Hatten Sie schon einmal mit Problemen beim Blechbiegen zu kämpfen, bei denen Sie sich den Kopf zerbrochen haben? In diesem aufschlussreichen Blogbeitrag teilt ein erfahrener Maschinenbauingenieur sein Fachwissen zur Bewältigung gängiger Herausforderungen beim Blechbiegen. Von der Vermeidung von Rissen in der Biegung bis hin zur präzisen Positionierung von Löchern finden Sie praktische Lösungen und wertvolle Tipps, um Ihre Blechbiegetechniken zu optimieren und jedes Mal einwandfreie Ergebnisse zu erzielen.
Bleche werden gebogen und geformt mit einer Blechbiegemaschinedie auch als Abkantpresse bezeichnet wird. Das Werkstück wird auf die Maschine gelegt, und mit dem Hubhebel wird der Bremsklotz angehoben, so dass das Werkstück genau positioniert werden kann. Sobald das Werkstück an seinem Platz ist, wird der Bremsklotz darauf abgesenkt und der Biegehebel gedrückt, um das Blech im gewünschten Winkel zu biegen.
Bestimmung des Mindestbiegeradius
Der Mindestbiegeradius ist ein kritischer Faktor im Biegeprozess, der von der Duktilität und der Dicke des zu formenden Metalls bestimmt wird. Bei Aluminiumblechen sollte der Biegeradius größer sein als die Dicke des Blechs. Dadurch wird sichergestellt, dass das Metall während des Biegevorgangs nicht reißt oder bricht.
Abbildung 1 Normale Biegung
Elastizität und Biegewinkel
Aufgrund der Elastizität des Materials ist der Biegewinkel des Metalls oft etwas größer als der erforderliche Winkel. Dieses Phänomen, bekannt als Rückfederungmuss während des Biegevorgangs berücksichtigt werden, um den benötigten genauen Winkel zu erreichen.
Techniken der Blechbearbeitung
Das Biegen ist nur eine der vielen Techniken, die in der Blechbearbeitung eingesetzt werden und typischerweise in einer Metallverarbeitungswerkstatt durchgeführt werden. Andere Techniken sind:
Nieten: Verbinden von Blechen mit Nieten.
Schweißen: Verschmelzen von Blechen durch Hitze.
Häufige Probleme und Lösungen beim Metallbiegen
Während des Biegevorgangs können verschiedene Probleme auftreten, z. B:
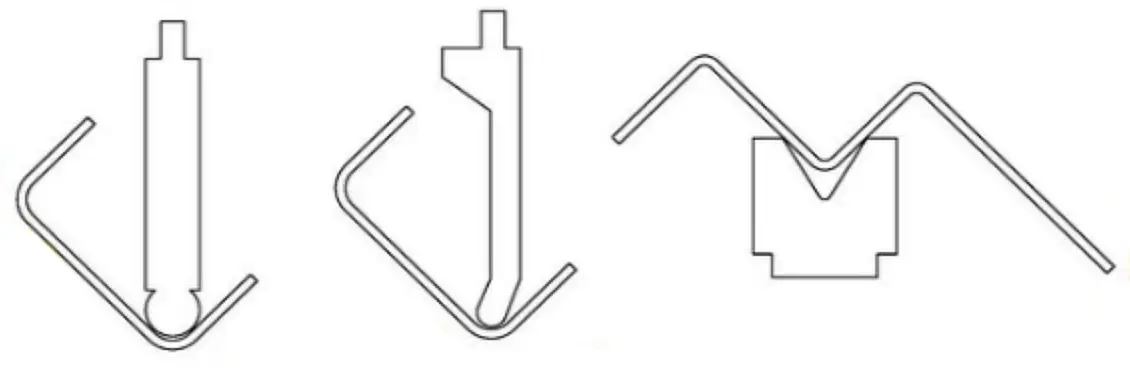
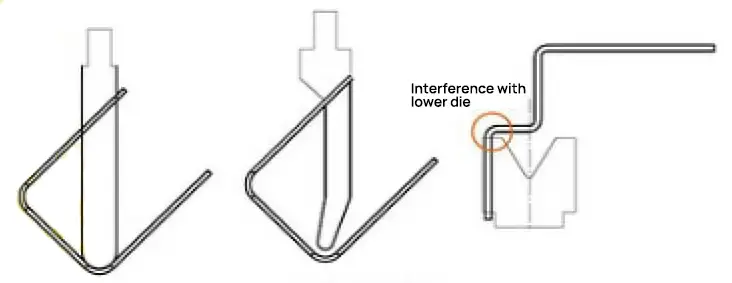
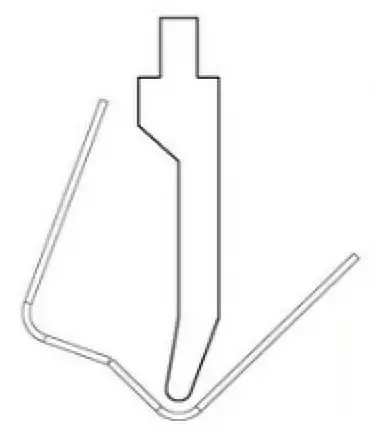
1. Herausforderungen beim Biegen nutenförmiger und mehrfach gebogener Werkstücke
Während des Biegeprozesses dieser Werkstücke ist die Nutbreite größer als die Schenkelhöhe, was zu einer Überschneidung zwischen einem Ende des Werkstücks und der oberen Matrize oder dem Schieber auf der Maschine führt. Abkantpresse. Dies macht es unmöglich, die Abmessungen des Werkstücks zu garantieren, wie in Abbildung 2 dargestellt.
Abbildung 2: Detailschema der Störung
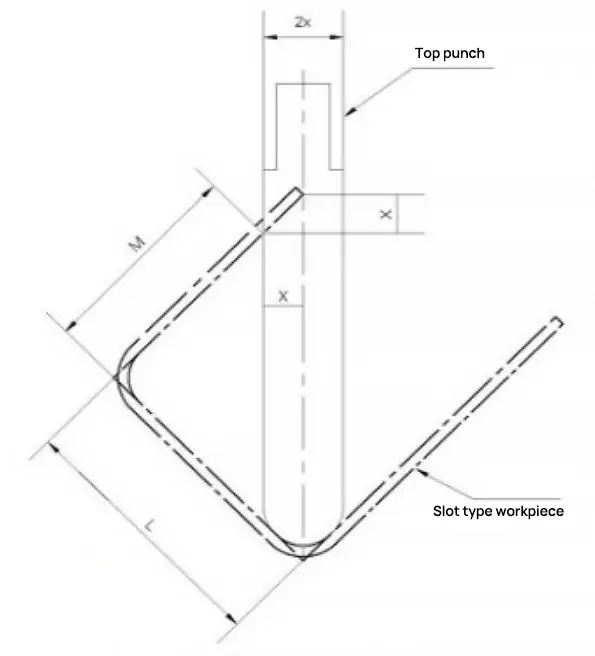
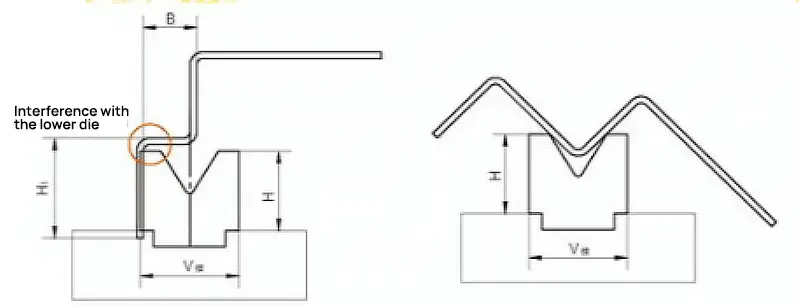
Vorhersage von Interferenzen beim Biegen von Blechen
Bei hochbeinigen Präzisionsblechteilen erfordert die Feststellung, ob eine Biegung durchgeführt werden kann, mehrere Berechnungen, wobei die entsprechenden Abmessungen in Abbildung 3 angegeben sind.
Abbildung 3: Relevante Abmessungen beim Biegen von Werkstücken mit Nuten
Wenn L-M1,5x, kann das Werkstück nicht gebogen werden, da es Störungen verursachen würde.
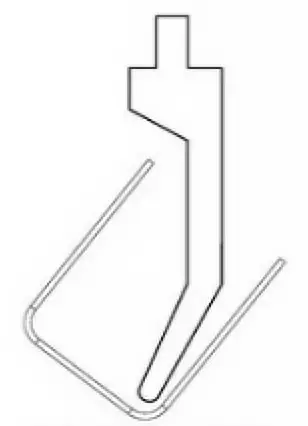
Lösungen für Interferenzprobleme
(1) Wenn ein nutenförmiges Werkstück beim Biegen gestört wird, kann ein Oberwerkzeug mit Schwanenhals zum Biegen gewählt werden. Dadurch wird eine Überschneidung zwischen der Biegekante des Werkstücks und der Abkantpresse oder dem Obergesenk vermieden, wodurch die Biegeabmessungen des Werkstücks gewährleistet werden, wie in Abbildung 4 dargestellt.
Abbildung 4: Biegen mit einem Schwanenhals-Oberwerkzeug
(2) Wenn bei einem nutenförmigen Werkstück Biegestörungen auftreten und keine geeigneten Oberstempel mit Schwanenhals zur Verfügung stehen, kann eine umgekehrte Vorbiegung in der Mitte der Biegung durchgeführt werden, ohne dass sich dies auf die Nutzungsanforderungen auswirkt, wie in Abbildung 5 gezeigt. Durch eine künstliche Vergrößerung des Biegewinkels kann das Werkstück normal gebogen werden. Anschließend kann eine flache Reifenmatrize verwendet werden, um den Bereich vor der Biegung punktuell zu pressen, um sicherzustellen, dass die Anforderungen an die Produktqualität erfüllt werden.
Abbildung 5: Vorbiegen
(3) Beim Biegen von Werkstücken mit mehreren Biegungen kann es bei H1>H oder B<V/2 zu Interferenzen zwischen dem Werkstück und der unteren Matrizenöffnung und der Werkbank kommen. Die Wahl der unteren Matrize und der Biegesequenz wird sehr wichtig, und die folgenden Methoden können verwendet werden:
① Wählen Sie ein hochdimensioniertes Unterwerkzeug mit H>H1, um eine normale Biegung des Werkstücks zu gewährleisten; ② Wählen Sie eine untere Matrizenöffnung mit B>V/2, um eine normale Biegung des Werkstücks zu gewährleisten; ③ Wenn keine hochdimensionierte untere Matrize vorhanden ist, ändern Sie die Biegefolge. Biegen Sie die mittlere Biegung bis zu einem bestimmten Winkel vor, biegen Sie dann an der kurzen Seite, bilden Sie die dritte Biegung und pressen Sie schließlich die mittlere Biegung auf die erforderliche Größe und den erforderlichen Winkel zurück, um die Prozessgröße des Werkstücks zu gewährleisten, wie in Abbildung 6 dargestellt.
Abbildung 6: Biegen in mehreren Durchgängen
2. Biegung Rissbildung
Analyse der Ursachen:
Biegerisse sind ein häufiges Problem, das während des Biegevorgangs an der Zugfläche von Blechteilen auftritt. Dieses Phänomen kann die mechanischen Eigenschaften des Werkstücks erheblich beeinträchtigen, es unbrauchbar machen und zu wirtschaftlichen Verlusten aufgrund von Verschrottung führen. Zu den Hauptursachen für Biegerisse gehören:
Kristallstruktur und Rolling Grain Direction: Bleche haben eine bestimmte Kristallstruktur und Walzkornrichtung. Das Biegen parallel zur Faserrichtung erhöht die Wahrscheinlichkeit von Brüchen aufgrund der Ausrichtung der Körner, wodurch Schwachstellen entstehen können.
Kleiner Biegeradius (R): Die Wahl eines zu kleinen Biegeradius kann zu einer übermäßigen Beanspruchung des Materials und damit zu Rissen führen.
V-Nut R-Winkel der unteren Matrize: Ein kleiner R-Winkel in der V-förmigen Nut der unteren Matrize kann die Spannung auf das Material konzentrieren und die Gefahr von Rissen erhöhen.
Leistung des Materials: Schlechte Materialeigenschaften, wie z. B. geringe Duktilität oder Zähigkeit, können das Blech beim Biegen anfälliger für Risse machen.
Vorbeugende Maßnahmen:
Zur Vermeidung von Rissen in der Biegung können verschiedene Strategien angewandt werden:
Schneiden Orientierung: Drehen Sie das Blech beim Schneiden so, dass die Schnittrichtung rechtwinklig zur Biegerichtung verläuft. Das bedeutet, dass die Biegerichtung des Materials rechtwinklig zur Maserung sein sollte, was das Risiko von Brüchen verringert.
R-Winkel der oberen Matrize vergrößern: Durch die Verwendung einer oberen Matrize mit einem größeren R-Winkel kann die Spannung gleichmäßiger auf das Material verteilt werden, wodurch die Wahrscheinlichkeit von Rissen verringert wird.
Verwenden Sie eine untere Matrize mit einem großen R-Winkel: Die Wahl einer niedrigeren Matrize mit einem größeren R-Winkel für die Bearbeitung kann dazu beitragen, die Spannungskonzentration im Material zu minimieren und so Risse zu vermeiden.
Wählen Sie leistungsstarke Materialien: Die Wahl von Materialien mit besseren mechanischen Eigenschaften, wie z. B. höherer Duktilität und Zähigkeit, kann das Risiko von Biegerissen erheblich verringern.
3. Die Biegekante ist nicht gerade und die Größe ist instabil
Ursachenanalyse:
Kein Linienpressen oder Vorbiegen
Erläuterung: Linienpressen oder Vorbiegetechniken sind unerlässlich, um sicherzustellen, dass das Material vor dem endgültigen Biegevorgang richtig ausgerichtet und vorgespannt ist. Ohne diese Techniken kann sich das Material nicht gleichmäßig biegen, was zu einer ungleichmäßigen Kante und instabilen Abmessungen führt.
Unzureichender Materialdruck
Erläuterung: Ein unzureichender Druck, der während des Biegevorgangs auf das Material ausgeübt wird, kann zu einer unvollständigen oder ungleichmäßigen Biegung führen. Dies kann dazu führen, dass das Material zurückfedert oder sich ungleichmäßig biegt, was zu einer nicht geraden Kante und Größeninstabilität führt.
Dissymmetrische konvex-konkave Gesenkverrundung und ungleichmäßiger Biegedruck
Erläuterung: Wenn die konvex-konkave Hohlkehle nicht symmetrisch ist oder wenn der Biegedruck ungleichmäßig verteilt ist, kann dies zu Unregelmäßigkeiten beim Biegeprozess führen. Dies kann zu Schwankungen des Biegewinkels und des Radius führen, was zu einer instabilen Größe und einer nicht geraden Kante führt.
Niedrige Höhe
Erläuterung: Wenn die Höhe der Biegung zu niedrig ist, kann es sein, dass die Hebelwirkung nicht ausreicht, um eine saubere und gleichmäßige Biegung zu erzielen. Dies kann dazu führen, dass sich das Material ungleichmäßig verformt, was zu einer nicht geraden Kante und Größeninstabilität führt.
Lösungen:
Entwurfslinie Pressen oder Vorbiegetechniken
Umsetzung: Integrieren Sie in den Biegeprozess die Schritte des Linienpressens oder Vorbiegens. Diese Techniken helfen dabei, das Material vorzuspannen und sicherzustellen, dass es vor der endgültigen Biegung richtig ausgerichtet ist. Dies kann durch den Einsatz spezieller Werkzeuge oder zusätzlicher Bearbeitungsschritte erreicht werden.
Hebekraft erhöhen
Umsetzung: Stellen Sie sicher, dass der Materialdruck ausreichend ist, indem Sie die Presskraft erhöhen. Dies kann durch Anpassung der Maschineneinstellungen erfolgen, um während des Biegevorgangs mehr Druck auszuüben. Ein angemessener Druck trägt zu einer gleichmäßigeren Biegung bei und verringert die Wahrscheinlichkeit des Rückfederns.
Sicherstellen eines gleichmäßigen Spiels in der konvex-konkaven Matrize und Polierkehle
Umsetzung: Prüfen und korrigieren Sie das Spiel in der konvex-konkaven Matrize, um sicherzustellen, dass es gleichmäßig ist. Polieren Sie außerdem die Hohlkehle, um alle Unregelmäßigkeiten zu beseitigen. Dadurch wird der Biegedruck gleichmäßiger verteilt und das Risiko unregelmäßiger Biegungen verringert.
Machen Sie die Höhe größer oder gleich der Mindestgröße
Umsetzung: Achten Sie darauf, dass die Höhe der Biegung mindestens der erforderlichen Mindestgröße entspricht. Dies bietet eine ausreichende Hebelwirkung für eine saubere und gleichmäßige Biegung. Passen Sie die Konstruktion oder das Werkzeug nach Bedarf an, um die richtige Höhe zu erreichen.
4. Abkratzen des Werkstücks nach dem Biegen
Ursachenanalyse:
Unglatte Materialoberfläche
Eine unebene oder raue Oberfläche des Materials kann während des Biegevorgangs zu Kratzern führen. Dies liegt daran, dass die Unregelmäßigkeiten auf der Oberfläche Reibung und Widerstand verursachen können, was zu einer Beschädigung des Werkstücks führt.
Zu kleiner Biegeradius der konvexen Matrize
Wenn der Biegeradius der konvexen Matrize zu klein ist, kann dies zu einer übermäßigen Spannungskonzentration auf das Material führen. Dies kann dazu führen, dass das Material während des Biegevorgangs schabt oder sogar reißt.
Zu geringer Biegespielraum
Ein unzureichender Abstand zwischen der Matrize und dem Stempel kann zu einem übermäßigen Druck auf das Material führen. Dies kann dazu führen, dass das Material an der Matrize schabt und die Oberfläche beschädigt wird.
Lösungen:
Verbesserung der Glattheit der konkaven Matrize
Eine glatte Oberfläche der konkaven Matrize kann die Reibung verringern und das Abschaben des Materials verhindern. Dies kann durch Polieren oder die Verwendung einer Matrize mit einer höheren Oberflächengüte erreicht werden.
Vergrößerung des Biegeradius der konvexen Matrize
Durch eine Vergrößerung des Biegeradius der konvexen Matrize kann die Spannung gleichmäßiger auf das Material verteilt werden, wodurch die Wahrscheinlichkeit des Abschabens verringert wird. Diese Einstellung kann dazu beitragen, dass die Integrität des Werkstücks während des Biegens erhalten bleibt.
Einstellen des Biegespiels
Die richtige Einstellung des Spiels zwischen Matrize und Stempel ist entscheidend. Durch die Gewährleistung eines angemessenen Spiels kann ein übermäßiger Druck auf das Material vermieden werden, wodurch die Gefahr des Abschabens verringert wird. Dies kann durch eine Neukalibrierung der Biegemaschine oder durch die Verwendung von Matrizen mit geeigneten Abmessungen erreicht werden.
5. Risse an Biegewinkeln
Ursachenanalyse:
Zu kleiner Biegeradius:
Wenn der Biegeradius zu klein ist, wird das Material zu stark beansprucht, was zu Rissen an den Biegewinkeln führt.
Materialmaserung parallel zur Biegelinie:
Die Ausrichtung des Materialkorns hat einen erheblichen Einfluss auf die Biegeeigenschaften des Materials. Wenn die Faserrichtung parallel zur Biegelinie verläuft, kann dies aufgrund der anisotropen Natur des Materials zu Rissen führen.
Grat des nach außen ragenden Werkstücks:
Grate an den Kanten des Werkstücks können als Spannungskonzentratoren wirken und beim Biegen zu Rissen führen.
Schlechte Umformbarkeit von Metall:
Metalle mit geringer Duktilität oder schlechter Umformbarkeit sind anfälliger für Rissbildung bei Biegevorgängen.
Lösungen:
Vergrößerung des Biegeradius der konvexen Matrize:
Durch die Vergrößerung des Biegeradius wird die Spannungskonzentration an der Biegestelle verringert und damit das Risiko von Rissen minimiert.
Ausblendungslayout ändern:
Eine Anpassung des Zuschnittlayouts, um sicherzustellen, dass die Faserrichtung des Materials rechtwinklig zur Biegelinie verläuft, kann die Fähigkeit des Materials, Biegespannungen standzuhalten, verbessern.
Grate an der Innenverrundung des Werkstücks herstellen:
Die Ausrichtung der Grate auf die Innenrundung des Werkstücks kann dazu beitragen, die Spannungskonzentration an der Außenfläche zu verringern und dadurch Risse zu vermeiden.
Glühen oder Verwendung von weichem Material:
Das Ausglühen des Materials kann seine Verformbarkeit verbessern und die Wahrscheinlichkeit von Rissen verringern. Alternativ kann auch die Verwendung eines weicheren Materials mit besserer Formbarkeit das Problem mindern.
6. Biegen verursacht Verformung des Lochs
Ursachenanalyse:
Beim elastischen Biegen zur Positionierung einer Bohrung ist die Außenfläche des Biegearms der Reibung sowohl durch die Oberfläche der konkaven Form als auch durch die Außenfläche des Werkstücks ausgesetzt. Diese Reibungskraft kann zu einer Verformung der Positionierbohrung führen. Die Verformung entsteht, weil das Material um die Bohrung herum nicht gleichmäßig abgestützt ist und während des Biegevorgangs ungleichmäßig gezogen wird.
Lösungen:
Um die Verformung des Lochs während des Biegevorgangs abzumildern, sollten Sie die folgenden Lösungen in Betracht ziehen:
Einsatz von Shape Bending: Beim Formbiegen werden spezielle Werkzeuge verwendet, die sich besser an die endgültige Form des Werkstücks anpassen. Diese Methode trägt dazu bei, die Biegekräfte gleichmäßiger zu verteilen, wodurch die Wahrscheinlichkeit einer Verformung des Lochs verringert wird.
Druck der Deckplatte erhöhen: Durch die Erhöhung des Drucks, der von der Abdeckplatte ausgeübt wird, wird das Werkstück sicherer in Position gehalten. Dieser zusätzliche Druck trägt dazu bei, Bewegungen und Verrutschen zu minimieren und dadurch die Verformung des Lochs zu verringern.
Pitting Plaid zur Pappe hinzufügen: Die Einführung eines Pitting-Plaids (eine strukturierte Oberfläche) auf der Deckplatte erhöht die Reibung zwischen dem Werkstück und der Deckplatte. Diese erhöhte Reibung trägt dazu bei, dass das Werkstück beim Biegen nicht verrutscht, was wiederum die Gefahr einer Verformung des Lochs verringert.
7. Dünnere Biegefläche
Ursachenanalyse:
Zu kleiner Radius der konvex-konkaven Matrizenverrundung:
Wenn der Verrundungsradius der konvex-konkaven Matrize zu klein ist, kann dies zu einer übermäßigen Ausdünnung des Materials an der Biegefläche führen. Dies liegt daran, dass ein kleinerer Radius die Spannung auf einen kleineren Bereich konzentriert, was eine stärkere Verformung und Ausdünnung verursacht.
Zu kleines Spiel zwischen konvexer und konkaver Matrize:
Ein unzureichender Abstand zwischen den konvexen und konkaven Matrizen kann ebenfalls zu einer dünneren Biegefläche beitragen. Dieser begrenzte Raum kann dazu führen, dass das Material übermäßig gestaucht und gedehnt wird, was zu einer Ausdünnung führt.
Lösungen:
Vergrößerung des Radius der konvex-konkaven Hohlkehle:
Durch Vergrößerung des Ausrundungsradius der konvex-konkaven Matrize wird die Spannungsverteilung beim Biegen gleichmäßiger. Dies reduziert die Spannungskonzentration und minimiert die Materialausdünnung. Ein größerer Radius ermöglicht es dem Material, gleichmäßiger um die Biegung zu fließen, so dass seine Dicke erhalten bleibt.
Einstellen des Spielraums zwischen konvexer und konkaver Matrize:
Durch die richtige Einstellung des Abstands zwischen den konvexen und konkaven Matrizen wird sichergestellt, dass das Material nicht übermäßig gestaucht oder gedehnt wird. Ein angemessener Abstand ermöglicht das Biegen des Materials ohne nennenswerte Ausdünnung, wodurch die Integrität der Biegefläche erhalten bleibt.
8. Wölbung oder Unebenheiten der Werkstückoberfläche
Ursachenanalyse:
Während des Biegevorgangs kann die Oberfläche des Werkstücks aufgrund der unterschiedlichen Spannungen, denen das Material ausgesetzt ist, gewölbt oder uneben werden. Insbesondere schrumpft die Außenfläche des Materials unter der Spannung in Umfangsrichtung, während sich die Innenfläche ausdehnt. Diese unterschiedliche Verformung kann zu einer Ausbeulung in der Biegerichtung führen.
Lösungen:
Um das Problem der Wölbung oder Unebenheit der Oberfläche zu lösen, sollten Sie die folgenden Lösungen in Betracht ziehen:
Angemessener Druck auf die konvex-konkave Matrize in der letzten Prägephase
Die Sicherstellung eines angemessenen Drucks auf die konvex-konkave Matrize während der letzten Prägephase kann dazu beitragen, eine gleichmäßigere Verformung zu erreichen. Dieser Druck trägt dazu bei, die unterschiedlichen Spannungen zwischen den Innen- und Außenflächen des Werkstücks zu minimieren.
Der Radius des konkaven Rundwinkels muss gleich dem des Werkstücks sein
Durch die Anpassung des Radius des konkaven Rundwinkels an den Radius des Werkstücks kann der Biegeprozess optimiert werden, um Spannungskonzentrationspunkte zu reduzieren. Diese Ausrichtung trägt dazu bei, die Spannungen gleichmäßiger über das Material zu verteilen, wodurch die Wahrscheinlichkeit des Ausbeulens verringert wird.
Techniken optimieren
Auswahl des Materials: Wählen Sie Materialien mit besserer Dehnbarkeit und Gleichmäßigkeit, um das Risiko einer ungleichmäßigen Verformung zu verringern.
Werkzeugkonstruktion: Vergewissern Sie sich, dass die Werkzeuge für die spezifischen Material- und Biegeanforderungen ausgelegt sind. Richtig konstruierte Werkzeuge können dazu beitragen, gleichmäßigere Ergebnisse zu erzielen.
Prozess-Parameter: Passen Sie Prozessparameter wie Biegegeschwindigkeit, Druck und Temperatur an, um den Biegeprozess zu optimieren. Die Feinabstimmung dieser Parameter kann dazu beitragen, die Differenzspannungen zu minimieren und eine glattere Oberfläche zu erzielen.
9. Unebener konkaver Teil am Boden
Ursachenanalyse:
Ungleichmäßiges Material: Das Rohmaterial selbst kann Unregelmäßigkeiten in der Dicke oder Ebenheit aufweisen, was zu einem unebenen Boden im konkaven Teil führt.
Kleine Kontaktfläche zwischen Abdeckplatte und Material oder unzureichende Anpresskraft: Eine unzureichende Auflagefläche oder eine unzureichende Krafteinwirkung durch die Abdeckplatte kann zu einer ungleichmäßigen Druckverteilung und damit zu Unregelmäßigkeiten führen.
Keine Materialhaltevorrichtung in der konkaven Matrize: Das Fehlen einer Materialabstützung kann zu einer unzureichenden Abstützung während des Formprozesses führen, wodurch ein unebener Boden entsteht.
Lösungen:
Nivelliermaterialien: Stellen Sie sicher, dass die Rohmaterialien vor dem Umformprozess ordnungsgemäß nivelliert werden. Dies kann durch verschiedene Nivellierungstechniken erreicht werden, um eine gleichmäßige Dicke und Ebenheit zu gewährleisten.
Materialhaltevorrichtung einstellen und Abdrückkraft erhöhen:
Materialauflagevorrichtung einstellen: Vergewissern Sie sich, dass die Materialhaltevorrichtung richtig eingestellt ist, um während des gesamten Umformvorgangs eine angemessene Unterstützung zu gewährleisten.
Hebekraft erhöhen: Erhöhen Sie die Presskraft, um sicherzustellen, dass das Material gleichmäßig gepresst wird, wodurch die Gefahr eines unebenen Bodens verringert wird.
Materialträger erhöhen oder korrigieren: Wenn die Stützvorrichtung für das Material unzureichend oder nicht vorhanden ist, sollte sie installiert oder korrigiert werden, um die notwendige Unterstützung während des Umformprozesses zu gewährleisten.
Steigerung der Formgebungsprozesse: Führen Sie bei Bedarf zusätzliche Formgebungsverfahren durch. Dies könnte mehrere Stufen der Formgebung umfassen, um allmählich die gewünschte Form zu erreichen und die Ebenheit des Bodens zu gewährleisten.
10. Fehlausrichtung der Bohrungsachsen nach dem Biegen
Ursachenanalyse:
Die Fehlausrichtung der Achsen der Löcher auf zwei Seiten nach dem Biegen ist in erster Linie auf den Rückprall des Materials zurückzuführen. Wenn ein Blech gebogen wird, neigt das Material dazu, nach Aufhebung der Biegekraft leicht zurückzuspringen. Dieser Rückpralleffekt kann den beabsichtigten Biegewinkel verändern, was zu einer Fehlausrichtung der Mittellinie und folglich der Achsen der Löcher führt.
Lösungen:
Um das Problem der falsch ausgerichteten Lochachsen nach dem Biegen zu lösen, sind die folgenden Lösungen zu erwägen:
Korrekturprozess erhöhen
Ein Korrekturverfahren nach dem Biegen kann bei der Neuausrichtung der Löcher helfen. Dies kann sekundäre Operationen wie erneutes Biegen oder die Verwendung von Präzisionsvorrichtungen beinhalten, um sicherzustellen, dass die Löcher richtig ausgerichtet sind.
Verbesserung der Struktur des Biegemodells zur Verringerung des Materialrückpralls
Die Verbesserung der Struktur des Biegemodells kann den Materialrückprall erheblich reduzieren. Dies kann erreicht werden durch:
Einstellen der Biegeparameter: Die Feinabstimmung von Parametern wie Biegeradius, Biegewinkel und Materialstärke kann den Rückprall minimieren.
Geeignete Werkzeuge verwenden: Die Wahl der richtigen Werkzeuge, wie z. B. Matrizen mit engeren Toleranzen, kann dazu beitragen, genauere Biegungen zu erzielen.
Auswahl des Materials: Die Wahl von Materialien mit geringerer Elastizität kann das Ausmaß des Rückpralls verringern. So neigen Materialien mit höherer Streckgrenze zu geringerer Rückfederung.
Simulation und Prüfung: Der Einsatz fortschrittlicher Simulationssoftware zur Vorhersage und Kompensation des Materialrückpralls vor dem tatsächlichen Biegen kann zu präziseren Ergebnissen führen.
11. Präzise Positionierung der Bohrung nach dem Biegen
Die präzise Positionierung von Löchern nach dem Biegeprozess in der Blechfertigung ist entscheidend für die Integrität und Funktionalität des Endprodukts. Verschiedene Faktoren können zu Ungenauigkeiten bei der Positionierung von Löchern führen, und das Verständnis dieser Ursachen ist entscheidend für die Umsetzung effektiver Lösungen.
Ursachenanalyse:
Falsche Entfaltungsgrößen
Beschreibung: Die Abwicklungsgröße bezieht sich auf die flachen Musterabmessungen des Blechs vor dem Biegen. Wenn diese Abmessungen nicht korrekt sind, entspricht das endgültige Biegeteil nicht den gewünschten Spezifikationen, was zu falsch ausgerichteten Löchern führt.
Auswirkungen: Falsche Abwicklungsgrößen können zu erheblichen Abweichungen der Lochpositionen führen, was die Montage erschwert oder unmöglich macht.
Material Rückfederung
Beschreibung: Unter Rückfederung versteht man die Tendenz von Metall, nach dem Biegen teilweise in seine ursprüngliche Form zurückzukehren. Dieses Phänomen tritt aufgrund der elastischen Rückfederung des Materials auf.
Auswirkungen: Die Rückfederung kann dazu führen, dass der endgültige Biegewinkel von dem vorgesehenen Winkel abweicht, was zu falsch ausgerichteten Löchern führt.
Instabile Positionierung
Beschreibung: Wenn das Blech während des Biegevorgangs nicht richtig befestigt oder positioniert ist, kann es sich verschieben, was zu Ungenauigkeiten im fertigen Teil führt.
Auswirkungen: Eine instabile Positionierung kann zu Abweichungen bei der Positionierung der Löcher führen, was die Gesamtpräzision des Werkstücks beeinträchtigt.
Lösungen:
Berechnen Sie die Größe des Werkstücks genau
Näherung: Verwenden Sie präzise Messungen und Berechnungen, um die richtige Abwicklungsgröße des Blechs zu bestimmen. Dies beinhaltet die Berücksichtigung von Biegezugaben und Abzügen aufgrund der Materialstärke und des Biegeradius.
Werkzeuge: Verwendung von CAD-Software und fortschrittlichen Entfaltungsalgorithmen zur Gewährleistung der Genauigkeit.
Verbesserung des Korrekturverfahrens oder der Struktur der Biegestempel
Näherung: Implementieren Sie zusätzliche Korrekturverfahren, um die Materialrückfederung zu kompensieren. Dies kann Überbiegetechniken oder die Verwendung spezieller Werkzeuge zur Minimierung der Rückfederung umfassen.
Werkzeuge: Investieren Sie in hochwertige Biegewerkzeuge und erwägen Sie den Einsatz von CNC-Abkantpressen, die eine bessere Kontrolle und Wiederholbarkeit bieten.
Verarbeitungsmethoden ändern oder Positionierung verbessern
Näherung: Bewertung und eventuelle Änderung der Bearbeitungsmethoden durch präzisere Techniken. Verbessern Sie die Positionierung des Blechs während des Biegens durch den Einsatz von Vorrichtungen, Klemmen oder automatischen Positionierungssystemen.
Werkzeuge: Verwenden Sie Laserschneiden für die Erstellung von Vorbiegelöchern und nutzen Sie automatische Positionierungssysteme, um eine einheitliche Platzierung zu gewährleisten.
12. Biegelinie nicht parallel zur Zwei-Loch-Mitte
Ursachenanalyse:
Wenn die Biegehöhe geringer ist als die Mindestbiegehöhe, neigt das Biegeteil dazu, sich auszudehnen. Diese Ausdehnung kann zu einer Fehlausrichtung führen, wodurch die Biegelinie nicht parallel zur Mitte der Löcher verläuft.
Lösungen:
Erhöhen Sie die Höhe des zu biegenden Werkstücks
Stellen Sie sicher, dass die Biegehöhe die erforderliche Mindestbiegehöhe erreicht oder überschreitet. Dies trägt dazu bei, die strukturelle Integrität des Werkstücks zu erhalten und eine unerwünschte Ausdehnung während des Biegevorgangs zu verhindern.
Verbesserung der Biegetechniken
Werkzeuganpassung: Verwenden Sie geeignete Werkzeuge, die dem Material und der Dicke des Werkstücks entsprechen. Ein geeignetes Werkzeug kann helfen, präzise Biegungen zu erzielen.
Sequenzierung biegen: Planen Sie die Reihenfolge der Biegungen, um innere Spannungen und Verformungen zu minimieren. Dies kann dabei helfen, die Ausrichtung der Biegelinie mit den Lochmitten beizubehalten.
Materialhandhabung: Stellen Sie sicher, dass das Werkstück während des Biegevorgangs ordnungsgemäß unterstützt und ausgerichtet wird. Dies kann Verschiebungen und Fehlausrichtungen verhindern.
Bedienerschulung: Schulung der Bediener in den besten Praktiken für Biegevorgänge, einschließlich der Bedeutung der Einhaltung von Mindestbiegehöhen und der richtigen Ausrichttechniken.
13. Verformung in der Breite nach dem Biegen
Ursachenanalyse:
Verformungen in der Breite nach dem Biegen, die sich häufig als Durchbiegung äußern, können die Qualität und Präzision des fertigen Werkstücks erheblich beeinträchtigen. Dieses Problem entsteht in der Regel durch eine ungleichmäßige Tiefe und Schrumpfung über die Breite des Werkstücks, was zu Torsion und Durchbiegung führt. Zu den wichtigsten Faktoren, die zu diesem Problem beitragen, gehören:
Inkonsistente Materialeigenschaften: Unterschiede in der Materialstärke, Härte und Kornstruktur können zu ungleichmäßiger Verformung beim Biegen führen.
Unsachgemäßes Einrichten von Werkzeugen: Eine falsche Ausrichtung oder Abnutzung der Biegewerkzeuge kann zu einer ungleichmäßigen Druckverteilung führen.
Ungenaue Biegeparameter: Eine falsche Biegekraft, Geschwindigkeit oder ein falscher Winkel können Verformungsprobleme verschlimmern.
Eigenspannungen: Vorhandene Spannungen im Material können zu unvorhersehbaren Verformungen führen, wenn zusätzliche Kräfte aufgebracht werden.
Lösungen:
Um die Verformung in der Breite nach dem Biegen abzuschwächen, können verschiedene Strategien angewandt werden:
Biegedruck erhöhen:
Begründung: Die Anwendung eines höheren Biegedrucks kann zu einer gleichmäßigeren Verformung beitragen, indem Materialunregelmäßigkeiten ausgeglichen werden.
Umsetzung: Passen Sie die Einstellungen der Abkantpresse an, um die während des Biegevorgangs aufgebrachte Kraft zu erhöhen. Vergewissern Sie sich, dass die Maschine in der Lage ist, den erhöhten Druck zu bewältigen, ohne Schäden an den Werkzeugen oder dem Werkstück zu verursachen.
Korrekturprozess erhöhen:
Begründung: Die Durchführung zusätzlicher Korrekturschritte kann dazu beitragen, Verformungen, die beim ersten Biegen entstanden sind, zu korrigieren.
Umsetzung: Einführung von Zwischenkorrekturen, bei denen das Werkstück geprüft und auf Abweichungen eingestellt wird. Dies kann ein erneutes Biegen oder die Verwendung spezieller Korrekturwerkzeuge zum Richten des Werkstücks beinhalten.
Sicherstellung eines bestimmten Winkels zwischen Materialien und Biegerichtung:
Begründung: Die Ausrichtung der Materialfaserrichtung auf die Biegerichtung kann die Wahrscheinlichkeit einer ungleichmäßigen Verformung verringern.
Umsetzung: Analysieren Sie die Kornstruktur des Materials und passen Sie die Ausrichtung des Werkstücks so an, dass die Biegekraft in eine Richtung wirkt, die die Durchbiegung minimiert. Dies bedeutet häufig, dass die Biegung senkrecht zur Faserrichtung erfolgt.
Zusätzliche Empfehlungen:
Instandhaltung von Werkzeugen: Regelmäßige Inspektion und Wartung der Biegewerkzeuge, um sicherzustellen, dass sie in gutem Zustand und richtig ausgerichtet sind.
Auswahl des Materials: Wählen Sie für kritische Anwendungen Materialien mit konstanten Eigenschaften und minimalen Eigenspannungen.
Simulation und Prüfung: Verwenden Sie computergestütztes Design (CAD) und Finite-Elemente-Analyse (FEA), um den Biegeprozess zu simulieren und mögliche Verformungsprobleme vor der eigentlichen Produktion vorherzusagen.
14. Werkstück mit Einschnitt, der eine Durchbiegung nach unten verursacht
Ursachenanalyse:
Wenn ein Werkstück mit einem Einschnitt bearbeitet wird, neigt das Material am Einschnitt dazu, sich zu öffnen, wodurch sich die beiden geraden Kanten nach links und rechts nach außen bewegen. Diese Bewegung führt zu einer Durchbiegung nach unten an der Unterseite des Werkstücks. Dieses Phänomen wird häufig bei der Blechbearbeitung beobachtet, wo die Integrität des Materials durch Schnitte oder Einschnitte beeinträchtigt wird, was zu Verformungen führt.
Lösungen:
Verbessern Sie die Werkstückstruktur
Verstärkung: Verstärken Sie die Bereiche um den Einschnitt, um die strukturelle Integrität während der Verarbeitung zu erhalten. Dies kann durch das Hinzufügen temporärer Stützen oder die Verwendung eines steiferen Materials erreicht werden.
Optimierung des Designs: Gestalten Sie das Werkstück so um, dass die Auswirkungen von Einschnitten minimiert werden. Dies kann eine Änderung der Form oder das Hinzufügen von Merkmalen zur gleichmäßigeren Verteilung der Spannung beinhalten.
Erhöhung der Verarbeitungszulage bei Einschnitten
Verbinden von Inzisionen: Erhöhen Sie die Bearbeitungszugabe an den Einschnitten, um sie vorübergehend zu verbinden. Das bedeutet, dass eine kleine Materialbrücke verbleibt, die die Kanten während des Biegens zusammenhält. Nach Abschluss des Biegevorgangs können diese Brücken abgeschnitten werden.
Vorbiegen von Schnitten: Führen Sie erste Schnitte durch, die das Material nicht vollständig durchdringen, und biegen Sie es anschließend. Sobald das Biegen abgeschlossen ist, beenden Sie die Schnitte, um die Teile zu trennen.
Zusätzliche Überlegungen:
Auswahl des Materials: Wählen Sie Materialien mit höherer Dehnbarkeit und Festigkeit, um die Wahrscheinlichkeit einer Durchbiegung zu verringern.
Werkzeuganpassungen: Verwenden Sie spezielle Werkzeuge, die das Werkstück während der Bearbeitung besser abstützen können und so die Gefahr der Durchbiegung verringern.
Prozess-Parameter: Passen Sie die Bearbeitungsparameter wie Schnittgeschwindigkeit und Kraft an, um die Belastung des Werkstücks zu minimieren.
15. Schlupfmaterial bei der Verarbeitung
Ursachenanalyse:
Bei der Auswahl der Biegematrize ist es üblich, eine V-Nut-Breite zu wählen, die das 4- bis 6-fache der Materialstärke (T) beträgt. Es kann jedoch zu Schlupf kommen, wenn die Größe der Biegung weniger als die Hälfte der Breite der gewählten V-Nut beträgt. Dies liegt daran, dass das Material in der übergroßen V-Nut nicht genügend Halt findet, was zu Instabilität während des Biegevorgangs führt.
Problem:
Das Hauptproblem besteht darin, dass die gewählte V-Nut zu groß für das zu biegende Material ist, was dazu führt, dass das Material während der Bearbeitung verrutscht.
Lösungen:
1. Methode der Mittellinienabweichung (Exzenter-Bearbeitung)
Wenn die Größe des zu biegenden Materials weniger als die Hälfte des 4- bis 6-fachen T beträgt, muss der überschüssige Raum in der V-Nut unbedingt ausgeglichen werden. Dies kann durch eine exzentrische Bearbeitung erreicht werden, bei der das Material außermittig positioniert wird, um einen besseren Kontakt und Halt in der V-Nut zu gewährleisten.
2. Padding-Verarbeitung
Eine weitere effektive Lösung ist die Verwendung von Polstern, um den überschüssigen Raum in der V-Nut auszufüllen. Diese Polsterung bietet dem Material zusätzlichen Halt und verhindert ein Verrutschen während des Biegevorgangs.
3. Biegen mit einer kleinen V-Nut und Pressen mit einer großen V-Nut
In Situationen, in denen eine kleine V-Nut für die anfängliche Biegung erforderlich ist, aber eine größere V-Nut für das abschließende Pressen benötigt wird, kann ein kombinierter Ansatz verwendet werden. Beginnen Sie mit dem Biegen des Materials mit einer kleinen V-Nut, um Stabilität zu gewährleisten, und pressen Sie dann mit einer größeren V-Nut, um den gewünschten Biegeradius zu erreichen.
4. Wählen Sie eine kleinere V-Nut
Die einfachste Lösung besteht darin, eine kleinere V-Nut zu wählen, die für die Materialstärke und die Biegegröße besser geeignet ist. Dadurch wird sichergestellt, dass das Material während des gesamten Biegevorgangs ausreichend gestützt wird, wodurch die Gefahr des Verrutschens verringert wird.
16. Innere Biegebreite und Überlegungen zur Standardform
Ursachenanalyse:
Bei Biegevorgängen mit einer Abkantpresse muss die innere Biegebreite oft schmaler sein als die Standardformbreite. Hier sind die wichtigsten Faktoren und Überlegungen:
Standardbreite des Unterwerkzeugs: Die untere Matrize einer Biegemaschine hat in der Regel eine Mindeststandardbreite, oft um die 10 mm. Dies ist entscheidend, um sicherzustellen, dass die Matrize das zu biegende Material aufnehmen kann, ohne Schäden oder Ungenauigkeiten zu verursachen.
Material Dicke: Um ein effektives Biegen zu ermöglichen, muss die Materialstärke geringer sein als die Mindestbreite der unteren Matrize. Ist das Material zu dick, kann es zu unsachgemäßem Biegen und möglichen Schäden am Gerät führen.
Biegewinkel und Länge: Beim Biegen in einem 90-Grad-Winkel muss die Länge der Biegung bestimmten geometrischen Bedingungen entsprechen. Die Formel √2 (L + V / 2) + T hilft bei der Bestimmung der Mindestlänge, die für eine korrekte Biegung erforderlich ist, wobei:
𝐿L ist die Länge der Biegung.
𝑉V ist die Breite der V-Matrizenöffnung.
𝑇T ist die Materialstärke.
Form Fixierung: Um ein Verrutschen der Form zu verhindern, was zu Materialausschuss oder Sicherheitsrisiken führen kann, muss die Form sicher auf der Formunterlage befestigt werden. Diese Fixierung sollte keine Bewegung nach oben zulassen, um die Stabilität während des Biegevorgangs zu gewährleisten.
Lösungen:
Um das Problem zu lösen, dass die innere Biegebreite schmaler ist als die Standardformbreite, können Sie die folgenden Lösungen in Betracht ziehen:
Größe der Biegung erhöhen:
Verhandlung mit dem Kunden: Besprechen Sie mit dem Kunden die Möglichkeit, die Größe der Biegung zu vergrößern. Dies kann dazu beitragen, eine breitere innere Biegung zu erreichen, die mit der Standardformbreite kompatibel ist.
Design-Anpassungen: Ändern Sie die Konstruktionsspezifikationen, um eine breitere Biegung zu ermöglichen, und stellen Sie sicher, dass sie in die Standardformparameter passt.
Spezielle Verarbeitung der Form:
Kundenspezifische Formherstellung: Erstellen Sie eine kundenspezifische Form, die speziell für engere innere Biegungen ausgelegt ist. Dies kann spezielle Bearbeitungen und Designanpassungen erfordern.
Verbesserte Formmerkmale: Merkmale, die ein präzises Biegen von schmaleren Breiten ermöglichen, ohne die Integrität der Form oder des Materials zu beeinträchtigen.
Einsatz von Schleifwerkzeugen:
Präzisionsschleifen: Verwenden Sie Schleifwerkzeuge, um die gewünschte innere Biegebreite zu erreichen. Diese Methode kann zwar die Bearbeitungskosten erhöhen, bietet aber ein hohes Maß an Präzision und kann für kleine oder spezielle Biegearbeiten effektiv sein.
Kosten-Nutzen-Analyse: Beurteilen Sie die Kostenauswirkungen der Verwendung von Schleifwerkzeugen im Vergleich zu anderen Methoden. In einigen Fällen können die höheren Bearbeitungskosten durch die verbesserte Genauigkeit und Qualität der Biegung gerechtfertigt sein.
17. Nähe des Lochs zur Biegelinie
Ursachenanalyse:
Wenn ein Loch in einem Blechteil zu nahe an der Biegelinie positioniert ist, kann der Biegevorgang dazu führen, dass das Material um das Loch herum zieht und sich verzieht. Dieses Problem ist besonders ausgeprägt, wenn der Abstand zwischen dem Loch und der Biegelinie, bezeichnet als 𝐿Lkleiner als ein kritischer Wert ist. Dieser kritische Wert liegt typischerweise zwischen dem 4- bis 6-fachen der Blechdicke 𝑇T geteilt durch 2. Mathematisch kann dies wie folgt ausgedrückt werden:
𝐿<4𝑇/2 bis 6𝑇/2
Während des Biegevorgangs wirken Zugkräfte auf das Material, die zu Durchzug und Verformung führen können, wenn 𝐿L unzureichend ist. Der Grund dafür ist, dass das Material um das Loch herum stark belastet wird und sich dadurch verformt.
Mindestabstand 𝐿L für verschiedene Blechdicken
Der Mindestabstand 𝐿L für verschiedene Blechdicken kann auf der Grundlage der Nutbreite der Standardform bestimmt werden. Dadurch wird sichergestellt, dass das Material beim Biegen nicht übermäßig beansprucht wird, was Durchzug und Verformung verhindert.
Lösungen:
Um das Problem, dass die Löcher zu nahe an der Biegelinie liegen, zu entschärfen, gibt es verschiedene Lösungen:
Vergrößern der Biegung und Beschneiden des Saums nach der Formung:
Durch die Vergrößerung der Biegung kann die Spannungsverteilung um das Loch herum verbessert werden, wodurch die Wahrscheinlichkeit des Durchziehens verringert wird. Nach dem Formen kann der Saum auf die gewünschten Abmessungen zugeschnitten werden.
Erweitern Sie die Bohrung bis zur Biegelinie:
Wenn das Aussehen und die Funktion des Teils nicht beeinträchtigt werden und der Kunde zustimmt, kann das Loch bis zur Biegelinie erweitert werden. Dies kann dazu beitragen, die Belastung gleichmäßiger zu verteilen.
Secant- oder Crimping-Verarbeitung verwenden:
Um die Spannungsverteilung um das Loch herum zu verändern und damit die Gefahr des Durchziehens zu verringern, können Sekanten- oder Crimptechniken eingesetzt werden.
Exzentrische Bearbeitung der Form:
Durch die exzentrische Bearbeitung der Form kann die Spannungskonzentration um das Loch herum minimiert werden, was eine Verformung beim Biegen verhindert.
Ändern Sie die Größe der Bohrung:
Auch eine Anpassung der Lochgröße kann zur Verringerung der Spannungskonzentration beitragen. Dazu kann es erforderlich sein, das Loch zu vergrößern oder seine Form zu ändern, um die Kräfte beim Biegen besser zu verteilen.
18. Analyse der Verformung beim Biegeprozess
Im Rahmen der Blechbearbeitung, insbesondere bei Biegevorgängen, ist der Abstand 𝐿L zwischen der gezogenen Kante und der Biegelinie spielt eine entscheidende Rolle bei der Bestimmung der Qualität der Biegung. Wenn dieser Abstand zu klein ist, kann es zu unerwünschten Verformungen kommen. Gehen wir näher auf die Ursache und mögliche Lösungen für dieses Problem ein.
Ursachenanalyse:
Wenn die Entfernung 𝐿L zwischen der gezogenen Kante und der Biegelinie weniger als 4𝑇/2 bis 6𝑇/2 beträgt (wobei 𝑇T ist die Blechdicke), neigt das Material zu Verformungen. Diese Verformung entsteht, weil das Material während des Biegevorgangs mit der unteren Form in Berührung kommt. Der unzureichende Abstand ermöglicht es dem Material nicht, sich frei zu biegen, was zu Spannungskonzentrationen und anschließender Verformung führt.
Lösungen:
Um dieses Problem zu entschärfen, können verschiedene Strategien angewandt werden:
1. Sekanten- oder Quetschverarbeitung verwenden
Die Sekanten- oder Crimpverarbeitung kann dazu beitragen, den Materialfluss zu steuern und die Spannungskonzentrationen, die zu Verformungen führen, zu verringern. Bei diesen Verfahren wird ein kontrolliertes Verformungsmuster erzeugt, das die Spannungen gleichmäßiger über das Material verteilt.
2. Ändern Sie die Materialgröße
Die Anpassung der Abmessungen des Materials kann dazu beitragen, dass der Abstand 𝐿L innerhalb des akzeptablen Bereichs liegt. Dazu kann es erforderlich sein, die Größe des Rohlings zu erhöhen oder das Design zu ändern, um mehr Platz zwischen der gezogenen Kante und der Biegelinie zu schaffen.
3. Spezielle Formverarbeitung einsetzen
Spezialisierte Formen können so gestaltet werden, dass sie den besonderen Anforderungen des Biegeprozesses gerecht werden. Diese Formen können dazu beitragen, den Materialfluss zu steuern und die Wahrscheinlichkeit von Verformungen zu verringern, indem sie eine bessere Unterstützung bieten und Kontaktpunkte, die Spannungskonzentrationen verursachen, reduzieren.
4. Exzentrische Bearbeitung der Form
Bei der exzentrischen Bearbeitung der Form wird die Form so gestaltet, dass sie den kleinen Abstand 𝐿 ausgleicht.L. Dazu können außermittige Merkmale oder Anpassungen gehören, die es dem Material ermöglichen, sich zu biegen, ohne in direkten Kontakt mit der unteren Form zu kommen, wodurch das Risiko einer Verformung verringert wird.
19. Lange Abflachungsseite steigt nach der Abflachung an
Ursachenanalyse:
Es kann vorkommen, dass die lange Abflachungskante während des Abflachungsvorgangs nicht fest anliegt, so dass sie sich an den Enden aufrichtet. Dieses Problem hängt weitgehend von der Position der Abflachung ab, so dass es wichtig ist, die Positionierung während des Abflachungsvorgangs genau zu beachten.
Lösungen:
Vorbiegen des Aufwärtswinkels: Bevor Sie die tote Kante biegen, biegen Sie zuerst den Winkel nach oben, wie in der Abbildung gezeigt. Dieser Schritt vor dem Biegen hilft dabei, das Material richtig auszurichten und verringert die Tendenz, dass sich die Kante hebt.
Verflachen in mehreren Schritten: Anstatt zu versuchen, die Kante in einem einzigen Schritt zu glätten, führen Sie die Glättung in mehreren Schritten durch. Dieses schrittweise Vorgehen ermöglicht eine bessere Kontrolle und verringert das Risiko, dass die Kante ansteigt.
Drücken Sie zuerst die Taste Ende: Drücken Sie zunächst das Ende des Materials an, um die tote Seite nach unten zu biegen. Dieses anfängliche Andrücken hilft, das Material zu sichern, und verhindert, dass sich die Kante während der nachfolgenden Glättungsschritte hebt.
Abflachung des Wurzelteils: Konzentrieren Sie sich darauf, zuerst den Wurzelbereich des Materials zu glätten. Wenn die Wurzel richtig geglättet ist, entsteht eine stabile Basis, die die Wahrscheinlichkeit verringert, dass sich die Kante hebt.
Vorsichtsmaßnahmen:
Liebe zum Detail: Achten Sie genau auf die Positionierung und Ausrichtung des Materials während des gesamten Glättungsprozesses.
Qualitätskontrolle: Überprüfen Sie regelmäßig die Qualität des Glättungsprozesses, um sicherzustellen, dass die Ränder gut haften und sich nicht aufrichten.
Wartung der Werkzeuge: Vergewissern Sie sich, dass die zum Glätten verwendeten Werkzeuge und Geräte in gutem Zustand und richtig kalibriert sind.
20. Großflächige Zugbrückenbrüche
Ursachenanalyse:
Die Hauptursache für Brüche bei großen Zugbrücken ist die starke Dehnung und das Brechen des Materials. Dies kann durch mehrere Faktoren verursacht werden:
Dehnen und Brechen von Materialien: Durch die große Höhe der Zugbrücke kann das Material übermäßig gedehnt werden, was zu Brüchen führen kann.
Unzureichende Schärfung oder stumpfe Formecken: Wenn die speziellen Formecken nicht ausreichend geschärft sind, können sie zu Spannungskonzentrationen beitragen, die zu Materialversagen führen.
Schlechte Materialzähigkeit: Materialien mit geringer Zähigkeit sind anfälliger für Brüche unter Belastung.
Schmale Zugbrücke: Eine schmale Zugbrücke kann die Belastung auf eine kleinere Fläche konzentrieren, was die Wahrscheinlichkeit von Brüchen erhöht.
Lösungen:
Um diese Probleme anzugehen und Brüche bei großen Zugbrücken zu verhindern, können die folgenden Lösungen eingesetzt werden:
Verlängern des Prozesslochs: Durch die Verlängerung des Prozesslochs auf einer Seite der Fraktur kann die Spannungsverteilung verbessert werden, wodurch die Wahrscheinlichkeit von Frakturen verringert wird.
Vergrößerung der Breite der Ziehbrücke: Eine breitere Zugbrücke kann die Belastung auf eine größere Fläche verteilen, wodurch das Risiko eines Materialversagens sinkt.
Reparieren und Optimieren von Formenecken: Die Reparatur des speziellen R-Winkels der Form und die Vergrößerung des Bogenübergangs können dazu beitragen, Spannungskonzentrationen zu verringern und die Dehnungsfähigkeit des Materials zu verbessern.
Schmiermittel hinzufügen: Das Auftragen von Schmiermittel auf die Zugbrücke kann die Reibung und die damit verbundene Belastung verringern. Diese Methode hat jedoch ihre Grenzen:
Dadurch kann die Oberfläche des Werkstücks verschmutzt werden.
Es ist nicht geeignet für Aluminiumteile (AL) und andere Materialien, bei denen die Oberflächenreinheit kritisch ist.
21. Größenänderungen bei der Verarbeitung von Spezialformen
Ursachenanalyse:
Bei der Bearbeitung von Sonderformen kann sich die Bearbeitungsgröße aufgrund verschiedener Faktoren ändern. Eine Hauptursache ist die Verschiebung des Werkstücks. Diese Verschiebung ist häufig das Ergebnis einer Vorwärtspresskraft, die während der Bearbeitung ausgeübt wird. Dies hat zur Folge, dass der kleine Winkel 𝐿L des vorderen Teils des Werkstücks zunimmt. Diese Veränderung kann zu Ungenauigkeiten bei den Endmaßen des bearbeiteten Werkstücks führen.
Lösungen:
Um das Problem der Größenänderungen bei der Verarbeitung von Sonderformen zu entschärfen, können die folgenden Lösungen eingesetzt werden:
Schatten im Bild entfernen:
Stellen Sie sicher, dass das Werkstück und die Form während der Bearbeitung gut sichtbar sind. Schatten können wichtige Details verdecken und zu Fehlern bei der Positionierung und Ausrichtung führen. Sorgen Sie für eine angemessene Beleuchtung und passen Sie die Position der Lichtquellen an, um Schatten zu vermeiden.
Ersetzen Sie verschlissene selbstpositionierende Teile:
Mit der Zeit können die selbstpositionierenden Teile der Form verschleißen, was zu Ungenauigkeiten bei der Positionierung führt. Überprüfen Sie diese Teile regelmäßig und ersetzen Sie sie bei Bedarf. Die Verwendung von rückwärtsgerichteten Strukturen kann eine bessere Positionierung ermöglichen und die Wahrscheinlichkeit einer Verschiebung verringern.
Implementierung einer externen Systemanalyse:
Obwohl keine Suche erforderlich ist, kann die Durchführung einer externen Systemanalyse dabei helfen, andere mögliche Ursachen für Größenänderungen zu ermitteln. Diese Analyse kann die Untersuchung der gesamten Verarbeitungsanlage, einschließlich der Maschinen, Werkzeuge und Umgebungsbedingungen, umfassen.
22. Inkonsistente Gesamtgröße der Ausblendung
Ursachenanalyse:
Fehler bei der Projektbereitstellung: Fehler in der Anfangs- und Planungsphase können zu Ungenauigkeiten bei den Endmaßen der Stanzung führen.
Falsche Einzugsgröße: Fehler bei der Materialzuführung können zu Abweichungen von den vorgesehenen Maßen führen und die Gesamtgröße des Zuschnitts beeinträchtigen.
Lösungen:
Abweichungsberechnung und Verteilung:
Berechnung der Abweichung: Ermitteln Sie die Gesamtabweichung vom Sollmaß und berechnen Sie die jeder Biegung zugeordnete Abweichung.
Vertriebstoleranz: Beurteilen Sie, ob die berechnete Verteilungstoleranz innerhalb des zulässigen Bereichs liegt. Wenn dies der Fall ist, kann das Werkstück als akzeptabel angesehen werden.
Einstellen der V-Nut-Größe:
Größe zu groß: Wenn die Gesamtgröße des Zuschnitts zu groß ist, verwenden Sie eine kleinere V-Nut. Diese Anpassung kann helfen, die gewünschten Abmessungen zu erreichen, indem die Materialdehnung beim Biegen verringert wird.
Größe zu klein: Wenn die Gesamtgröße zu klein ist, verwenden Sie eine größere V-Nut. Dies kann dazu beitragen, die Dehnung des Materials zu erhöhen, die kleinere Größe zu kompensieren und sie in den akzeptablen Bereich zu bringen.
23. Abplatzen oder Lockerung des Ziehlochs nach dem Nieten und daraus resultierende Verformung
Ursachenanalyse:
Abplatzungen:
Kleiner R-Winkel des Ziehlochs: Ein kleiner Radius (R) an der Ziehöffnung kann zu einer Spannungskonzentration führen, die ein Abplatzen oder Abplatzen des Materials verursacht.
Übermäßiger Grat am Flansch: Grate, d. h. raue Kanten oder Vorsprünge, die nach dem Schneiden oder Bearbeiten auf dem Material zurückbleiben, können ebenfalls zu Abplatzungen beitragen, da sie zusätzliche Spannungspunkte schaffen.
Lose Nieten:
Unsachgemäße Ausrichtung von Ziehlöchern: Wenn die Zuglöcher nicht richtig ausgerichtet sind, kann der Niet die Materialien nicht wirksam befestigen, was zu einem losen Sitz führt.
Verformung:
Versetzte Löcher: Eine Fehlausrichtung der Löcher während des Nietvorgangs kann zu einer ungleichmäßigen Spannungsverteilung und damit zu einer Verformung des Materials führen.
Falsche Nietmethode: Die Verwendung einer ungeeigneten Niettechnik kann ebenfalls zu Verformungen führen, da die erforderliche Kraft nicht gleichmäßig aufgebracht wird.
Lösungen:
Verhinderung von Abplatzungen:
Verwenden Sie einen Körner mit größerem R-Winkel: Ein größerer Radius am Körner kann dazu beitragen, die Belastung gleichmäßiger um das Ziehloch herum zu verteilen, wodurch die Wahrscheinlichkeit von Abplatzungen verringert wird.
Aufmerksamkeit für Grate: Stellen Sie sicher, dass die Grate um die Ziehbohrung herum während des Bördelvorgangs minimiert oder entfernt werden, um Spannungskonzentrationen zu vermeiden.
Sicherstellung der korrekten Vernietung:
Druck erhöhen und Räumung vertiefen: Die Anwendung von höherem Druck und die Vertiefung des Räumvorgangs können dazu beitragen, dass die Niete besser sitzt.
Verwenden Sie einen Körner mit größerem R-Winkel: Dies kann auch dazu beitragen, eine bessere Ausrichtung und einen besseren Sitz des Niets zu erreichen.
Behandlung von Ausrichtungsfehlern und Nietverfahren:
Korrekte Ausrichtung der Löcher: Stellen Sie sicher, dass alle Löcher vor dem Nieten richtig ausgerichtet sind. Dies kann durch die Verwendung präziser Messwerkzeuge und Ausrichttechniken erreicht werden.
Richtige Nietmethode verwenden: Wählen Sie die für den jeweiligen Werkstoff und die Anwendung geeignete Nietmethode. Dazu gehören die Verwendung des richtigen Niettyps, die Anwendung der richtigen Kraft und die Gewährleistung einer gleichmäßigen Druckverteilung.
24. Schiefes Nieten des Bolzens oder verformtes Werkstück nach dem Nieten
Ursachenanalyse:
Werkstück während der Bearbeitung nicht geglättet
Wenn das Werkstück vor dem Nietvorgang nicht richtig geglättet wird, kann es zu Ausrichtungsfehlern und Verformungen kommen.
Ungleichmäßige Kraft oder übermäßiger Druck auf der Unterseite
Die Anwendung ungleichmäßiger Kraft oder übermäßigen Drucks beim Nieten kann dazu führen, dass sich das Werkstück verdreht oder verformt.
Lösungen:
Abflachen des Werkstücks beim Einpressen des Stiftes
Stellen Sie sicher, dass das Werkstück vor Beginn des Nietvorgangs gründlich geglättet wird. Dies kann durch die Verwendung geeigneter Werkzeuge oder Techniken zum Abflachen erreicht werden.
Verwenden Sie einen Stützrahmen
Der Einsatz eines Stützrahmens kann dazu beitragen, die Ausrichtung und Stabilität des Werkstücks während des Nietvorgangs zu erhalten. Dadurch wird das Risiko von Schrägstellung und Verformung verringert.
Den Druck neu einstellen
Passen Sie den Druck, der während des Nietvorgangs ausgeübt wird, sorgfältig an. Achten Sie darauf, dass der Druck gleichmäßig verteilt wird, um ein Verziehen oder Verformen zu verhindern.
Erhöhen Sie den Spannungsbereich an der Unterseite und verringern Sie den Kraftbereich an der Oberseite
Durch Vergrößerung des Spannungsbereichs auf der Unterseite und Verringerung des Kraftbereichs auf der Oberseite können Sie eine ausgewogenere Kraftverteilung erreichen. Dies trägt dazu bei, die Integrität des Werkstücks zu erhalten und Verformungen zu vermeiden.
Zusätzliche Empfehlungen:
Regelmäßige Wartung und Kalibrierung von Nietmaschinen
Stellen Sie sicher, dass die Nietausrüstung regelmäßig gewartet und kalibriert wird, um eine gleichbleibende Leistung zu gewährleisten. Dies trägt dazu bei, dass während des Prozesses die richtige Menge an Kraft und Druck aufgebracht wird.
Schulung für Bediener
Sorgen Sie für eine angemessene Schulung der Bediener, um sicherzustellen, dass sie die Bedeutung einer ordnungsgemäßen Ausrichtung, Druckeinstellung und der Verwendung von Stützrahmen während des Nietvorgangs verstehen.
Qualitätskontrollen
Führen Sie in verschiedenen Phasen des Nietprozesses Qualitätskontrollen durch, um eventuelle Probleme frühzeitig zu erkennen und zu beheben. Dies trägt dazu bei, die Gesamtqualität des Werkstücks zu erhalten.
25. Nicht parallele Seiten nach versetztem Biegen
Ursachenanalyse:
Falsche Werkzeugkalibrierung
Wenn die Form nicht richtig kalibriert ist, kann es zu Ungenauigkeiten beim Biegen kommen, was zu nicht parallelen Seiten führt.
Unsachgemäße Einstellung der oberen und unteren Matrizendichtungen
Die Dichtungen zwischen der oberen und unteren Matrize spielen eine entscheidende Rolle bei der Aufrechterhaltung der Ausrichtung. Wenn diese Dichtungen nicht richtig eingestellt sind, kann es zu Ausrichtungsfehlern kommen.
Nicht identische obere und untere Matrizenflächen
Die Oberflächen von Ober- und Unterstempel müssen identisch sein, um eine gleichmäßige Biegung zu gewährleisten. Jede Abweichung kann zu ungleichmäßiger Biegung und nicht parallelen Seiten führen.
Lösungen:
Die Form neu kalibrieren
Stellen Sie sicher, dass die Form korrekt kalibriert ist. Dabei werden die Einstellungen der Form überprüft und angepasst, um die Präzision des Biegeprozesses zu gewährleisten.
Einstellen der Dichtungen
Erhöhen oder verringern Sie die Dicke der Dichtungen zwischen der oberen und unteren Matrize, um eine korrekte Ausrichtung zu erreichen. Diese Einstellung trägt dazu bei, die Parallelität der Seiten zu erhalten.
Exzentrische Verarbeitung für die Form verwenden
Anwendung exzentrischer Verarbeitungstechniken zur Korrektur von Ausrichtungsfehlern. Dabei wird die Form angepasst, um Exzentrizitäten im Biegeprozess auszugleichen.
Identische obere und untere Formoberflächen sicherstellen
Überprüfen Sie, ob die Oberflächen der Ober- und Unterformen identisch sind. Dies kann bedeuten, dass die Oberflächen der Formen bearbeitet oder poliert werden müssen, um sicherzustellen, dass sie einheitlich und frei von Abweichungen sind.
Zusätzliche Tipps:
Regelmäßige Wartung und Inspektion
Regelmäßige Inspektion und Wartung der Formen und Gesenke, um sicherzustellen, dass sie in optimalem Zustand bleiben. Dazu gehört auch die Überprüfung auf Verschleiß und die Vornahme notwendiger Anpassungen oder Ersatzbeschaffungen.
Verwenden Sie Präzisionsmesswerkzeuge
Verwenden Sie Präzisionsmessgeräte, um die Ausrichtung und Parallelität der Seiten nach dem Biegen zu überprüfen. Dies hilft, eventuelle Probleme sofort zu erkennen und zu beheben.
26. Tiefe Falten auf der Produktoberfläche
Ursachenanalyse:
Kleine V-Nut in der unteren Matrize
Erläuterung: Eine kleinere V-Nut in der unteren Matrize kann die Biegekraft auf eine kleinere Fläche konzentrieren, was zu tieferen Falten auf der Produktoberfläche führt.
Kleiner R-Winkel der V-Nut im Untergesenk
Erläuterung: Ein kleinerer Radius (R) in der V-Nut kann zu schärferen Biegungen führen, was die Wahrscheinlichkeit erhöht, dass sich tiefe Falten auf der Materialoberfläche bilden.
Das Material ist zu weich
Erläuterung: Weichere Materialien sind anfälliger für Verformungen und können unter Biegekräften leicht tiefe Falten bilden.
Lösungen:
Verwenden Sie eine große V-Nut für die Verarbeitung
Umsetzung: Durch den Wechsel zu einer größeren V-Nut in der unteren Matrize wird die Biegekraft auf einen größeren Bereich verteilt, wodurch die Tiefe der Falten auf der Produktoberfläche verringert wird.
Verwenden Sie eine Form mit einem großen R-Winkel
Umsetzung: Die Verwendung einer Form mit einem größeren Radius in der V-Nut sorgt für glattere Biegungen und minimiert die Bildung von tiefen Falten.
Verwenden Sie das Padding Bending (mit Metall oder Guss-Polyurethan)
Umsetzung: Das Einbringen von Polstermaterialien wie Metall oder Gusspolyurethan während des Biegevorgangs kann dazu beitragen, die Kraft gleichmäßiger zu verteilen und damit die Tiefe der Falten zu verringern. Die Polsterung wirkt wie ein Puffer, der einen Teil der Biegespannung aufnimmt und die Materialoberfläche schützt.
27. Verformung in der Nähe der Biegung nach dem Biegen
Ursachenanalyse:
Die Verformung in der Nähe der Biegung nach dem Biegevorgang ist darauf zurückzuführen, dass die Maschine mit einer zu hohen Geschwindigkeit arbeitet. Wenn die Aufwärtsbiegegeschwindigkeit der Maschine die Geschwindigkeit übersteigt, mit der der Bediener das Werkstück manuell halten und abstützen kann, führt dies zu einer ungleichmäßigen Kraftverteilung und anschließender Verformung. Diese Diskrepanz zwischen den Geschwindigkeiten kann dazu führen, dass das Werkstück während des Biegevorgangs nicht richtig ausgerichtet oder unterstützt wird, was zu unerwünschten Verformungen im Bereich der Biegung führt.
Lösungen:
Um dieses Problem zu lösen, können die folgenden Lösungen eingesetzt werden:
Verringern Sie die Laufgeschwindigkeit der Maschine: Durch die Verringerung der Betriebsgeschwindigkeit der Maschine kann der Biegevorgang kontrollierter und schrittweise erfolgen. Dadurch kann der Bediener das Werkstück besser kontrollieren und sicherstellen, dass es während des gesamten Biegevorgangs korrekt ausgerichtet und unterstützt wird. Eine niedrigere Geschwindigkeit verringert das Risiko von plötzlichen Bewegungen, die zu Verformungen führen können.
Erhöhen Sie die Handhaltegeschwindigkeit des Bedieners: Wenn der Bediener lernt, seine Handgeschwindigkeit zu erhöhen, kann dies dazu beitragen, dass seine Bewegungen mit dem Betrieb der Maschine synchronisiert werden. Diese Synchronisierung gewährleistet, dass das Werkstück gleichmäßig unterstützt wird, wodurch die Wahrscheinlichkeit einer Verformung verringert wird. Diese Lösung ist jedoch weniger praktikabel, da sie stark von der manuellen Geschicklichkeit und der Reaktionszeit des Bedieners abhängt.
Zusätzliche Empfehlungen:
Einsatz von Support-Tools: Der Einsatz von Hilfsmitteln wie Hinteranschlägen, Seitenstützen oder automatisierten Handhabungssystemen kann dazu beitragen, die Position und Ausrichtung des Werkstücks während des Biegevorgangs beizubehalten. Diese Hilfsmittel können für zusätzliche Stabilität sorgen und die Abhängigkeit von der manuellen Handhabung durch den Bediener verringern.
Regelmäßige Wartung und Kalibrierung: Wenn die Biegemaschine regelmäßig gewartet und kalibriert wird, kann dies zu einer konstanten Leistung beitragen. Eine ordnungsgemäße Wartung kann Probleme wie eine ungleichmäßige Kraftanwendung oder mechanischen Verschleiß verhindern, die zu Verformungen führen könnten.
Bedienerschulung: Eine umfassende Schulung der Bediener über die richtigen Handhabungstechniken und die Bedeutung der Synchronisierung mit der Maschinengeschwindigkeit kann ihre Fähigkeit zur effektiven Handhabung des Werkstücks verbessern. Die Schulungsprogramme können auch bewährte Praktiken für die Verwendung von Hilfswerkzeugen und die Handhabung verschiedener Arten von Materialien umfassen.
28. Rissbildung bei AL-Teilen während des Biegens
Teile aus Aluminium (AL) neigen beim Biegen aufgrund der einzigartigen Kristallstruktur des Materials zu Rissen. Diese Struktur macht Aluminium anfällig für Brüche entlang paralleler Linien während des Biegevorgangs.
Lösungen zur Verhinderung von Rissbildung:
Anpassen der Materialausrichtung beim Stanzen:
Drehen Sie das AL-Material: Bei der Vorbereitung des Aluminiumblechs zum Biegen ist es wichtig, das Material so zu drehen, dass die Biegerichtung senkrecht zur Maserung (Textur) des Aluminiums verläuft. Diese Einstellung trägt dazu bei, die Spannung gleichmäßiger über das Material zu verteilen, wodurch die Wahrscheinlichkeit der Rissbildung entlang der Faserlinien verringert wird.
Vergrößern Sie den Radius der oberen Matrize:
Verbessern Sie den R-Winkel: Eine Vergrößerung des Radius (R-Winkel) der oberen Matrize, die im Biegeprozess verwendet wird, kann die Spannungskonzentration auf dem Aluminiumteil erheblich reduzieren. Ein größerer Radius ermöglicht eine allmählichere Biegung, die das Risiko von Rissen minimiert, indem die Belastung des Materials verringert wird.
Zusätzliche Überlegungen:
Auswahl der Materialien: Die Wahl einer Aluminiumlegierung mit besserer Duktilität kann auch dazu beitragen, die Neigung zur Rissbildung beim Biegen zu verringern. Legierungen wie 5052 oder 6061 sind für ihre guten Biegeeigenschaften bekannt.
Vorheizen: Das Vorwärmen des Aluminiumblechs vor dem Biegen kann seine Verformbarkeit verbessern, wodurch es weniger anfällig für Risse wird.
Richtige Werkzeugbestückung: Die Sicherstellung, dass die Werkzeuge in gutem Zustand und frei von Mängeln sind, kann ebenfalls zu einem reibungsloseren Biegeprozess beitragen und das Risiko von Rissen verringern.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Blechteile entworfen und mit Präzision hergestellt werden? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Biegezugabe ein - ein...
Haben Sie sich jemals gefragt, wie sich verschiedene Materialien auf das Biegen von Blechen auswirken? In diesem aufschlussreichen Artikel teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Auswirkungen von Materialtypen, Dicke und...
Achtung an alle Blechverarbeiter und Konstrukteure! Kämpfen Sie damit, den optimalen Biegeradius für Ihre Projekte zu bestimmen? Dann suchen Sie nicht weiter! In diesem Blog-Beitrag werden wir uns mit dem...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Stellen Sie sich vor, Sie können Bleche biegen, ohne eine einzige Markierung oder einen Kratzer zu hinterlassen. In diesem Artikel untersuchen wir innovative Techniken für das markierungsfreie Biegen von Blechen und gehen dabei auf Herausforderungen wie Reibung, Materialhärte und...
Haben Sie sich jemals gefragt, wie Blechkonstrukteure die Genauigkeit ihrer Entwürfe sicherstellen? In diesem Blogbeitrag tauchen wir in die faszinierende Welt des Blechdesigns ein und erkunden...
Fällt es Ihnen schwer, genaue Blechteile zu entwerfen? Entschlüsseln Sie die Geheimnisse des K-Faktors, eines entscheidenden Konzepts in der Blechfertigung. In diesem Artikel entmystifiziert unser erfahrener Maschinenbauingenieur...
Hatten Sie schon einmal Probleme mit der genauen Abwicklung von Blechteilen? Dieser Artikel befasst sich mit der Kunst und der Wissenschaft, die hinter der Berechnung von Blechabwicklungen stehen. Entdecken Sie die wichtigsten Konzepte, Formeln und Techniken, die...
Wie lässt sich ein flaches Metallblech mit Präzision und Genauigkeit in komplexe Formen verwandeln? Die Antwort liegt in dem komplizierten Verformungsprozess des Blechbiegens. Dieser Artikel taucht...