(1) Tonnentabelle für Säumen und Falzen von Baustahl
Hinweis: Die erforderliche Tonnage wird pro 1 Meter Länge angegeben.
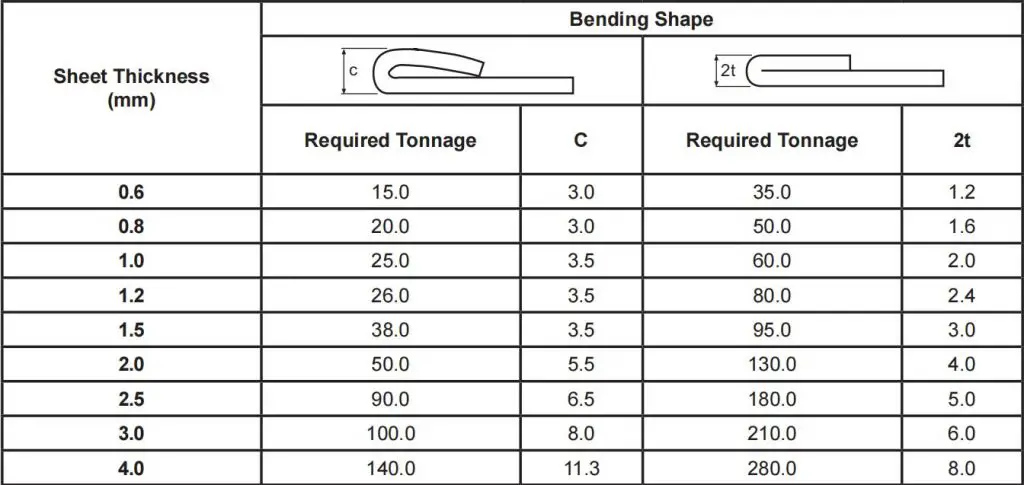
(2) Tonnagetabelle für Säumen und Falzen von rostfreiem Stahl
Hinweis: Die erforderliche Tonnage wird pro 1 Meter Länge angegeben.
Biegeradius der Abkantpresse
Beim Biegen von Blechen ist an der Biegestelle ein Biegeradius erforderlich, der weder zu groß noch zu klein sein darf, sondern angemessen gewählt werden muss. Wenn der Biegeradius zu klein ist, kann es leicht zu Rissen an der Biegestelle kommen, während bei einem zu großen Biegeradius die Biegung zurückprallen kann.
(1) Biegeradius-Tabelle
Der optimale Biegeradius (innerer Biegeradius) für verschiedene Materialien mit unterschiedlichen Dicken ist in der nachstehenden Tabelle angegeben.
Entsprechende Position zwischen Biegekurvenrichtung und Faserrichtung
vertikal
parallel
vertikal
parallel
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
4550
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Aluminium
0.1t
0.35t
0.5t
1.0t
Kupfer
0.1t
0.35t
1.0t
2.0t
Weiches Messing
0.1t
0.35t
0.35t
0.8t
Halbhartes Messing
0.1t
0.35t
0.5t
1.2t
Phosphor-Bronze
/
/
1.0t
3.0t
Die Angaben in der obigen Tabelle sind optimal und dienen nur als Referenz. In der Tat beträgt die Rundung der Biegeschaufel des Herstellers in der Regel 0,3, wobei einige Biegeschaufeln eine Rundung von 0,5 aufweisen.
Für gewöhnliche Stahlplatten mit niedrigem Kohlenstoffgehalt, rostfrei AluminiumplattenBei Messing- und Kupferblechen usw. ist eine Innenrundung von 0,2 im Allgemeinen ausreichend. Für einige kohlenstoffreicher Stahlbei hartem Aluminium und superhartem Aluminium kann diese Art der Biegerundung zu Biegebrüchen oder Rissen in der Außenrundung führen.
(2) Formel zur Berechnung des Biegeradius
Blechbiegeteile erfordern einen Biegeradius r an der Biegung. In der Regel ist der Biegeradius in den Plänen für Blechteile deutlich angegeben. Die endgültige Größe nach dem Biegen wird durch den Stempelradius r bestimmt0 und die Höhe der Rückfederung △r, d.h.,
r = r0 + △r.
In der Praxis liegt der Stempelradius r0 meist zwischen 0,3 und 0,5 mm, was als Konstante betrachtet werden kann und einen geringen Einfluss auf den Biegeradius hat, so dass er oft vernachlässigt werden kann. Dies bedeutet, dass der Biegeradius r eng mit der Rückfederung △r zusammenhängt.
Die Größe der Rückfederung hängt jedoch mit dem Biegedruck zusammen, der wiederum von der Matrizenschlitzbreite B und der Blechdicke t bestimmt wird. Eine Vergrößerung der Matrizenschlitzbreite B verringert den Biegedruck und erhöht die Rückfederung, während eine Verringerung von B den Biegedruck erhöht und die Rückfederung verringert.
Daher sind unter bestimmten Biegemaschinenbedingungen die Faktoren, die den Biegeradius am meisten beeinflussen, der Stempelradius r, die Matrizenschlitzbreite B und die Blechdicke t.
Die folgende Formel kann zur Berechnung der Abkantpresse verwendet werden Biegeradius:
Mindestgröße der Innenkante
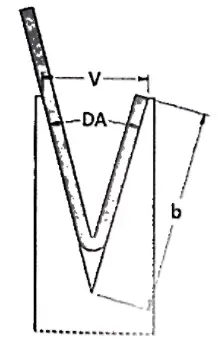
Die minimale Innenkante ist die kürzeste Seite, die gebogen werden kann, ohne dass das Blech beim Biegen in die Fase rutscht.
Das Blech muss nämlich beim Erreichen des gewünschten Winkels auf beiden Seiten der Voute aufliegen, sonst rutscht es in die Voute hinein, was zu unbefriedigenden Ergebnissen führt.
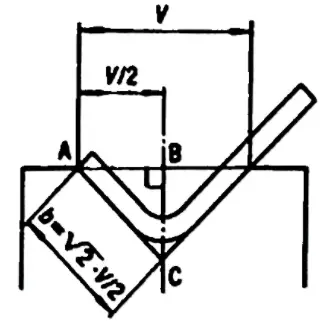
Der minimale innere Rand kann mit der folgenden Formel berechnet werden:
Wenn der gewünschte Winkel 90° beträgt, minimaler innerer Rand = V x 0,67
Diese Formel ergibt sich aus einer geometrischen Berechnung, da der minimale innere Rand die Diagonale eines Quadrats mit der Seite = V/2 ist. Unter Berücksichtigung des Radius wird das Ergebnis dann auf V x 0,67 angenähert.
Wenn der erforderliche Winkel nicht 90° beträgt, ist auch die minimale Innenkante unterschiedlich, da die kürzeste Seite, die auf der Schräge liegen kann, vom Winkel abhängt.
Wenn ein Profil einen spitzen Winkel hat, wird das Blech weiter in die Matrizenrinne gedrückt und die Seite muss daher länger sein.
Hat ein Profil hingegen einen stumpfen Winkel, so benötigt es eine kürzere Seite, um auf einer Matrize zu liegen. Aus diesem Grund müssen Korrekturfaktoren verwendet werden, um die richtige Mindestinnenkante zu berechnen.
Winkel
Korrektur-Faktoren
30°
B = (V x 0,67) x 1,6
60°
B = (V x 0,67) x 1,1
90°
B = (V x0,67) x 1,0
120°
B = (V x 0,67) x 0,9
150°
B = (Vx 0,67) x 0,7
(1) Formel zur Berechnung der Mindestbiegekante
Die Berechnungsformel für die Mindestbiegekante ist für verschiedene Biegewinkel unterschiedlich und kann der folgenden Tabelle entnommen werden.
165°
135°
120°
90°
60°
45°
30°
0.51×V
0.55×V
0.58×V
0.71×V
1×V
1.31×V
1.94×V
(2) Referenztabelle für die Mindestbiegehöhe
L-Biegung
Referenztabelle für den inneren Biegeradius R und die Mindestbiegehöhe von kaltgewalzten dünnen Stahlplatte Materialien:
Seriennummer
Dicke des Materials
Breite der Hohlkehle
Locher R
Minimale Biegehöhe
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8 (oder 6)
1/0.2
5.5/4.5
6
1.5
10 (oder 8)
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16(14)
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
Z-Biegen
Das minimale Biegemaß L für das Z-Biegen von Blechen mit unterschiedlichen Dicken ist in der nachstehenden Tabelle angegeben:
Mindesthöhe der Z-Kurve:
Seriennummer
Dicke des Materials
Breite der Hohlkehle
Locher R
Höhe der Z-Biegung L
1
0.5
4
0.2
8.5
2
0.6
4
0.2
8.8
3
0.8
5
0.8/0.2
9.5
4
1.0
6
1/0.2
10.4
5
1.2
8(6)
1/0.2
11.7(10.7)
6
1.5
10(8)
1/0.2
13.3(12.3)
7
2.0
12
1.5/0.5
14.3
8
2.5
16(14)
1.5/0.5
18.2(17.2)
9
3.0
18
2/0.5
20.1
10
3.5
20
2
22
11
4.0
25
3
25.5
Biege-Rückstoß
Schematische Darstellung des Biege-Rückpralls
Rückprallwinkel der Biegung:
Δα = b - a
wo: b - Tatsächlicher Winkel des Werkstücks nach dem Rückprall a - Winkel der Matrize
Größe des Rückprallwinkels:
Die Rückprallwinkel für die einwinklige 90°-Luftbiegung sind in der nachstehenden Tabelle aufgeführt.
Material
r/t
Dicke t(mm)
<0.8
0.8~2
>2
Stahl mit niedrigem Kohlenstoffgehalt
<1
4°
2°
0°
Messing, σb=350MPa
1~5
5°
3°
1°
Aluminium, Zink
>5
6°
4°
2°
Stahl mit mittlerem Kohlenstoffgehalt, σb=400-500MPa
<1
5°
2°
0°
Hartmessing, σb=350-400MPa
1~5
6°
3°
1°
Hartes Kupfer, σb=350-400MPa
>5
8°
5°
3°
Stahl mit hohem Kohlenstoffgehalt, σb>550Mpa
<1
7°
4°
2°
1~5
9°
5°
3°
>5
12°
7°
6°
Faktoren, die den Rückprall beeinflussen, und Maßnahmen zur Verringerung des Rückpralls:
Werkstofffestigkeit: Der Rückprallwinkel ist proportional zur Streckgrenze des Werkstoffs und umgekehrt proportional zu seinem Elastizitätsmodul E. Für Blechteile mit hohen Präzisionsanforderungen sollte möglichst kohlenstoffarmer Stahl gewählt werden, um den Rückprall zu verringern, und kohlenstoffreicher Stahl, Edelstahl usw. sollten vermieden werden.
Relativer Biegeradius r/t: Je größer der relative Biegeradius r/t, desto kleiner die Verformung und desto größer der Rückprallwinkel Δα. Dies ist ein sehr wichtiges Konzept. Die Biegeradius von Blechen sollte unter Berücksichtigung der Materialeigenschaften so klein wie möglich sein, was der Verbesserung der Genauigkeit förderlich ist. Es sollte darauf geachtet werden, dass keine großen Bögen, wie das unten gezeigte Beispiel, entworfen werden, was zu Schwierigkeiten bei der Produktion und Qualitätskontrolle führen kann.
Der Bogen des Blechs ist zu groß
Schlüsselfaktoren, die die Tonnageberechnung beeinflussen
Materialtyp und Eigenschaften
Die Art des zu biegenden Materials ist entscheidend für die Bestimmung der erforderlichen Tonnage. Verschiedene Materialien weisen unterschiedliche Zugfestigkeiten auf, die sich direkt auf die zum Biegen erforderliche Kraft auswirken. Baustahl hat beispielsweise eine Zugfestigkeit von ca. 400 MPa, während nichtrostender Stahl etwa 600 MPa oder mehr erreichen kann. Dieser Unterschied bedeutet, dass zum Biegen von rostfreiem Stahl mehr Kraft erforderlich ist als bei unlegiertem Stahl. Außerdem spielt die Dicke des Materials eine wichtige Rolle; dickere Materialien erfordern exponentiell mehr Kraft, um die gewünschte Biegung zu erreichen. Ein 10 mm dickes Edelstahlblech erfordert eine wesentlich höhere Tonnage als ein 2 mm dickes.
Material Dicke
Die Materialstärke ist direkt proportional zur erforderlichen Tonnage. Dickere Materialien erfordern mehr Kraft zum Biegen. Diese Beziehung ist nicht linear, sondern exponentiell; eine Verdoppelung der Materialdicke bedeutet mehr als eine Verdoppelung der erforderlichen Tonnage. Wenn zum Beispiel für ein 5 mm dickes Blech 50 Tonnen Kraft erforderlich sind, kann ein 10 mm dickes Blech mehr als 100 Tonnen erfordern. Daher ist die genaue Messung und Berücksichtigung der Materialdicke für die Tonnageberechnung unerlässlich.
Größe der Matrizenöffnung
Die Größe der Matrizenöffnung bzw. der V-Matrize ist ein entscheidender Faktor für die Tonnageanforderungen. Kleinere Matrizenöffnungen erfordern eine höhere Tonnage, da das Material in einen engeren Raum gepresst werden muss, was den Widerstand erhöht. So kann beispielsweise eine 30-Grad-Matrizenöffnung bei gleichem Material und gleicher Dicke weniger Kraft erfordern als eine 10-Grad-Matrizenöffnung. Umgekehrt erfordern größere Matrizenöffnungen weniger Kraft, was den Biegevorgang erleichtert.
Biegeverfahren
Verschiedene Biegemethoden erfordern einen unterschiedlichen Kraftaufwand. Luftbiegen, Gesenkbiegen und Prägen sind die drei wichtigsten Methoden, die bei Abkantpressen zum Einsatz kommen. Beim Luftbiegen wird das Material in eine V-Matrize gepresst, jedoch nicht vollständig, was den geringsten Kraftaufwand erfordert. Bei dieser Methode ist eine gewisse Rückfederung möglich, die im Endwinkel berücksichtigt werden muss. Das untere Biegen, bei dem das Material ganz bis zum Boden der Matrize gepresst wird, erfordert aufgrund des erhöhten Materialwiderstands mehr Kraft. Beim Prägen, dem kraftintensivsten Verfahren, wird das Material vollständig in die Matrize gepresst, wodurch präzise Biegungen mit minimaler Rückfederung möglich sind. Die jeweilige Wirkung auf das Material bestimmt die benötigte Tonnage.
Werkzeugtyp und Zustand
Die Art und der Zustand der Werkzeuge, die bei Abkantarbeiten verwendet werden, wirken sich ebenfalls auf die Tonnageberechnung aus. Verschiedene Arten von Matrizen und Stempeln haben unterschiedliche Kraftanforderungen. Beispielsweise müssen Schwanenhalswerkzeuge, die so konstruiert sind, dass sie nicht mit dem Werkstück kollidieren, vorsichtig gehandhabt werden, um eine zu hohe Tonnage zu vermeiden, was zu Schäden an der Ausrüstung führen kann. Gut gewartete Werkzeuge gewährleisten eine genauere und effizientere Biegung, während abgenutzte oder beschädigte Werkzeuge die erforderliche Kraft erhöhen und die Qualität der Biegung beeinträchtigen können.
Kapazität von Abkantpressen
Es ist wichtig, die Kapazität der Abkantpresse selbst zu berücksichtigen. Die berechnete Tonnage sollte die Nennkapazität der Maschine nicht überschreiten, da eine Überlastung zu Schäden an der Ausrüstung führen kann, z. B. zur Verformung von Bett oder Stößel. Wenn Sie sicherstellen, dass die Abkantpresse innerhalb ihrer Kapazität arbeitet, beugen Sie nicht nur Schäden vor, sondern verlängern auch die Lebensdauer der Maschine. Wenn eine Abkantpresse beispielsweise für 100 Tonnen ausgelegt ist, muss die erforderliche Tonnage für jeden Auftrag sorgfältig berechnet werden, um eine Überschreitung dieser Grenze zu vermeiden.
Umweltfaktoren
Umgebungsbedingungen wie Temperatur und Luftfeuchtigkeit können die Materialeigenschaften und damit auch die erforderliche Tonnage beeinflussen. Zum Beispiel können Materialien bei kälteren Temperaturen spröder werden, was eine andere Handhabung und Kraftanpassung erfordert. Außerdem kann sich die Luftfeuchtigkeit auf bestimmte Materialien auswirken, z. B. Aluminium, das Feuchtigkeit aufnehmen und seine Eigenschaften verändern kann. Die Berücksichtigung dieser Faktoren gewährleistet genauere und zuverlässigere Biegevorgänge.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Haben Sie sich jemals gefragt, woher der Begriff "Abkantpresse" stammt? In diesem fesselnden Blogbeitrag begeben wir uns auf eine faszinierende Reise durch die Geschichte, um die Gründe für die...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Die ordnungsgemäße Reparatur des Hydraulikzylinders einer Abkantpresse ist entscheidend für die Aufrechterhaltung der Maschinenleistung und Sicherheit. Der Hydraulikzylinder besteht normalerweise aus einem Kolben, einer Hülse, einer Kolbenstange und einer Schraube....
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie...
Hatten Sie schon einmal Probleme mit der Einstellung der richtigen Abkantpressen-Hublänge? Viele Bediener tun dies und greifen oft auf Versuch und Irrtum zurück. Dieser Artikel entmystifiziert den Prozess und bietet eine klare Formel zur Berechnung...