Wie erreicht man präzise Biegungen in Blechen? Es ist wichtig, die Formen und Techniken zu verstehen, die diesem Prozess zugrunde liegen. Dieser Artikel befasst sich mit verschiedenen Biegeverfahren, vom freien Biegen bis zum Korrekturbiegen, und zeigt ihre Anwendungen und Vorteile auf. Es wird erklärt, wie verschiedene Formen, wie V- und U-Biegungen, die Genauigkeit und Qualität des Endprodukts beeinflussen. Am Ende werden Sie das Wesentliche über die Auswahl und den Einsatz von Biegetechniken zur Verbesserung der Fertigungseffizienz und Produktqualität verstehen.
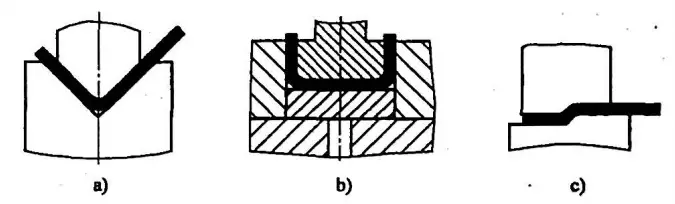
Die Verformungsmethoden für das Biegen von Blechen lassen sich in folgende Kategorien einteilen: freies Biegen, Kontaktbiegen und Korrekturbiegen, wie in Abbildung 1 dargestellt.
Abbildung 1 Blechbiegeverformungsmethoden
a) Freies Biegen
b) Kontaktbiegen
c) Korrigierendes Biegen
Das freie Biegen (Abbildung 1a) erfordert weniger BiegekraftDie Form und Größe des Werkstücks wird durch die Einstellung der Matrizenbreite und der Totpunktposition des Stempels bestimmt.
Diese Methode führt häufig zu einer geringeren Präzision bei Form und Größe der verarbeiteten Teile, insbesondere bei der Großserienfertigung, wo die Qualität der gebogenen Teile uneinheitlich sein kann. Daher wird das freie Biegen häufig für die Kleinserienproduktion von mittleren bis großen Feinblech Komponenten.
Im Gegensatz dazu werden beim Kontaktbiegen (Abbildung 1b) und beim Korrekturbiegen (Abbildung 1c) die Form- und Größengenauigkeit der gebogenen Teile durch die Form garantiert, was zu einer höheren und stabileren Qualität führt.
Diese Methoden erfordern jedoch mehr Biegekraft, längere Formgusszyklen und höhere Kosten. Sie werden in der Regel für die Großserienproduktion von kleinen bis mittleren Teilen und Blechkomponenten verwendet, bei denen eine höhere Qualität erforderlich ist.
2. Biegeverfahren
Im Allgemeinen lassen sich die Biegeverfahren in das Formenbiegen (einschließlich Biegen der oberen Platte und Biegen ohne obere Platte) und das Abkantpresse biegen.
Das Abkantpressen ist ein Sonderfall des Formbiegens (ohne Biegen der oberen Platte), bei dem in der Regel eine Universalbiegeform verwendet wird. Beide Biegemethoden haben ihre eigenen Prinzipien, Eigenschaften und Anwendungsmöglichkeiten.
(1) Biegen von Formen
Das Biegen von Formen wird üblicherweise verwendet für Blechbiegen Teile, die komplexe Strukturen, kleinere Volumina, höhere Präzision und eine groß angelegte Verarbeitung erfordern. Das Prinzip einer einfachen, gängigen Biegeform ist in Abbildung 2 dargestellt. Um die Lebensdauer der Form zu verlängern, sollte bei der Konstruktion des Teils nach Möglichkeit ein Radius (r>0,5t) an der Biegestelle verwendet werden.
Abbildung 2 Schematische Darstellung der üblichen Biegestempelprinzipien
Das Abkantpressen wird üblicherweise für die Bearbeitung von Blechen verwendet Biegeteile die größer sind oder nicht in großen Mengen hergestellt werden. Abkantpressen können unterteilt werden in normale Abkantpressen und CNC-Abkantpresse.
Für Blatt Metall-Biegen Bei Teilen mit relativ hohen Präzisionsanforderungen und komplexen Formen werden in der Regel CNC-Abkantpressen für die Biegeverarbeitung eingesetzt. Das Grundprinzip des Biegens, wie z. B. kalt gebogene Stahl- und Blechbiegeteile von Fahrgestellen, Schränken und elektronischen Produkten, besteht in der Verwendung des Biegemessers (oberer Stempel) und der V-förmigen Rille (Untergesenk) der Abkantpresse, um die Platte zu biegen, wie in Abbildung 3 dargestellt.
Abbildung 3 Biegen mit der Abkantpresse
a) Vorbereitung
b) Fertigstellung
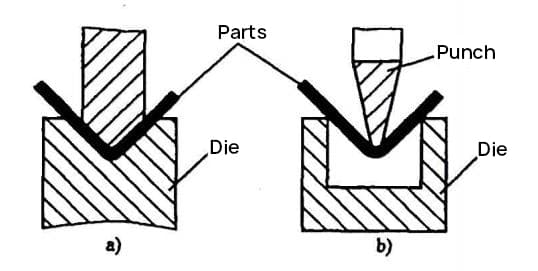
Um die Produktionsverarbeitung von Biegeteilen mit unterschiedlichen Biegewinkeln zu erreichen, gibt es im Allgemeinen zwei Formen des Abkantpressens, wie in Abbildung 4 dargestellt.
Abbildung 4 Formen des Biegens mit der Abkantpresse
a) Korrigierendes Biegen
b) Freies Biegen
3. Universal-Biegestempel der Abkantpresse
Für Biegeteile mit großen Abmessungen, komplexer Querschnittsform oder die nicht in großen Mengen hergestellt werden, sowie für Teile, die in Einzelstücken, Kleinserien und Versuchsproduktionen hergestellt werden, ist die Konstruktion und Herstellung von speziellen Biegewerkzeugen durch viele ungünstige Faktoren eingeschränkt, wie z. B. die Vielfalt und Menge der Teile, die Schwierigkeit der Werkzeugherstellung, die Produktionskosten und die Lieferfristen.
Einige Teile mit größeren Strukturgrößen und komplexeren Querschnittsformen (z. B. Strukturteile von Fahrgestellen und Schränken) sind auch durch die Werkzeugstruktur und die Prozessausrüstung des Unternehmens begrenzt.
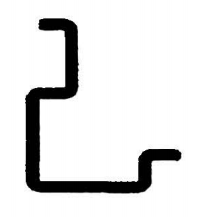
Der effektivste Weg, diese Probleme zu lösen, ist die Verwendung einer Universalbiegematrize zum Biegen. Die Universalbiegematrize kann nicht nur einfache L-, U- und Z-förmige Teile verarbeiten, sondern auch extrem komplexe Teile durch die Kombination von konvexen und konkaven Formen und mehreren V-förmigen Kombinationsbiegungen, wie in den Abbildungen 5 und 6 dargestellt.
Abbildung 5 Kalt gebogener Hohlprofilstahl (Vertikale Achse des Schranks)
Abbildung 6 Abkantpresse Biegen komplexer Biegeteile Beispiel
(1) Stempel (Biegeklinge)
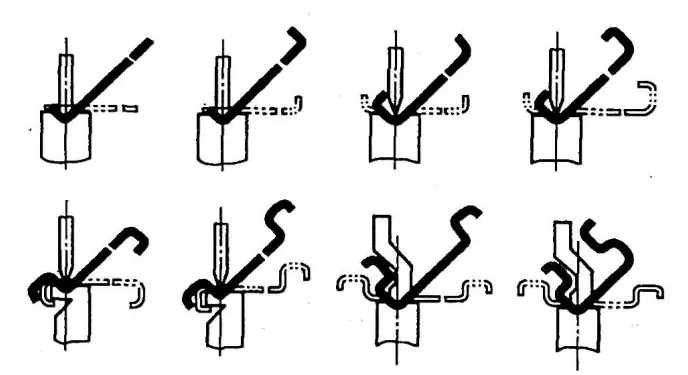
Um die Nachfrage nach der Herstellung verschiedener komplexer Biegeteile zu befriedigen, wurden in den letzten Jahren viele Formen und Spezifikationen von Biegemessern entwickelt, die hauptsächlich in zwei Typen unterteilt sind: Biegemesser mit geradem Arm und solche mit gebogenem Arm.
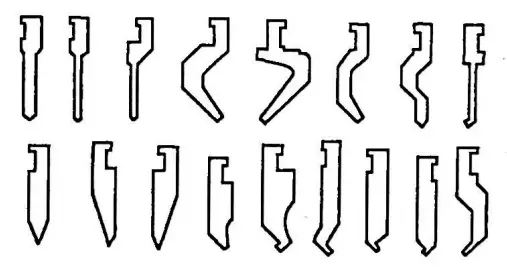
Sie können auch in integralen oder kombinierten Strukturen hergestellt werden, die im Grunde die Biegeverarbeitung der meisten komplexen Teile (wie kastenförmige, türförmige und andere spezielle Strukturteile) erfüllen können. Professionelle Werkzeugbaubetriebe haben eine Reihe von Biegeblättern standardisiert und hergestellt. Die gängigen Formen von Biegeblättern sind in Abbildung 7 dargestellt.
Bei der Bearbeitung wird das Biegeblatt je nach Form und Größe der gebogenen Teile ausgewählt. In der Regel verfügen die blechverarbeitenden Unternehmen über einen großen Vorrat an Biegeblattformen und -spezifikationen, insbesondere Unternehmen mit einem hohen Grad an professioneller Spezialisierung in der Blechfertigung. Um die Biegeanforderungen verschiedener komplexer Biegeteile zu erfüllen, müssen viele Formen und Spezifikationen von Biegeblättern angepasst werden.
(2) Universalstempel
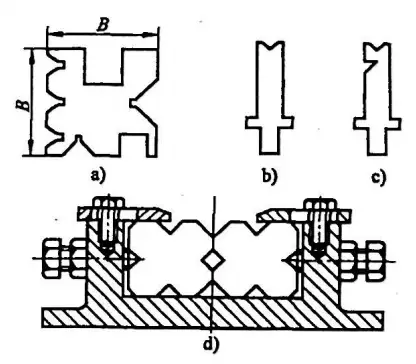
Abbildung 8 zeigt die üblicherweise verwendeten konkaven Formquerschnitte für die Abkantpresse. Die konkave Universalform (siehe Abbildung 8a) wird an vier Seiten bearbeitet, um gängige Blechdicken und Teile unterschiedlicher Form und Größe zu biegen. Die Nut wird für die Biegeverarbeitung entsprechend der Materialstärke, Form und Größe der gebogenen Teile ausgewählt. Die Abbildungen 8b und 8c zeigen gängige konkave Formflächenformen, die als integrale oder kombinierte Strukturen ausgeführt werden können (siehe Abbildung 8d). Sie werden hauptsächlich für die Biegeverarbeitung komplexer Teile verwendet (z. B. kastenförmige, türförmige und andere spezielle Strukturteile).
Abbildung 7 Konvexe Form (Biegeblatt)
Abbildung 8 Häufig verwendete konkave Form der Abkantpresse
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Blechteile entworfen und mit Präzision hergestellt werden? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Biegezugabe ein - ein...
Haben Sie sich jemals gefragt, warum Blechteile beim Biegen reißen oder sich verformen? Dieser Artikel befasst sich mit den grundlegenden Prinzipien des Blechdesigns und konzentriert sich auf Biegetechniken, die eine präzise...
Haben Sie sich jemals gefragt, wie sich verschiedene Materialien auf das Biegen von Blechen auswirken? In diesem aufschlussreichen Artikel teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Auswirkungen von Materialtypen, Dicke und...
In diesem Blogbeitrag erkunden wir die faszinierende Welt des Luftkrümmens und die Kraftdiagramme, die dies ermöglichen. Begleiten Sie uns, wenn wir die Wissenschaft hinter dieser...
Achtung an alle Blechverarbeiter und Konstrukteure! Kämpfen Sie damit, den optimalen Biegeradius für Ihre Projekte zu bestimmen? Dann suchen Sie nicht weiter! In diesem Blog-Beitrag werden wir uns mit dem...
Haben Sie sich jemals gefragt, wie Sie die Biegezugabe für Ihre Metallbauprojekte genau berechnen können? In diesem Blogbeitrag erkunden wir die faszinierende Welt der Formeln für Biegezugaben und...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Haben Sie sich jemals gefragt, warum sich Ihre Blechprojekte manchmal ungünstig biegen oder reißen? Dieser Artikel entmystifiziert die entscheidende Rolle der Fertigungslöcher beim Biegen von Blechen. Sie erfahren, wie diese Löcher...
Stellen Sie sich vor, Sie können Bleche biegen, ohne eine einzige Markierung oder einen Kratzer zu hinterlassen. In diesem Artikel untersuchen wir innovative Techniken für das markierungsfreie Biegen von Blechen und gehen dabei auf Herausforderungen wie Reibung, Materialhärte und...