Auswahl der richtigen Abkantpressen-Werkzeuge: Leitfaden und Normen
Wie gewährleisten Sie die Präzision bei Ihren Biegevorgängen? Die Wahl des richtigen Abkantwerkzeugs ist entscheidend. Dieser Leitfaden befasst sich mit der Auswahl von Matrizenformen und Stempeln und bietet Einblicke in verschiedene Arten von Werkzeugen wie Vierwege-Matrizen und verstellbare Matrizen. Erfahren Sie, wie Sie die Produktionseffizienz steigern, den Verschleiß reduzieren und das beste Werkzeug für Ihre spezifischen Biegeanforderungen auswählen können. Entschlüsseln Sie die Geheimnisse einer optimalen Abkantpressenleistung und maximieren Sie die Lebensdauer Ihrer Werkzeuge.
Das Biegepersonal soll bei der rationelleren Auswahl der Formen angeleitet werden, um die Lebensdauer der Formen zu verbessern und den anormalen Verschleiß zu verringern.
2. Funktion
Verkürzung des Zeitaufwands für die Auswahl von Biegestempelformen, Steigerung der Produktionseffizienz und Senkung der Kosten.
3. Umfang der Anwendung
Biegen von Blechen.
4. Grundlagen der Abkantpressenwerkzeuge
Allgemeiner Zweck
Werkzeuge für allgemeine Zwecke werden aus vorgehärtetem Werkzeugstahl mit einer Rockwell-Härte von Rc 28-30 hergestellt.
Die Werkzeuge erstrecken sich in der Regel über die gesamte Länge des Abkantpressentischs, wobei nominale Toleranzen in Bezug auf Größe und Geradheit je nach Hersteller des Werkzeugs.
Werkzeuge für allgemeine Zwecke, die in Abschnitte unterteilt sind, müssen entsprechend gekennzeichnet werden, da die einzelnen Abschnitte aufgrund unterschiedlicher Fertigungstoleranzen möglicherweise nicht austauschbar sind.
Allgemeiner Verwendungszweck Flammgehärtet
Mehrere Abkantpresse Werkzeughersteller bieten flammgehärtete Werkzeuge für eine bessere Verschleißfestigkeit an den Matrizenschultern und dem Stempelspitzenradius an.
Aufgrund des Wärmebehandlungsprozesses und des anschließenden mechanischen Richtens kann die Geradheit dieser Werkzeuge weniger genau sein.
Allzweck-Vierwege-Stempel
Vierfachwürfel
Die Vierfach-Matrize hat vier verschiedene weibliche "V"-Öffnungen, zu denen man durch Drehen der Matrize gelangt.
Der Nachteil dieser Konfiguration ist, dass der minimale Flansch eines zu formenden Teils nicht kleiner sein kann als die Breite der Vierwege-Matrize.
Obwohl der Wechsel der Matrizenöffnung einfach ist, sollten die Matrize und der Matrizenhalter bei jeder Drehung mit dem Stempel zentriert werden, um eine optimale Abkantpressen Leistung.
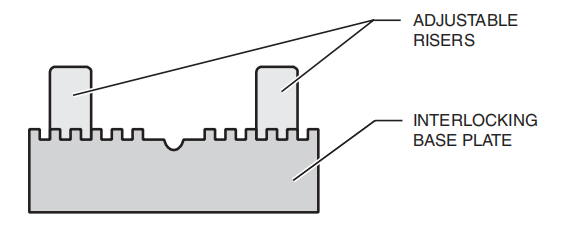
Einstellbare Matrizen
Verstellbare Matrizen bieten eine Reihe von Öffnungen - in 1/2"-Schritten von mindestens 1" bis maximal 8", 10" oder 12". Eine Öffnung wird eingestellt, indem die verstellbaren Steigrohre mit Schlüssel in die Keilnut der verriegelten Grundplatte geschoben werden.
Einstellbare Matrize
Diese Art der Matrize eignet sich zum Formen einer größeren Bandbreite von Materialstärken. Dies ist besonders vorteilhaft, weil die breiteren Öffnungen das Umformen von dickeren Blechen ermöglichen.
Stanzen
Es gibt eine Vielzahl von Stempeln für verschiedene Umformtechniken. Informationen zu spezifischen Anwendungen finden Sie in der Dokumentation zu den Werkzeugen.
Stanzen
Präzisionsgeschliffene und gehärtete Matrizen
Die präzisionsgeschliffenen und gehärteten Werkzeuge werden in Abschnitten mit engen Maßtoleranzen hergestellt, um einen Austausch und direkten Ersatz zu ermöglichen.
Die Präzisionswerkzeuge sind geometrisch definiert, wobei die Höhe der Matrize, der Radius der Matrizenöffnung und -schulter, der Radius des Stempels und die Belastungsrate spezifiziert sind - all dies kann in einer Werkzeugbibliothek des CNC-Messsystems der Abkantpresse katalogisiert werden.
Definieren der geometrischen Werkzeugparameter in ein CNC Umgebung steigert die Produktivität der Abkantpresse, da sie die Anzahl der Probebiegungen und Musterteile reduziert, die zum Einrichten des Auftrags erforderlich sind.
Gesenkhalter für Abkantpressen
1. Standard-Werkzeughalter:
Standard-Werkzeughalter
Der Standard-Matrizenhalter dient als Füllklotz zwischen dem Abkantbett und dem Pressenstößel um sicherzustellen, dass die Matrize innerhalb des vollen Hubes der Abkantpresse geschlossen wird. In den meisten Fällen reicht das Werkzeug allein nicht aus, um die Schließhöhe zu erreichen.
Der Matrizenhalter dient auch als Arbeitsfläche, um den Verschleiß des Abkantpressentisches beim Matrizenwechsel zu minimieren.
Der Matrizenhalter ermöglicht das Anheben des Matrizensatzes, um die Winkelabweichungen der geformten Teile auszugleichen. Diese Abweichungen sind auf Unregelmäßigkeiten in Allzweckwerkzeugen und auf Verschleiß zurückzuführen, der in der Regel mit kontinuierlicher Pressbremsung in demselben Gebiet.
Die Matrizenhalter können an der Bewegung gehindert werden, oder sie werden mechanisch auf dem Abkantpressentisch mit Hilfe eines Zapfens und Stellschrauben, T-Bolzen oder Matrizeneinstellblöcken eingestellt.
2. Vier-Wege-Würfel-Halter:
Vierfach-Würfelhalter
Der Vierfach-Matrizenhalter ist ein Kanal, der eine Vierfach-Matrize mit dem Stempel während der Umformung festhält und zentriert.
Der Vierfach-Werkzeughalter ähnelt dem Standard-Werkzeughalter in Bezug auf Funktion und Befestigung an der Abkantpresse.
3. Crownable Die Holder:
Mehrere Hersteller von Werkzeugen bieten Crownable Matrizenhalter mit an:
eine einzige Einstellung für die proportionale Bombierung des Matrizenhalters über die gesamte Länge, oder
einzelne Einstellpunkte entlang der Länge des Matrizenhalters.
Ein Vorteil des balligen Matrizenhalters besteht darin, dass der Bediener die Matrizeneinstellung ohne die herkömmlichen Unterlegscheiben vornehmen kann.
Die Befestigung und die Maßstapelhöhe für die Abkantpresse sind ähnlich wie beim Standard-Werkzeughalter.
4.2 Üblicherweise verwendet Untergesenk zum Biegen sind: einfache/doppelte V-Unterformen mit Winkeln von 30° und 88°, V4, V6, V7, V8, V10, V12, V16 und V25 (mm).
4.3 Die Auswahl der Biegestempel basiert im Allgemeinen auf der Anordnung der Biegeschaufelreihenfolge nach Durchsicht der Zeichnungen.
4.4 Auswahl des Oberstempels nach dem Winkel:
4.4.1 Wenn der Bearbeitungswinkel größer oder gleich 88° ist, verwenden Sie eine obere Matrize mit einem Winkel von weniger als 88° (z. B. gerade Klinge, scharfe Klinge/gerade scharfe Klinge, gebogene Klinge, gerade gebogene Klinge usw.).
4.4.2 Wenn der Bearbeitungswinkel weniger als 88° beträgt, verwenden Sie eine 30°-Obermatrize (z. B. scharfe Klinge/gerade scharfe Klinge).
4.4.3 Wenn es notwendig ist, eine tote Kante zu pressen, verwenden Sie eine scharfe Klinge/gerade scharfe Klinge, um einen spitzen Winkel zu bilden (im Allgemeinen 30°), und verwenden Sie dann eine Abflachungsform, um die gepresste Kante zu glätten.
4.4.4 Wenn die Blechdicke mehr als 3 mm beträgt, sollten keine scharfen Klingen verwendet werden, um Werkzeugschäden zu vermeiden.
4.5 Wenn es erforderlich ist, eine U-Form aufgrund der Anforderungen an die äußere Form zu bearbeiten.
Wenn b-a ≥ 5 mm ist, können Sie zwischen spitzem Stempel (gerade scharfe Klinge), geradem Stempel (gerade Klinge), geradem Schwanenhalsstempel (gerade gebogene Klinge) oder Schwanenhalsstempel (gebogene Klinge) wählen.
Wenn 1mm < b-a < 5mm, können Sie zwischen geradem Schwanenhalsstempel (gerade gebogene Klinge) und Schwanenhalsstempel (gebogene Klinge) wählen. Wenn b-a < 1mm, können Sie Schwanenhalsstempel (gebogene Klinge) wählen.
Hinweis: Sowohl a als auch b > 6 mm und 100 mm > a, b sind Innenmaße. Wenn Sie eine Z-Form bearbeiten müssen, wählen Sie in der Regel zwischen gerader Stanze (gerade Klinge), spitzer Stanze (scharfe Klinge/gerade scharfe Klinge), gerader Schwanenhalsstanze (gerade gebogene Klinge) und Schwanenhalsstanze (gebogene Klinge).
4.6 Untere Würfelauswahl:
4.6.1 Die Größe der V-Nut wird im Allgemeinen auf der Grundlage der sechsfachen Blechdicke gewählt.
4.6.2 Wählen Sie die untere Matrize nach dem Winkel: Wenn der Winkel größer oder gleich 88° ist, können Sie zwischen 88°- oder 30°-Untermatrizen wählen; wenn der Winkel kleiner als 88° ist, wählen Sie eine 30°-Untermatrize (messen Sie die effektive Höhe der oberen Matrizenform: den Abstand von der oberen Matrizenform zur Messerkante an der kraftaufnehmenden Fläche der oberen Matrizenklammer).
4.7 Beim Verbinden von Ober- und Unterstempel sollten folgende Punkte beachtet werden:
4.7.1 Mischen Sie bei der Auswahl keine Formen mit unterschiedlichen Höhen, da dies zu schlechten Winkeln, Schäden an den Formen oder sogar zu Arbeitsunfällen führen kann.
4.7.2 Bei der Auswahl einer oberen Matrizenform für ein gesäumtes Türpaneel sind die Verarbeitungsqualität des Produkts und die einfache Handhabung zu berücksichtigen, wobei im Allgemeinen an beiden Enden ein Spalt von 3-6 mm gelassen wird (falls erforderlich, ist die Verwendung eines "Kantenmessers" zu erwägen).
4.7.3 Vermeiden Sie die Verwendung beschädigter Formen für die Produktverarbeitung, um ein schlechtes Aussehen zu vermeiden, und überprüfen Sie die Linearität und Ebenheit der Schnittkante der oberen Matrizenform nach dem Einbau.
4.7.4 Achten Sie beim Ausweichen auf die Qualität des Erscheinungsbildes, z. B. auf Einbuchtungen am Ausweichpunkt und unzureichende Winkel.
4.8 Auswahl der Gussform unter anormalen Bedingungen:
4.8.1 Wählen Sie für Presslinien eine druckfeste, scharfe Klinge für die obere Matrizenform und eine flache, ausgerichtete untere Matrizenform ohne Stufen zwischen oberer und unterer Matrizenform.
4.8.2 Wenn bei der Verarbeitung von U-Formen das Innenmaß der Öffnung weniger als 6 mm beträgt, verwenden Sie zunächst eine gebogene Klinge, um die Öffnung größer als die zweite Klingengröße zu biegen, und drücken Sie sie dann flach, um das Maß zu gewährleisten, oder verwenden Sie eine spezielle Form für die Formgebung.
4.8.3 Bei der Verarbeitung von Produkten mit spezifischen Anforderungen an den R-Innenradius ist bei der Auswahl der Oberform im Voraus eine passende R-Radius-Oberform zu berücksichtigen (z. B. R-Innenradius-Anforderungen von R0,3, R1, R4, R8 oder R10).
4.8.4 Beim Biegen von 6 mm mit einer Blechdicke von 2,0 mm ist eine 88° V8-Unterform zu wählen; beim Biegen von 10 mm mit einer Blechdicke von 3,0 mm ist eine 88° V12-Unterform zu wählen, um zu verhindern, dass die Werkstücke verrutschen und durch zu kleine Bearbeitungsmaße unbearbeitbar werden.
4.8.5 Verwenden Sie bei der Verarbeitung von Rundstahl spezielle Gussformen und stellen Sie einen speziellen Bediener ein.
4.9 Versuchen Sie bei der Auswahl von Ober- und Unterstempelformen, Spleißungen zu vermeiden, um Spleißungsspuren zu vermeiden und ein gutes Aussehen des Produkts zu erhalten.
4.10 Bei der Kalibrierung von Ober- und Unterformen sind Formen mit einem Durchmesser von 300 mm oder mehr für die Kalibrierung zu verwenden. Verwenden Sie für die Kalibrierung keine gespleißten kleinen Formen oder Formen, die kleiner als 300 mm sind. Bei Formen mit einer Länge von mehr als 1 m sollte der Längenunterschied zwischen Ober- und Unterform 20% nicht überschreiten.
4.11 Prüfen Sie vor dem Einbau der Matrizenform, ob der begrenzte Verfahrweg der Maschine größer ist als die Gesamthöhe der oberen/unteren Matrizenformen, um Beschädigungen der Formen und Arbeitsunfälle zu vermeiden.
4.12 Prüfen Sie vor der Kalibrierung, ob die Form verriegelt ist, und prüfen Sie nach der Kalibrierung erneut die Dichtigkeit der Form.
4.13 Stellen Sie keine unbenutzten Gussformen auf das Gerät, um zu verhindern, dass Formen herunterfallen und Schäden oder Verletzungen verursachen.
4.14 Legen Sie die Matrizenform nach Gebrauch sofort wieder in das dafür vorgesehene Gestell zurück und platzieren Sie sie ordentlich.
4.15 Installieren Sie nicht zwei unterschiedlich hohe Matrizenformen gleichzeitig auf dem Gerät.
4.16 Die Werkstatt sollte die Gussformen regelmäßig warten und instand halten und sie deutlich kennzeichnen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie mit Ineffizienzen und hohen Kosten in der Blechverarbeitung zu kämpfen? Entdecken Sie, wie automatisierte Anlagen Ihre Prozesse revolutionieren und sowohl Zeit als auch Geld sparen können. Dieser Artikel führt Sie durch die Auswahl der...
Haben Sie sich jemals gefragt, warum Stahl beim Biegen manchmal reißt? In diesem Artikel erkunden wir die faszinierende Welt der Stahlbiegetechnik und decken die Gründe für häufige Fehler wie Eck- und Mittelrisse auf...
Haben Sie sich jemals gefragt, wie man die für die Blechbearbeitung erforderliche Biegekraft genau berechnet? In diesem aufschlussreichen Blog-Beitrag werden wir die Feinheiten der Biegekraftberechnung, der Zeichnung und der...
Achtung an alle Blechverarbeiter und Konstrukteure! Kämpfen Sie damit, den optimalen Biegeradius für Ihre Projekte zu bestimmen? Dann suchen Sie nicht weiter! In diesem Blog-Beitrag werden wir uns mit dem...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Haben Sie sich jemals gefragt, wie Metallteile in verschiedene Formen gebogen werden? In diesem faszinierenden Artikel befassen wir uns mit der Kunst und Wissenschaft des Biegens beim Metallstanzen. Unser Experte...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie...
Haben Sie sich jemals gefragt, wie eine Abkantpresse Metall mit solcher Präzision formt? Dieser Artikel enthüllt die faszinierenden Teile und Funktionen einer Abkantpresse und zeigt Ihnen, welche wichtige Rolle...