Berechnung der Blechschnittkraft (basierend auf einer hydraulischen Guillotine)
Haben Sie sich schon einmal gefragt, warum manche Bleche perfekt flach sind, während andere sich verziehen und verzerren? Dieser Artikel lüftet die Geheimnisse hinter den Schnittkräften in rotierenden Tafelscheren. Sie erfahren, wie sich unterschiedliche Winkel und Abstände auf die Qualität und Effizienz der Blechschere auswirken. Machen Sie sich bereit, die Mechanik zu entdecken, die für Präzision bei jedem Schnitt sorgt!
Vergleich von Rotationsblechscheren und gewöhnlichen Blechscheren
Konstruktion der Klinge und Scherprozess
Im Vergleich zu gewöhnlichen Blechscheren haben die meisten rotierenden Blechscheren ein schräges Messerdesign. Diese Konstruktion ist vorteilhaft, weil sie einen effizienteren Scherprozess ermöglicht. Die schräge Klinge verringert die erforderliche Scherkraft und minimiert die Verformung des Blechs.
Vorteile der Rotationsblechschere
Rotierende Tafelscheren sind in der Industrie aufgrund mehrerer wichtiger Vorteile weit verbreitet:
Einfache Struktur: Die Konstruktion der rotierenden Tafelschere ist einfach, was die Wartung und den Betrieb vereinfacht.
Niedrige Ausfallrate: Die Einfachheit der Struktur trägt dazu bei, dass die Wahrscheinlichkeit eines mechanischen Versagens geringer ist.
Hoher Wirkungsgrad: Das schräge Messerdesign erhöht die Effizienz des Scherprozesses.
Minimale Blechverformung: Bei Blechen, die mit einer Rotationsblechschere bearbeitet werden, kommt es nicht zu Durchbiegungen, Verwerfungen oder Verzerrungen, was für die Qualität des Endprodukts entscheidend ist.
Schermechanismus
Beim Scherprozess wird der Messerträger der Schwingbalkenschere in eine Drehbewegung versetzt. Diese Drehbewegung ist wichtig, da sie den Schnittwinkel und den Scherspalt des Messers während des Prozesses verändert. Der veränderte Schnittwinkel und der Scherspalt tragen dazu bei, einen sauberen und präzisen Schnitt zu erzielen.
Designüberlegungen und Herausforderungen
Eine der Herausforderungen bei der Konstruktion von Rotationsscheren ist die Berechnung der Blechschnittkraft. Die derzeitige Konstruktionsmethodik berechnet die Schneidkraft häufig auf der Grundlage der Annahme einer geraden Bewegung des Messerträgers. In der Realität führt der Messerträger jedoch eine Drehbewegung aus. Diese Diskrepanz kann zu ungenauen Berechnungen der Schneidkraft führen, was zu Abweichungen bei der Auslegung führt und möglicherweise die normale Leistung der Maschine beeinträchtigt.
Berechnung der Schnittkraft
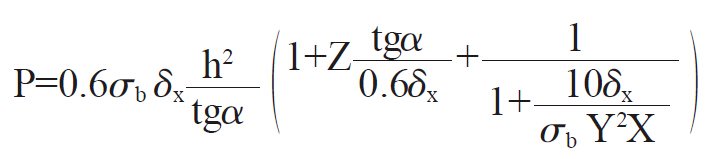
Bei der Berechnung der Schnittkraft für eine Schrägmesserschere mit geradlinig bewegtem Messerträger wird in erster Linie die Norshari-Formel verwendet, die von einem ehemaligen sowjetischen Wissenschaftler entwickelt wurde. Diese Formel ist entscheidend für die Bestimmung der für den Scherprozess erforderlichen Kraft, insbesondere bei Maschinen mit geradlinig bewegtem Messerträger.
In der Formel für die Schnittkraft:
σb - Grenzwert für die Zugfestigkeit der Platte,N/mm;
δx-Plattendehnungsverhältnis;
h-Plattenstärke, mm;
α- Schneidewinkel, °;
X、Y、Z - Bezieht sich jeweils auf Biegekraft Koeffizient, relativer Wert des seitlichen Spiels des Schneidmessers, Koeffizient des Pressmaterials.
Beschränkungen der Norshari-Formel
Die Norshari-Formel berücksichtigt nicht den sich während des Scherprozesses ändernden Scherfreistellungswinkel und geht von einem festen Scherspiel aus. Folglich ist sie nur auf Scheren anwendbar, deren Messerhalterung sich in einer geraden Bewegung bewegt.
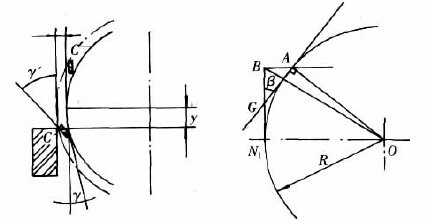
Scherentlastungswinkel und Scherspielraum
Während des Scherprozesses kann der Freiwinkel im Bereich von γ±β variieren. Die Qualität der Blechschere und die erforderliche Kraft sind sehr empfindlich gegenüber dem Scherspalt. Ein größerer Scherspalt erhöht den Anteil der Zugfunktion, was zu einer schlechteren Scherqualität führt. Für das Schneiden von Blechen mittlerer Dicke sollte der Scherspalt idealerweise zwischen 8% und 12% geregelt werden.
Rotierende Schermaschinen
Bei Rotationsschermaschinen ist das Erreichen des erforderlichen γ±β aufgrund des vereinfachten Messereinbauverfahrens eine Herausforderung. Wenn der Scherspalt den Erfahrungswert überschreitet, führt dies zu einer Änderung der Scherkraft. Eine Vergrößerung des Scherspaltes führt zu einem höheren relativen Wert des seitlichen Scherspiels und damit zu einer Erhöhung der zum Scheren erforderlichen Kraft.
Auswirkungen der Pulling-Funktion
Eine ausgeprägte Zugfunktion während des Schneidvorgangs erhöht die Scherkraft und den Leistungsverlust, verursacht eine plastische Verformung der Platte, erhöht die Reibung zwischen Klinge und Platte und verringert die Lebensdauer der Schere. Daher wird empfohlen, bei der Berechnung der Schneidkraft für Rotationsschermaschinen einen höheren relativen Wert für das seitliche Spiel des Schermessers und einen höheren Messerabstumpfungskoeffizienten zu wählen.
Praktisches Berechnungsbeispiel
Die Berechnung der Scherkraft für eine Schermaschine erfolgt in der Regel anhand einer technischen Formel. Die meisten Berechnungen basieren auf gewöhnlichen Q235-Stahlplatten, mit Umrechnungsfaktoren für andere Materialien:
Q235 Stahlplatte: Umrechnungsfaktor = 1
Q345 Stahlplatte: Umrechnungsfaktor = 1,4
304 Edelstahl: Umrechnungsfaktor = 2
Berechnungsbeispiel
Für eine 10 mm dicke und 6000 mm lange Q235-Stahlplatte: Querkraft=10×6000×23,5=1410000 N=141 Tonnen
Für ein Q345-Stahlblech: Querkraft=141×1,4=197,4 Tonnen
Für eine Platte aus rostfreiem Stahl 304: Querkraft=141×2=282 Tonnen
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie wählt man die richtige Blechschneidetechnik aus? Angesichts der zahlreichen Möglichkeiten, die von traditionellen Scheren bis hin zu modernen Laserschneidern reichen, kann die Wahl des besten Werkzeugs entmutigend sein. Dieser Artikel...
Die Blechschere ist, wie der Name schon sagt, eine Maschine, die zum Schneiden von Blechen verwendet wird. Die Materialauswahl basiert auf dem allgemeinen Q235 Blech. Wenn Sie Q345-Platten schneiden, dann...
Haben Sie sich jemals gefragt, wie diese massiven Stahlplatten mit solcher Präzision geschnitten werden? Treten Sie ein in die Welt der hydraulischen Schermaschinen - die unbesungenen Helden der Metallverarbeitungsindustrie....
Wie können Sie sicherstellen, dass Ihre Tafelschere sicher funktioniert und länger hält? Dieser Artikel befasst sich mit den wichtigsten Wartungsmaßnahmen für Tafelscheren, von der täglichen Kontrolle bis zur jährlichen Überholung. Sie lernen entscheidende...
Haben Sie sich jemals gefragt, welche Unternehmen in der Branche der hydraulischen Schermaschinen führend sind? Dieser Artikel befasst sich mit den 26 größten Herstellern weltweit und beschreibt ihre Geschichte, ihre Spezialgebiete und ihre globale Reichweite. Von alteingesessenen...
Haben Sie sich schon einmal gefragt, wie Sie die Effizienz und Sicherheit Ihrer Schermaschine optimieren können? In diesem Leitfaden finden Sie wichtige Tipps für den Betrieb und die Wartung dieser leistungsstarken Werkzeuge. Von der Auswahl der richtigen...
Funktioniert Ihre mechanische Schermaschine nicht so, wie sie sollte? In diesem Leitfaden finden Sie detaillierte Schritte zur Fehlerbehebung für häufige Probleme wie ungleichmäßige Scherbreiten, Probleme mit der Geradheit der Oberfläche, übermäßige...
Haben Sie sich jemals gefragt, wie massive Bleche mit minimalem Aufwand präzise geschnitten werden? In diesem Artikel erkunden wir die faszinierende Welt der hydraulischen Tafelscheren. Sie erfahren etwas über...
Haben Sie sich schon einmal gefragt, wie Fabriken mit minimalem Aufwand präzise Metallschnitte erzielen? Hier kommt die Ausklinkmaschine ins Spiel, ein vielseitiges Werkzeug, mit dem Metallplatten in verschiedenen Winkeln geschnitten werden können. Dieser Artikel...