Laserschneiden von Blechen: Ausbildung Tutorial & Grundlagen
Stellen Sie sich vor, Sie könnten mühelos dicke Bleche mit der Präzision eines Skalpells durchtrennen. In diesem Blogbeitrag werden die Grundlagen des Laserschneidens von Blechen erläutert, einer revolutionären Methode, die hohe Präzision, Geschwindigkeit und Flexibilität vereint. Entdecken Sie das Innenleben von Laserschneidern, ihre Schlüsselkomponenten und verschiedene Schneidetechniken. Am Ende des Buches werden Sie verstehen, wie diese Technologie Fertigungsprozesse optimieren und eine hervorragende Qualität bei der Metallbearbeitung erzielen kann. Tauchen Sie ein und erfahren Sie, wie das Laserschneiden Ihre Arbeitsweise in der Metallverarbeitung verändern kann.
(1) Eine Laserschneidmaschine für Bleche ist eine Präzisionsfertigungsanlage, die in erster Linie dazu dient, flache Bleche mit hoher Genauigkeit und Effizienz in kompliziert geformte Komponenten zu verwandeln.
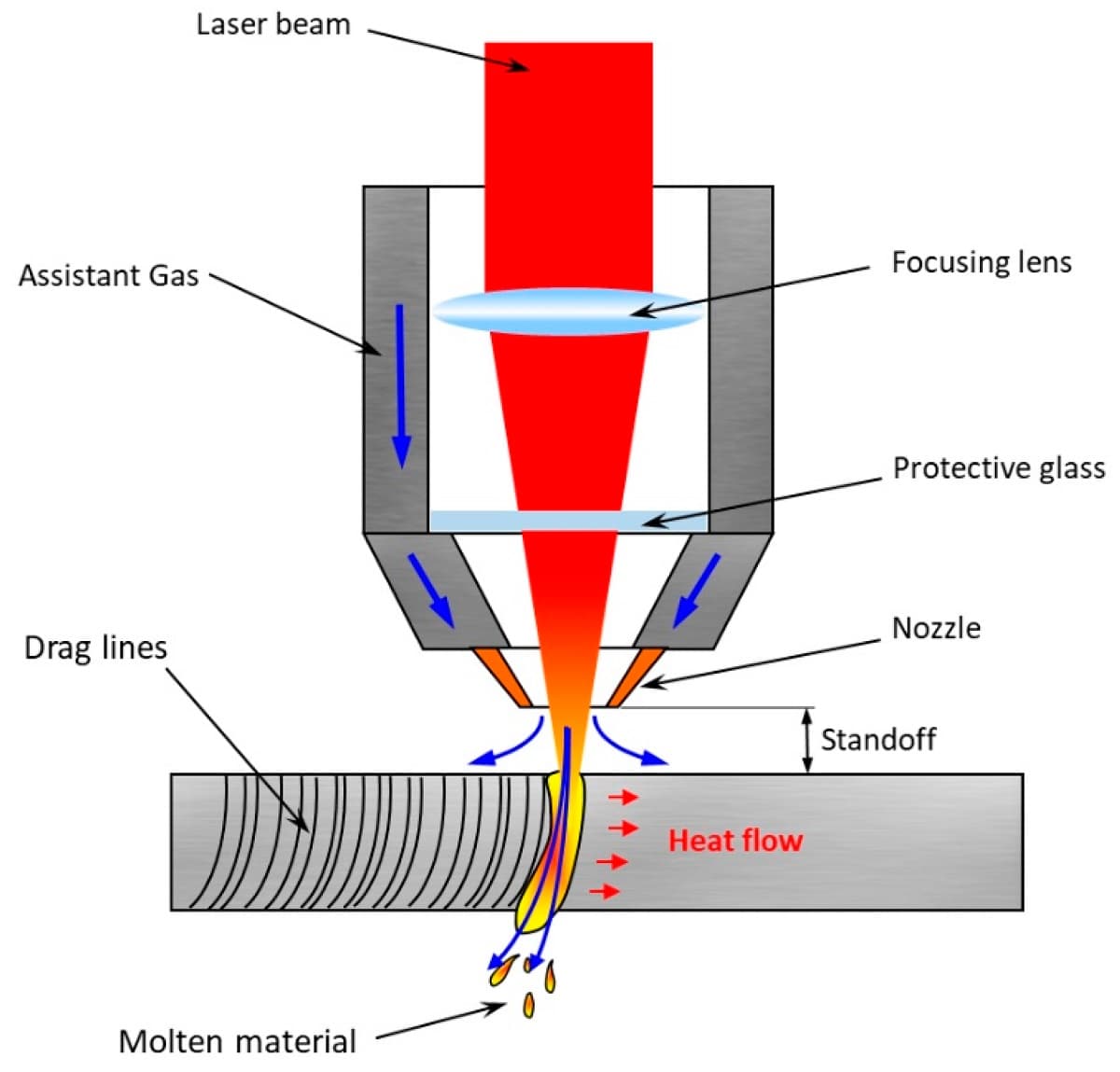
(2) Dieses fortschrittliche System nutzt die konzentrierte thermische Energie eines Laserstrahls, um Schneidvorgänge durchzuführen. Bei diesem Verfahren wird ein Hochleistungslaser auf die Metalloberfläche fokussiert, was zu einer schnellen, lokalen Erhitzung führt. Diese intensive Hitze schmilzt, verdampft oder sublimiert das Material und erzeugt eine saubere, schmale Schnittfuge, durch die unter Druck stehendes Hilfsgas das geschmolzene Metall ausstößt, was zu einem präzisen Schnitt führt.
Die Laserschneidtechnik bietet zahlreiche Vorteile gegenüber herkömmlichen Schneidverfahren:
Außergewöhnliche Präzision: Bei dünnen Blechen können Toleranzen von bis zu ±0,1 mm erreicht werden.
Hochgeschwindigkeitsbearbeitung: Bei dünnem Baustahl können Schnittgeschwindigkeiten von bis zu 20-30 m/min erreicht werden.
Vielseitige Musterfähigkeiten: Fähigkeit zum Schneiden komplexer Geometrien und komplizierter Designs ohne Werkzeugwechsel.
Automatisierte Verschachtelung und Programmierung: Optimiert die Materialnutzung und reduziert den Abfall um bis zu 30%.
Hervorragende Kantenqualität: Erzeugt glatte, gratfreie Kanten, die oft keine Nachbearbeitung erfordern.
Minimale wärmebeeinflusste Zone (HAZ): Verringert den Materialverzug und erhält die mechanischen Eigenschaften.
Kostengünstig sowohl für Prototypen als auch für Großserien.
Multi-Material-Kompatibilität: Kann verschiedene Metalle verarbeiten, darunter Stahl, Aluminium und Titan.
Diese überzeugenden Vorteile haben das Laserschneiden zu einer transformativen Technologie in der Blechbearbeitung gemacht, die in modernen Fertigungsumgebungen zunehmend traditionelle Schneidverfahren wie Stanzen, Plasmaschneiden und Wasserstrahlschneiden ersetzt oder ergänzt.
2. Hauptkomponenten der Laserschneidmaschine für Bleche
Der Faserlaser erzeugt einen Laser, der nicht nur leicht zu steuern ist, sondern auch eine gute Richtwirkung, Monochromatizität und Kohärenz aufweist. Daher findet er breite Anwendung in der mechanischen Fertigung und Feinblech Verarbeitung.
(2) Hauptmaschine
Es gibt zwei Arten von Relativbewegungen zwischen dem Schneidkopf und der Werkbank:
(1) Während des Schneidevorgangs bewegt sich nur der Schneidkopf, während die Werkbank stillsteht.
(2) Während des Schneidevorgangs bewegt sich nur der Arbeitstisch, während der Schneidkopf fixiert bleibt.
Weitere Bestandteile eines Schneidsystems sind:
(3) Kühlsystem, das Wasser zur Kühlung verwendet.
(4) Luftversorgungssystem, das Flaschengas (Sauerstoff, Ammoniak) oder Druckluft (Luftkompressor, Filter, Trockner) verwenden kann.
(5) Stromversorgung, die eine dreiphasige Spannungsstabilität von ±5% und ein Leistungsungleichgewicht von nicht mehr als 2,5% (berechnet als höchste Spannung in drei Phasen minus niedrigste Spannung in drei Phasen, geteilt durch die durchschnittliche Spannung der drei Phasen) erfordert.
Ein leistungsstarker Schraubenkompressor wird ausgewählt.
Betriebsdruck des Verdichters: 12 MPa.
Luftkompressor:
Abluftvolumen des Kompressors: 2,0 m³/min.
2: Trockner:
Hochleistungs-Kältetrockner wird gewählt.
Verarbeitungsleistung des Trockners: 2,0 m³/min.
Eingangsdruck des Trockners: 1,2 MPa.
3: Filter:
Leistungsstarker mehrstufiger Präzisionsfilter.
Die Filterstufe ist in vier Stufen unterteilt: QPSC-Ebene.
Selbst-konfigurierbare Filtergenauigkeit:
0,3 µm x 1 Stück
0,01 µm x 1 Stück
0,001 µm x 2 Stück
(6) Kontrollsystem:
Lichtleiter Fokussiersystem:
Je nach den Leistungsanforderungen des zu bearbeitenden Werkstücks wird der Strahl verstärkt, geformt und fokussiert, um auf das zu bearbeitende Teil einzuwirken. Die Vorrichtung, die vom Laserausgangsfenster zum zu bearbeitenden Werkstück führt, wird als Lichtleiter-Fokussiersystem bezeichnet.
Das Laserbearbeitungssystem besteht im Wesentlichen aus dem Maschinenbett, dem Arbeitstisch, der sich im dreidimensionalen Koordinatenbereich bewegen kann, und dem elektromechanischen Steuerungssystem. Mit dem Fortschritt der elektronischen Technologie verwenden viele Laserbearbeitungssysteme Computer, um die Bewegung des Arbeitstisches zu steuern und eine kontinuierliche Laserbearbeitung zu erreichen.
Genauigkeit der Werkzeugmaschine (nach VDL/DGQ3441): ±0,1mm/m
Wiederholbarkeit: ±0,05 mm
Maximale Axialbeschleunigung: 2.000mm/s²
Maximale Schnittgeschwindigkeit: 20m/min
Gewicht der Maschine: Ungefähr 3,5 Tonnen
Farbe Standard: NCS S 0585-Y80R; NCS S 7020-R60
Maximale Tragfähigkeit der Werkbank: 250 kg (3.000 x 1.500 x 6 mm)
Genauigkeit der Werkzeugmaschine VDL/DGQ3441 Messlänge 1 Meter.
Hinweis: Die Schnittgenauigkeit hängt von der Blechdicke, der Blechspannung und der Zugkraft ab.
2. Laserschneidverfahren
Das Laserschneiden, ein thermisches Präzisionsverfahren, kann in drei Haupttypen eingeteilt werden: Schmelzschneiden (auch bekannt als Schmelzblasen), laserunterstütztes Sauerstoffschneiden (oft auch als Laserbrennschneiden bezeichnet) und Laserverdampfungsschneiden. Jedes Verfahren bietet für bestimmte Materialien und Anwendungen unterschiedliche Vorteile:
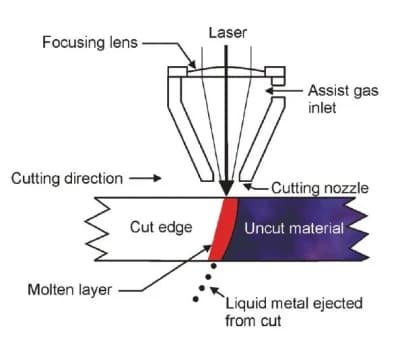
Schmelzschneiden (Laserschneiden von Metall): Bei diesem Verfahren schmilzt ein Hochleistungslaserstrahl das Material, während ein koaxialer Gasstrahl (in der Regel Stickstoff oder Druckluft) das geschmolzene Metall aus der Schnittfuge herausbläst. Es ist ideal für das Schneiden von Edelstahl, Aluminium und anderen Nichteisenmetallen und erzeugt hochwertige Kanten mit minimalen Wärmeeinflusszonen.
Laserunterstütztes Brennschneiden: Bei diesem Verfahren erhitzt der Laserstrahl das Material auf seine Zündtemperatur, und ein Sauerstoffstrahl löst eine exotherme Reaktion aus, die das Metall effektiv "verbrennt". Dieses Verfahren ist besonders effizient beim Schneiden von Baustahl und niedrig legierten Stählen. Es bietet höhere Schnittgeschwindigkeiten, jedoch mit einer etwas breiteren Schnittfuge und einer ausgeprägteren Wärmeeinflusszone als das Schmelzschneiden.
Laserverdampfungsschneiden: Hier ist die Intensität des Lasers so hoch, dass er das Material direkt verdampft und einen schmalen, präzisen Schnitt erzeugt. Diese Technik wird vor allem für Nichtmetalle wie Kunststoffe, Holz und bestimmte Keramiken sowie für extrem dünne Metallfolien verwendet, bei denen eine minimale Wärmezufuhr entscheidend ist.
Die Wahl des Schneidverfahrens hängt von Faktoren wie Materialart, Dicke, gewünschte Kantenqualität, Produktionsgeschwindigkeit und Nachbearbeitungsanforderungen ab. Moderne Laserschneidsysteme verfügen häufig über adaptive Steuerungsalgorithmen zur Optimierung der Parameter in Echtzeit, um eine gleichbleibende Schnittqualität bei unterschiedlichen Materialeigenschaften und -stärken zu gewährleisten.
2.1 Laserschmelzen und Schneiden
Laserschmelzschneiden ist ein fortschrittliches thermisches Verfahren, bei dem ein fokussierter Hochleistungslaserstrahl das Werkstückmaterial lokal aufschmilzt, das dann durch einen Hochgeschwindigkeitsgasstrom ausgestoßen wird. Dieses Verfahren zeichnet sich dadurch aus, dass der Materialabtrag ausschließlich im flüssigen Zustand erfolgt. Die Synergie zwischen dem Laserstrahl und dem hochreinen, inerten Schneidgas erleichtert das Austreiben des geschmolzenen Materials aus der Schnittfuge, während das Gas chemisch inert bleibt und nur als mechanisches Hilfsmittel dient.
Die Prozesseffizienz, gemessen an der maximalen Schneidgeschwindigkeit, steht in direktem Zusammenhang mit der Laserleistung und in umgekehrter Beziehung zur Blechdicke und zum Schmelzpunkt des Materials. Bei einer gegebenen Laserleistung sind die begrenzenden Faktoren der Gasdruck in der Schneidzone und die Wärmeleitfähigkeit des Werkstückmaterials. Die Optimierung dieser Parameter ist von entscheidender Bedeutung, um qualitativ hochwertige Schnitte zu erzielen und die Produktivität zu maximieren.
Ein entscheidender Vorteil des Laserschmelzschneidens ist die Fähigkeit, oxidationsfreie Schnitte in Eisenlegierungen und Metallen auf Titanbasis herzustellen. Dies ist besonders wertvoll in Branchen, die hochreine Schnitte benötigen, wie z. B. in der Luft- und Raumfahrt und bei der Herstellung medizinischer Geräte. Das Fehlen von Oxidation ist auf die Schutzgasabschirmung, in der Regel Argon oder Stickstoff, zurückzuführen, die verhindert, dass Luftsauerstoff mit der heißen Metalloberfläche reagiert.
Die Prozessparameter, einschließlich Laserleistungsdichte, Schneidgeschwindigkeit, Fokusposition und Hilfsgasdruck, müssen präzise gesteuert werden, um eine optimale Schnittqualität zu erreichen. Moderne CNC-Systeme und Echtzeit-Überwachungstechnologien werden häufig eingesetzt, um eine gleichbleibende Schneidleistung bei unterschiedlichen Materialstärken und -zusammensetzungen zu gewährleisten.
2.2 Laserbrennschneiden
Der Unterschied zwischen Laser Brennschneiden und dem Laserschmelzschneiden ist, dass beim Laserbrennschneiden Sauerstoff als Schneidgas verwendet wird. Zwischen dem Sauerstoff und dem erhitzten Metall entsteht eine chemische Reaktion, die das Material weiter erhitzt. Dies führt zu einer höheren Schneidrate für Baustahl derselben Dicke im Vergleich zum Laserschmelzschneiden.
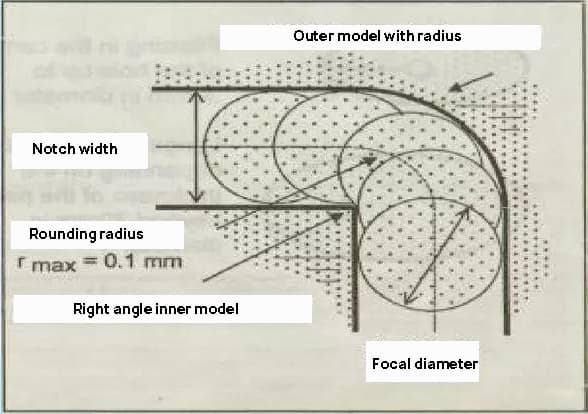
Das Laserbrennschneiden kann jedoch eine schlechtere Kerbqualität aufweisen als das Laserschmelzschneiden. Es kann zu breiteren Schnitten, Rauheit, einer größeren Wärmeeinflusszone und schlechterer Kantenqualität führen. Das Laserbrennschneiden ist für die Bearbeitung von Präzisionsmodellen und scharfen Ecken nicht geeignet, da die Gefahr von Verbrennungen besteht.
Zur Verringerung des thermischen Effekts kann ein Pulslaser verwendet werden. Die Schneidgeschwindigkeit wird durch die verwendete Laserleistung bestimmt.
Bei konstanter Laserleistung ist der begrenzende Faktor beim Laserbrennschneiden die Sauerstoffzufuhr und die Wärmeleitfähigkeit des Materials.
2.3 Laservergasungsschneiden
Beim Laservergasungsschneiden wird ein Hochleistungslaser eingesetzt, um das Material an der Schneidstelle zu vergasen. Diese Schneidmethode eignet sich nur für Anwendungen, bei denen das Vorhandensein von geschmolzenem Material vermieden werden muss, und ist daher auf eine kleine Auswahl von Eisenbasislegierungen beschränkt.
Die maximale Schneidgeschwindigkeit wird durch die Vergasungstemperatur des Materials bestimmt und ist umgekehrt proportional zur Blechdicke. Um zu verhindern, dass der Materialdampf an den Spaltwänden kondensiert, darf die Materialdicke nicht größer sein als der Durchmesser des Laserstrahls.
Die für diesen Prozess erforderliche Laserleistungsdichte ist beträchtlich und liegt bei über 108 W/cm2und hängt von dem zu schneidenden Material, der Schnitttiefe und der Position des Werkzeugs ab. Laserstrahlfokus.
Bei konstanter Blechdicke und ausreichender Laserleistung ist die maximale Schneidgeschwindigkeit durch die Geschwindigkeit des Gasstrahls begrenzt.
Laserschneidetechnik
Mehrere Schlüsseltechnologien beim Laserschneiden sind eine Kombination aus Licht, Maschinen und Elektrizität.
Die Parameter des Laserstrahls, die Leistung und Genauigkeit der Maschine sowie das numerische Steuerungssystem wirken sich direkt auf die Effizienz und Qualität des Schneidens aus.
Technologie zur Steuerung der Fokusposition: Einer der Vorteile des Laserschneidens ist seine hohe Energiedichte des Strahls. Derzeit ist eine Brennweite von 120 bis 200 mm in der industriellen Faserschneidtechnik weit verbreitet. Laserschneidanwendungen.
Laserperforation Technologie: Bei allen thermischen Schneidverfahren ist im Allgemeinen ein kleines Loch in der Platte erforderlich, außer in den seltenen Fällen, in denen von der Kante der Platte ausgegangen werden kann. Es gibt zwei Hauptmethoden für Laserschneidmaschinen: Strahlen und progressives Schneiden Bohren.
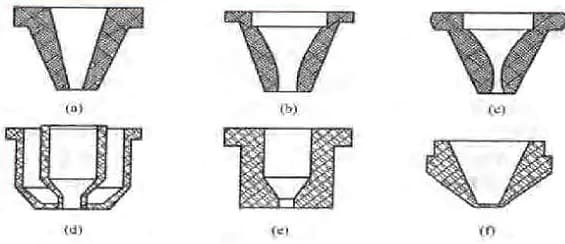
Düsenkonstruktion und Luftstromsteuerungstechnologie: Gegenwärtig ist die für das Laserschneiden verwendete Düse einfach aufgebaut und besteht aus einem konischen Loch mit einem kleinen kreisförmigen Loch am Ende. Das Design wird normalerweise durch Versuch und Irrtum bestimmt.
Verschiedene gängige konzentrische Düsen
Prozessanalyse des Laserschneidens
Beim Laserschneiden handelt es sich um ein Verfahren, bei dem sowohl geschmolzen als auch verdampft wird.
Es gibt viele Faktoren, die sich auf die Qualität des Schnitts auswirken können.
Neben den Hardware-Faktoren, wie der Werkzeugmaschine und den Bearbeitungsmaterialien, spielen auch Software-Faktoren eine wichtige Rolle für die Qualität des Laserschneidprozesses.
Die computergestützte Prozessgestaltung ist der grundlegende Ansatz zur Untersuchung der Auswirkungen dieser Softwarefaktoren auf die Qualität des Schneidprozesses. Dies beinhaltet:
① Auswahl des Stanzpunktes: Die Position des Stanzpunktes wird auf der Grundlage der spezifischen Situation bestimmt.
② Einstellung des Hilfsschneidwegs:
③ Laserstrahlradiuskompensation und Leerhubverarbeitung:
④ Optimierung der Plattenanordnung: Die Auslastung der Platte wird durch Materialeinsparung verbessert.
⑤ Teilesatz Pfadauswahl:
⑥ Berücksichtigung des Einflusses von Verarbeitungsfaktoren: Der Pfad wird unter Berücksichtigung der Auswirkungen von Faktoren wie der thermischen Verformung ausgewählt.
3. Laserschneidverfahren
Prozess des Laserschneidens " bezieht sich auf die Wechselwirkung zwischen Laserstrahl, Schneidgas und Werkstück.
3.1 Laserschneidverfahren
Der Prozess des Laserschneidens findet statt, bevor das eigentliche Schneiden erfolgt. Der Laser erhitzt das Werkstück auf die erforderliche Temperatur, um das Material zu schmelzen und zu verdampfen. Die Schnittebene besteht aus einer nahezu vertikalen Fläche, die durch die absorbierte Laserstrahlung erhitzt und geschmolzen wird.
Beim Laserbrennschneiden wird die Schmelzzone durch den in den Spalt eintretenden Sauerstoffstrom weiter erhitzt und erreicht eine Temperatur nahe dem Siedepunkt. Durch die daraus resultierende Vergasung wird das Material abgetragen, und das verflüssigte Material wird durch den Einsatz von Bearbeitungsgas von der Unterseite des Werkstücks ausgetrieben. Beim Laserschmelzschneiden wird das verflüssigte Material mit dem Gas ausgetrieben, das auch den Spalt vor Oxidation schützt.
Die kontinuierliche Schmelzzone bewegt sich entlang der Schneidrichtung und erzeugt einen durchgehenden Spalt. Viele kritische Aspekte des Laserschneidprozesses finden in diesem Bereich statt, und die Analyse dieser Aktivitäten kann wertvolle Informationen über das Laserschneiden liefern. Diese Informationen können zur Berechnung der Schneidgeschwindigkeit und zur Erklärung der Bildung von Zuglinien verwendet werden.
3.2 Materialeigenschaften
Das Ergebnis von Schneidvorgängen an einem Werkstück kann entweder ein sauberer Schnitt oder aber eine raue oder verbrannte Kante sein.
Zu den wichtigsten Faktoren, die die Schnittqualität beeinflussen, gehören:
Zusammensetzung der Legierung
Die Zusammensetzung der Legierung kann die Festigkeit und das spezifische Gewicht des Materials beeinflussen, SchweißbarkeitOxidationsbeständigkeit und bis zu einem gewissen Grad auch Säurebeständigkeit. Zu den wichtigsten Elementen in Ferrolegierungen gehören Kohlenstoff, Chrom, Nickel, Magnesium und Zink. Je höher der Kohlenstoffgehaltdesto schwieriger wird es, das Material zu schneiden (wobei 0,8% als kritischer Wert gilt). Einige Arten von Kohlenstoffstahl, die sich gut für das Laserschneiden eignen, sind Q235 und SW22 (aluminiumberuhigter Stahl mit niedrigem Siliziumgehalt und niedrigem Kohlenstoffgehalt).
Mikrostruktur von Materialien
Im Allgemeinen gilt: Je feiner die Partikelgröße des Ausgangsmaterials, desto besser ist die Qualität der Schneidkante.
Oberflächenqualität und Rauheit
Wenn die Oberfläche rostige Bereiche oder Oxidschichten aufweist, wird das Schnittprofil unregelmäßig und weist viele beschädigte Stellen auf. Wählen Sie zum Schneiden von Riffelblech die maximale Dicke Schneidparameter.
Zu den üblichen Oberflächenbehandlungen gehören Verzinken, Fokussierungsverzinken, Lackieren, Eloxieren oder Überziehen mit einer Kunststofffolie. Bei mit Zink behandelten Blechen besteht die Gefahr der Schlackenbildung an der Kante. Bei lackierten Blechen hängt die Schnittqualität von der Zusammensetzung der Beschichtung ab.
Wie man Farbmaterialien verarbeitet:
Im ersten Durchgang wird eine Reihe von Parametern mit niedriger Leistung (für die Gravur) ausgewählt, um die behandelte Oberfläche vorzubrennen und zu markieren. Im zweiten Durchgang wird ein Parametersatz für das Schneiden des Materials ausgewählt.
Bleche mit geschichteten Materialbeschichtungen sind für das Laserschneiden sehr gut geeignet. Um eine korrekte Funktion der kapazitiven Erkennung und eine optimale Haftung der Schicht zu gewährleisten (um Blasenbildung zu vermeiden), muss die Schichtkante immer auf dem oberen Teil des zu schneidenden Werkstücks positioniert werden.
Strahlenreflexion
Die Art und Weise, wie der Lichtstrahl auf der Oberfläche des Werkstücks reflektiert wird, hängt von dem darunter liegenden Material, der Oberflächenrauheit und der Behandlung ab.
Einige Aluminiumlegierungen, Kupfer und Messing weisen ein hohes Reflexionsvermögen auf und eignen sich nicht zum Schneiden mit einer Faserlaserschneiden Maschine.
Werkstoffe mit geringer Wärmeleitfähigkeit benötigen weniger Energie zum Schweißen als Werkstoffe mit hoher Wärmeleitfähigkeit. Zum Beispiel, Chrom-Nickel legierter Stahl benötigt weniger Energie als Baustahl und erzeugt weniger Wärme, die bei der Bearbeitung absorbiert wird. Andererseits absorbieren Materialien wie Kupfer, Aluminium und Messing den größten Teil der vom Laserlicht erzeugten Wärme. Da die Wärme vom Zielpunkt des Strahls weggeleitet wird, wird es schwieriger, das Material in der Wärmeeinflusszone zu schmelzen.
Wärmebeeinflusste Zone
Beim Laserbrennschneiden und Laserschmelzschneiden kann es in der Nähe der Schnittkante zu Materialveränderungen kommen. Bei der Bearbeitung von kohlenstoffarmen oder sauerstofffreien Stählen ist die Abschreckung in der Wärmeeinflusszone geringer. Allerdings ist bei kohlenstoffreicher Stahl (60#), wird der Randbereich härter.
Schmelzpunkt
Heiße Schmelze
Vergasungstemperatur
3.3 Verarbeitbarkeit der verschiedenen Materialien
SBaustahl
Beim Schneiden des Materials mit Sauerstoff werden bessere Ergebnisse mit einem Dauerstrichlaser erzielt. Das kleine Kurvensteuerungssystem passt die Laserleistung an die Vorschubgeschwindigkeit der Welle an. Wenn Sauerstoff als Bearbeitungsgas verwendet wird, wird die Schnittkante leicht oxidiert.
Bei Blechen mit einer Dicke von weniger als 3 mm kann Ammoniakgas zum Hochdruckschneiden verwendet werden, was zu einer nicht oxidierten Schnittkante führt.
Komplexe Konturen und kleine Löcher mit einem Durchmesser, der kleiner als die Materialstärke ist, sollten im Impulsbetrieb geschnitten werden, um das Abschneiden scharfer Ecken zu vermeiden. Je höher der Kohlenstoffgehalt ist, desto leichter lässt sich die Schneide abschrecken und desto wahrscheinlicher ist es, dass die Ecke verbrannt wird. Bleche mit hohem Legierungsgehalt sind schwieriger zu schneiden als solche mit niedrigem Legierungsgehalt.
Eine oxidierte oder sandgestrahlte Oberfläche führt zu einer schlechten Schnittqualität, und die Restwärme auf der Blechoberfläche kann sich negativ auf die Schnittergebnisse auswirken. Um Spannungen zu vermeiden, sollten nur nachbehandelte Stahlplatten geschnitten werden. Verunreinigungen in geschmolzenem Stahl unter Siedebedingungen beeinträchtigen die Schneidergebnisse erheblich.
Für saubere Oberflächenschnitte in Baustahl müssen die folgenden Tipps beachtet werden:
S ≤ 0,04%: bevorzugt, Laserbearbeitung führt zu guten Ergebnissen.
Si < 0,25%: In einigen Fällen können leicht unterlegene Schnitte erzielt werden.
Si > 0,25%: Es ist nicht für das Laserschneiden geeignet und kann zu schlechteren oder uneinheitlichen Ergebnissen führen.
Sauerstoff kann verwendet werden, wenn die Randoxidation keine Rolle spielt.
Mit Stickstoff lassen sich oxidations- und gratfreie Kanten erzielen, und eine weitere Behandlung ist nicht erforderlich. Bei hoher Laserleistung und Hochdruckstickstoff kann die Schneidgeschwindigkeit gleich oder höher sein als bei Sauerstoff.
Um rostfreien Stahl mit Stickstoff gratfrei zu schneiden, muss die Fokusposition angepasst werden. Durch Zurücksetzen der Fokusposition und Verringern der Geschwindigkeit kann ein sauberer Schnitt erzielt werden, obwohl kleine Grate nicht vermieden werden können.
Bei nichtrostendem Stahl ist Folgendes zu beachten:
Brennschneiden: Bei Blechen mit einer Dicke von mehr als 3 mm ist die Vorschubgeschwindigkeit zu reduzieren und ein progressiver Modus für die Perforation zu wählen.
Laserschnitt-Verfahren:
Kontinuierliches Schneiden (auch bekannt als CW - Continuous Wave Cutting Method): Dieses Verfahren schneidet durch kontinuierliche Erzeugung einer Oszillationsleistung. Es ist das Verfahren mit der höchsten Schnittgeschwindigkeit beim Schneiden von kohlenstoffarmem Stahl.
Impuls-Schneideverfahren: Dieses Verfahren schneidet durch intermittierendes Erzeugen der Schwingungsleistung. Durch die Verringerung des Wärmeeintrags in das Material kann mit dem Impulsschneiden eine gute Schnittqualität und Maßgenauigkeit erzielt werden. Beim Pulsschneiden muss die Pulsfrequenz eingestellt werden. Die Pulsfrequenz bezieht sich auf das mehrmalige Ein- und Ausschalten des Laserstrahls pro Sekunde, ausgedrückt in Hz.
Der Vorteil des kontinuierlichen Schneidens ist die Geschwindigkeit, aber die Schnittqualität ist nicht so gut. Ein übermäßiger Wärmeeintrag durch den kontinuierlichen Wärmeeintrag in das Material beeinträchtigt die Schnittqualität und die Maßgenauigkeit. Andererseits bietet das Pulsschneiden eine gute Schnittqualität, ist aber langsamer als das kontinuierliche Schneiden. Mit einem 500-W-Lasergenerator beträgt die CW-Schneidgeschwindigkeit von 6 mm starkem kohlenstoffarmem Stahl beispielsweise 800 mm/min, beim Pulsschneiden jedoch nur 600 mm/min. Der Geschwindigkeitsunterschied nimmt bei dünneren Blechen zu. Generell gilt: Wenn die Stahlplatte Bei einer Dicke von mehr als 3 mm ist das CW-Schneiden nicht möglich.
Die Wahl des Schnittmodus erfolgt in der Regel bei der Erstellung eines Programms oder durch Änderung der Maschinenparameter an der Maschine.
3.4 Gasparameter
Die Gasparameter umfassen:
Gasart;
Druck;
Düsendurchmesser und -geometrie.
Der Luftdruck und die Düsengeometrie spielen eine Rolle bei der Bestimmung der Kantenrauhigkeit und der Graterzeugung. Der Verbrauch an Bearbeitungsgas ist abhängig vom Düsendurchmesser und Luftdruck. Luft schneiden Ein Druck unter 1,0 MP gilt als Niederdruck, während 1,5 MP als Hochdruck gilt.
Die am häufigsten verwendeten Schneiddüse hat eine kegelförmige runde Öffnung. Es ist wichtig, den Abstand zwischen der Düse und der Werkstückoberfläche so gering wie möglich zu halten, um die Qualität des Gases, das auf die Schlitzwand trifft, zu maximieren. Häufig wird ein Abstand zwischen 0,5 und 1,5 verwendet.
4. Laserbearbeitung
4.1 Laserperforation
Der Parameterwert des Perforierens unterscheidet sich von dem des Schneidens.
Perforation im Endlosmodus
Vorteile: schnelle Perforation.
Nachteil: Es entsteht eine Perforationsgrube.
Perforation im Impulsbetrieb
Vorteile: kleine Durchgangslöcher.
Nachteile: zeitaufwendig
Anmerkung: die Blechdicke (mm) entspricht ungefähr der Perforationszeit (s).
4.2 Vorsprung und Überschnitt
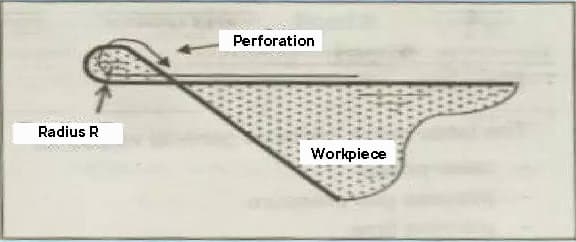
Zum Perforieren wird in der Regel der CW-Modus verwendet, der zwar schneller ist, aber ein größeres Loch erzeugt als das Perforieren mit einem Impuls. Aus diesem Grund befindet sich die Position des ausgestanzten Lochs in der Regel außerhalb der Kontur. Der Abstand zwischen der Perforation und der eigentlichen Kontur wird als Vorhaltebereich bezeichnet.
Unebenheiten in der Kerbkante am Werkstück können auf eine Veränderung des Fokus des Schwachlichtstrahls vom Ende des Ausgangsschneidteils zur Kontur hin hinweisen. Der Benutzer sollte das Ausgangsteil so weit wie möglich auf die ideale Verlängerungslinie auf einer Seite der geometrischen Einheit einstellen.
Beim Schneiden von kleinen Innenkonturen auf der Oberfläche ist es wichtig, die beim Einstechen entstehende Wärme vor dem Schneiden abfließen zu lassen. Vermeiden Sie es, die Perforationen in einem engen Bereich zu setzen und positionieren Sie sie in einem großen Winkel zur Kontur, was die Wärmeableitung fördert.
Die Leitungslänge hängt von der Dicke der Platte und dem Durchmesser des Lochs ab.
4.3 Bearbeitung von Ecken
Bearbeitung eines stumpfen Winkels mit Radius
Vermeiden Sie nach Möglichkeit Wurfwinkel ohne Radius.
Die Ecke mit Radius hat gegenüber der Ecke ohne Radius folgende Vorteile:
Die dynamische Leistung der Wellenbewegung ist besser;
Die Metallfrässtifte miteinander verbunden sind, können als Ganzes entfernt werden.
Der Fokus ist zu hoch.
Senken Sie den Fokus.
Metallgrate auf der Unterseite sind schwer zu entfernen
Vorschubgeschwindigkeit zu hochDer Luftdruck ist zu niedrigReingasDer Fokus ist zu hoch.
Vorschubgeschwindigkeit verringernLuftdruck erhöhenReineres Gas verwendenFokus senken
Grate sind nur auf einer Seite vorhanden
Falsche Ausrichtung des Mundstücks Defekte Düsenöffnung
ZentrierdüseDüse wechseln
Baustahl: Schnitt mit O2
Defekt
Mögliche Ursachen:
Ausgeschlossen sind
Von oben abgegebenes Material
Leistung zu niedrig, Vorschubgeschwindigkeit zu hoch
Drücken Sie in diesem Fall sofort die Pausentaste, um zu verhindern, dass die Schlacke auf die Fokussierlinse spritzt, und erhöhen Sie dann die Leistung.
Schneiden mit schräger Oberfläche, auf beiden Seiten gut, auf beiden Seiten schlecht
Ungeeigneter, falscher oder defekter Polarisationsspiegel; der Polarisationsspiegel ist an der Position des Umlenkspiegels angebracht
Prozessgasfehler (N2);Die Vorschubgeschwindigkeit ist zu hoch; Leistung zu niedrig
Drücken Sie in diesem Fall sofort die Pausentaste, um zu verhindern, dass die Schlacke auf die Fokussierlinse spritzt; Verwenden Sie Sauerstoff als Prozessgas; Reduzieren Sie die Vorschubgeschwindigkeit; Erhöhen Sie die Leistung
Ungenaue Schnittfläche
Der Luftdruck ist zu hoch; die Düse ist beschädigt; der Düsendurchmesser ist zu groß; das Material ist nicht gut.
Reduzieren Sie den Luftdruck; tauschen Sie die Düse aus; installieren Sie geeignete Düsen; verwenden Sie ein Material mit einer glatten und gleichmäßigen Oberfläche.
Es gibt keinen Grat und die Zuglinie ist geneigt; der Einschnitt wird nach unten hin schmaler.
Vorschubgeschwindigkeit zu hoch
Reduzieren Sie die Vorschubgeschwindigkeit.
Erzeugung von Kratern
Der Luftdruck ist zu hoch; die Vorschubgeschwindigkeit ist zu niedrig; der Fokus ist zu hoch; auf der Plattenoberfläche befindet sich Rost; das bearbeitete Werkstück ist überhitzt; das Material ist nicht rein.
Reduzieren Sie den Luftdruck; erhöhen Sie die Vorschubgeschwindigkeit; senken Sie den Fokus; verwenden Sie hochwertigere Materialien.
Sehr raue Schnittfläche
Der Fokus ist zu hoch; der Luftdruck ist zu hoch; die Vorschubgeschwindigkeit ist zu niedrig; das Material ist zu heiß.
Senken des Fokus;Verringern des Luftdrucks;Erhöhen der Vorschubgeschwindigkeit;Kühlen des Materials.
Rostfreier Stahl: Schnitt mit N2 hoher Druck
Defekt
Mögliche Ursachen:
Bedingungen der Abrechnung
Herstellung von feinen, regelmäßigen Graten in Form von Tropfen;
Die Schärfe ist zu niedrig; Der Vorschub ist zu hoch.
Erhöhen Sie den Fokus; verringern Sie den Vorschub.
Auf beiden Seiten wachsen unregelmäßige, fadenförmige Grate, und die Oberfläche der großen Platten verfärbt sich.
Die Vorschubgeschwindigkeit ist zu niedrig; der Fokus ist zu hoch; der Luftdruck ist zu niedrig; das Material ist zu heiß.
Erhöhen Sie die Vorschubgeschwindigkeit; Senken Sie den Fokus; Erhöhen Sie den Luftdruck; Kühlen Sie das Material.
Unregelmäßiger Grat, der nur auf einer Seite der Schneidkante wächst
Die Düse ist nicht zentriert; der Fokus ist zu hoch; der Luftdruck ist zu niedrig und die Geschwindigkeit ist zu gering.
Zentrieren der Düse; Absenken des Fokus; Erhöhen des Luftdrucks; Erhöhen der Geschwindigkeit.
Vergilbung der Schnittkante
Die Atmosphäre enthält Sauerstoffverunreinigungen.
Verwenden Sie Stickstoff von guter Qualität.
Das Plasma wird auf einer geraden Strecke erzeugt.
Die Vorschubgeschwindigkeit ist zu hoch.
Drücken Sie in diesem Fall vorübergehend auf .
Erzeugung eines Plasmas auf der geradlinigen Oberfläche
Die Vorschubgeschwindigkeit ist zu hoch; die Leistung ist zu niedrig; der Fokus ist zu niedrig.
Drücken Sie in diesem Fall sofort die Pausentaste, um zu verhindern, dass die Schlacke auf die Fokussierlinse spritzt;Reduzieren Sie die Aufnahmegeschwindigkeit;Erhöhen Sie die Leistung;Erhöhen Sie den Fokus.
Strahldispersion
Die Vorschubgeschwindigkeit ist zu hoch; die Leistung ist zu niedrig; der Fokus ist zu niedrig.
Reduzieren Sie den Vorschub; erhöhen Sie die Leistung; erhöhen Sie den Fokus.
Erzeugen von Plasma an der Ecke
Die Winkeltoleranz ist zu hoch; die Modulation ist zu hoch; die Beschleunigung ist zu hoch.
Verringern Sie die Winkeltoleranz; verringern Sie die Modulation oder Beschleunigung.
Der Strahl divergiert am Anfang
Die Beschleunigung ist zu hoch; der Fokus ist zu niedrig; geschmolzenes Material konnte nicht entladen werden
Verringern Sie die Beschleunigung; erhöhen Sie den Fokus und durchstoßen Sie das kreisförmige Loch.
Grober Einschnitt
Die Düse ist beschädigt; die Linse ist verschmutzt.
Tauschen Sie die Düse aus; reinigen Sie die Linse, falls erforderlich.
Von oben abgegebenes Material
Leistung zu geringZu hohe VorschubgeschwindigkeitDer Luftdruck ist zu hoch
Drücken Sie in diesem Fall sofort die Pausentaste, um zu verhindern, dass geschmolzene Tränen auf die Fokussierlinse spritzenErhöhen Sie die Leistung und verringern Sie die VorschubgeschwindigkeitReduzieren Sie den Luftdruck
5. Vorsichtsmaßnahmen beim Laserschneiden von Blechen
Um die beste Verarbeitungsqualität zu erreichen, beachten Sie bitte die folgenden Hinweise:
Werkzeugmaschine für die Feineinstellung;
Halten Sie sich an den Wartungsplan;
Verarbeitung gemäß den oben genannten Anforderungen;
Die Oberfläche des Werkstücks muss frei von Rost oder Zunder sein (gebeizt oder glatt).
Die Parameter entsprechen den Material- und Plattenspezifikationen;
Um die Parameter zu optimieren, legen Sie ein neues Verzeichnis für sie an. Wenn sich die Verarbeitungsqualität verschlechtert, vergleichen Sie die Standardparameter der Maschine mit den optimierten Parametern, um festzustellen, ob wesentliche Änderungen vorgenommen wurden.
Die Oberflächenbeschaffenheit der Materialien hat großen Einfluss auf die Qualität des Laserschneidens. Rohmaterialien müssen vor Rost und Schmutz geschützt werden. Wenn die Oberfläche rostig, schmutzig oder uneben ist, sollte das Material vor dem Schneiden mit der Laserschneidmaschine behandelt werden.
Um die beste Schnittqualität zu erreichen, sollte der Bediener diese Grundsätze beachten:
Verwenden Sie Standardschneidparameter, die auf der Materialstärke und -art basieren.
Wenn sich die Schnittqualität verschlechtert, stellen Sie die Standard-Schnittparameter ein.
Die wichtigsten Parameter, die eingestellt werden müssen, sind Laserleistung, Gasdruck, Fokusposition und Schneidgeschwindigkeit.
Anstatt die Standard-Parameterdateien umzuschreiben, sollte der Betreiber seine eigenen Parameterdateien und sein eigenes Parameterdateiverzeichnis erstellen, um seine Erfahrungen kontinuierlich auszubauen.
Die Betriebsart mit geringer Lichtstärke umfasst den Dauerbetrieb und den Impulsbetrieb. Der Dauermodus wird für normales Schneiden verwendet, während der Impulsmodus für die Bearbeitung von kleinen Löchern und Perforationen verwendet wird, die kleiner als die Dicke des Materials sind.
Zum Schneiden von Werkstücken, die wiederverwendet werden sollen, kann die Impulsperforation an der grafischen Kontur durchgeführt werden. Die Perforation im Dauermodus wird in der Regel zum schnelleren Schneiden verwendet, führt aber im Vergleich zur Impulsperforation zu einem größeren Loch.
Die Wärmeableitung vor und nach dem Einstechen ist beim Schneiden kleiner Materialien von entscheidender Bedeutung. Vermeiden Sie es, die Schnittlinie mit schmalen Teilen des Werkstücks zu verbinden und stellen Sie sicher, dass ein ausreichender Winkel mit der Figur eingeschlossen ist, um die Wärmeableitung zu ermöglichen.
Die maximale Schnittgröße der Laserschneidmaschine beträgt 3000 x 1500 mm. Die maximale Schneidkapazität eines 500W Faserlaserschneidmaschine beträgt 6 mm für Kohlenstoffstahl und 4 mm für rostfreien Stahl.
Bearbeiten Sie ein Material nur, wenn Sie sicher sind, dass es vom Laser bestrahlt oder erhitzt werden kann, um die potenzielle Gefahr von Rauch und Dampf zu vermeiden.
Der Bediener sollte die Maschine nicht unbeaufsichtigt lassen, während sie in Betrieb ist. Wenn es notwendig ist, die Maschine zu verlassen, muss sie abgeschaltet oder der Netzschalter ausgeschaltet werden.
Halten Sie einen Feuerlöscher in Reichweite. Schalten Sie den Laser oder den Shutter aus, wenn er nicht benutzt wird. Legen Sie kein Papier, Stoff oder andere brennbare Materialien in die Nähe des ungeschützten Laserstrahls.
Wenn während der Verarbeitung Probleme auftreten, sollte die Maschine sofort abgeschaltet werden, um das Problem zu beheben oder dem zuständigen Personal zu melden.
Halten Sie den Laser, das Bett und die Umgebung sauber, geordnet und frei von Ölverschmutzung. Lagern Sie die Werkstücke, Platten und Abfälle nach Bedarf.
Vermeiden Sie bei der Verwendung von Gasflaschen das Quetschen der Schweißdrähte, um Lecks zu vermeiden. Beachten Sie die Vorschriften für die Verwendung und den Transport von Gasflaschen. Setzen Sie die Gasflasche nicht der Sonne oder Wärmequellen aus. Halten Sie sich beim Öffnen des Ventils seitlich der Flaschenöffnung auf.
Beachten Sie bei der Wartung die Sicherheitsvorschriften für Hochspannung. Führen Sie die Wartung alle 40 Betriebsstunden oder wöchentlich und alle 1000 Betriebsstunden oder alle sechs Monate unter Beachtung der Vorschriften und Verfahren durch.
Nach dem Einschalten der Maschine lassen Sie die X- und Y-Achse manuell mit niedriger Geschwindigkeit laufen, um eventuelle Anomalien zu überprüfen.
Bevor Sie ein neues Werkstückprogramm verwenden, führen Sie einen Testbetrieb durch und überprüfen Sie die Leistung.
Achten Sie während des Betriebs auf die Bewegungen der Maschine, um Unfälle zu vermeiden, die durch die Bewegung der Schneidemaschine außerhalb ihres Arbeitsbereichs oder durch Kollisionen verursacht werden.
Ich denke, dass Sie durch die oben genannten Schulungsinhalte ein tieferes Verständnis für das Blatt Metall-Laserschneidendie für Sie sicherlich hilfreich sein werden.
Wenn Sie noch weitere Fragen haben zu Laserschneiden von Blechendann hinterlassen Sie bitte eine Nachricht im Kommentarbereich.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, warum lasergeschnittene Bleche manchmal nicht perfekt sind? Dieser Artikel befasst sich mit häufigen Problemen beim Laserschneiden, wie Graten an Werkstücken und unvollständigen Schnitten, und bietet praktische Lösungen. Von...
Haben Sie jemals die frustrierenden Wellen auf lasergeschnittenen Blechen bemerkt? Diese Unregelmäßigkeiten können die Präzision beeinträchtigen und die Kosten erhöhen. Dieser Artikel befasst sich mit den kritischen Faktoren, die zu Schneidrippeln führen...
Wie hat sich die Blechindustrie durch die Laserschneidetechnik verändert? Dieses revolutionäre Verfahren ersetzt traditionelle Methoden und bietet unvergleichliche Präzision, Effizienz und Vielseitigkeit. In diesem Artikel erfahren wir, wie...
Stellen Sie sich eine Maschine vor, die Metall mit der Präzision eines Chirurgen-Skalpells durchtrennen kann. Metalllaserschneidmaschinen bieten diese Fähigkeit und verändern die Art und Weise, wie die Industrie mit Metallen arbeitet. Dieser Artikel...
Stellen Sie sich eine Zukunft vor, in der die Laserschneidtechnologie die Fertigungsindustrie revolutioniert und die Effizienz und Präzision wie nie zuvor steigert. In diesem Artikel wird untersucht, wie die Fortschritte beim Laserschneiden Sektoren von der...
Stellen Sie sich vor, Sie könnten mühelos und punktgenau komplizierte Designs in Metalloberflächen ätzen. Das ist die Magie von Metall-Lasergravierern, einer Technologie, die die Metallbearbeitung verändert. In diesem Artikel erfahren Sie mehr über die Prinzipien,...
Wird die Zukunft des Metallschneidens durch Hochleistungslaserschneider revolutioniert? Da die Industrie eine schnellere, präzisere und dickere Materialbearbeitung fordert, werden Hochleistungslaserschneidmaschinen immer...
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine für optimale Leistung eingerichtet wird? In diesem Artikel werden wir die wichtigsten Schritte zum Auspacken, Überprüfen und Installieren Ihrer neuen...
Metall ist ein Material, das glänzt und dehnbar ist. Daher können die meisten Metalle zu schönen und exquisiten Kunsthandwerken oder Schmuckstücken verarbeitet werden, wie z. B. Goldringe, Silberketten,...