Blechkonstruktionsrichtlinien für die Fertigung: Handbuch für Ingenieure
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter den eleganten Metallgehäusen Ihrer Lieblingsgeräte steckt? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Blechverarbeitung ein. Als erfahrener Maschinenbauingenieur gebe ich Einblicke in die Materialien, Prozesse und Designprinzipien, die flache Metallbleche in die komplexen Formen verwandeln, die unsere moderne Elektronik beherbergen. Machen Sie sich bereit, die modernsten Techniken und kreativen Problemlösungen kennenzulernen, die die Blechbearbeitung zu einem wichtigen Bestandteil der Produktentwicklung machen.
Die Blechbearbeitung ist ein umfassendes Kaltverarbeitungsverfahren für dünne Bleche, die in der Regel weniger als 6 mm dick sind. Diese vielseitige Fertigungsmethode umfasst eine breite Palette von Arbeitsgängen, darunter Scheren, Stanzen, Biegen, Schweißen, Nieten, Stanzformen und Oberflächenbehandlungen. Kennzeichnend für die Blechbearbeitung ist die gleichmäßige Dicke der einzelnen Teile.
Der Prozess der Blechbearbeitung kann grob in zwei Hauptrichtungen unterteilt werden:
Werkzeuglose Verarbeitung: Bei diesem Verfahren werden moderne CNC-Ausrüstungen (Computer Numerical Control) wie Stanzmaschinen, Laserschneidsysteme und Blechscheren eingesetzt, Abkantpressenund Nietmaschinen zur Herstellung von Blechteilen. Dieses Verfahren bietet hohe Flexibilität und eignet sich besonders für die Herstellung von Prototypen, Kleinserien oder komplexen Geometrien. Es bietet zwar eine hervorragende Präzision und Anpassungsfähigkeit, verursacht aber in der Regel höhere Stückkosten im Vergleich zur Gesenkbearbeitung.
Matrizenbearbeitung: Bei dieser Technik werden feste Werkzeuge, vor allem Stanz- und Umformwerkzeuge, eingesetzt, um Bleche zu formen. Die Matrizenverarbeitung ist für die Großserienproduktion optimiert und bietet erhebliche Kostenvorteile in der Großserienfertigung. Die anfängliche Investition in die Werkzeuge wird durch geringere Stückkosten und höhere Produktionsraten ausgeglichen.
Jede Methode hat ihre eigenen Vorteile, und die Wahl zwischen ihnen hängt von Faktoren wie Produktionsvolumen, Komplexität der Teile, Materialeigenschaften und wirtschaftlichen Überlegungen ab. In der modernen Blechfertigung werden häufig beide Methoden kombiniert, wobei die Stärken beider Verfahren genutzt werden, um Effizienz, Qualität und Kosteneffizienz für verschiedene Produktionsanforderungen zu optimieren.
Bleche sind die am häufigsten verwendeten Werkstoffe für die Konstruktion von Kommunikationsprodukten.
Das Verständnis für die umfassende Leistung von Materialien und die richtige Materialauswahl haben einen großen Einfluss auf Produktkosten, Produktleistung, Produktqualität und Verarbeitbarkeit.
Auswahlprinzip von Blechwerkstoffen
1) Verwenden Sie gängige Metallmaterialien, um die Materialspezifikationen zu reduzieren und so viel wie möglich im Rahmen des Materialhandbuchs des Unternehmens zu kontrollieren;
2) Reduzieren Sie bei ein und demselben Produkt die Vielfalt der Materialien und Blechdicken so weit wie möglich;
3) Unter der Prämisse, die Funktion der Teile zu gewährleisten, wird versucht, billige Materialien zu verwenden, den Materialverbrauch zu reduzieren und die Materialkosten zu senken;
4) Für den Schrank und einige große Steckdosen ist es notwendig, das Gewicht der gesamten Maschine zu reduzieren;
5) Neben der Prämisse, die Funktion der Teile zu gewährleisten, muss auch berücksichtigt werden, dass die Stanzleistung des Materials den Verarbeitungsanforderungen entsprechen muss, um die Rationalität und Qualität der Verarbeitung der Produkte zu gewährleisten.
Einführung mehrerer häufig verwendeter Platten
Stahlplatte
1) Kaltgewalztes Stahlblech
Kaltgewalztes Stahlblech ist die Abkürzung für kaltgewalztes Blech aus Kohlenstoffbaustahl.
Es wird aus einem warmgewalzten Band aus Kohlenstoffbaustahl zu einem Stahlblech mit einer Dicke von weniger als 4 mm kaltgewalzt.
Da es bei normaler Temperatur gewalzt wird, entsteht kein Eisenoxidzunder. Daher ist die Oberflächenqualität der Kühlplatte gut und die Maßgenauigkeit hoch.
Darüber hinaus ist die Ausglühvorgang hat es bessere mechanische Eigenschaften und eine bessere Prozessleistung als Warmgewalzter Stahl Blätter.
Üblicherweise werden die kohlenstoffarmen Stahlsorten 08F und 10# verwendet, die sich durch gute . und Biegeeigenschaften.
Bezieht sich auf das Verfahren der kontinuierlichen Abscheidung von Zink aus einer wässrigen Zinksalzlösung auf einem vorbereiteten Stahlband, um eine verzinkte Oberflächenschicht unter Einwirkung eines elektrischen Feldes auf einer galvanischen Verzinkungsanlage zu erhalten.
Aufgrund der Einschränkungen des Verfahrens ist die Beschichtung sehr dünn.
3) Kontinuierlich feuerverzinktes Stahlblech
Kontinuierlich feuerverzinktes Stahlblech wird bezeichnet als verzinktes Blech oder Weißblech.
Die kaltgewalzten, kontinuierlichen, feuerverzinkten Stahlbleche und Stahlbänder mit einer Dicke von 0,25 bis 2,5 mm werden zunächst in einem flammenbeheizten Vorwärmofen vorgewärmt, um Oberflächenrestöl abzubrennen.
Gleichzeitig bildet sich eine Eisenoxidschicht auf der Oberfläche.
Anschließend wird es in einem Reduktionsglühofen mit einem Gemisch aus H2 und N2 auf 710 bis 920 °C erhitzt, um die Eisenoxidschicht zu Eisenschwamm zu reduzieren.
Nachdem das oberflächenaktivierte und gereinigte Band auf eine Temperatur abgekühlt ist, die etwas höher ist als die des geschmolzenen Zinks, gelangt es bei 450-460 °C in den Zinktopf.
Die Oberflächenstärke der Zinkschicht wird mit einem Luftmesser kontrolliert.
Abschließend erfolgt eine Passivierung mit einer Chromatlösung zur Verbesserung der Weißrostbeständigkeit.
Im Vergleich zur Oberfläche des galvanisch verzinkten Blechs ist die Beschichtung dicker und wird hauptsächlich für Blechteile verwendet, die eine hohe Korrosionsbeständigkeit erfordern.
4) Aluminium-Zink-Platte
Die Aluminium-Zink-Legierungsbeschichtung der Aluminium-Zink-Platte besteht aus 55% Aluminium, 43,4% Zink und 1,6% Silizium bei 600° C.
Bildet eine dichte quaternäre Kristallschutzschicht mit ausgezeichneter Korrosionsbeständigkeit, die normale Lebensdauer von bis zu 25 Jahren, 3-6 mal länger als eine verzinktes Blech und vergleichbar mit rostfreiem Stahl.
Die Korrosionsbeständigkeit der Aluminium-Zink-Platte ergibt sich aus der Barrierefunktion des Aluminiums und dem Opferschutz des Zinks.
Wenn Zink für das Beschneiden, Kratzen und Zerkratzen der Beschichtung geopfert wird, bildet Aluminium eine unlösliche Oxidschicht, die als Barriere wirkt.
Die oben genannten Stahlbleche 2), 3) und 4) werden zusammenfassend als beschichtete Stahlbleche bezeichnet und finden breite Verwendung in Kommunikationsgeräten.
Nachdem die beschichtete Stahlplatte verarbeitet wird, kann es nicht mehr galvanisiert oder lackiert werden.
Der Einschnitt kann ohne besondere Behandlung direkt verwendet werden, und zur Verbesserung der Rostbeständigkeit des Einschnitts kann eine spezielle Phosphatierungsbehandlung durchgeführt werden.
Von der Kostenanalyse her wird das kontinuierliche galvanisch verzinkte Stahlblech verwendet, und der Verarbeitungsbetrieb muss die Teile nicht zur Galvanisierung schicken, was Zeit und Transportkosten spart.
Außerdem werden die Teile vor dem Sprühen nicht gebeizt, was die Verarbeitungseffizienz verbessert.
5) Rostfreier Stahl Platte
Aufgrund seiner hohen Korrosionsbeständigkeit, guten elektrischen Leitfähigkeit, hohen Festigkeit usw. ist es weit verbreitet.
Aber wir sollten auch ihre Unzulänglichkeiten berücksichtigen:
Der Preis des Materials ist sehr hoch, er beträgt das Vierfache eines gewöhnlichen verzinkten Blechs;
Die Materialfestigkeit ist hoch, und der Werkzeugverschleiß an der CNC-Stanzmaschine ist groß, was im Allgemeinen nicht für die Bearbeitung mit CNC-Stanzmaschinen geeignet ist;
Die Einnietmutter der Edelstahlplatte sollte aus einer hochfesten Spezial-Edelstahlnietmutter bestehen, die sehr teuer ist;
Wenn die Einnietmutter nicht vernietet ist, ist es oft notwendig, erneut punktzuschweißen;
Die Haftung des Oberflächensprays ist nicht hoch und die Qualität ist für die Kontrolle nicht geeignet;
Das Material schwankt stark, und das Biegen und Stanzen ist nicht einfach, um Form und Maßgenauigkeit zu gewährleisten.
Platten aus Aluminium und Aluminiumlegierungen
Die üblicherweise verwendeten Bleche aus Aluminium und Aluminiumlegierungen bestehen hauptsächlich aus den folgenden drei Materialien:
rostfreies Aluminium 3A21
rostfreies Aluminium 5A02
Hartaluminium 2A06
Rostschutzaluminium 3A21, die alte Marke LF21, ist eine AL-Mn-Legierung. Es ist das am meisten verwendete rostfreie Aluminium.
Die Festigkeit dieser Legierung ist nicht hoch (nur höher als die von reinem Industriealuminium) und kann nicht wärmebehandelt und verstärkt werden.
Daher wird die Kaltverformung häufig zur Verbesserung der mechanischen Eigenschaften eingesetzt. Im geglühten Zustand weist es eine hohe Plastizität auf, und die Plastizität ist bei der Halbkalthärtung gut.
Es hat eine geringe Plastizität, gute Korrosionsbeständigkeit und gute Schweißbarkeit bei der Kaltverfestigung.
Rostschutzaluminium 5A02 ist die alte Marke LF2 Serie AL-Mg Rostschutzaluminium.
Im Vergleich zu 3A21 hat 5A02 eine höhere Festigkeit, insbesondere eine hohe Ermüdungsfestigkeit, hohe Plastizität und Korrosionsbeständigkeit.
Die Wärmebehandlung kann nicht verstärkt werden, und die Schweißbarkeit durch Kontaktschweißen und Wasserstoff-Atomschweißen ist gut, und es besteht eine Tendenz zur Bildung von Kristallrissen während der Argon-Lichtbogenschweißenund die Legierung neigt bei der Kaltverfestigung zur Bildung von Kristallrissen.
Die Legierung ist im kaltgehärteten und halbkaltgehärteten Zustand gut zerspanbar, im geglühten Zustand ist die Zerspanbarkeit schlecht, und sie kann poliert werden.
Hartaluminium 2A06 ist das alte LY6, eine häufig verwendete Hartaluminiumsorte.
Hartes Aluminium und superhartes Aluminium haben höhere Festigkeit und Härte als gewöhnliche Aluminiumlegierungen und können als einige Plattenmaterialien verwendet werden.
Die Plastizität ist jedoch schlecht, und das Biegen kann nicht durchgeführt werden, und das Biegen kann Risse oder Sprünge im äußeren abgerundeten Teil verursachen.
Es gibt neue Normen für den Grad und den Status von Aluminiumlegierungen. Der Normcode für die Methode zur Darstellung der Güteklasse ist GB/T16474-1996, der Statuscode ist GB/T16475-1996, und die Vergleichstabelle mit der alten Norm ist in Tabelle 1-1 unten dargestellt:
Es gibt zwei Haupttypen von häufig verwendeten Blechen aus Kupfer und Kupferlegierungen: Kupfer T2 und Messing H62.
Kupfer T2 ist das am häufigsten verwendete reine Kupfer. Es hat ein violettes Aussehen und wird auch Kupfer genannt. Es hat eine hohe elektrische und thermische Leitfähigkeit, gute Korrosionsbeständigkeit und Formbarkeit.
Aber die Festigkeit und Härte sind viel geringer als bei Messing, und der Preis ist sehr teuer.
Es wird hauptsächlich als Korrosionselement für leitfähige, wärmeleitende und Konsumgüter verwendet. Es wird im Allgemeinen für Teile der Stromversorgung verwendet, die große Ströme führen müssen.
rass H62, ein hochzinkhaltiges Messing, hat eine hohe Festigkeit und eine ausgezeichnete Kalt- und Warmverformbarkeit und lässt sich leicht für verschiedene Formen von Pressearbeit und Schneiden.
Hauptsächlich verwendet für verschiedene Tiefzieh- und Biegekraft Seine Leitfähigkeit ist nicht so gut wie die von Kupfer, aber es hat eine bessere Festigkeit und Härte, und der Preis ist relativ moderat.
Um die Anforderungen an die elektrische Leitfähigkeit zu erfüllen, wird so oft wie möglich Messing H62 anstelle von Kupfer verwendet, wodurch die Materialkosten erheblich gesenkt werden können.
Die meisten der derzeitigen Stromschienen bestehen aus Messing H62, das sich als völlig zufriedenstellend erwiesen hat.
Der Einfluss von Materialien auf die Blechbearbeitung
Es gibt drei Hauptbereiche Arten von Blechen Verarbeitung: Stanzen und Schneiden, Biegen und Recken.
Verschiedene Verarbeitungstechniken stellen unterschiedliche Anforderungen an das Blech.
Bei der Auswahl der Bleche sollten auch die allgemeine Form und die Verarbeitungstechnologie des Produkts berücksichtigt werden.
Der Einfluss von Materialien auf die Ausblendung
Das Stanzen erfordert, dass das Blech ausreichend plastisch ist, damit es beim Stanzen nicht reißt.
Weiche Materialien (wie reines Aluminium, rostfreies Aluminium, Messing, Kupfer, kohlenstoffarmer Stahl usw.) lassen sich gut stanzen, und nach dem Stanzen können Teile mit glattem Querschnitt und geringer Neigung hergestellt werden;
Harte Materialien (wie z. B. kohlenstoffreicher StahlEdelstahl, hartes Aluminium, superhartes Aluminium usw.) haben nach dem Stanzen eine schlechte Qualität, und die Unebenheiten des Profils sind groß, insbesondere bei dicken Blechen.
Bei spröden Materialien ist es wahrscheinlich, dass nach dem Stanzen Risse auftreten, insbesondere bei geringer Breite.
Der Einfluss von Materialien auf das Biegen
Bleche, die gebogen und geformt werden müssen, sollten eine ausreichende Plastizität und eine niedrige Streckgrenze aufweisen.
Eine hochplastische Platte, die beim Biegen weniger anfällig für Risse ist.
Bleche mit niedriger Streckgrenze und niedrigem Elastizitätsmodul haben weniger Rückfederung Verformung nach dem Biegen, und es ist einfach, eine genaue gebogene Form zu erhalten.
Kunststoffmaterialien wie kohlenstoffarmer Stahl, Messing und Aluminium mit einer Kohlenstoffgehalt von <0,2% lassen sich leicht biegen und formen;
Sprödere Werkstoffe, wie Phosphorbronze (QSn6,5 ~ 2,5), Federstahl (65Mn), hartes Aluminium, superhartes Aluminium usw., müssen einen großen relativen Biegeradius (r / t) beim Biegen, da es sonst beim Biegen zu Rissen kommen kann.
Besonderes Augenmerk sollte auf die Wahl des harten und weichen Zustandes des Materials gelegt werden, der einen großen Einfluss auf die Biegeeigenschaften hat.
Bei vielen spröden Materialien kann die Biegung dazu führen, dass der Außenradius reißt oder sogar bricht.
Es gibt auch einige Stahlbleche mit höherem Kohlenstoffgehalt.
Wenn Sie einen harten Zustand wählen, führt das Biegen auch zu Rissen oder sogar zum Bruch des Außenradius.
Diese sollten so weit wie möglich vermieden werden.
Auswirkung von Materialien auf die Bearbeitung von Zeichnungen
Das Dehnen des Blechs, insbesondere das Tiefziehen, ist eine schwierige Angelegenheit in der Blechverarbeitung Prozess.
Nicht nur die Tiefe der Dehnung muss so gering wie möglich sein, auch die Form muss so einfach wie möglich und glatt sein. Außerdem muss das Material eine gute Plastizität aufweisen.
Andernfalls wird das gesamte Teil leicht verformt, teilweise faltig oder sogar an der Streckstelle gezogen.
Die Streckgrenze ist niedrig und der Richtungskoeffizient der Blechdicke ist groß.
Je kleiner das Streckverhältnis σs/σb des Blechs ist, desto besser ist die Stanzleistung und desto größer ist die Grenze der Primärverformung.
Wenn der Richtwirkungskoeffizient der Blechdicke >1 ist, ist die Verformung in der Breitenrichtung leichter als die Verformung in der Dickenrichtung.
Je größer der Wert des Streckradius R ist, desto geringer ist die Wahrscheinlichkeit, dass er während des Streckvorgangs ausgedünnt wird und bricht, und desto besser sind die Zugeigenschaften.
Bei der Konstruktion von Blechkonstruktionen wird die Steifigkeit von Blechbauteilen oft nicht eingehalten.
Konstrukteure verwenden oft kohlenstoffarmen Stahl oder Edelstahl anstelle von kohlenstoffarmem Stahl oder ersetzen die gewöhnliche Aluminiumlegierung durch eine harte Aluminiumlegierung mit hoher Festigkeit und Härte, was die Steifigkeit des Teils erhöhen dürfte.
Es gibt eigentlich keine offensichtlichen Auswirkungen.
Bei Werkstoffen desselben Substrats können Festigkeit und Härte des Materials durch Wärmebehandlung und Legierung erheblich verbessert werden.
Die Veränderung der Steifigkeit ist jedoch gering.
Um die Steifigkeit des Teils zu verbessern, kann nur durch eine Änderung des Materials und der Form des Teils ein bestimmter Effekt erzielt werden.
Siehe Tabelle 1-2 für den Elastizitätsmodul und den Schermodul der verschiedenen Materialien.
Tabelle 1-2 Elastizitätsmodul und Schermodul gängiger Materialien
Beim CNC-Stanzen und -Stanzen wird der Ein-Chip-Mikrocomputer der CNC-Stanzmaschine verwendet, um das Bearbeitungsprogramm (Größe, Bearbeitungsweg, Bearbeitungswerkzeug usw.) des Blechteils im Voraus einzugeben, wodurch die CNC-Stanzmaschine verschiedene Werkzeuge und eine Fülle von NC-Befehlen verwendet, um eine Vielzahl von Bearbeitungsformen wie Stanzen, Beschneiden, Formen usw. zu erreichen.
Das CNC-Stanzen ist im Allgemeinen nicht in der Lage, zu komplizierte Formen zu durchbohren und zu stanzen.
Merkmale:
Hohe Geschwindigkeit
Savemold
Flexible Verarbeitung
Bequem
Sie ist grundsätzlich in der Lage, die Anforderungen der Musterausstanzung zu erfüllen.
Aufmerksamkeitsprobleme und Anforderungen:
Dünnes Material (t<0,6) ist nicht leicht zu verarbeiten, und das Material ist leicht zu verformen;
Der Bearbeitungsbereich ist durch Werkzeuge, Backen usw. begrenzt.
Mäßige Härte und Zähigkeit haben eine bessere Durchschlagskraft;
Eine zu hohe Härte erhöht die Stechkraft und hat einen schlechten Einfluss auf den Stempelkopf und die Präzision;
Die Härte ist zu gering, was zu starken Verformungen beim Einstechen führt und die Genauigkeit stark einschränkt;
Die hohe Plastizität ist vorteilhaft für die Umformung, aber sie ist nicht geeignet für den Eingriff, das kontinuierliche Stanzen, und sie ist nicht geeignet für das Stanzen und Beschneiden;
Eine angemessene Zähigkeit ist für das Stanzen von Vorteil, da sie den Grad der Verformung beim Stanzen unterdrückt;
Wenn die Zähigkeit zu hoch ist, wird der Rückprall nach dem Stanzen stark sein, was die Genauigkeit beeinträchtigt.
CNC-Stanzen eignet sich im Allgemeinen zum Stanzen von kohlenstoffarmem Stahl, elektrolytischem Blech, Aluminium-Zink-Blech, Aluminiumblech, Kupferblech mit T=3,5~4mm oder weniger und Edelstahlblech mit T=3mm oder weniger.
Die empfohlene Blechdicke für das CNC-Stanzen ist:
Das Aluminium legiertes Blech und die Kupferplatte sind 0,8~0mm
Das kohlenstoffarme Stahlblech ist 0,8~5 mm dick.
Platte aus rostfreiem Stahl 0,8~2,5mm
Das CNC-Stanzverfahren hat eine starke Verformung der Kupferplatte zur Folge, während der verarbeitende PC und die PVC-Platte große Bearbeitungsgrate und geringe Präzision aufweisen.
Beim Stanzen müssen der Durchmesser und die Breite des verwendeten Werkzeugs größer sein als die Dicke des Materials. Zum Beispiel kann ein Werkzeug mit einem Durchmesser von Φ1,5 nicht ein Material von 1,6 mm stanzen.
Materialien unter 0,6 mm werden im Allgemeinen nicht von NCT verarbeitet.
Materialien aus rostfreiem Stahl werden im Allgemeinen nicht mit NCT bearbeitet. (Natürlich kann 0,6~1,5mm Material mit NCT bearbeitet werden, aber der Werkzeugverschleiß ist groß und die Wahrscheinlichkeit von Ausschuss bei der Bearbeitung vor Ort ist viel höher als bei anderen GI-Materialien).
Das Lochen und Stanzen anderer Formen sollte so einfach und einheitlich wie möglich sein.
Die Größe der CNC-Stanze sollte normalisiert sein, wie z. B. runde Löcher, sechseckige Löcher, und die Mindestbreite der Bearbeitungsnut beträgt 1,2 mm.
Piercing und Ausblendung durch Kaltstempel
Für das Stanzen und Schneiden von Teilen mit großem Ausstoß und kleinen Abmessungen werden speziell entwickelte Blechstanzwerkzeuge hergestellt und verwendet, um die Produktionseffizienz zu steigern.
Er besteht im Allgemeinen aus einem Stempel und einer Matrize.
Die Matrize ist in der Regel: Press-in-Typ, und eingelegt Typ.
Die Stempel sind in der Regel: rund, austauschbar, kombiniert, schnell be- und entladbar.
Weil die Stanzen und Schneiden Die Effizienz ist hoch, die Konsistenz ist gut und die Kosten sind niedrig.
Daher wird bei Bauteilen mit einer jährlichen Verarbeitungskapazität von mehr als 5.000 Stück und einer nicht allzu großen Teilegröße in der Regel eine Kaltumformung durchgeführt.
Bei der Planung des Bauwerks muss die Gestaltung der Prozessmerkmale der Kaltverformung.
Zum Beispiel sollten die Teile keine scharfen Ecken haben (außer für den Gebrauch). Sie sollten so gestaltet sein, dass sie abgerundet sind, um die Qualität und Lebensdauer der Form zu verbessern und das Werkstück schön, sicher und haltbar zu machen.
Um die funktionalen Anforderungen zu erfüllen, kann die strukturelle Form des Teils komplizierter gestaltet werden.
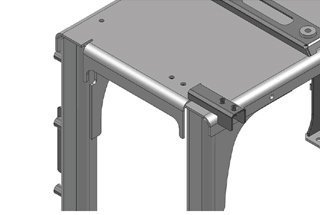
Durchbohren mit dem dichten Locher
Die Stanze für dichte Löcher kann als eine Art numerisch gesteuerte Stanze betrachtet werden. Bei Teilen mit einer großen Anzahl von dichten Löchern können die Effizienz und die Präzision des Stanzens verbessert werden.
Ein speziell angefertigtes Stanzwerkzeug kann eine große Anzahl von dichten Löchern zur Bearbeitung des Werkstücks stanzen.
Wie z.B.: Lüftungsschablone, Zu- und Abluftleitbleche.
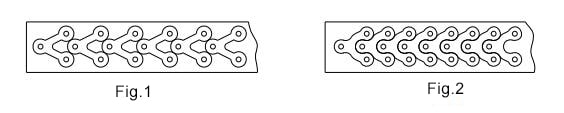
Siehe Abbildung 1-1.
Abbildung 1-1 Schematische Darstellung des dichten Lochstanzens
Das schraffierte Teil in der Abbildung ist eine Form mit dichtem Loch, und das dichte Loch des Teils kann durch die Form mit dichtem Loch schnell ausgestanzt werden. Im Vergleich zu einem Stempel wird die Effizienz erheblich verbessert.
Probleme und Anforderungen bei der Anordnung dichter Löcher
Bei der Gestaltung des dichten Lochs auf dem Produkt sollte berücksichtigt werden, dass die Verarbeitungseigenschaften des dichten Lochs mehrfach gestanzt werden, so dass das folgende Prinzip bei der Gestaltung der Anordnung des dichten Lochs angenommen werden sollte:
Beim Entwurf der Anordnung der dichten Löcher muss zunächst die geplante Form für dichte Löcher berücksichtigt werden, um die Werkzeugkosten zu senken;
Die gleiche Art von dichten Loch Anordnung sollte einheitlich sein, die Zeile Abstand sollte durch einen konstanten Wert definiert werden, und die Spalte Abstand definiert auch einen konstanten Wert, so dass die gleiche Art von dichten Loch Schimmel kann universell eingesetzt werden, die Verringerung der Zahl der Öffnung der Form und die Verringerung der Form. die Kosten für;
Die Größe der gleichen Art von Loch sollte gleich sein. Zum Beispiel kann das sechseckige Loch in das sechseckige Loch mit dem eingeschriebenen Kreis Φ5 vereinheitlicht werden. Dieses sechseckige Loch ist die gängige Größe des sechseckigen Lochs des Unternehmens und macht mehr als 90% des sechseckigen Lochs aus.
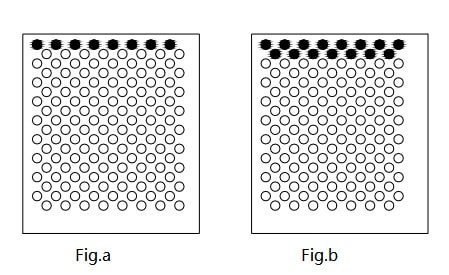
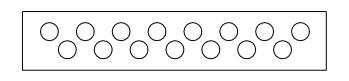
Wenn die Anzahl der Löcher in den beiden Reihen nicht gleich ist, müssen zwei Bedingungen erfüllt sein: 1. Der Lochabstand ist größer, der Randabstand der beiden Löcher ist größer als 2t (t ist die Materialstärke); 2. die Gesamtzahl der Reihen sollte gleichmäßig angeordnet sein. wie in Abbildung 1-2 dargestellt;
Abbildung 1-2 Schematische Darstellung des Versatzes von dichten Löchern
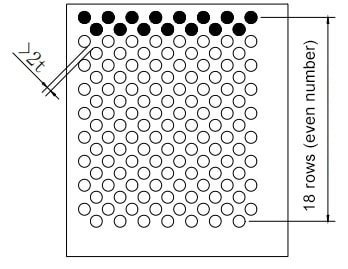
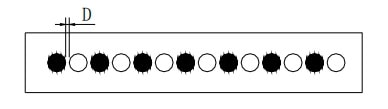
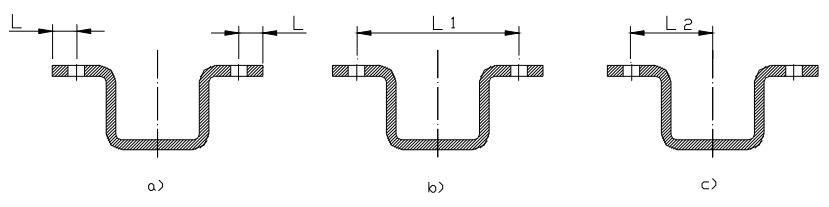
Wenn der Lochabstand des dichten Lochs klein ist, muss die Anzahl der Löcher in jeder Reihe eine gerade Zahl sein. Wenn der Abstand D zwischen zwei dichten Löchern weniger als 2t beträgt (t ist die Materialdicke), sollten die Formen mit dichten Löchern aufgrund der Festigkeit der Form einen gewissen Abstand zueinander haben (siehe Abbildung 1-3). Der schattierte Teil in der Abbildung ist eine Form mit dichten Löchern. Es ist zu erkennen, dass die Anzahl der Löcher pro Reihe eine gerade Anzahl sein muss. Wenn der Lochabstand in Abbildung 1-2 ebenfalls sehr klein ist, weil die Anzahl der Löcher in jeder Reihe nicht gleich ist (7 leere Löcher, 8 Löcher), kann er nicht einmal mit einer Form mit dichtem Loch ausgestanzt werden.
Abbildung 1-3 Form mit dichtem Loch
Die Form mit dichtem Loch aus Abbildung 1-1 a kann wie in Abbildung 1-4 gezeigt gestaltet werden.
Abbildung 1-4 Form mit dichtem Loch
Die Form mit dichtem Loch in Abbildung 1-1 b kann nur wie in Abbildung 1-5 gezeigt gestaltet werden.
Abbildung 1-5 Form mit dichtem Loch
Bei der Gestaltung der Anordnung von dichten Löchern, versuchen Sie, nach den oben genannten Anforderungen zu entwerfen, und kontinuierlich und haben eine gewisse Regelmäßigkeit, die für das Öffnen des Lochs Form und die Verringerung der Stanzen Kosten bequem ist.
Andernfalls können nur wenige Stempel oder eine Reihe von Formsätzen verwendet werden, um die Bearbeitung abzuschließen.
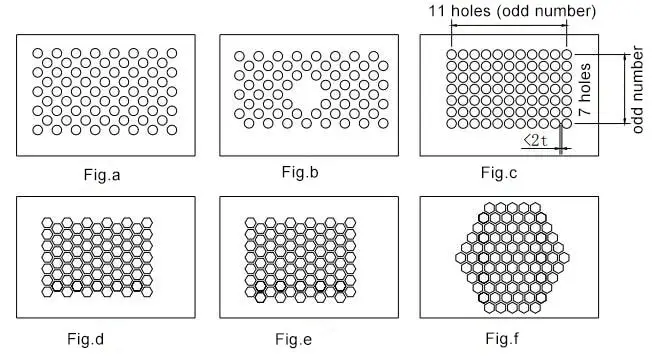
Wie in Abbildung 1-6 dargestellt,
Abbildung a, gestaffelte Löcher, die Anzahl der Reihen ist nicht gerade;
Abbildung b, das Loch fehlt in der Mitte;
Abbildung c: Der Abstand der dichten Löcher ist zu gering, die Anzahl der Löcher pro Zeile und die Anzahl der Löcher pro Spalte ist ungerade;
Abbildung d&e, der Abstand zwischen den dichten Löchern ist zu gering, und die Anzahl der Löcher in jeder Reihe des dichten Lochs ist nicht gleich, diese können nicht nur durch das Stanzen der dichten Lochmatrize vervollständigt werden, und müssen durch andere ergänzende Verarbeitungsmethoden vervollständigt werden.
Abbildung f, wenn es mit einem dichten Loch Schimmel bearbeitet wird, muss es durch andere zusätzliche Verarbeitung Methoden abgeschlossen werden. Selbst wenn das Material Stanzen Form gemacht wird, mehrere Löcher Stanzen Formen sind erforderlich, um abzuschließen, und die Verarbeitbarkeit ist schlecht.
Abbildung 1-6 Schematische Darstellung der dichten Lochanordnung
Laserschneiden
Das Laserschneiden ist eine berührungslose Schneidetechnik, bei der eine Elektronenentladung als Energiequelle genutzt wird, um einen Laser fokussieren Strahl als Wärmequelle unter Verwendung einer reflektierenden Spiegelgruppe. Diese hochverdichtete Lichtenergie wird zum Stanzen und Schneiden von Blechteilen verwendet.
Merkmale:
Vielfältige Schnittformen
Die Schnittgeschwindigkeit ist schneller als Drahtschneiden
Die Härte des Schneidstoffs muss nicht berücksichtigt werden
Es kann große Daten verarbeiten, komplizierte Formen und Teile, die mit anderen Methoden schwer zu bearbeiten sind.
Die Kosten sind jedoch hoch, und gleichzeitig wird der Auflagetisch des Werkstücks beschädigt, und auf der Schnittfläche kann sich leicht eine Oxidschicht absetzen, die schwer zu handhaben ist.
Im Allgemeinen nur für Einzel- und Kleinserienverarbeitung geeignet.
Achtung: wird im Allgemeinen nur für Stahlplatten verwendet.
Aluminium- und Kupferplatten werden in der Regel nicht verwendet, da die Wärmeübertragung des Materials zu schnell erfolgt, was zu einem Schmelzen um den Einschnitt herum führt und die Genauigkeit und Qualität der Bearbeitung nicht gewährleistet.
Die Laserschneiden Die Stirnfläche weist eine Oxidschicht auf, die nicht abgewaschen werden kann, und die Schneidestirnfläche mit besonderen Anforderungen sollte poliert werden;
Laserschneiden dichte Löcher sind mehr verformt, in der Regel nicht den Laser verwenden, um dichte Löcher schneiden.
Drahterodieren
Das Drahtschneiden ist ein Bearbeitungsverfahren, bei dem ein Werkstück und ein Draht (Molybdändraht, Kupferdraht) jeweils als Pol verwendet und in einem bestimmten Abstand gehalten werden, wobei sich bei einer ausreichend hohen Spannung eine Funkenstrecke bildet, und das Werkstück elektrolytisch geätzt wird. Das abgetragene Material wird von der Arbeitsflüssigkeit abtransportiert.
Merkmale: hohe Bearbeitungsgenauigkeit, aber niedrige Bearbeitungsgeschwindigkeit, hohe Kosten und Veränderung der Oberflächeneigenschaften des Materials.
Im Allgemeinen für die Bearbeitung von Formen verwendet, nicht für die Bearbeitung von Produktionsteilen.
Einige quadratische Löcher in den Profiltafeln haben keine abgerundeten Ecken, die nicht gefräst werden können, und da Aluminiumlegierungen nicht mit dem Laser geschnitten werden können, können sie, wenn kein Stanzraum vorhanden ist, nur durch Drahterodieren gestanzt werden.
Die Geschwindigkeit ist sehr langsam, der Wirkungsgrad ist sehr gering, und es ist nicht für die Massenproduktion geeignet. Die Konstruktion sollte diese Situation vermeiden.
Vergleich der drei gebräuchlichen Ausblendungs- und piercMethoden
Tabelle 1-4 Vergleich dreier gängiger Stanz- und Schneidebearbeitungsmerkmale
Mindestmaß der Verarbeitung (normales kaltgewalztes Stahlblech)
Mindestschlitz 0,2 mm
Stanzloch Ø≧t
Stanzloch Ø≧t
Minimaler Kreis 0,7 mm
Quadratisches Loch kleiner Rand W≧t
Quadratisches Loch kleiner Rand W≧t
Breite der langen Rille W≧t
Breite der langen Rille W≧2t
Mindestabstand zwischen Loch und Loch, Loch und Kante
≧t
≧t
≧1t
Vorzugsweise ist der Abstand zwischen den Löchern und Löchern, Löchern und den Kanten
≧1.5t
≧1.5t
≧1.5t
Allgemeine Bearbeitungsgenauigkeit
±0,1mm
±0,1mm
±0,1mm
Verarbeitungsbereich
2000X1350
2000X1350
Wirkung des Erscheinungsbildes
Glatte Außenkante, eine Zunderschicht an der Schnittfläche
Große rohe Kanten mit Graten
ein kleiner Anteil an rohen Kanten
Kurveneffekt
Glatte, veränderbare Form
Große Grate und regelmäßige Formen;
Glatte, veränderbare Form
Verarbeitungsgeschwindigkeit
Schnelles Ausschneiden des äußeren Kreises
Schnelles Stanzen von dichten Löchern
schnellste
Textverarbeitung
Radierung, flacher, unbegrenzte Größe
Geprägter konkaver Text mit tieferen Symbolen; die Größe ist durch die Form begrenzt
Geprägter konkaver Text mit tieferen Symbolen; die Größe ist durch die Form begrenzt
Bildung von
kann nicht
Konkave, Senkung, kleine Dehnung, etc.
Ermöglicht komplexere Formen
Verarbeitungskosten
Höher
Niedrig
Niedrig
Die Prozessgestaltung beim Lochstechen und Stanzen
Ttechnische Gestaltung von die arung
In der Großserien- und Mittelserienfertigung machen die Materialkosten der Teile einen großen Teil aus.
Die vollständige und effektive Nutzung von Materialien ist ein wichtiger wirtschaftlicher Indikator für die Blechproduktion.
Unter der Voraussetzung, dass die Anforderungen an die Konstruktion nicht beeinträchtigt werden, sollte der Konstrukteur daher versuchen, eine abfallfreie oder abfallarme Anordnungsmethode zu wählen.
Wie in Abbildung 1-7 zu sehen ist, gibt es keine Abfallanordnung.
Abbildung 1-7 Anordnung ohne Abfall
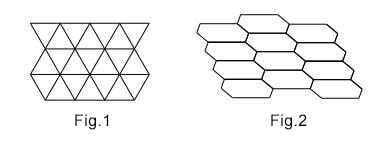
Einige Teile haben eine leicht veränderte Form, wodurch viel Material eingespart werden kann.
Wie in Abbildung 1-8 gezeigt, wird in Abbildung 2 weniger Material verwendet als in Abbildung 1.
Abbildung 1-8 Ein leicht veränderter Entwurf der Materialanordnung
Verarbeitbarkeit von Stanzteilen
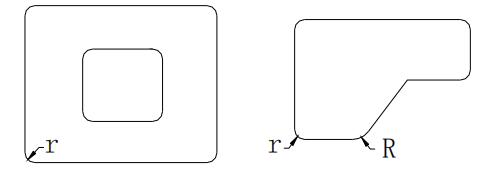
Damit die CNC-Stanzmaschine den Außenradius bearbeiten kann, ist ein spezielles externes Werkzeug erforderlich. Um das Außenkreiswerkzeug zu reduzieren, ist die Standard-Eckenrundung dieses Handbuchs wie in Abbildung 1-9 dargestellt:
1) 90 Grad rechtwinklige Abrundungsreihe, der Radius ist r2.0, r3.0, r5.0, r10
2) Der Radius der abgeschrägten 135-Grad-Ecke ist einheitlich auf R5.0
Abbildung 1-9 Die äußere Abrundung des Rohlings
Bei runden Löchern wird das Stanzen bevorzugt.
Die runden Löcher sollten entsprechend der im Handbuch der Blechform angegebenen Reihe von runden Löchern ausgewählt werden.
Dadurch kann die Anzahl der Rundlochwerkzeuge reduziert und die Zeit für den Messerwechsel beim CNC-Stanzen verringert werden.
Aufgrund der begrenzten Stempelstärke kann die Öffnung nicht zu klein sein. Die Mindestöffnung hängt von der Materialstärke ab.
Der Mindestdurchmesser des Lochs sollte nicht kleiner sein als der in Tabelle 1-5 angegebene Wert.
Tabelle 1-5 Mindestgröße für das Stanzen mit einem herkömmlichen Stempel
Der minimale Durchmesser oder die minimale Kantenlänge des Stempels (t ist die Materialstärke)
Material
Rundes Loch D(D ist Durchmesser)
Quadratisches Loch L(L ist Kantenlänge)
Taillenloch, rechteckiges Loch a(a ist die minimale Kantenlänge)
Stahl mit hohem und mittlerem Kohlenstoffgehalt
≥1.3t
≥1.2t
≥1t
Kohlenstoffarmer Stahl und Messing
≥1t
≥0.8t
≥0.8t
Aluminium, Zink
≥0.8t
≥0.6t
≥0.6t
Stoff-Bakelit-Laminat
≥0.4t
≥0.35t
≥0.3t
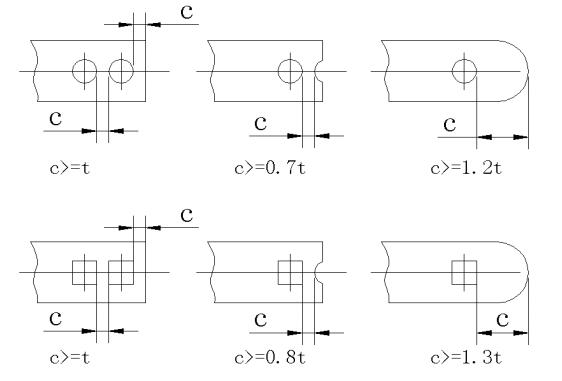
Der Abstand zwischen den Löchern und zwischen dem Loch und dem Rand sollte nicht zu klein sein. Der Wert ist in Abbildung 1-10 dargestellt:
Abbildung 1-10 Der Abstand zwischen den Löchern, dem Loch und dem Rand der Stanzteile
Die Präzision zwischen der Bohrung und der Form, der Bohrung und der Bohrung, die durch die zusammengesetzte Form verarbeitet werden, ist bei der Herstellung leicht zu gewährleisten. Prägeverfahren der Form.
Außerdem ist die Verarbeitungseffizienz hoch, und die Wartungskosten der Form sind günstig.
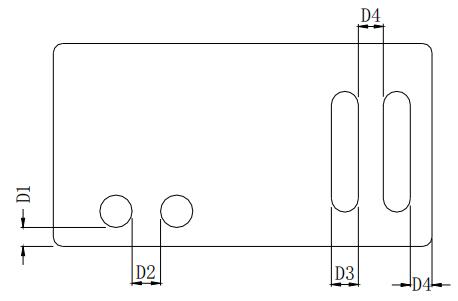
In Anbetracht der oben genannten Gründe, der Abstand zwischen dem Loch und das Loch, wenn der Abstand zwischen dem Loch und die Form kann die Mindestwandstärke Anforderung der Composite-Form, das Verfahren ist besser, wie in Abbildung 1-11:
Abbildung 1-11 Kantenanforderungen für Stanzteile
Tabelle 1-6 Mindestgröße des Randes der Verbundstempelausstanzung
t (<0.8 )
t (0.8~1.59)
t (1.59~3.18)
t (>3.2)
D1
3mm
2t
D2
3mm
2t
D3
1,6 mm
2t
2.5t
D4
1,6 mm
2t
2.5t
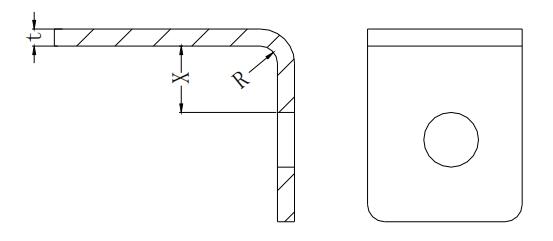
Wie in Abbildung 1-12 dargestellt, wird zuerst durchbohrt und dann gebogen. Um sicherzustellen, dass das Loch nicht verformt wird, muss der Mindestabstand zwischen dem Loch und dem Flansch X≥2t+R
Abbildung 1-12 Mindestabstand zwischen einer Bohrung und einem Flansch
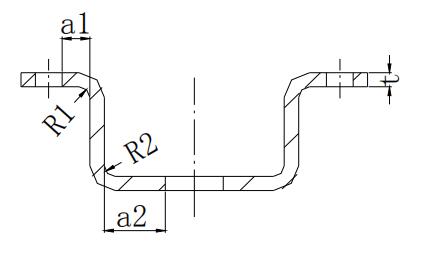
Beim Stanzen von Löchern in Tiefziehteile, siehe Abbildung 1-13, sollten die Lochwand und die gerade Wand der Teile einen bestimmten Abstand haben, d. h. die Abstände a1 und a2 sollten die folgenden Anforderungen erfüllen, um die Form- und Positionsgenauigkeit der Löcher und die Festigkeit der Form zu gewährleisten:
a1 ≥R1+0,5t
a2≥R2+0,5t
In der Formel steht R1, R2 für den Eckenradius und t für die Dicke.
Abbildung 1-13 Stanzen an den Tiefziehteilen
Bearbeitungsgenauigkeit von Stanzteilen
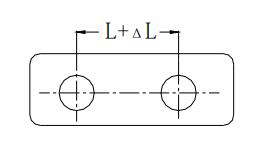
Abbildung 1-14 Toleranz der Achsabstand der Bohrung der Stanzteile
Tabelle 1-7 Toleranztabelle von Lochmittenabstand (Einheit:mm)
Gewöhnliche Stanzgenauigkeit
Erweiterte Stanzgenauigkeit
Nenngröße L
Nenngröße L
Dicke
<50
50~150
150~300
<50
50~150
150~300
<1
±0.1
±0.15
±0.20
±0.03
±0.05
±0.08
1~2
±0.12
±0.20
±0.30
±0.04
±0.06
±0.10
2~4
±0.15
±0.25
±0.35
±0.06
±0.08
±0.12
4~6
±0.20
±0.30
±0.40
±0.08
±0.10
±0.15
Hinweis: Bei Verwendung der Werte in dieser Tabelle sollten alle Löcher einmal ausgestanzt werden.
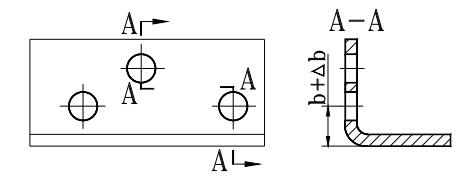
Abbildung 1-15 Toleranz von Lochmitte zu Randabstand
Auswahlprinzip für die Größe des Stanzteils
1) Der Entwurfsmaßbezug des Stanzteils ist so nah wie möglich am hergestellten Positionierungsbezug, so dass der Herstellungsfehler des Maßes vermieden werden kann.
2) Die Lochgrößenreferenz des Stanzteils sollte so weit wie möglich vom Anfang bis zum Ende des Stanzprozesses gewählt werden und sollte nicht mit dem an der Verformung beteiligten Teil verbunden sein.
3) Für Teile, die in mehreren Schritten auf verschiedene Formen verteilt und geprägt werden, sollte so oft wie möglich derselbe Positionsbezug verwendet werden.
Hinweis: Dieser Tisch ist für das Lochen nach dem Stanzen geeignet.
Sekundäres Schneiden
Das sekundäre Schneiden wird auch als sekundäres Stanzen oder zusätzliches Schneiden bezeichnet (ein sehr schlechtes Verfahren, das bei der Konstruktion vermieden werden sollte).
Das sekundäre Schneiden besteht darin, dass das Dehnen eine Verformung des Materials bewirkt. Wenn die Biegeverformung groß ist, wird der Zuschnitt erhöht. Zuerst wird geformt, dann werden Löcher oder Konturen geschnitten, um das reservierte Material zu entfernen und die vollständige korrekte Strukturgröße zu erhalten.
Anwendung: Wenn die Spannnase nahe an der Kante liegt, muss ein zusätzlicher Schnitt durchgeführt werden.
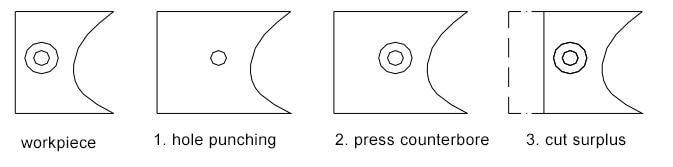
Nehmen Sie als Beispiel die Senkbohrung, wie in Abbildung 1-16 dargestellt.
Abbildung 1-16 Sekundäres Schneiden
3. Biegen von Blechteilen
Sie können diesen Beitrag lesen um alle Einzelheiten über das Blechbiegen zu erfahren.
4. Strukturelle Form von Muttern und Schrauben an Blechteilen
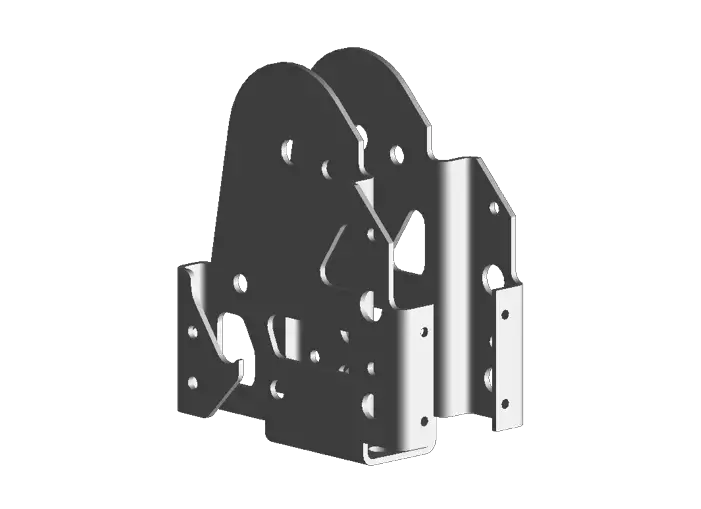
Einnietmutter
Gängige Formen von Einnietmuttern sind selbstsichernde Abstandshalter, selbstsichernde Muttern, Ankernietmuttern, Zugnietmuttern und schwimmende Einnietmuttern.
SElfenhaftes Unentschieden
Stanznieten bedeutet, dass in der NietverfahrenUnter dem äußeren Druck verformt das Nietteil das Basismaterial plastisch und wird in die vorgefertigte Nut gepresst, die speziell in der genieteten Schrauben-Mutter-Struktur entworfen wurde, wodurch die zuverlässige Verbindung der beiden Teile realisiert wird.
Es gibt zwei Arten von nicht genormten Nietmuttern: eine selbstklemmende Abstandshalterung und eine selbstklemmende Mutter.
Die Verbindung mit dem Untergrund wird durch eine solche Nietform hergestellt.
Solche Nietformen erfordern in der Regel, dass das genietete Teil eine größere Härte aufweist als das Substrat.
Gewöhnlicher kohlenstoffarmer Stahl, Bleche aus Aluminiumlegierungen und Kupferbleche eignen sich zum Verpressen des selbstklemmenden Abstandhalters.
Für Bleche aus rostfreiem Stahl und Stahl mit hohem Kohlenstoffgehalt ist aufgrund des harten Materials eine spezielle hochfeste Nietmutter erforderlich, die nicht nur teuer, sondern auch schwer zu verpressen ist, und die Verpressung ist nicht zuverlässig, und sie kann nach der Verpressung leicht abfallen.
Um die Zuverlässigkeit zu gewährleisten, müssen die Hersteller oft Schweißnähte an der Seite der Mutternsäule anbringen, was nicht gut für den Prozess ist.
Deshalb sind die Blechteile mit der Einnietmuttersäule und der Einnietmutter möglichst nicht rostfrei.
Dies gilt auch für Einnietschrauben und Einnietmuttern, die für die Verwendung auf Edelstahlblechen nicht geeignet sind.
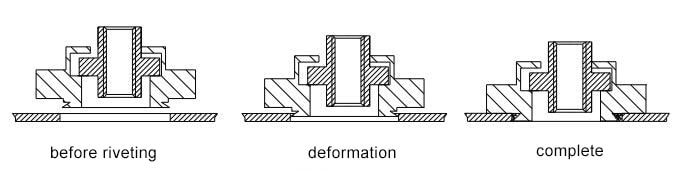
Der Crimpvorgang der Einnietmuttersäule ist in Abbildung 1-41 dargestellt:
Abbildung 1-41 Schematische Darstellung des Nietvorgangs
Self-klingende Einnietmutter
Der Crimpvorgang der Nietschraube ist in Abbildung 1-42 dargestellt:
Abbildung 1-42 Schematische Darstellung des Nietvorgangs
AAnkereinnietmutter
Beim Dübelnieten wird ein Teil des Materials der vernieteten Schraube oder Mutter unter der Einwirkung einer äußeren Kraft plastisch verformt und ein fester Sitz mit dem Grundmaterial hergestellt, wodurch eine zuverlässige Verbindung der beiden Teile erreicht wird.
Das üblicherweise verwendete ZRS wird durch diese Nietart mit dem Untergrund verbunden.
Das Nietverfahren ist relativ einfach, die Verbindungsfestigkeit ist gering und wird in der Regel verwendet, um die Höhe des Verbindungselements zu begrenzen und einem geringen Drehmoment standzuhalten. Wie in Abbildung 1-43 dargestellt:
Abbildung 1-43 Schematische Darstellung des Dübelnietprozesses
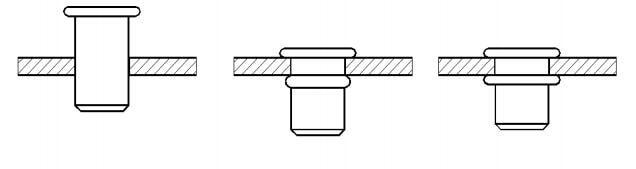
Ziehen Sie Einnietmutter
Beim Zugnieten wird das Nietelement während des Nietvorgangs unter der Einwirkung einer äußeren Spannung plastisch verformt.
Die Position der Verformung befindet sich in der Regel in einem speziell entwickelten Teil, und das Substrat wird durch den Verformungsteil geklemmt, um eine zuverlässige Verbindung zu erreichen.
Die üblicherweise verwendeten Einnietmuttern werden durch diese Nietart mit dem Untergrund verbunden.
Die Vernietung erfolgt mit einer speziellen Nietpistole, die häufig dort eingesetzt wird, wo der Einbauraum klein ist und keine Universalnietwerkzeuge verwendet werden können, wie z. B. bei geschlossenen Rohren. Wie in Abbildung 1-44 dargestellt:
Abbildung 1-44 Schematische Darstellung des Zugnietverfahrens
FEinnietmutter
Einige der Nietmuttern auf der Blechstruktur, weil die gesamte Chassis-Struktur ist komplex, die Akkumulation Fehler der Struktur ist zu groß, so dass die relative Position Fehler dieser Nietmuttern ist groß, was die Montage von anderen Teilen schwierig.
Dies ist eine gute Verbesserung gegenüber der Verwendung einer vernieteten schwimmenden Mutter an der Stelle der entsprechenden Einnietmutter.
Wie in Abbildung 1-45 gezeigt: (Hinweis: In der Nietposition muss genügend Platz vorhanden sein)
Abbildung 1-45 Schematische Darstellung des Einpressvorgangs der schwimmenden Einnietmutter
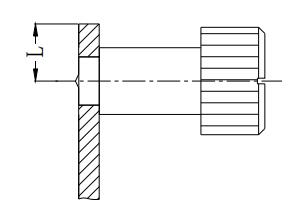
Verankerung rIvet-Mutter oder selbstsicherndEinnietmutter zum Seitenabstand
Die Verankerungsnietmutter oder die selbstsichernde Nietmutter werden durch Zusammendrücken des Blechs mit diesem vernietet.
Wenn die Ankerniete oder die selbstklemmende Niete zu nahe an der Kante liegt, kann dieses Teil leicht verformt werden.
Wenn keine besonderen Anforderungen bestehen, sollte der Mindestabstand zwischen der Mittellinie des genieteten Befestigungselements und dem Rand des Blechs größer als L sein, siehe Abbildung 1-46.
Andernfalls müssen spezielle Klemmen verwendet werden, um zu verhindern, dass die Kanten des Blechs mit Gewalt verformt werden.
Abbildung 1-46 Mindestabstand zwischen der Mittellinie und dem Rand der Platte
Faktoren, die die Qualität von Nieten beeinflussen
Es gibt viele Faktoren, die die Qualität der Nietung beeinflussen. Zusammenfassend kann man sagen, dass es hauptsächlich die folgenden sind: Leistung des Substrats, Größe des Bodenlochs und Nietmethode.
1) Substrateigenschaften.
Wenn die Härte des Substrats angemessen ist, ist die Nietqualität gut, und die Kraft des Nietelements ist gut.
2) Größe des Bodenlochs.
Die Größe des Bodenlochs wirkt sich direkt auf die Qualität der Nietung aus. Wenn die Öffnung groß ist, ist der Spalt zwischen dem Substrat und dem Niet groß.
Beim Nieten darf die Verformung nicht ausreichen, um die Nut des Nietstücks auszufüllen, so dass die Scherkraft unzureichend ist, was sich direkt auf den Druckwiderstand der Einnietmutter (des Nagels) auswirkt.
Bei der Nietschraube ist das untere Loch zu groß, und die durch die plastische Verformung während des Nietvorgangs erzeugte Druckkraft ist gering, was sich direkt auf den Schubwiderstand und die Torsionsfestigkeit der Nietschraube (Innengewinde) auswirkt.
Auch beim Nieten ist das untere Loch zu groß, so dass die effektive Reibung zwischen den beiden Teilen nach der plastischen Verformung verringert wird, was die Qualität der Nietung beeinträchtigt.
Die Größe des Bodenlochs ist klein, und obwohl die Nietkraft bis zu einem gewissen Grad erhöht werden kann, ist die Qualität des Nietbildes wahrscheinlich schlecht.
Die Nietkraft ist groß, die Installation ist umständlich, und die Verformung der Bodenplatte wird leicht verursacht, was die Produktionseffizienz der Nietarbeit und die Qualität der Nietung beeinträchtigt.
3) Nietverfahren.
Sie wurde bereits im vorherigen Abschnitt vorgestellt. Bei der Verwendung von Nietschrauben und Nietmuttern sollte man den Gelegenheiten große Aufmerksamkeit schenken. Unterschiedliche Situationen und unterschiedliche Kraftanforderungen erfordern unterschiedliche Typen.
Bei unsachgemäßer Anwendung wird der Kraftbereich der Nietschrauben und -muttern reduziert, was zum Versagen der Verbindung führt.
Hier sind einige Beispiele, die die korrekte Verwendung der normalen Situation veranschaulichen.
1) Montieren Sie keine genieteten Befestigungselemente aus Stahl oder Edelstahl, bevor die Aluminiumplatte eloxiert oder oberflächenbehandelt ist.
2) Wird zu viel auf einer geraden Linie genietet, hat das extrudierte Material keinen Platz zum Fließen, was zu großen Spannungen führt und das Werkstück in eine gekrümmte Form biegt.
3) Versuchen Sie sicherzustellen, dass die Oberfläche der Platte vor dem Anbringen der Nietbefestigungen beschichtet ist.
4) M5-, M6-, M8- und M10-Muttern werden im Allgemeinen geschweißt. Zu große Muttern erfordern im Allgemeinen eine hohe Festigkeit. Lichtbogenschweißen verwendet werden kann. Unterhalb von M4 (einschließlich M4) sollte die Anker-Nietmutter verwendet werden. Wenn sie galvanisch beschichtet ist, kann die Einnietmutter mit stromloser Beschichtung verwendet werden.
5) Beim Einnieten der Mutter auf der gebogenen Seite ist es zur Sicherstellung der Nietqualität der Einnietmutter notwendig, auf Folgendes zu achten: 1.
Der Abstand zwischen dem Rand des Nietlochs und der Seite der Biegung muss größer sein als die Verformungszone des gebogenen Teils. 2.
Der Abstand L von der Mitte der Einnietmutter zur Innenseite der gebogenen Seite sollte größer sein als die Summe aus dem äußeren zylindrischen Radius der Einnietmutter und dem inneren Radius der Biegung. Das heißt, L>D/2+r.
Vorspringende Schweißmutter
Die Buckelschweißung Mutter (Punktschweißmutter) wird häufig bei der Konstruktion von Blechteilen verwendet.
Bei vielen Entwürfen entspricht die Größe des Vorlochs jedoch nicht der Norm und kann nicht genau positioniert werden.
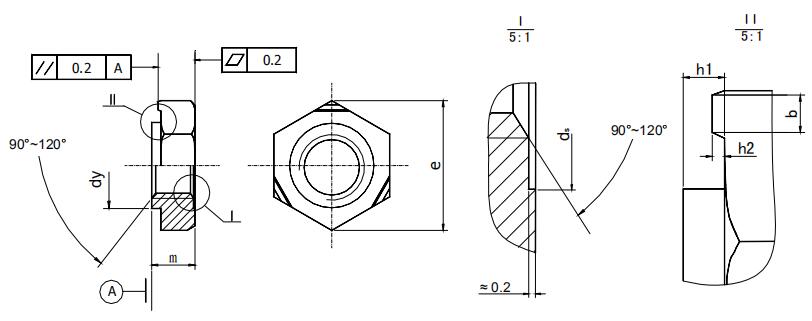
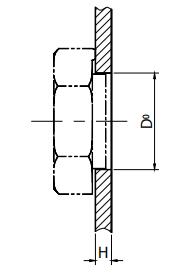
Die Konstruktionsart und die Abmessungen sind in Abbildung 1-47 und Abbildung 1-48 dargestellt. Die empfohlenen Werte für den Lochdurchmesser D0 und die Dicke H vor dem Schweißen der Stahlplatte zum Schweißen sind in Tabelle 1-17 angegeben.
Bild 1-47 Aufbau der Sechskantmutter zum Schweißen
Abbildung 1-48 Schweißen von geschweißten Sechskantmuttern und Stahlplatten
Tabelle 1-17 Abmessungen der geschweißten Sechskantmutter und Öffnungsdicke der entsprechenden Stahlplatte (mm)
Gewindegröße (D oder D×P)
M4
M5
M6
M8
M10
M12
M16
─
─
─
M8×1
M10×1
M12×1. 5
M16×1. 5
─
─
─
─
(M10×1.25)
(M12×1. 25)
─
e
min
9.83
10.95
12.02
15.38
18.74
20.91
26.51
dy
max
5.97
6.96
7.96
10.45
12.45
14.75
18.735
min
5.885
6.87
7.87
10.34
12.34
14.64
18.605
h1
max
0.65
0.7
0.75
0.9
1.15
1.4
1.8
min
0.55
0.6
0.6
0.75
0.95
1.2
1.6
h2
max
0.35
0.4
0.4
0.5
0.65
0.8
1
min
0.25
0.3
0.3
0.35
0.5
0.6
0.8
m
max
3.5
4
5
6.5
8
10
13
min
3.2
3.7
4.7
6.14
7.64
9.64
12.3
D0
max
6.075
7.09
8.09
10.61
12.61
14.91
18.93
min
6
7
8
10.5
12.5
14.8
18.8
H
max
3
3.5
4
4.5
5
5
6
min
0.75
0.9
0.9
1
1.25
1.5
2
Hinweis: Verwenden Sie die Angaben in Klammern so wenig wie möglich.
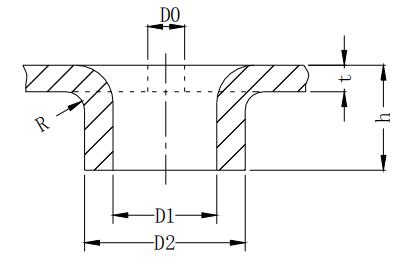
Bördeln und Gewindeschneiden von Löchern
Übliche Grobgewindebohrergröße
Gewindedurchmesser M
Dicke t
Innendurchmesser D1
Außendurchmesser D2
Höhe h
Vorstanzdurchmesser D0
Radius
M2.5
0.6
2.1
2.8
1.2
1.4
0.3
0.8
2.8
1.44
1.5
0.4
1
2.9
1.8
1.2
0.5
1.2
2.9
1.92
1.3
0.6
M3
1
2.55
3.5
2
1.4
0.5
1.2
3.5
2.16
1.5
0.6
1.5
3.5
2.4
1.7
0.75
M4
1
3.35
4.46
2
2.3
0.5
1.2
4.5
2.16
2.3
0.6
1.5
4.65
2.7
1.8
0.75
2
4.56
3.2
2.4
1
M5
1.2
4.25
5.6
2.4
3
0.6
1.5
5.75
3
2.5
0.75
2
5.75
3.6
2.7
1
2.5
5.75
4
3.1
1.25
Der Mindestabstand von der Anbohrung zur Biegekante
Tabelle 1-19 Abstand zwischen der Gewindemitte und der Biegekante H-Wert-Vergleichstabelle
Dicke/Gewindedurchmesser
1
1.2
1.5
2
M3
6.2
6.6
-
-
M4
7.7
8
-
M5
-
7.6
8.4
-
Vergleich von Einnietmuttern, selbstsichernden Muttern, Nieten, Bördeln und Gewindebohren
Tabelle 1-20 Vergleich der Einnietmutter, der selbstsichernden Mutter, des Zugnietens und des Gewindebohrens
Verbindungsmethode / Merkmal
Verankerungsnietmutter
selbstsichernde Einnietmutter
Zugnieten
Bördeln & Gewindeschneiden
Verarbeitbarkeit
es ist gut
gut
gut
Durchschnitt
Anforderungen an Bleche
Nieten aus rostfreiem Stahl, die leicht abfallen können
Nieten aus Edelstahl ist sehr schlecht, verwenden Sie spezielle Nietmuttern, und benötigen Punktschweißen
keine
Dünnes Blech und Kupfer, Aluminium weiches Material leicht zu rutschen
Präzision
gut
gut
gut
Durchschnitt
Dauerhaftigkeit
gut
gut
gut
Kupfer und Aluminium weiche Materialien sind schlecht, andere Materialfäden haben 3 bis 4 Knickstellen oder mehr
Kosten
hoch
hoch
Durchschnitt
niedrig
Qualität
gut
gut
gut
Durchschnitt
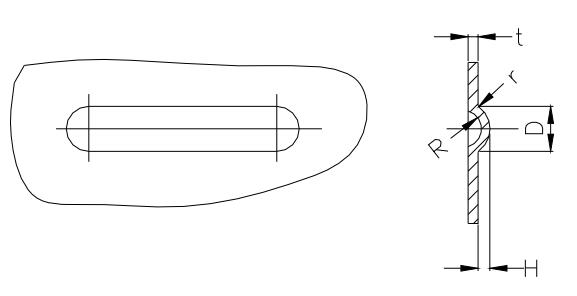
5. Zeichnung von Blechen
Gängige Streckformen und Designüberlegungen
Die Blechstrecke ist in Abbildung 1-50 dargestellt.
Abbildung 1-50 Blechstreckkonstruktion
Überlegungen zum Strecken von Blechen:
Der minimale Ausrundungsradius zwischen dem Boden und der Wand des Zugträgers sollte größer sein als die Dicke der Platte, d.h. r1>t; um die Dehnung gleichmäßiger zu machen, nimmt man im Allgemeinen r1=(3~5)t, der maximale Ausrundungsradius sollte weniger als das 8-fache der Dicke der Platte betragen, d.h. r1 < 8t.
Der minimale Ausrundungsradius zwischen dem Flansch und der Wand des Zugträgers sollte größer als das 2-fache der Blechdicke sein, d.h. r2>2t; um die Streckung glatter zu gestalten, sollte man im Allgemeinen r2=5t nehmen, der maximale Ausrundungsradius sollte kleiner als das 8-fache der Blechdicke sein, d.h. r1 < 8t.
Der Durchmesser des inneren Hohlraums der kreisförmigen Zugteile sollte D≥d+12t betragen, damit die Druckplatte beim Dehnen nicht gedrückt wird.
Der minimale Eckradius zwischen benachbarten Wänden der rechteckigen Zugteile sollte r3 ≥ 3t betragen. Um die Anzahl der Streckungen zu verringern, sollte r3 ≥ 1/5H so weit wie möglich sein, um die Streckung abzuschließen.
Die Zugfestigkeit der Teile ändert sich, nachdem sie gestreckt wurden. Im Allgemeinen wird die Mitte des Bodens in der ursprünglichen Dicke beibehalten, das Material an den unteren Ecken wird dünner, das Material oben in der Nähe des Flansches wird dicker, und das Material an den abgerundeten Ecken der rechteckigen Zugteile wird dick. Beim Entwurf eines gestreckten Produkts wird auf der Zeichnung deutlich angegeben, dass die Außenmaße oder die Innen- und Außenmaße garantiert werden müssen, und dass die Innen- und Außenmaße nicht gleichzeitig angegeben werden können.
Die Materialstärke des Zugträgers berücksichtigt im Allgemeinen die Regel, dass die obere und die untere Wandstärke beim Verformungsprozess nicht gleich sind (d. h. die obere Stärke ist dünner).
Wenn die kreisförmigen, flanschlosen Zugteile auf einmal geformt werden, sollte das Verhältnis zwischen der Höhe H und dem Durchmesser d kleiner oder gleich 0,4 sein.
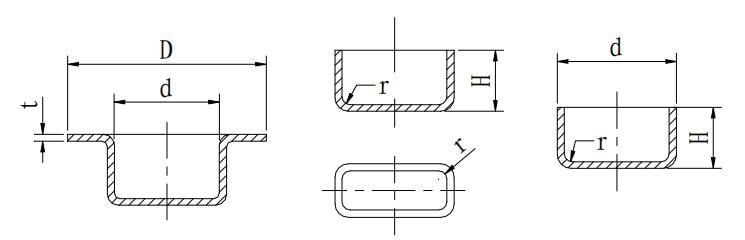
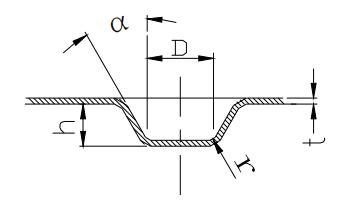
Konvexe Prozessgröße
Für die Form und Größe des konvexen Blechs sind im Handbuch der Blechform mehrere Seriengrößen angegeben. Es gibt ein entsprechendes Formmodell in der Intralink-Bibliothek.
Das Design sollte entsprechend der im Handbuch angegebenen Größe ausgewählt werden, und die Form aus der Bibliothek wird direkt verwendet.
Abbildung 1-51 Konvex auf Metallblech
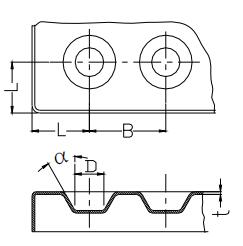
Begrenzung der Größe der konvexen Teilung und des konvexen Randes
Tabelle 1-21 Grenzabmessungen der konvexen Teilung und des konvexen Randes
Schematische Darstellung
L
B
D
6.5
10
6
8.5
13
7.5
10.5
15
9
13
18
11
15
22
13
18
26
16
24
34
20
31
44
26
36
51
30
43
60
35
48
68
40
55
78
45
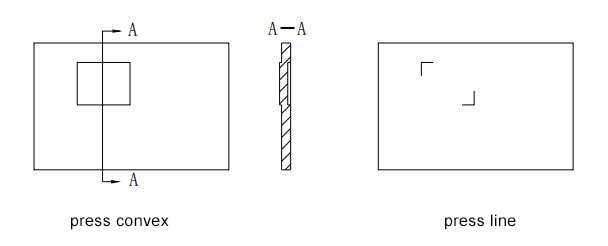
Lokaler Unterdruck und Druckleitung
Wie in 1-52 gezeigt, kann eine 0,3-Zoll-Halbschnittprägung auf Blech als Aufkleber für ein Etikett oder ähnliches verwendet werden, um die Zuverlässigkeit des Etiketts zu verbessern.
Die Verformung ist viel geringer als die normale Streckung, aber es gibt immer noch eine gewisse Verformung für eine großflächige Deckplatte und eine Bodenplatte, die nicht gebogen ist oder eine geringe Biegehöhe hat.
Alternative Methode: Zur Verbesserung der Verformung können zwei rechtwinklige Linien in den Beschriftungsbereich gestanzt werden.
Allerdings ist die Zuverlässigkeit der Etikettenanbringung geringer.
Diese Methode kann auch für die Verarbeitung von Produktkodierung, Produktionsdatum, Version und sogar Muster verwendet werden.
Abbildung 1-52 Senkende und drückende Leitung
Verstärkung
Das Aufpressen der Rippen auf die plattenförmigen Metallteile, siehe Abbildung 1-53, trägt zur Erhöhung der strukturellen Steifigkeit bei.
Abbildung 1-53 Symmetrischer Aufbau der Rippe
Bei der Markierung der relevanten Abmessungen des gebogenen Teils ist die Verarbeitbarkeit zu berücksichtigen
Abbildung 1-54 Beispiel für die Beschriftung eines gebogenen Teils
Wie in Abbildung 1-54 dargestellt,
a) Nach dem Stanzen und Biegen ist die Genauigkeit des L-Maßes leicht zu gewährleisten und die Verarbeitung ist bequem.
b) und c) Wenn die Genauigkeit des Maßes L hoch ist, ist es notwendig, das Loch nach dem Biegen zu bearbeiten. Die Bearbeitung ist sehr mühsam, und es ist besser, sie nicht zu verwenden.
6. Andere Verfahrenstechniken
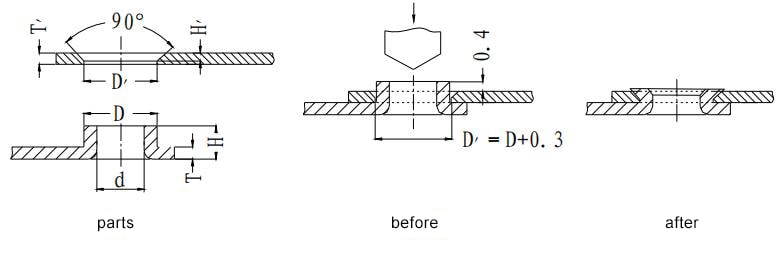
Bohren und Nieten
Die Bohren Nieten ist ein Nietverfahren zwischen Blechen, das hauptsächlich für die Verbindung von beschichteten Stahlblechen oder Edelstahlblechen verwendet wird.
Eines der Teile ist gestanzt, das andere gestanzt und mit einer Manschette versehen, um es zu einem nicht lösbaren Verbinder zu machen.
Vorteile: der Flansch ist mit dem geraden Loch abgestimmt, und es hat die Positionierungsfunktion selbst. Die Nietfestigkeit ist hoch, und die Nieteffizienz durch die Form ist auch hoch.
Der konkrete Weg ist in Abbildung 1-55 dargestellt:
Entsprechender Innen-Ø der geraden Bohrung d und Vorlochung d0
d
d0
d
d0
d
d0
d
d0
d
d0
d
d0
1
0.5
1.2
2.4
1.5
3.2
2.4
3.4
2.6
4.2
3.4
2
0.8
2
2.3
0.7
3.1
1.8
3.3
2.1
4.1
2.9
4.3
3.2
3
1
2.4
3.2
1.8
4
2.7
4.2
2.9
5.2
4
4
1.2
2.7
3
1.2
3.8
2.3
4
2.5
5
3.6
5
1.5
3.2
2.8
1
3.6
1.7
3.8
2
4.8
3.2
Anmerkung: Nach dem allgemeinen Prinzip H=T+T'+(0,3~0,4)
D = D'-0,3;
D-d=0,8T
Bei T≧0,8mm beträgt die Wandstärke der Flanschbohrung 0,4T.
Wenn T<0,8 mm ist, beträgt die Wandstärke des Flansches normalerweise 0,3 mm. H ist in der Regel 0,46±0,12
TOX-Nieten
Beim Nieten von Blechen gibt es auch eine Nietmethode, das Tox-Nieten.
Das Prinzip besteht darin, dass zwei Stapel zusammengelegt werden, wie in Abbildung 1-56 dargestellt.
Stanzen und Ziehen mit Hilfe einer Form, die hauptsächlich für die Verbindung von beschichteten Stahlblechen oder Edelstahlblechen verwendet wird.
Sie hat die Vorteile der Energieeinsparung, des Umweltschutzes und der hohen Effizienz.
In der Vergangenheit wurden die Fahrgestelle in der Kommunikationsbranche häufiger vernietet, aber die Qualitätskontrolle bei der Massenproduktion war schwierig. Sie wurde weniger angewendet und wird nicht empfohlen.
Abbildung 1-56 Tox-Nieten
7. Einheitliche Größe des Senkkopfes
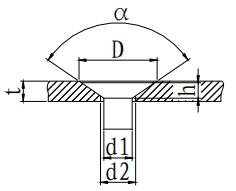
Größe der Schneckensenkbohrung
Die Konstruktionsmaße der Schneckensenkung werden wie in der folgenden Tabelle angegeben gewählt.
Wenn die Platte für den Senkkopf der Senkkopfschraube zu dünn ist, ist es schwierig, das Durchgangsloch d2 und die Senkung D gleichzeitig zu gewährleisten, und das Durchgangsloch d2 sollte bevorzugt gewährleistet werden.
Der Senkkopf und das Durchgangsloch für Senkkopfschrauben: (Die gewählte Blechdicke t ist vorzugsweise größer als h)
Tabelle 1-23 Abmessungen der Schraubensenkung
d1
M2
M2.5
M3
M4
M5
d2
Φ2.2
Φ2.8
Φ3.5
Φ4.5
Φ5.5
D
Φ4.0
Φ5.0
Φ6.0
Φ8.0
Φ9.5
h
1.2
1.5
1.65
2.7
2.7
Bevorzugte Mindestdicke
1.2
1.5
1.5
2
2
α
90°
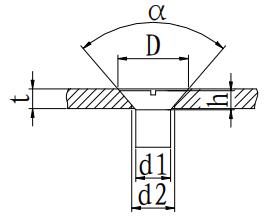
Gleichmäßigkeit der Größe der Senkbohrung des Senkkopfniets
Tabelle 1-24 Abmessungen der Senkbohrungen für Lochsenknieten
d1
Φ2
Φ2.5
Φ3
Φ4
Φ5
d2
Φ2.2
Φ2.7
Φ3.3
Φ4.3
Φ5.3
D
Φ4.0
Φ5.0
Φ5.5
Φ7.0
Φ9.0
h
1
1.1
1.2
1.6
2
α
120°
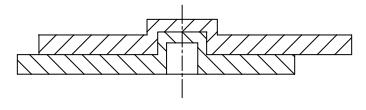
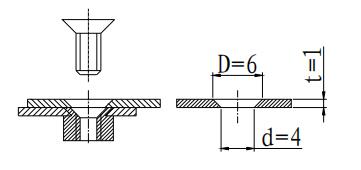
Spezielle Behandlung von dünnen Platten mit Senkkopfschrauben
Die Verbindung der Bleche erfolgt mit M3-Senkkopfschrauben.
Wenn die Dicke des plattierten Lochs 1 mm beträgt, ist es nach der herkömmlichen Methode problematisch.
In der Praxis stößt man jedoch auf eine Vielzahl solcher Probleme.
Die Einnietmutter wird unten verwendet, und der Durchmesser der Senkung beträgt 6 mm, womit die Verbindung effektiv hergestellt werden kann, wie in der Abbildung gezeigt.
Diese Größe wird in einer großen Anzahl von Einlegekästen verwendet.
Es ist wichtig zu beachten, dass bei dieser Art der Verbindung die untere Mutter eine Ankernietmutter sein muss.
Die selbstsichernde Einnietmutter und der Gewindeschneider können die Verbindung nicht herstellen.
Bild 1-57 Senkkopfverschraubung
Um solche Abmessungen zu standardisieren, sollte das d/D wie folgt sein:
Tabelle 1-25 Vereinheitlichung von Dünnplattensenkungen
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Möchten Sie die Kosten senken und die Gewinne in der Blechbearbeitung steigern? Auf dem heutigen Wettbewerbsmarkt ist eine genaue Kostenkalkulation überlebenswichtig. Dieser Artikel befasst sich mit zwei Schlüsselmodellen - Produkt...
Stellen Sie sich vor, Sie könnten die Konstruktion und Fertigung von Blechteilen von einem mühsamen, fehleranfälligen Prozess in einen nahtlosen, effizienten Vorgang verwandeln. Dieser Artikel befasst sich mit der leistungsstarken Rolle der CAD/CAM-Technologie...
Stellen Sie sich vor, Sie verwandeln ein flaches Metallblech mit Präzision und Effizienz in ein komplexes, dreidimensionales Teil. Die Kunst und Wissenschaft der Blechbearbeitung umfasst eine Reihe sorgfältiger Prozesse,...
Wie kann man sicherstellen, dass Blechteile ohne Schweißen oder Schrauben fest verbunden bleiben? Dieser Artikel befasst sich mit dem Nietverfahren, einer wichtigen Technik in der Metallverarbeitung. Sie erfahren etwas über...
Was wäre, wenn Sie eine Fertigkeit beherrschen würden, die Kreativität mit Präzision verbindet? Die Blechbearbeitung ist in vielen Branchen unverzichtbar, von der Automobilindustrie bis zur Luft- und Raumfahrt. Dieser Leitfaden für Einsteiger taucht in die...
Haben Sie schon einmal darüber nachgedacht, wie wichtig das Richten bei der Blechbearbeitung ist? Dieses wichtige Verfahren gewährleistet die Genauigkeit und Qualität des Endprodukts. In diesem Artikel werden wir die...
Dieser Artikel erforscht die faszinierende Welt der Blechverarbeitung und behandelt Edelstahl, Aluminium und mehr. Sie erfahren, wie diese Materialien ausgewählt werden und warum sie für alles Mögliche wichtig sind, von...
Haben Sie sich jemals gefragt, wie Blechteile zusammengefügt werden, um komplexe Strukturen zu schaffen? In diesem Blogbeitrag werden wir die faszinierende Welt der Blechverbindungstechniken erkunden. Als...
Wie stellen Sie die Zuverlässigkeit von Blechverbindungen bei Ihren Projekten sicher? Es ist wichtig, die verschiedenen Methoden der Gewindeverbindung und des Nietens zu verstehen. Dieser Artikel befasst sich mit den Grundsätzen...