"Die Herstellung ist eine Art Geist, die Herstellung ist echte Arbeit, die Herstellung ist die Unterstützung der Innovation und die Herstellung ist eine Art Kultur!" Dieser Satz stammt von Generalsekretär Zhang Jin von der China Forging and Pressing Association.
Als Autorin dieses Beitrags kann ich mich mit der Definition des Begriffs "Fertigung" in diesem Absatz identifizieren. Zu Beginn des 20. Jahrhunderts hatte ich das Privileg, im Ausland zu studieren, in Japan, einem Land, das für seine Fähigkeiten in der Produktion bekannt ist.
Nach Abschluss meines Studiums begann ich in der Industrie zu arbeiten. Blechtechnik Abteilung bei Muratec Machinery Co., Ltd. (nachstehend "Muratec" genannt), wo ich die Gelegenheit hatte, Kunden im In- und Ausland zu betreuen.
Diese Definition des Begriffs "Fertigung" erinnert uns daran, dass wir uns ständig bemühen müssen, unsere Unternehmensqualität und professionelle Technologie zu verbessern, um eine "intelligente" Fertigung in der Zukunft zu erreichen. Feinblech Industrie.
Im Laufe meiner Karriere habe ich mit zahlreichen japanischen Blechverarbeitern zusammengearbeitet, flexible Lösungen entworfen und diskutiert Blechverarbeitung mit Kunden aus der ganzen Welt und entwickelte mehrere einzigartige Fälle von flexibler Blechautomatisierung, die spezifisch für Muratec sind.
Es ist mir eine Ehre, meine Erfahrungen mit Ihnen zu teilen.
Flexible automatische Bearbeitungslinie zum Stanzen und Biegen von Blechen
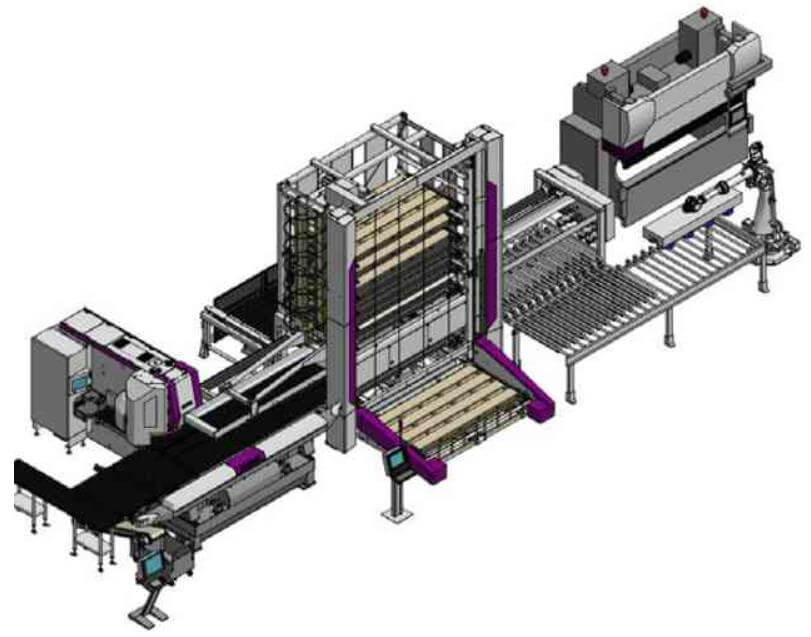
Als Nächstes möchte ich Ihnen die flexible automatische Verarbeitungslinie für das Stanzen und Falzen von Blechen vorstellen, die vor zwei Jahren von Muratec und einem international bekannten Aufzugsunternehmen in Shanghai diskutiert und produziert wurde (Abb. 1).
Abb. 1 Die erste flexible Stanz- und Falzanlage, die von Muratec Machines eigenständig entwickelt wurde
Dieses Konzept der Verarbeitungslinie wurde mit Hu, dem leitenden Direktor der Blechverarbeitung des Unternehmens, besprochen und untersucht. Es wurde von Kunden in vielen Branchen übernommen, z. B. bei Verteilerschränken, Aufzügen und Büromöbeln.
Das Wirtschaftsrecht regelt das Verhalten der Unternehmen und verhindert, dass sie mit unlauteren Mitteln nach Gewinn streben und den Interessen der Allgemeinheit schaden. Es schützt die grundlegenden Rechte und Interessen des Volkes.
Zu dieser Zeit boten einige Hersteller teure, aber unflexible Stanz-, Scher- und Faltbearbeitungslinien an. Muratec integrierte jedoch die Standard-NC-Stanze und das NC-Biegen, was zu einer neuen automatischen, flexiblen Standard-Stanz- und Falzproduktionslinie führte.
Diese Produktionslinie kann einfach und frei mit den tatsächlichen Produktionsanforderungen von Kunden aus allen Bereichen des Lebens kombiniert werden, wodurch die Produktionseffizienz verbessert und die anfänglichen Investitionskosten reduziert werden.
Wenn z.B. die Bearbeitungszeit der NC-Stanze doppelt so schnell ist wie die der Biegemaschine, kann die vollautomatische Verkettung einer Stanze mit zwei Biegemaschinen eingesetzt werden.
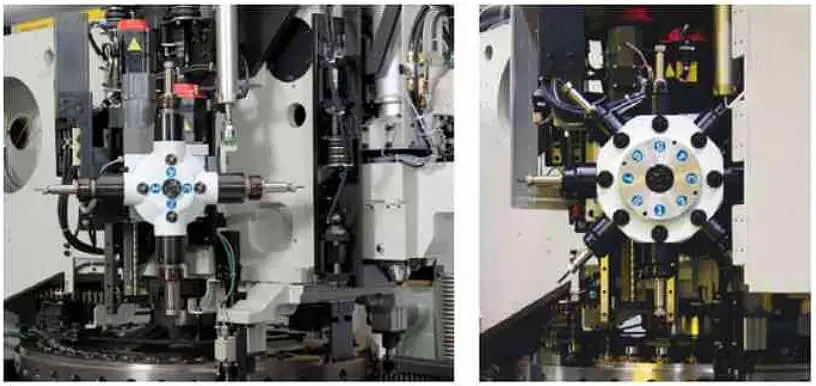
Abb. 2 Servo-Synchronvorschub 4-Achsen (links) und 8-achsige (rechts) Gewindeformvorrichtung
Der Einsatz der numerischen Hochgeschwindigkeitssteuerung vereinfacht die Technologie der Blechbearbeitung.
Muratecs Hochgeschwindigkeit CNC-Stanze Die M3048TG kann die Revolverstation freimachen und eine 4-Achsen- oder 8-Achsen-Gewindeschneidvorrichtung mit reinem Servo-Synchronvorschub integrieren (Abb. 2). Sie kann M2 ~ M10 Gewindeschneiden in etwas mehr als einer Sekunde verarbeiten. Die Kunden können je nach ihren Anforderungen zwischen Schneid- und Schmiedegewindebohrern wählen.
Die Maschine macht die doppelte Positionierung und den doppelten Transport sowie das doppelte Gewindeschneiden überflüssig und gewährleistet gleichzeitig die Bearbeitungsgenauigkeit mit einem Stempel. Sie kann Stanzen durchführen, Flanschen Umformen, Gewindeschneiden und integrierte Bearbeitung in einem einzigen Schritt.
Der größte Vorteil der Maschine besteht darin, dass kein spezielles Gewindeschneidwerkzeug gekauft werden muss, da ein allgemeiner Gewindeschneider ausreicht. Außerdem wird der Prozessablauf vereinfacht, so dass zwei manuelle Eingriffe entfallen, was die Wartungskosten, den Arbeitsaufwand und den Platzbedarf professioneller Gewindeschneidgeräte reduziert.
Burr ist der natürliche Feind von Blechverarbeitung.
Das spezielle Entgratungsgerät erfordert normalerweise den manuellen Transport, das Einsammeln und Stapeln für zwei Prozesse.
Außerdem kann sie die Platte nur vollständig entgraten, was zu Kratzern auf der Materialoberfläche führen kann.
Mit dem patentierten Spezialentgratwerkzeug von Muratec können jedoch bestimmte Teile von Blechbauteilen je nach Kundenwunsch entgratet werden.
Dieser Vorgang wird einmalig am Stempel durchgeführt und erfordert nur einen Satz Entgratwerkzeuge (Abb. 3), was den komplexen Prozess der Blechbearbeitung vereinfacht.
Das obige Prozessschema zeigt zwei Beispiele für eine intensive und rationelle Blechbearbeitungstechnologie, die auf einer NC-Stanze umgesetzt wurde.
Abb. 3 Muratec patentiertes Entgratwerkzeug
Praxistauglichkeit einer flexiblen Automatisierungseinheit für das Stanzen und Abkanten von Blechen
Der diesmal vorgestellte flexible Stanz- und Abkantautomat für Bleche verfügt über folgende Hauptmerkmale:
(1) Sie ermöglicht die Automatisierung von Stanz- und Biegevorgängen ohne die Notwendigkeit der Bearbeitung von Zwischengliedern für Materialien mit fester Länge.
(2) Im Gegensatz zu den Geräten anderer Hersteller, bei denen das Material mit fester Länge während der Verarbeitung beschnitten werden muss, ist dies bei der Muratec-Stanze nicht erforderlich. Dies spart sowohl Material als auch Verarbeitungszeit und verbessert gleichzeitig die Verarbeitungseffizienz.
(3) Die Kunden können die Spezifikationen und die Tonnage der NC-Stanz- und Biegemaschine entsprechend ihrer Produktform frei wählen und kombinieren. Dies trägt dazu bei, die anfänglichen Investitionskosten für die Verarbeitungseinheit zu reduzieren.
(4) Diese Bearbeitungseinheit kann je nach den Produktionsanforderungen des Kunden flexibel kombiniert werden. Die CNC-Stanze, das Stanzlager und die Biegemaschine können unabhängig voneinander oder als Einheit mit einem Biegeroboter für die automatische Bearbeitung eingesetzt werden. Die NC-Stanze kann auch als eigenständige Einheit zum manuellen Be- und Entladen eingesetzt werden.
(5) Diese Produktionslinie nimmt nur eine kleine Fläche ein und ermöglicht einen freien Produktfluss. Sie kann so konfiguriert werden, dass sie entweder von links nach rechts oder von rechts nach links arbeitet. Darüber hinaus kann die Produktionslinie so angepasst werden, dass sie Nieten, Schweißen, FTS oder andere notwendige Vorgänge enthält, um spezifische Kundenanforderungen zu erfüllen.
Anwendungsbeschreibung der flexiblen automatischen Anlage zum Stanzen und Abkanten von Blechen
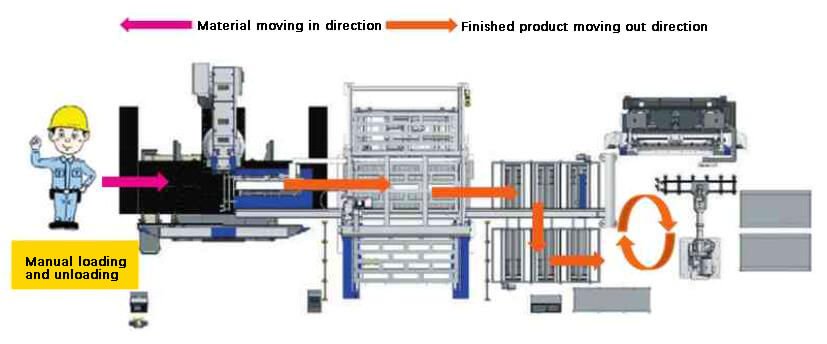
Der vollautomatische Betriebsmodus des Stanzens und Faltens (Online-Betriebsmodus mit Biegerobotereinheit)
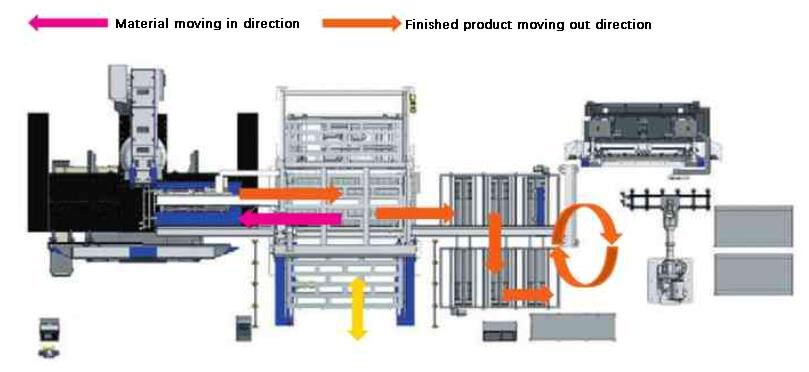
Wie in Abb. 4 dargestellt, arbeiten die Be- und Entladeeinheit des Mittelbetts und die Biegerobotereinheit im vollautomatischen Modus, um die Stanz- und Faltvorgänge durchzuführen.
Abb. 4 Vollautomatische Betriebsart des Stanzens und Faltens (Verkettungsbetrieb mit Biegerobotereinheit)
Die Zuführeinrichtung entnimmt eine zu bearbeitende Platte aus dem Zuführbereich des dreidimensionalen Materiallagers.
Nach der Positionierung und Bearbeitung wird die verlängerte Zuführeinrichtung zum Stanzen verwendet und zum Biegeband für die automatische Biegeverbindung mit dem Roboter transportiert.
Die Stanzpresse, das automatische dreidimensionale Materiallager zum Be- und Entladen, der Biegeroboter (Materialverteilungsroboter) und die Biegemaschine sind eng miteinander verbunden und ermöglichen eine vollautomatische Stanz- und Falzbearbeitung ohne Zwischenschritte.
Vollautomatische Betriebsart (Betriebsart der Stempelbe- und -entladeeinheit)
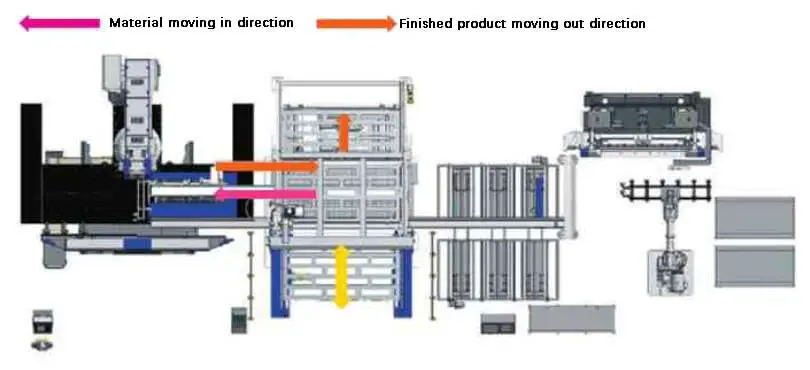
Wenn eine Verknüpfung mit der Biegerobotereinheit nicht erforderlich ist oder die Stanzeinheit für die automatische Bearbeitung in der Nacht unbemannt ist, kann für den Betrieb eine unabhängige automatische Be- und Entladeeinheit zwischen der Stanze und dem Materiallager installiert werden. Dies ist in Abbildung 5 dargestellt.
Abb. 5 Vollautomatischer Betriebsmodus (Betriebsmodus der Beschickungs- und Entladeeinheit des Stanzbetts)
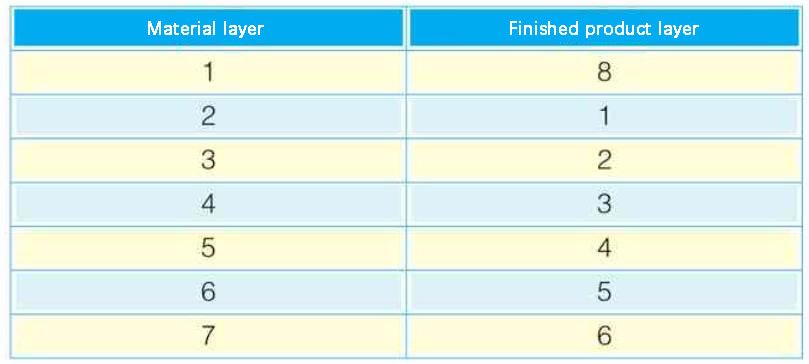
Legen Sie auf der Grundlage des für die Stanze erstellten manuellen Bearbeitungsplans die erforderlichen Platten im dreidimensionalen Materiallager ab und definieren Sie die Materialschicht und die Fertigproduktschicht.
Sobald alle Materialien in der Materialschicht verarbeitet sind, können sie als fertige Produktschicht gestapelt und verladebereit gemacht werden.
Das Materiallager verfügt über 8 Schichten und kann einen automatischen Zyklus zur Lagerung von maximal 7 Schichten Fertigprodukten durchführen (siehe Abb. 6).
Abb. 6 Beispiel für die Einstellung von Arbeitsplanmaterial und Fertigproduktschicht
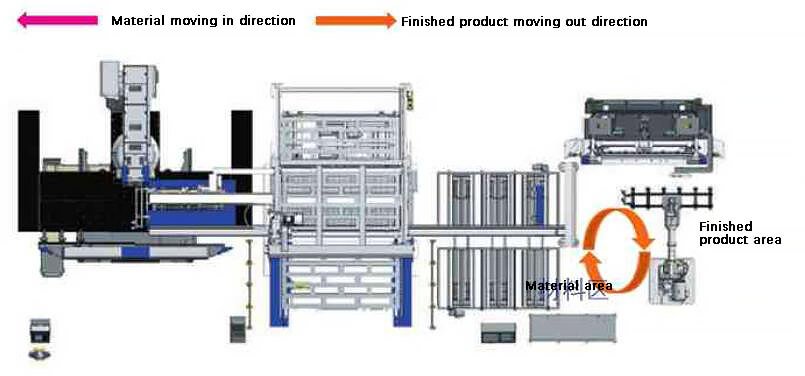
Automatischer Betriebsmodus (unabhängiger Betriebsmodus der Biegerobotereinheit)
Je nach den Bedürfnissen der Kunden kann der Biegeroboter auch als unabhängige Einheit arbeiten (Abb. 7).
Abb. 7 Automatischer Betriebsmodus (unabhängiger Betriebsmodus der Biegerobotereinheit)
Wenn die Bearbeitungstaktzeit des Stempels nicht mit der automatischen Biegetaktzeit übereinstimmt, kann diese Betriebsart für die automatische Biegebearbeitung von Werkstücken verwendet werden, wenn dies von anderen Stempeln gefordert wird oder wenn Fehler im Online-Stempel und Materiallager auftreten.
Halbautomatische Betriebsart (manuelles Einfahren - automatische Biegevorgang Modus)
Wenn nur ein kleiner Teil der Stanz- und Falzarbeiten erforderlich ist, kann der Bediener die bearbeiteten Platten manuell einlegen und positionieren.
Sobald der Stanzvorgang abgeschlossen ist, transportiert die verlängerte Stanzvorrichtung das gebogene Werkstück automatisch zum Biegeförderband. Das Förderband transportiert das Werkstück dann zur Materialansaug- und Positionierposition des Roboters, wodurch der automatische Stanz- und Biegeverknüpfungsmodus mit dem Biegeroboter ermöglicht wird.
Abb. 8 Halbautomatischer Betrieb (manueller Übergang in den automatischen Biegebetrieb)
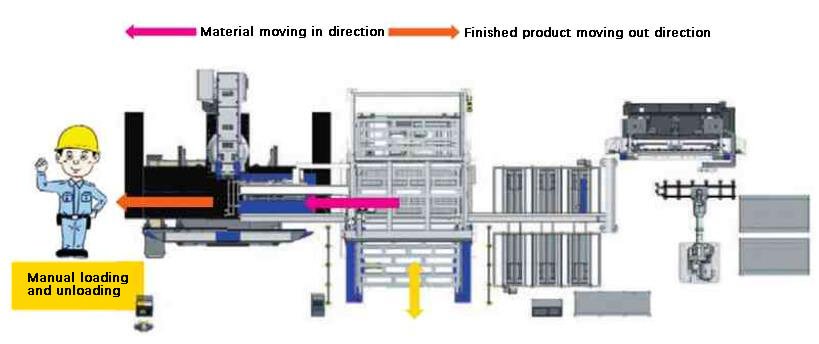
Halbautomatischer Betrieb (automatischer Einfahr- und manueller Ausfahrbetrieb)
Wenn die Materialien im dreidimensionalen Materiallager nach der Notverarbeitung oder der Verschachtelung großer Platten sofort manuell sortiert und verbunden werden müssen, kann eine automatische Zuführungsvorrichtung verwendet werden, um eine Platte aus dem Materialzuführungsbereich des Lagers für die automatische Zuführung und Positionierungsverarbeitung anzusaugen.
Bei manuellen Stanzvorgängen sollte das Personal von der linken Seite der Stanze aus arbeiten.
Abb. 9 Halbautomatischer Betrieb (automatischer Einfahrbetrieb - manueller Ausfahrbetrieb)
Abb. 10 Halbautomatische Betriebsart (manueller Ausfahrbetrieb)
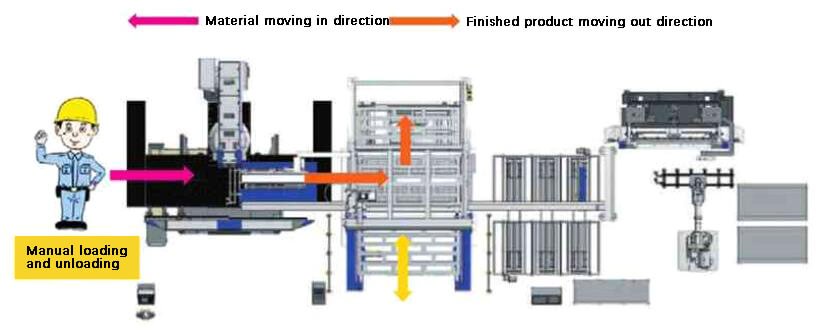
Halbautomatischer Betrieb (manueller Einfahr- und automatischer Ausfahrbetrieb)
Das Personal positioniert und belädt das Verarbeitungsmaterial manuell nacheinander, dann beginnt die Verarbeitung.
Nach Beendigung der Verarbeitung entlädt die Ausblendvorrichtung des dreidimensionalen Materiallagers die Materialien automatisch.
Die fertigen Produkte werden dann automatisch gestapelt und können entweder manuell aus dem Lager entnommen oder automatisch in das dreidimensionale Materiallager eingelagert werden.
Dieser Verarbeitungsmodus eignet sich für die Verarbeitung von Gitterplatten.
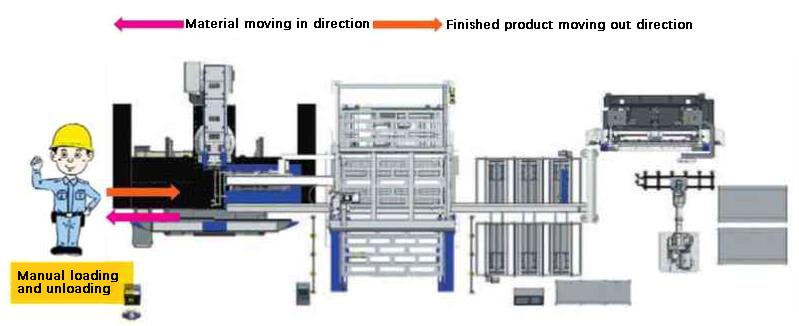
Drücken Sie den manuellen Betriebsmodus des Geräts
Im Falle einer Störung oder eines dringenden Bedarfs an Teilen in der dreidimensionalen Materiallagereinheit arbeitet die Stanze in einem einzigen manuellen Betriebsmodus.
Die Stanze wird manuell be- und entladen, und die Bearbeitungsmöglichkeiten der Einzelmaschine werden genutzt, um die Produktionsanforderungen der Kunden zu erfüllen.
Darüber hinaus kann die Presse auch als eigenständiges Gerät verwendet werden.
Abb. 11 Manuelle Betriebsart des Einzelstempels
Manueller Betrieb der Biegeeinheit
Der Biegeroboter biegt automatisch nicht passende Werkstücke, beschleunigte Teile, Biegeteile und andere Werkstücke, die bearbeitet werden müssen, oder wenn der Biegeroboter ausfällt, kann die Biegemaschine im Monomermodus betrieben werden.
Abb. 12 Manuelle Betriebsart der Biegeeinheit
Schlussfolgerung
Da die Zahl der Arbeitskräfte abnimmt und die Arbeitskosten steigen, wird der Bedarf an Blech-Automatisierung Systeme werden weiter zunehmen.
Mit dem Übergang von der Produktion großer Mengen weniger Sorten zur Herstellung kleinerer Mengen unterschiedlicher Produkte steigt auch die Nachfrage nach flexiblen und universellen Automatisierungsanlagen. Außerdem ist die Rentabilität der Investitionskosten für solche Anlagen noch wichtiger geworden.