Wie wird aus einem flachen Metallblech eine komplexe Form und Struktur? Dieser Blogbeitrag befasst sich mit den komplizierten Prozessen der Blechumformung, einschließlich des partiellen Scherens, des Brückenziehens und des Lochstrangpressens. Entdecken Sie die Methoden und Werkzeuge, die zur Herstellung präziser und funktionaler Metallkomponenten verwendet werden. Am Ende werden Sie die entscheidenden Techniken hinter alltäglichen Metallprodukten und ihren Anwendungen verstehen.
Aufbringen eines bestimmten Drucks in einer Richtung senkrecht zur Oberfläche des Materials, um das Material in Richtung der Kraft fließen zu lassen, was zu einem Umformungseffekt führt.
2. Funktionen:
Positionierung, z. B. beim Schweißen mit Halbschnitt.
Nieten, z. B. zum Vernieten von elektrostatisch leitfähigen Schienen.
3. Verarbeitungsmethoden:
NCT: Verwendung normaler Werkzeugkombinationen (abwärts gerichtete Halbschnitte) oder speziell entwickelter Werkzeuge für die Bearbeitung.
Vorverarbeitung: Ein spezieller Halbschnitt kann verwendet werden, um das Pressen von Platten und die einfache Realisierung von Stanzformen zu erreichen (wenn die Losgröße nicht groß ist).
4. Vorsichtsmaßnahmen:
Die Höhe des halben Schnitts sollte 0,6 T nicht überschreiten.
Abschnitt 2: Brückenzeichnung
1. Funktion:
Dient zur Positionierung an der Oberseite, manchmal mit einer Stempelmarke versehen.
Wird zur Begrenzung durch die Seitenkante verwendet.
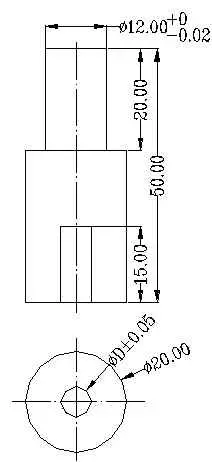
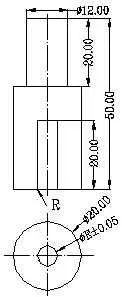
Das Stanzen und Prägen von Löchern ist ein Verfahren, bei dem ein Loch mit einem bestimmten Innendurchmesser, Außendurchmesser und einer bestimmten Höhe vertikal in ein Material gestanzt wird. Metallblech. Es wird hauptsächlich für Nieten, Durchgangslöcher, Gewindeschneiden und andere Zwecke verwendet.
Es gibt zwei Arten des Stanzens: allgemeines Stanzen und Stanzen von Sonderformen.
Das Umformungsdiagramm ist unten abgebildet:
2. Verarbeitungsmethoden:
Beim allgemeinen Stanzen wird eine gemeinsame Form für die Bearbeitung verwendet, während das Stanzen von Sonderformen die Konstruktion eines speziellen Werkzeugs erfordert.
3. Methoden der Formverarbeitung:
(1) Gemeinsame Formen für das allgemeine Stanzen sind in der folgenden Tabelle aufgeführt:
Wird zusammen mit dem Stempelhalter (1) verwendet.
Der maximale Außendurchmesser beträgt Φ8,00.
Ventil "F"
1.0~6.0
Inter-Grade Größe
0.5
Menge (Sorte X Stück/Sorte).
10X2=20
Unterer Stempel für Stanzloch(2)
Die Nummer
Geteilte Form 011
Beschreibung:
Wird zusammen mit dem Stempelhalter (1) verwendet.
Der maximale Außendurchmesser beträgt Φ8,00.
"F"-Wert
1.0~6.0
Inter-Grade Größe
1.0
Menge (Sorte X Stück/Sorte).
6X1=6
Untere Matrize für Stanzloch(3)
Die Nummer
Geteilte Form 012
Beschreibung:
Wird zusammen mit dem Stempelhalter (2) verwendet, wenn der G-Wert 8,0 und 10,0 beträgt.
Der maximale Außendurchmesser beträgt Φ12,00.
"G"-Wert
8.0~12.0
Inter-Grade Größe
2.0
Menge (Sorte X Stück/Sorte).
9+5+3=17
Unterer Stempel für Stanzloch(4)
Die Nummer
Geteilte Form 013
Beschreibung:
Wird zusammen mit dem Stempelhalter (2) verwendet, wenn der G-Wert 8,0 und 10,0 beträgt.
Der maximale Außendurchmesser beträgt Φ12,00.
"G"-Wert
8.0~12.0
Inter-Grade Größe
2.0
Menge (Sorte X Stück/Sorte).
3X1=3
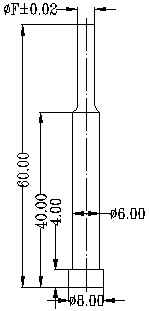
Locherhalter(1)
Die Nummer
Geteilte Form 002
Beschreibung:
Wird zusammen mit dem unteren Stempel zum Stanzen von Löchern verwendet.
Der Außendurchmesser der Klemmung beträgt Φ12.00.
"B"-Wert
3.0~6.0
Inter-Grade Größe
1.0
Menge (Sorte X Stück/Sorte).
4X5=20
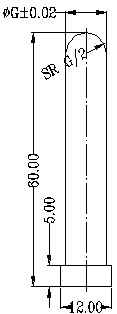
Locherhalter(2)
Die Nummer
Geteilte Form 003
Beschreibung:
Wird zusammen mit dem unteren Stempel zum Stanzen von Löchern verwendet.
Der Außendurchmesser der Klemmung beträgt Φ12.00.
"C"-Wert
8.0~10.0
Inter-Grade Größe
2.0
Menge (Sorte X Stück/Sorte).
2X1=2
4. Parametertabelle für das Stanzen von Markierungslöchern
Metrisches System:
Gewindeschneiden Markierungsbohrung Modell
Gewinde-Durchmesser
Stanzloch Innendurchmesser
Anforderungen an den Innendurchmesser des Stanzlochs
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
1.321
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.421
1.521
M2*0.4
1.6
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.9
1.97
1.867
1.979
M2.5*0.45
2.1
2.13
2.013
2.138
M2.6*0.45
2.2
2.23
2.113
2.238
M3*0.5
2.5
2.59
2.459
2.599
M3.5*0.6
2.9
3.01
2.85
3.01
M4*0.7
3.3
3.39
3.242
3.422
M4.5*0.75
3.8
3.85
3.688
3.878
M5*0.8
4.2
4.31
4.134
4.334
M6*1
5
5.13
4.917
5.153
M7*1
6
6.13
5.917
6.153
M8*1.25
6.8
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
Imperiales System:
Gewindeschneiden Markierungsbohrung Modell
Gewinde-Durchmesser
Stanzloch Innendurchmesser
Anforderungen an den Innendurchmesser des Stanzlochs
MIN
MAX
1-64
1.55
1.57
1.425
1.582
2-56
1.8
1.86
1.695
1.871
3-48
2.1
2.14
1.941
2.146
4-40
2.3
2.36
2.157
2.385
5-40
2.6
2.69
2.487
2.697
6-32
2.8
2.86
2.642
2.895
8-32
3.4
3.52
3.302
3.530
10-24
3.9
3.91
3.683
3.962
12-24
4.5
4.57
4.344
4.597
1/4-20
5.1
5.25
4.979
5.257
5/16-18
6.6
6.72
6.401
6.731
3/8-16
8
8.15
7.798
8.153
7/16-14
9.4
9.5
9.144
9.550
1/2-13
10.8
11.0
10.592
11.023
9/16-12
12.2
12.3
11.989
12.446
5/8-11
13.6
13.8
13.386
13.868
3/4-10
16.5
16.8
16.307
16.840
7/8-9
19.5
19.6
19.177
19.761
1-8
22.2
22.5
21.971
22.606
1 1/8-7
25
25.2
24.638
25.349
Anmerkung:
1. Schneidegewindebohrer verwenden.
2. Die Höhe des Stanzlochs sollte nicht weniger als das 3-fache der Teilung betragen.
3. Wenn die Materialstärke weniger als 0,5 mm beträgt, ist die Wandstärke des Stanzlochs die gleiche wie die Materialstärke. Wenn die Materialstärke zwischen 0,5 mm und 0,8 mm liegt, beträgt die Wandstärke des Stanzlochs das 0,7-fache der Materialstärke. Wenn die Materialstärke größer oder gleich 0,8 mm ist, beträgt die Wandstärke des Stanzlochs das 0,65-fache der Materialstärke.
Abschnitt 5: Shim
Shim ist ein gängiges Formgebungsverfahren mit fester Form und Funktion. Die Größe der Form hat wenig Einfluss auf die Funktion, und die Umformmethode beruht hauptsächlich auf gemeinsamen Formen.
Jetzt werden wir die Funktion und die Formungsmethode der Unterlegscheibe vorstellen:
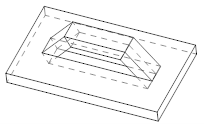
I. Struktur und Funktion der Schale:
Grundtypen:
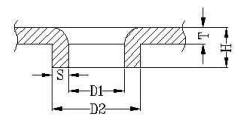
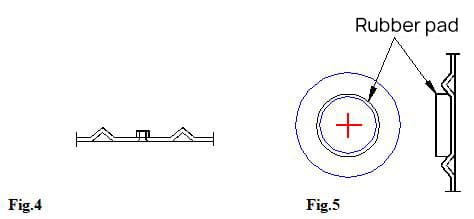
Im Allgemeinen gibt es zwei Grundtypen von Ausgleichsscheiben (Abbildung 1) (Abbildung 2), und die Struktur der Ausgleichsscheibe ist in Abbildung 3 dargestellt. Es gibt auch verschiedene Formen mit Vorsprüngen in Halbkugelform.
Funktionsanalyse:
Es handelt sich um eine kreisförmige Stanzform, deren Hauptfunktion darin besteht, das Chassis zu stützen oder die Hauptplatine zu befestigen, um zu vermeiden, dass die Unterseite den Boden vollständig berührt, so dass ihre Höhe gleichmäßig ist.
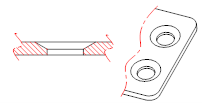
Wenn es sich um eine Unterlegscheibe für das Gehäuse handelt, hat sie im Allgemeinen die Form von Abbildung 4; wenn es sich um eine Unterlegscheibe für die Hauptplatine handelt, hat sie die Form von Abbildung 5.
Sie hat in der Regel Stanzmarken auf der Oberseite, da die Unterlegscheibe hauptsächlich als Stütze dient und in der Regel ein Gummipolster darunter angebracht ist, und Abbildung 5 hat in der Regel nur vier.
Das Motherboard-Shim dient jedoch nicht nur als Stütze, sondern auch zur Befestigung, weshalb es auf der Oberseite Stanzmarken aufweist.
Beachten Sie, dass die Höhe der Stanzmarkierung geringer ist als die Höhe der Unterlegscheibe, und die Zahl entspricht der Hauptplatine.
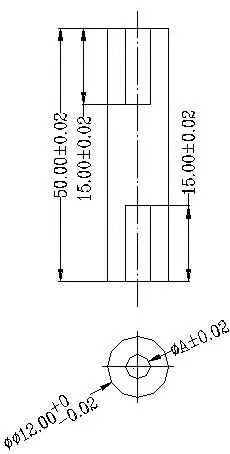
Aufgrund der festen Form der Unterlegscheiben hat ihre Größe nur wenig Einfluss auf ihre Funktion, solange die Höhe und die Mittelstellung gewährleistet sind. Daher wurden verschiedene Spezifikationen für gemeinsame Formen entwickelt.
Bei ähnlichen Größen (±1 mm) kann stattdessen eine ähnliche Spezifikation einer gemeinsamen Form verwendet werden. Für Formen mit größeren Unterschieden und ohne ähnliche Spezifikationen gemeinsamer Formen kann die Methode der Konstruktion einer Druckplattenform für die Formgebung verwendet werden.
Die Unterlegplattenformen für die Musterherstellung werden im Allgemeinen in Druckplattenformen und geteilte Formen unterteilt.
Druckplattenformen haben eine hohe Formgebungsgeschwindigkeit und können mehrere Unterlegplatten auf einmal formen, sind aber nicht flexibel und können nur für die Formgebung eines bestimmten Werkstücks verwendet werden.
Gemeinsame Formen nutzen die gemeinsamen Eigenschaften von Zwischenlagen und können wiederholt verwendet werden, um Zwischenlagen mit denselben Spezifikationen zu formen, was die Produktionskosten senkt.
Druckplattenform (Vorverarbeitung)
Unten sehen Sie ein Beispiel für eine Unterlegscheibe (NKB83001A), und beachten Sie, dass das Material für einen runden Block direkt aus dem Abfallmaterial des vorherigen Ringblocks gewonnen werden kann.
Das Stapeldiagramm der Module ist in Abbildung 9 dargestellt.
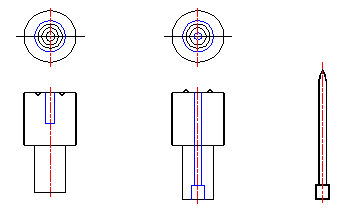
Bei der Konstruktionsmethode mit einer Faltmaschinenform wird die Formhöhe um 0,2 erhöht, um den Rückprall zu berücksichtigen, und in der Mitte der oberen Form wird ein Positionierungsloch hinzugefügt.
Ein Positionierungsstempel ist so konzipiert, dass er in das Positionierungsloch eingesetzt werden kann, und es ist ein Mittelpunkt für die Positionierung der Unterlegscheibe markiert, der mit dem Positionierungsstempel übereinstimmt.
Die schematische Darstellung der Form ist unten abgebildet (Abbildung 11).
Abb.11
Gegenwärtig gibt es vier Arten von gemeinsamen Formvorschriften für Zwischenlagen (siehe Tabelle 1).
Es gibt vier Sätze von Formen, wobei die ersten drei Typen die in Abbildung 2 gezeigte Form und der vierte Satz die in Abbildung 1 gezeigte Form bilden, wie in Tabelle 2 dargestellt.
Die oberen und unteren Formstempel werden an den oberen und unteren Formvorrichtungen befestigt, und die Vorrichtungen werden an den oberen und unteren Schlitzen befestigt.
NCT-Werkzeugbearbeitung
Siehe NCT-Werkzeugtabelle.
III. Anhang.
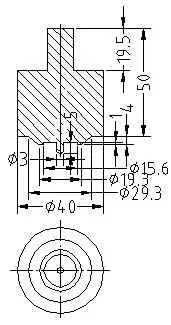
Tabelle 1: Gemeinsame Spezifikationen für Formen
Seriennummer
Einheit der Nutzung
Entsprechender Wert
Bemerkungen
Äußerer Durchmesser (D1).
Innendurchmesser (D).
Höhe (H)
1
Falzmaschine
28
20
2.0
2
32
25
1.8
3
26.5
12.5
2.8
4
12.5
6.5
1.0
1
NCT
26.72
13.28
2.5
T=1.0
Tabelle 2: Formen und Spezifikationen der gemeinsam genutzten Formen
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Möchten Sie die Kosten senken und die Gewinne in der Blechbearbeitung steigern? Auf dem heutigen Wettbewerbsmarkt ist eine genaue Kostenkalkulation überlebenswichtig. Dieser Artikel befasst sich mit zwei Schlüsselmodellen - Produkt...
Stellen Sie sich vor, Sie könnten die Konstruktion und Fertigung von Blechteilen von einem mühsamen, fehleranfälligen Prozess in einen nahtlosen, effizienten Vorgang verwandeln. Dieser Artikel befasst sich mit der leistungsstarken Rolle der CAD/CAM-Technologie...
Stellen Sie sich vor, Sie verwandeln ein flaches Metallblech mit Präzision und Effizienz in ein komplexes, dreidimensionales Teil. Die Kunst und Wissenschaft der Blechbearbeitung umfasst eine Reihe sorgfältiger Prozesse,...
Wie kann man sicherstellen, dass Blechteile ohne Schweißen oder Schrauben fest verbunden bleiben? Dieser Artikel befasst sich mit dem Nietverfahren, einer wichtigen Technik in der Metallverarbeitung. Sie erfahren etwas über...
Was wäre, wenn Sie eine Fertigkeit beherrschen würden, die Kreativität mit Präzision verbindet? Die Blechbearbeitung ist in vielen Branchen unverzichtbar, von der Automobilindustrie bis zur Luft- und Raumfahrt. Dieser Leitfaden für Einsteiger taucht in die...
Haben Sie schon einmal darüber nachgedacht, wie wichtig das Richten bei der Blechbearbeitung ist? Dieses wichtige Verfahren gewährleistet die Genauigkeit und Qualität des Endprodukts. In diesem Artikel werden wir die...
Dieser Artikel erforscht die faszinierende Welt der Blechverarbeitung und behandelt Edelstahl, Aluminium und mehr. Sie erfahren, wie diese Materialien ausgewählt werden und warum sie für alles Mögliche wichtig sind, von...
Haben Sie sich jemals gefragt, wie Blechteile zusammengefügt werden, um komplexe Strukturen zu schaffen? In diesem Blogbeitrag werden wir die faszinierende Welt der Blechverbindungstechniken erkunden. Als...
Wie stellen Sie die Zuverlässigkeit von Blechverbindungen bei Ihren Projekten sicher? Es ist wichtig, die verschiedenen Methoden der Gewindeverbindung und des Nietens zu verstehen. Dieser Artikel befasst sich mit den Grundsätzen...