Abkantpresse vs. CNC-Falzmaschine: Was ist das Richtige für Sie?
Wie können Hersteller Präzision und Effizienz beim Biegen von Blechen sicherstellen? Die Wahl zwischen einer Abkantpresse und einer CNC-Falzmaschine ist entscheidend. Dieser Artikel vergleicht die Funktionsprinzipien, die Biegegenauigkeit, die Materialhandhabung und die Anforderungen an den Bediener und hilft Ihnen bei der Entscheidung für die beste Lösung für Ihre Produktionsanforderungen. Finden Sie heraus, welche Maschine die Präzision und Benutzerfreundlichkeit bietet, die Sie benötigen, und erfahren Sie, wie sich beide auf Ihren Fertigungsprozess auswirken können.
Die CNC-Abkantpresse ist in der Lage, die Anforderungen verschiedener Kleinserienprodukte zu erfüllen, darunter dünne Bleche wie Autofronten, Türstürze, Autodächer, -böden und -rahmen sowie Dickblechprodukte.
CNC-Faltblatt
Die CNC-Falzmaschine ist für die Anforderungen einer Reihe von Kleinserienprodukten ausgestattet, einschließlich dünner Platten, die angehoben werden müssen, wie z. B. Autowände, Dächer, Böden und Rahmen, sowie für Produkte aus mittelstarken Platten.
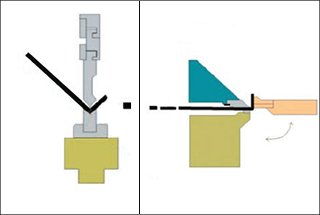
Abb.1 CNC-Abkantpresse
Abb.2 CNC-Faltblatt
Arbeitsprinzip von Abkantpresse und CNC-Falzmaschine
Arbeitsprinzip der Abkantpresse
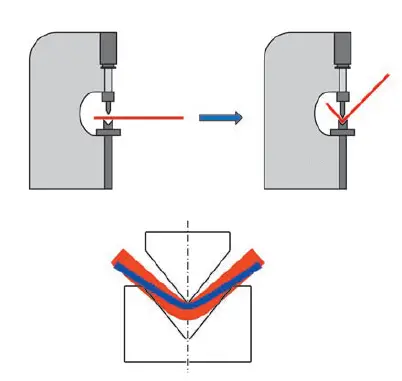
Bei der Abkantpresse sind der Stempel und die Matrize an der oberen bzw. unteren Arbeitsfläche befestigt. Sie funktioniert durch die Relativbewegung des Arbeitstisches, der durch hydraulischen Druck angetrieben wird, und die Wechselwirkung zwischen der Form des Stempels und der Matrize, um eine Biegung von Feinblech Materialien (siehe Abbildungen 3 und 4).
Abb.3. Diagramm der Biegeumformung an der Abkantpresse
Abb.4 Abkantpresse biegt Kabinenwand
Arbeitsprinzip der CNC-Falzmaschine
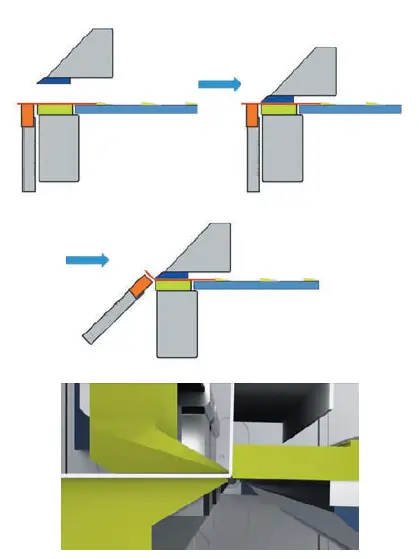
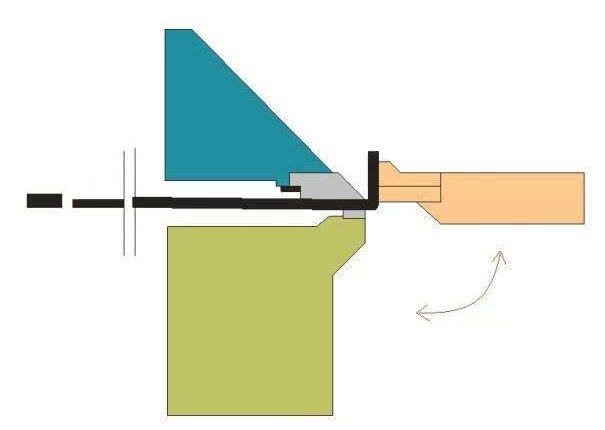
Der obere Stößel, der von einem Motor angetrieben wird, drückt das Blech fest an. Der Biegebalken dreht sich nach oben, um die Biegung im Blech zu erzeugen. Blecherzeugnisse (siehe Abbildungen 5 und 6).
Abb.5 CNC-Faltschachtel Biegediagramm
Abb.6 CNC-Faltwagenwand
Die Forming Cmerkmale von Abkantpresse und CNC-Falzmaschine
Vergleich von Abkantpresse und CNC-Falzmaschine in Blechumformung:
(1) Unterschiedliche Umformungsprinzipien
Abkantpresse: Der Biegewinkel wird durch Einstellen des Drucks des Stempels gesteuert. Während des Biegevorgangs befindet sich die kurze Kante auf der Innenseite, so dass die Bediener den größten Teil des Materials von außen abstützen müssen. Beim Biegen schwerer Werkstücke kann die Unterstützung durch zwei oder mehr Arbeiter erforderlich sein.
CNC-Ordner: Das Blech wird flach auf die Werkbank gelegt, und der Kantenbalken wird nach unten gedrückt, um das Blech zu befestigen. Die Biegewange bewegt sich nach oben und unten, um die Abkantarbeiten auszuführen. Es sind keine manuellen Eingriffe für die Positionierung und Hilfsmittel erforderlich. Flanschen bei allen Faltvorgängen an einer Kante.
(2) Unterschiedliche Biegegenauigkeit
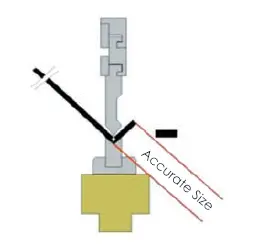
Abkantpresse: Die Kontrolle der Maßgenauigkeit basiert auf der Maßgenauigkeit der kurzen Seite der Positionierung des Rücklaufsperrenmaterials. Nachdem die Biegeverfahren beendet ist, wirkt sich jeder letzte Fehler auf die Größe des inneren Raums aus. Da außerdem die Biegewinkel wird durch die Einstellung des Drucks des Oberstempels gesteuert, wobei der Winkel von der Dicke des Materials abhängt (siehe Abbildung 7).
Abb.7 Der Fehler der Abkantpresse akkumuliert sich in der Größe des Innenraums
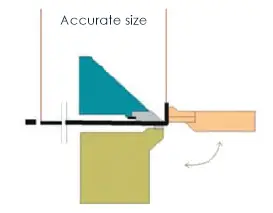
CNC-Ordner: Bei der Kontrolle der Maßgenauigkeit wird die erste Kante als Referenz für die Positionierung nach der ersten Faltung verwendet. Die Endmaßkontrolle entspricht genau der Größe des Innenraums, wie sie vom Kunden angegeben wurde. Außerdem wird der Biegewinkel direkt durch den Falzwinkel gesteuert und ist nicht von der Dicke des Materials abhängig (siehe Abbildung 8).
Abb.8 Innere Größe der CNC-Faltmaschinensteuerung
(3) Das Problem der Kratzer auf der Materialoberfläche
Abkantpresse: Bei der Arbeit erfährt das Material eine Relativbewegung in der UntergesenkDadurch entstehen Vertiefungen ohne Oberflächenschutz. Beim Biegen eines großen Werkstücks muss die Oberfläche mehrfach gedreht werden, was zu unvermeidlichen Kratzern beim Biegen führt.
CNC-Ordner: Während des Arbeitsvorgangs bleiben das Kantenpressenwerkzeug und das Biegewangenwerkzeug relativ zum Material stehen, so dass keine Oberflächenbeschädigung auftritt. Beim Biegen eines großen Werkstücks können alle Bearbeitungen auf einer Seite des Blechs abgeschlossen werden, während es gleichzeitig flachgelegt wird, wodurch Oberflächenbeschädigungen vermieden werden.
(4) Die unterschiedlichen Anforderungen für Arbeitnehmer's Fähigkeiten
Abkantpresse: Für die Biegearbeiten werden hochqualifizierte Arbeitskräfte benötigt.
CNC-Ordner: Die Programmierung kann visuell mit Fingermalerei oder von Ingenieuren mit Offline-Software durchgeführt werden. Das Bearbeitungsprogramm kann auch über eine USB- oder Netzwerkverbindung importiert werden. Nach Abschluss der Programmierung beschränken sich die Hauptaufgaben des Personals auf die Beschickung und Entnahme, und es werden keine qualifizierten Biegearbeiter benötigt.
(5) Stanzen und Schneiden
Abkantpresse: Produkte mit unterschiedlichen Dicken und Formen erfordern unterschiedliche Ober- und Unterwerkzeuge, um ihren spezifischen Biegeanforderungen gerecht zu werden. In einigen Fällen, wie z. B. bei Bögen, kann es notwendig sein, auf ein anderes Werkzeug umzusteigen oder das Produkt auf eine andere Maschine zu übertragen, was zu einem erhöhten Transfer und einer vorübergehenden Lagerung von Halbfertigprodukten führt.
CNC-Faltblatt: Der drehbare Kantbalken und die gleichzeitige Installation von zwei Sätzen von Kantbalkenwerkzeugen ermöglichen es, alle Biegeverfahren in einer einzigen Station durchzuführen. Für das Biegen von Kreisbögen oder andere spezielle Biegeanforderungen müssen die Werkzeuge nicht gewechselt, sondern nur das Verfahren geändert werden.
(6) Lebensdauer der Matrize
Abkantpresse: Durch die Relativbewegung des Werkstücks zwischen Stempel und Matrize kommt es zu einem Verschleiß der Werkzeuge, der eine Wartung oder einen Austausch erforderlich macht.
CNC-Faltblatt: Da die Relativbewegung zwischen Material und Werkzeug vermieden wird, kann das Werkzeug lange Zeit mit minimalem Verschleiß verwendet werden, was seine Lebensdauer erheblich verlängert.
(7) Angetriebenes System
Abkantpresse: Das hydraulische Antriebssystem ist wartungsintensiver und anfälliger für Umwelteinflüsse.
CNC-Faltblatt: Der vollelektrische Antrieb reduziert den Wartungsaufwand und ist unempfindlich gegenüber Umwelteinflüssen, was zu einer höheren Biegepräzision führt.
(8) Nachteile von CNC-Falzmaschinen
Die Biegeradius der Abkantmaschine ist aufgrund der unterschiedlichen Biegeprinzipien größer als die der Abkantpresse.
Beidseitig abgekantete Werkstücke können aufgrund von Einschränkungen durch die Auflageplattform nicht bearbeitet werden.
Die Größe des Werkstücks ist durch den Druckbereich des Oberstempels begrenzt, so dass Werkstücke, die kleiner sind als der Druckbereich, nicht bearbeitet werden können.
Die Abkantmaschine ist effizienter als die Abkantmaschine.
Die Abkantpresse verfügt über strukturelle Merkmale und eine Vielzahl von Werkzeugoptionen, die die Realisierung komplexer Formen erleichtern, während die Abkantmaschine ist im Vergleich dazu weniger flexibel.
Kantenfalzmaschinen sind in Europa und den Vereinigten Staaten weit verbreitet, während die südostasiatischen Länder aufgrund des Einflusses traditioneller japanischer Verarbeitungskonzepte im Allgemeinen die Abkantpresse verwenden.
Abkantpresse vs. Falzmaschine
In den letzten Jahren haben 30% der Blechfabriken in Europa und den Vereinigten Staaten ihre Bereitschaft bekundet, in den Einsatz von Abkantmaschinen anstelle von Abkantpressen für die Herstellung von Biegeteilen. Das liegt vor allem daran, dass die Bedienung von Abkantmaschinen bequemer ist und sie als Biegevorrichtung zahlreiche Vorteile bieten.
Obwohl beide Arten von Geräten ihre eigenen einzigartigen Merkmale haben, werde ich sie zu Ihrer Information auf der Grundlage ihrer Funktionsprinzipien vergleichen.
Abkantpresse:
Während des gesamten Biegevorgangs muss der Bediener das Blechmaterial manuell halten und mit dem Hinteranschlag positionieren. Diese Methode ist für Bediener, die große und schwere Bleche bearbeiten, unsicher, da das Gewicht des Blechs dazu führen kann, dass der Biegewinkel größer wird. Außerdem ist es für einen einzelnen Bediener schwierig, große Werkstücke zu biegen.
Der Biegewinkel wird durch die Tiefe der oberen Matrize in die untere Matrize bestimmt, und schon eine kleine Abweichung in der Blechdicke kann zu einem ungleichmäßigen Biegewinkel führen. Unterschiedliche Blechdicken erfordern unterschiedliche Stempel- und Matrizenkonfigurationen.
Die Installation und Inbetriebnahme der Maschine erfordert Fachwissen und eine lange Anlaufzeit. Außerdem sind die Kosten für die Anschaffung, den Austausch und die Wartung von Formen hoch. Die maximale Biegebreite ist durch den Ständer begrenzt.
Der Einsatz einer Abkantpresse kann komplexer sein und erfordert geschulte Fachkräfte. Jeder Prozessschritt erfordert auch einen längeren Arbeitszyklus, und die Wiederholgenauigkeit des Werkstücks hängt von den Fähigkeiten und der Technologie des Bedieners ab.
Falzmaschine:
Beim Biegevorgang wird das Blech auf dem Arbeitstisch des Hinteranschlags positioniert, um den richtigen Biegeabstand zu gewährleisten und das Blech zu fixieren.
Durch die Verwendung des manuellen Modus wird die Sicherheit der Bediener erheblich verbessert.
Geringe Abweichungen in der Blechdicke haben keinen Einfluss auf die Genauigkeit der Biegung.
Beim Biegen von Blechen unterschiedlicher Dicke muss die Form nicht ausgetauscht werden.
Die Qualifikationsanforderungen an die Bediener sind gering.
Diese Methode bietet eine hohe Biegeeffizienz.
Nein.
Merkmale von Abkantpressen
Merkmale der Falzmaschine
1
Große Werkstücke erfordern mehrere Bediener.
Für große Werkstücke sind nur ein oder zwei Bediener erforderlich.
2
Durch das Abbremsen kann es zu Eindrücken kommen.
Völlig frei von Vertiefungen und Falzspuren auf oberflächenempfindlichen Materialien.
3
Biegemaßfehler akkumulieren sich durch die endgültige Biegung.
Der erste Falz korrigiert das Blatt Zerspanung Größe, um präzise Innenabmessungen zu gewährleisten.
4
Für die verschiedenen Biegeanforderungen werden unterschiedliche Werkzeuge benötigt.
Eine universelle Biegemaschine erfüllt die meisten Biegeanforderungen.
5
Die Biegepräzision hängt von der Materialstärke ab.
Die Biegewinkelgenauigkeit ist unabhängig von der Materialstärke.
6
Die Qualität der Biegung hängt von den Fähigkeiten des Bedieners ab.
Es wird kein Fachpersonal benötigt; die Maschine selbst sorgt für die Präzision der Biegung.
7
Beim Biegen großer und schwerer Werkstücke bestehen Sicherheitsrisiken.
Durch die flache Bearbeitung großer Bleche entfallen die Notwendigkeit von Abstützungen und Sicherheitsrisiken.
8
Biegewerkzeuge sind verschleißanfällig.
Falten und Spannen Strahlwerkzeuge mit einer Lebensdauer von bis zu 20 Jahren.
9
Die Einstellung und Anpassung von Parametern ist schwierig, und es ist unmöglich, Biegeeffekte zu simulieren.
Grafisches chinesisches Steuersystem für eine vollständige Simulation von Falteffekten, was Sie sehen, ist was Sie bekommen.
10
Bestimmte Biegevorgänge sind mit einer Abkantpresse nur schwer zu realisieren.
Einige Verfahren, wie z. B. das Bogen- und Bodenbiegen, sind für eine Falzmaschine sehr einfach.
11
Ungenaue Materialschnittgrößen können zu Abfall führen.
Verträglichkeit von Schnittgröße wird auf weniger kritische Kanten verlagert, wodurch Schnittgrößenabweichungen kompensiert werden.
12
Eine unzureichende Biegepräzision führt zu einem erhöhten Arbeitsaufwand beim anschließenden Schweißen und Schleifen.
Das hochpräzise Biegen reduziert die Arbeitsstunden für das anschließende Schweißen und Schleifen.
13
Mehrere Abkantpressen werden für verschiedene Biegevorgänge eines einzigen Werkstücks benötigt.
Kombiniert mit schwenkbaren Spannbalken und Auf- und Abbiegefunktionen kann eine Maschine alle Biegevorgänge erledigen.
14
Die Verwendung eines hydraulischen Systems erhöht den Wartungsaufwand.
Die Falzmaschine wird vollständig elektrisch angetrieben, was den Wartungsaufwand erheblich reduziert.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Haben Sie sich jemals gefragt, woher der Begriff "Abkantpresse" stammt? In diesem fesselnden Blogbeitrag begeben wir uns auf eine faszinierende Reise durch die Geschichte, um die Gründe für die...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Die ordnungsgemäße Reparatur des Hydraulikzylinders einer Abkantpresse ist entscheidend für die Aufrechterhaltung der Maschinenleistung und Sicherheit. Der Hydraulikzylinder besteht normalerweise aus einem Kolben, einer Hülse, einer Kolbenstange und einer Schraube....
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie...
Hatten Sie schon einmal Probleme mit der Einstellung der richtigen Abkantpressen-Hublänge? Viele Bediener tun dies und greifen oft auf Versuch und Irrtum zurück. Dieser Artikel entmystifiziert den Prozess und bietet eine klare Formel zur Berechnung...