Haben Sie sich jemals gefragt, wie Sie ein erfolgreiches Metallstanzprojekt sicherstellen können? In diesem Blogbeitrag werden wir uns mit den kritischen Faktoren befassen, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können. Als erfahrener Maschinenbauingenieur gebe ich Einblicke in die Berechnung von Prägekräften und die Auswahl optimaler Stempel- und Matrizenabstände. Am Ende werden Sie ein solides Verständnis dafür haben, wie Sie Ihr Stanzprojekt planen müssen, um die besten Ergebnisse zu erzielen.
Die Stanzkraft ist die Kraft, die erforderlich ist, um mit einem Stempel und einer Matrize ein Loch in ein Werkstück zu stanzen. Sie wird von mehreren Faktoren beeinflusst, darunter die Materialeigenschaften, die Dicke des Werkstücks und die Geometrie des gestanzten Lochs.
Schlüsselfaktoren, die die Durchschlagskraft beeinflussen
Scherfestigkeit des Materials
Die Scherfestigkeit ist ein Maß für die Fähigkeit eines Materials, Scherkräften zu widerstehen. Sie variiert je nach Material und wird normalerweise in den Materialspezifikationen angegeben. Aluminium hat zum Beispiel eine Scherfestigkeit von etwa 250 N/mm², während die Scherfestigkeit von Edelstahl zwischen 400 und 700 N/mm² liegt. Die Scherfestigkeit kann auch anhand der Zugfestigkeit geschätzt werden, wobei sie etwa 50-70% der Zugfestigkeit beträgt.
Dicke des Werkstücks
Die Dicke ((t)) des zu stanzenden Materials wirkt sich direkt auf die erforderliche Kraft aus. Dickere Materialien erfordern mehr Kraft, um durchgestanzt zu werden.
Umfang des Lochs
Der Umfang ((L)) des Lochs, der durch die Form und Größe des Lochs bestimmt wird, ist entscheidend für die Berechnung der Stanzkraft. Der Umfang ist die Gesamtlänge der zu schneidenden Kante.
Formel für die Durchschlagskraft
Bei der Planung eines Metallstanzprojekts ist einer der wichtigsten Faktoren die erforderliche Stanzkraft. Die Berechnung der richtigen Prägekraft stellt sicher, dass Sie eine Presse mit einer angemessenen Tonnage auswählen und die Werkzeuge so konstruieren, dass sie den auftretenden Kräften standhalten können.
Es gibt verschiedene Methoden zur Berechnung der Prägekraft, die vom jeweiligen Prägeverfahren und der Art der Kraft abhängen. Im Folgenden werden wir einige der gängigsten Formeln erläutern und einen praktischen Stempelkraftrechner zur Verfügung stellen.
Es gibt mehrere Methoden zur Berechnung der Prägekraft, und welche davon verwendet wird, hängt vom jeweiligen Prägeverfahren und der Art der zu berechnenden Prägekraft ab. Hier sind einige gängige Methoden zur Berechnung der Prägekraft:
Eine grundlegende Formel zerlegt die Gesamtstempelkraft in die Summe mehrerer Teile:
Scherkraft
Entladekraft
Schubkraft
Anpresskraft der Kante
Tiefziehkraft
Welche Komponenten dies im Einzelnen sind, hängt von Ihrem jeweiligen Stanzvorgang ab.
Berechnung der Scher- und Stanzkraft
Bei vielen Stanzprojekten machen die Scher- und Stanzkräfte den größten Teil der Stanzkraft aus. Eine gängige Formel zur Berechnung der Scher- oder Stanzkraft lautet:
𝑃 = 𝑘 × 𝑙 × 𝑡 × Г
Wo:
P = Prägekraft (kg)
k = Koeffizient (normalerweise etwa 1)
l = Umfang des gestanzten Teils (mm)
t = Blechdicke (mm)
Г = Scherfestigkeit des Materials (kg/mm²)
Eine alternative Version dieser Formel lautet:
P = ltτ
Wo:
P = Scherkraft (N)
l = Umfang der Prägung (mm)
t = Dicke des Teils (mm)
τ = Scherfestigkeit des Materials (MPa)
Für kleine Teile, die mit einem flachen Stempel gestanzt werden, kann die Formel wie folgt vereinfacht werden:
F = Ltτ
Dabei ist F die Scherkraft in Newton.
Berechnungsbeispiele
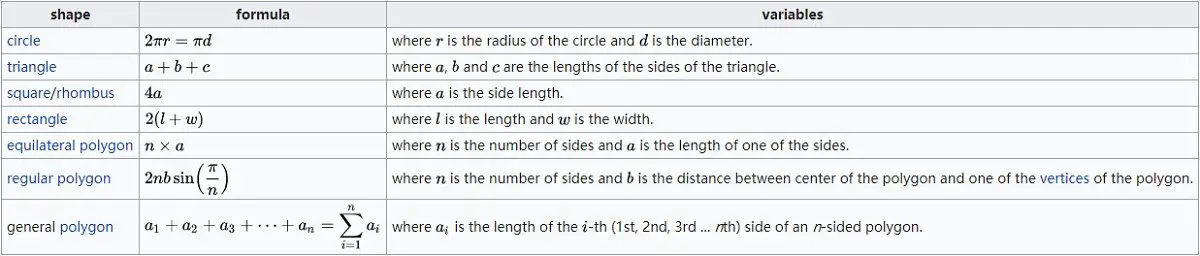
Berechnung der Stanzkraft für ein Rundloch
Um die Kraft zu berechnen, die erforderlich ist, um ein rundes Loch zu stanzen, verwenden Sie den Durchmesser des Lochs, um den Umfang zu ermitteln:
Wenden Sie dann die vereinfachte Formel an:
Zum Beispiel, um ein Loch von 3 mm Durchmesser in 5 mm dickem Edelstahl mit einer Scherfestigkeit von 400 MPa zu stanzen:
Berechnung der Stanzkraft für ein quadratisches Loch
Bei einem quadratischen Loch wird der Umfang anhand der Seitenlänge des Quadrats berechnet:
Zum Beispiel, um ein quadratisches Loch von 4 mm Seitenlänge in 5 mm dickes Aluminium mit einer Scherfestigkeit von 250 N/mm² zu stanzen:
Praktische Überlegungen
Sicherheitsfaktor
Die Verwendung eines Sicherheitsfaktors ((K)) ist unerlässlich, um Variablen wie Werkzeugverschleiß, Schwankungen der Materialeigenschaften und andere Unwägbarkeiten zu berücksichtigen. Ein typischer Sicherheitsfaktor liegt bei etwa 1,3.
Material Härte
Härtere Materialien erfordern im Allgemeinen höhere Stanzkräfte. Der Zustand des Materials, z. B. ob es geglüht oder kaltverfestigt ist, wirkt sich ebenfalls auf die Scherfestigkeit und folglich auf die erforderliche Kraft aus.
Würfel-Design
Die Konstruktion von Stempel und Matrize kann die erforderliche Kraft beeinflussen. Eine Abschrägung des Stempels kann die Kraft verringern, kann aber das Material verformen. Der richtige Abstand der Matrize und ihre Wartung sind ebenfalls entscheidend für einen effizienten Stanzvorgang.
Unter Berücksichtigung dieser Faktoren und unter Verwendung der entsprechenden Formeln können Sie die für verschiedene Metallbearbeitungsvorgänge erforderliche Stanzkraft genau berechnen und so Präzision und Effizienz im Fertigungsprozess gewährleisten.
Online-Stanzkraft-Rechner
Um die Berechnung der Stanzkraft zu erleichtern, gibt es einen Online-Rechner. Geben Sie einfach Ihr Material, die Dicke und den Umfang des Teils ein, um die erforderliche Kraft in Tonnen zu ermitteln.
Wenn Sie runde, quadratische oder andere Löcher durch eine bestimmte Metalldicke stanzen müssen, müssen Sie die für diese Aufgabe erforderliche Stanzkraft ermitteln.
Zur Berechnung der erforderlichen Pressentonnage können Sie die folgende Formel zur Berechnung der Stanzkraft verwenden, die auch für die Berechnung der Stanzkraft anwendbar ist.
z.B.: Wenn man ein quadratisches Loch in das 3 mm dicke kohlenstoffarme Material stanzt Stahlplatte, Seitenlänge 20mm, erhalten Sie:
Umfang = 20×4 = 80mm
Dicke = 3 mm
Scherfestigkeit = 0,3447kn/mm2
Durchschlagskraft (KN) = 80 x 3 x 0,3447 = 82,728 KN Umrechnung in Tonnage: 82,728 KN ÷ 9,81 = 8,43 Tonnen
Weitere Informationen über die Scherfestigkeit, einschließlich ihrer Berechnung, finden Sie in der Wikipedia-Artikel.
Die genannte Formel kann auch als Schnittkraftformel in Presswerkzeugen oder als Formel zur Bestimmung der zum Stanzen eines Lochs erforderlichen Kraft.
Stempel und Matrize Freiraum
Der Abstand zwischen dem Stempel und den Matrizen ist ein kritischer Faktor beim Stanzprozess und wird durch die Gesamtdifferenz dargestellt.
Nehmen wir zum Beispiel an, Sie verwenden eine ø12 Obermatrize und eine ø12,25 Untergesenk. In diesem Fall sollte der optimale Abstand 0,25 mm betragen.
Ein unzureichendes Spiel kann die Lebensdauer der Matrize verringern, Grate verursachen und zu Nachschnitten führen. Eine unregelmäßige Öffnung kann auch die Demontagekraft erhöhen.
Darüber hinaus hängt das Matrizenspiel vom Material und der Dicke ab, und für Kohlenstoffstahlplatten wird ein Wert zwischen 12-18% der Dicke empfohlen.
Wenn es keine besonderen Anforderungen an die CNC-Stanzekönnen Sie die folgende Tabelle für die Auswahl des Matrizenspiels heranziehen.
Spieltabelle für Stanzwerkzeuge
Neben der Stanzkraft ist das Spiel von Stempel und Matrize ein weiterer Schlüsselfaktor für erfolgreiches Stanzen. Ein angemessenes Spiel, das in der Regel als Prozentsatz der Materialdicke ausgedrückt wird, ist entscheidend für die Lebensdauer des Werkzeugs, die Qualität des Teils und die Vermeidung von Sekundärschnitten.
In dieser Tabelle finden Sie allgemeine Richtlinien für den Abstand:
Dicke
Baustahl
Aluminium
Rostfreier Stahl
0.8-1.6
0.15-0.2
0.15-0.2
0.15-0.3
1.6-2.3
0.2-0.3
0.2-0.3
0.3-0.4
2.3-3.2
0.3-0.4
0.3-0.4
0.4-0.6
3.2-4.5
0.4-0.6
0.4-0.5
0.6-1.0
4.5-6.0
0.6-0.9
0.5-0.7
/
Materialspezifische Stanzkraftberechnungen
Die Berechnung der erforderlichen Stanzkraft für verschiedene Materialien erfordert die Kenntnis ihrer besonderen Eigenschaften, insbesondere ihrer Scherfestigkeit. In diesem Kapitel finden Sie detaillierte Berechnungen für verschiedene Materialien unter Berücksichtigung ihrer spezifischen Eigenschaften und ihrer allgemeinen Verwendung.
Bedeutung der Scherfestigkeit bei der Berechnung der Stanzkraft
Die Scherfestigkeit ist ein Maß dafür, wie viel Spannung ein Material aushalten kann, bevor es auf Scherung versagt. Sie ist ein entscheidender Faktor bei der Berechnung der Durchstanzkraft, da sie sich direkt auf die Kraft auswirkt, die zum Durchstanzen des Materials erforderlich ist.
Aluminium
Aluminium ist leicht und hat eine mäßige Scherfestigkeit, wodurch es sich relativ leicht stanzen lässt. Es wird häufig in der Luft- und Raumfahrt-, Automobil- und Verpackungsindustrie verwendet.
Scherfestigkeit: Ungefähr 0,1724 kN/mm²
Lochdurchmesser: 10 mm
Dicke des Materials: 2 mm
Berechnungsschritte:
Umkreis (P): (πx10)mm=31,42mm
Durchschlagskraft (F): (31,42x2x0,1724)= 10,82kN
Messing
Messing lässt sich gut bearbeiten, ist korrosionsbeständig und hat eine höhere Scherfestigkeit als Aluminium. Es wird häufig in der Sanitärtechnik, für elektrische Anwendungen und für Musikinstrumente verwendet.
Kohlenstoffstahl wird wegen seiner hohen Festigkeit und Haltbarkeit häufig in der Metallverarbeitung verwendet. Er ist in der Bau-, Automobil- und Fertigungsindustrie weit verbreitet.
Scherfestigkeit: Ungefähr 0,3447 kN/mm²
Lochdurchmesser: 12 mm
Dicke des Materials: 4 mm
Berechnungsschritte:
Umkreis (P): ( πx12)mm=37,70mm
Durchschlagskraft (F): (37.70x4x0.3447)=51.93kN
Rostfreier Stahl
Rostfreier Stahl ist bekannt für seine hohe Korrosionsbeständigkeit und Festigkeit, die beim Stanzen erhebliche Kraft erfordert. Er wird in Küchengeräten, medizinischen Geräten und im Bauwesen verwendet.
Weichstahl wird aufgrund seiner mittleren Festigkeit und guten Verformbarkeit in verschiedenen industriellen Anwendungen wie dem Bauwesen und dem Maschinenbau eingesetzt.
Scherfestigkeit: Bereich von 0,31 bis 0,52 kN/mm² je nach Sorte
Lochdurchmesser: 15 mm
Dicke des Materials: 3 mm
Berechnungsschritte:
Umkreis (P): (πx15)mm-47,12mm
Stanzkraft (F) (unter Verwendung von 0,31 kN/mm²): (47,12x3x0,31)= 43,84kN
Kupfer
Kupfer ist hoch leitfähig und verformbar, so dass es sich leichter stanzen lässt als viele andere Metalle. Es wird in großem Umfang für elektrische Leitungen und Sanitäranlagen verwendet.
Scherfestigkeit: Ungefähr 0,28 kN/mm²
Lochdurchmesser: 7 mm
Dicke des Materials: 2,5 mm
Berechnungsschritte:
Umkreis (P): (πx7)mm=21,99mm
Durchschlagskraft (F): (21,99×2,5 x0,28)= 15,39k
Titan
Titan bietet ein hervorragendes Verhältnis von Festigkeit zu Gewicht und Korrosionsbeständigkeit und erfordert beim Stanzen erhebliche Kraft. Es wird häufig in der Luft- und Raumfahrt, für medizinische Implantate und für militärische Anwendungen verwendet.
Scherfestigkeit: Ungefähr 0,55 kN/mm²
Lochdurchmesser: 5 mm
Dicke des Materials: 4 mm
Berechnungsschritte:
Umkreis (P): (πx5)mm=15,71mm
Durchschlagskraft (F): (15,71×4 x0,55)= 34,57kN
Berechnung der Stanzkraft für komplexe Formen
Bei nicht kreisförmigen Löchern, wie Quadraten oder Rechtecken, berechnen Sie den Umfang, indem Sie die Längen aller Kanten addieren.
Rechteckige Bohrung aus rostfreiem Stahl
Abmessungen: 10 mm x 15 mm
Dicke des Materials: 3 mm
Berechnungsschritte:
Umkreis (P): (2x(10+15))mm=50mm
Scherfestigkeit: 0,5171 kN/mm²
Durchschlagskraft (F): (50x3x0,5171)= 77,57kN
Ovale Bohrung in Aluminium
Abmessungen: Hauptachse 20 mm, Nebenachse 10 mm
Dicke des Materials: 2 mm
Berechnungsschritte:
Ungefährer Umfang (P): (π X ((20+10)/2))mm=47,12mm
Scherfestigkeit: 0,1724 kN/mm²
Durchschlagskraft (F): ( 47,12x2x0,1724)= 16,26kN
Unter Berücksichtigung der spezifischen Eigenschaften der verschiedenen Materialien und unter Verwendung der entsprechenden Formeln können Sie die für verschiedene Metallbearbeitungsanwendungen erforderliche Stanzkraft genau berechnen.
Häufig gestellte Fragen
Nachstehend finden Sie Antworten auf einige häufig gestellte Fragen:
Welche Faktoren beeinflussen die Stanzkraft in der Metallbearbeitung?
Die Stanzkraft in der Metallbearbeitung wird von mehreren kritischen Faktoren beeinflusst, zu denen Materialeigenschaften, geometrische Parameter, Werkzeugkonstruktion und -spiel, Sicherheits- und Koeffizientenfaktoren sowie zusätzliche Kräfte gehören.
Die Materialeigenschaften spielen eine wichtige Rolle, wobei die Scherfestigkeit des Materials besonders wichtig ist. Die Scherfestigkeit wird häufig von der Zugfestigkeit (UTS) des Materials abgeleitet, wobei je nach Materialart bestimmte Prozentsätze angewandt werden, z. B. 70-80% für Baustahl, 50% für Aluminium und etwa 90% für Edelstahl. Zusätzlich müssen die Zug- und Streckgrenzen des Materials berücksichtigt werden, da sie innerhalb desselben Materialtyps variieren können.
Auch die geometrischen Parameter sind von entscheidender Bedeutung, insbesondere die Länge des Lochumfangs und die Dicke des Materials. Die Stanzkraft ist direkt proportional zur Gesamtlänge der beteiligten Umfänge und zur Materialstärke, wobei dickere Materialien höhere Kräfte erfordern.
Die Konstruktion des Stempels und der Matrize, einschließlich des Abstands zwischen ihnen, wirkt sich erheblich auf die erforderliche Stanzkraft aus. Ein angemessenes Spiel gewährleistet ein effizientes Stanzen und minimiert die übermäßige Kraft auf die Stempelspitze, wodurch Verschleiß und Bruch verringert werden. Umgekehrt kann ein unzureichendes Spiel zu schlechter Kantenqualität und erhöhtem Werkzeugverschleiß führen. Die Form und Größe des Lochs und der Radius in den Ecken der Matrize beeinflussen ebenfalls die Stanzkraft.
Ein Sicherheitsfaktor wird häufig in die Berechnungen einbezogen, um Variablen wie Werkzeugverschleiß, Schwankungen im Spalt zwischen Stempel und Matrize und Schmierbedingungen zu berücksichtigen. Dieser Faktor stellt sicher, dass die berechnete Kraft ausreicht, um diese Schwankungen auszugleichen.
Die Grundformel für die Berechnung der Stanzkraft (F) lautet
wobei ( K ) der Sicherheitsfaktor, ( L ) die Umfangslänge, ( t ) die Materialstärke und ( τ ) die Scherfestigkeit des Materials ist. Alternativ kann auch die Zugfestigkeit (( σb )) kann verwendet werden, wenn keine Scherfestigkeitsdaten verfügbar sind:
Zusätzliche Kräfte wie Entlastungskraft, Druckkraft und Ausstoßkraft müssen ebenfalls berücksichtigt werden. Diese Kräfte hängen von den mechanischen Eigenschaften des Materials, der Form und Größe des Werkstücks, dem Abstand zwischen den Werkzeugen und den Schmierbedingungen ab.
Schließlich sind die Härte und die Druckfestigkeit des Stempelmaterials wichtig für die Langlebigkeit des Werkzeugs. Die Stempelpunktbelastung sollte unter 60% der Druckfestigkeit des Stempelmaterials bleiben, um ein Versagen zu verhindern. Wärme- und Oberflächenbehandlungen wie Nitrierung oder PVD-Beschichtung können die Härte und Verschleißfestigkeit des Werkzeugs erhöhen, obwohl diese Behandlungen nicht immer notwendig sind, um die Lebensdauer des Werkzeugs zu erhalten.
Unter Berücksichtigung dieser Faktoren können Ingenieure und Metallverarbeiter die erforderliche Stanzkraft genau bestimmen, geeignete Maschinen auswählen und Formen für effiziente und zuverlässige Stanzvorgänge entwerfen.
Wie wirkt sich die Materialart auf die erforderliche Stanzkraft aus?
Die Art des zu stanzenden Materials hat großen Einfluss auf die erforderliche Stanzkraft, da die Scherfestigkeit, die Zugfestigkeit und die Materialeigenschaften variieren. Die Scherfestigkeit ist ein wichtiger Faktor, der von Material zu Material stark variiert. Baustahl beispielsweise hat in der Regel eine Scherfestigkeit von 70-80% seiner Zugfestigkeit (UTS), während die Scherfestigkeit von Aluminium etwa 50% seiner UTS beträgt. Edelstahl und Kupferlegierungen können je nach Legierung Scherfestigkeiten von 50% bis zu 90% ihrer UTS aufweisen.
Wenn keine genauen Scherfestigkeitsdaten verfügbar sind, können Ingenieure die UTS als Ersatzwert verwenden, was jedoch häufig zu einer Überschätzung der erforderlichen Stanzkraft führt. Darüber hinaus wirkt sich das Spiel zwischen Stempel und Matrize, das von der Materialart beeinflusst wird, auf die Stanzkraft aus. Engere Abstände können den Widerstand und den Verschleiß des Stempels erhöhen, während optimale Abstände, die auf die Dicke und die Zugfestigkeit des Materials abgestimmt sind, diese Probleme verringern helfen.
Die Stanzkraft (Fp) kann nach folgender Formel berechnet werden:
wobei ( L ) die Länge des Stempelspitzenprofils, ( t ) die Materialdicke und ( st ) die Scherfestigkeit des Materials ist.
Der Materialtyp beeinflusst auch den Druck der Stempelspitze (Ft), der für einen Standard-Schulterstempel wie folgt berechnet wird:
Die Auswahl des Werkzeugmaterials wird durch das zu stanzende Material beeinflusst, wobei die verschiedenen Werkzeugstähle unterschiedliche Grade an Verschleißfestigkeit, Schlagfestigkeit und Zähigkeit bieten. Die Wahl des richtigen Werkzeugmaterials auf der Grundlage des gestanzten Materials und der Verarbeitungsbedingungen ist entscheidend für die Vermeidung von Stempelspitzenbrüchen und die Optimierung der Werkzeuglebensdauer. Zusammenfassend lässt sich sagen, dass sich die Materialart auf die Scherfestigkeit, die Zugfestigkeit und die erforderlichen Abstände auswirkt, die allesamt für die genaue Berechnung und Verwaltung der Stanzkraft entscheidend sind.
Kann ein Stanzkraftrechner für verschiedene Materialien verwendet werden?
Ja, ein Stanzkraftrechner kann für verschiedene Materialien verwendet werden, doch müssen dafür mehrere wichtige Parameter für jedes Material angepasst werden. Der wichtigste Faktor bei der Berechnung ist die Scherfestigkeit des Materials, die von Material zu Material sehr unterschiedlich ist. Beispielsweise haben Baustahl, Edelstahl, Aluminium und Kupferlegierungen unterschiedliche Scherfestigkeiten, die in der Regel als Prozentsatz ihrer Zugfestigkeit (UTS) angegeben werden.
Die allgemeine Formel zur Berechnung der Stanzkraft lautet:
wobei ( F ) die Stanzkraft, ( L ) der Umfang des zu stanzenden Lochs, ( t ) die Materialstärke und ( \tau ) die Scherfestigkeit des Materials ist.
Um die Berechnung zu erleichtern, verwenden einige Rechner Materialkoeffizienten (K), die die spezifischen Eigenschaften der verschiedenen Materialien berücksichtigen. Der Koeffizient für Baustahl könnte beispielsweise 1 sein, für Edelstahl 1,5 und für Aluminium, Kupfer und Messing etwa 0,6.
Nehmen Sie ein Beispiel, bei dem Sie ein Loch mit einem Durchmesser von 3 mm in rostfreien Stahl mit einer Scherfestigkeit von 400 MPa und einer Dicke von 5 mm stanzen müssen. Berechnen Sie zunächst den Umfang des Lochs:
(π x3= 9,42)mm
Wenden Sie dann die Formel an:
Während diese Berechnungen eine nützliche Schätzung darstellen, können die Ergebnisse in der Praxis von Faktoren wie der Schärfe des Stempels, der Schmierung und dem Zustand der Stanzmaschine beeinflusst werden. Daher ist es wichtig, die berechneten Werte als Richtwerte zu verwenden und sie durch praktische Erfahrung und professionelles Urteilsvermögen zu ergänzen, wobei bei Bedarf ein Ingenieur hinzugezogen werden sollte.
Wie lautet die Formel zur Berechnung der Stanzkraft in der Metallbearbeitung?
Die Formel zur Berechnung der Stanzkraft in der Metallbearbeitung ergibt sich aus dem Verhältnis zwischen der Scherfestigkeit des Materials, der Materialstärke und dem Umfang der zu stanzenden Fläche. Die Hauptformel lautet:
wo:
( F ) ist die Stanzkraft.
( P ) ist der Umfang des Lochs oder die Gesamtlänge des inneren und äußeren Umfangs der Stanzung.
( t ) ist die Dicke des Materials.
( S ) ist die Scherfestigkeit des Materials.
Wenn die Scherfestigkeit nicht bekannt ist, kann sie anhand der Zugfestigkeit ( T ) des Materials angenähert werden, wobei davon ausgegangen wird, dass die Scherfestigkeit typischerweise 50-70% der Zugfestigkeit beträgt. In solchen Fällen lautet die Formel:
Beispiel: Berechnung der Stanzkraft für ein rechteckiges Loch von 1/2 x 5/8 Zoll in einem Stahlblech mit einer Dicke von 3/16 Zoll und einer Scherfestigkeit von 60.000 PSI:
Berechnen Sie den Umfang des Lochs: P=2x(0,5+0,625)=2,25 Zoll
Berechnen Sie die Stanzkraft: F= P x t x S = 2,25 x 0,1875 x 60.000 = 25.312,5 1bs
Zusätzliche Faktoren wie die Art des Materials, das Spiel zwischen Stempel und Matrize und die Schmierung können die tatsächlich erforderliche Stanzkraft beeinflussen. Diese können mithilfe empirischer Formeln und spezifischer Koeffizienten für verschiedene Materialien und Bedingungen angepasst werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Stellen Sie sich vor, Sie könnten einfache Bleche mit Leichtigkeit und Effizienz in komplexe, präzise Komponenten verwandeln. Das ist die Magie einer Stanzmaschine. In diesem Artikel erfahren wir, wie diese Maschinen Energie sparen,...
Haben Sie sich schon einmal gefragt, wie eine effiziente Layoutgestaltung das Stanzen von Blechen revolutionieren kann? Dieser Artikel befasst sich mit verschiedenen Layout-Methoden und erklärt, wie die Optimierung des Materialeinsatzes nicht nur Ressourcen schont, sondern auch die...
Wie kann eine einzige Maschine sowohl das Stanzen als auch das Scheren in der Metallverarbeitung rationalisieren? Die CNC-Stanz-Schneid-Kombination revolutioniert die Effizienz und Präzision in Blechwerkstätten. Diese...
Haben Sie sich jemals gefragt, was das Geheimnis hinter der Herstellung hochwertiger Stanzteile ist? In diesem Blog-Beitrag gehen wir auf die entscheidende Rolle ein, die der Stempel- und Matrizenspielraum bei...
Sind Sie neugierig auf CNC-Revolverstanzmaschinen? In diesem Blogbeitrag tauchen wir in die faszinierende Welt dieser vielseitigen Maschinen ein. Als erfahrener Maschinenbauingenieur erkläre ich Ihnen, wie CNC-Revolverpressen...
Haben Sie sich jemals gefragt, wie Präzisionsteile hergestellt werden? Das Feinschneiden ist eine bahnbrechende Technologie, mit der hochwertige Komponenten mit unvergleichlicher Genauigkeit und Geschwindigkeit hergestellt werden. In diesem Blogbeitrag tauchen wir...
Haben Sie sich jemals gefragt, wie eine massive Maschine mit Leichtigkeit Bleche präzise stanzen und formen kann? In diesem Blogbeitrag erkunden wir die faszinierende Welt der JH21 power...
Warum ist die Wahl des richtigen Stanzvorschubs für Ihren Fertigungsprozess so wichtig? In diesem Artikel befassen wir uns mit drei Haupttypen: Luftvorschub, Rollenvorschub und NC-Servovorschub. Sie werden lernen...
Haben Sie sich jemals gefragt, wie die moderne Fertigung eine solche Präzision und Effizienz erreicht? Hier kommt die hydraulische Eisenbearbeitungsmaschine ins Spiel - eine vielseitige Maschine, die mit Leichtigkeit Metall schneidet, stanzt, schert und biegt. In diesem Artikel erfahren Sie mehr über...