12 Mechanische Eigenschaften von Blechen: Wesentlich für Ingenieure und Verarbeiter
Haben Sie sich schon einmal gefragt, warum Bleche in der Technik so vielseitig einsetzbar sind? Dieser Artikel erforscht die faszinierende Welt der Bleche und geht auf ihre Materialeigenschaften, Herstellungsverfahren und Konstruktionsoptimierungen ein. Am Ende werden Sie verstehen, wie diese Elemente zusammenwirken, um stärkere, zuverlässigere Metallkomponenten zu schaffen.
Edelstahl ist ein vielseitiges und weit verbreitetes Blechmaterial, das für seine Korrosionsbeständigkeit, Festigkeit und Ästhetik bekannt ist. Er wird aufgrund seiner Mikrostruktur und Zusammensetzung in verschiedene Arten eingeteilt:
Austenitischer rostfreier Stahl: Dieser nichtmagnetische rostfreie Stahl gehört zur 300er-Serie und enthält einen hohen Anteil an Chrom und Nickel sowie einen geringen Anteil an Kohlenstoff. Er ist gut verformbar, schweißbar und korrosionsbeständig. Zu den üblichen Anwendungen gehören Lebensmittelverarbeitungsanlagen, Automobilkomponenten und Baumaterialien. In der Lebensmittelindustrie wird er zum Beispiel für Küchengeräte und Lagertanks verwendet, da er nicht reaktiv ist.
Ferritischer rostfreier Stahl: Dieser magnetische Edelstahl gehört zur 400er-Serie und enthält 11-30% Chrom und wenig bis gar kein Nickel. Er ist nicht wärmebehandelbar und wird für Anwendungen verwendet, bei denen Korrosionsbeständigkeit und Ästhetik wichtig sind, z. B. für dekorative Gegenstände und Strukturen, die Meerwasser ausgesetzt sind. Ferritischer Edelstahl wird häufig in Auspuffanlagen von Kraftfahrzeugen und Industrieanlagen verwendet.
Martensitischer rostfreier Stahl: Martensitischer rostfreier Stahl ist bekannt für seine Wärmebehandelbarkeit und Korrosionsbeständigkeit. Er enthält kein Nickel und bietet eine Reihe von Härte- und Festigkeitsstufen. Er wird häufig für hochbelastete Komponenten und Strukturteile wie Turbinenschaufeln und chirurgische Instrumente verwendet.
Kaltgewalzter Stahl (CRS)
Kaltgewalzter Stahl wird durch Weiterverarbeitung von warmgewalztem Stahl hergestellt, um eine glattere Oberfläche und engere Toleranzen zu erreichen. Er ist in den Legierungen 1008 und 1018 erhältlich und zeichnet sich durch seine höhere Festigkeit im Vergleich zu warmgewalztem Stahl aus. Kaltgewalzter Stahl wird in der Regel für Anwendungen mit hohen Toleranzen, im Gewerbebau und im Lagerbau verwendet. Seine glatte Oberfläche und gute Schweißbarkeit machen ihn ideal für Karosserieteile und Haushaltsgeräte.
Verzinkter Stahl
Verzinkter Stahl wird mit einer Zinkschicht überzogen, um ihn vor Rost und Korrosion zu schützen. Diese Beschichtung erhöht die Haltbarkeit und Formbarkeit des Materials und macht es für Anwendungen geeignet, die Feuchtigkeit und anderen korrosiven Umgebungen ausgesetzt sind. Zu den üblichen Anwendungen gehören Autoteile, dem Wasser ausgesetzte Waren, Gewächshausausrüstungen, Eimer, Bewässerungsrohre und Boote. So wird verzinkter Stahl aufgrund seiner Langlebigkeit und Witterungsbeständigkeit häufig für den Bau von Außenstrukturen wie Zäunen und Bedachungsmaterialien verwendet.
Aluminium
Aluminium ist bekannt für sein hohes Verhältnis von Festigkeit zu Gewicht und seine natürliche Korrosionsbeständigkeit. In Blechanwendungen werden verschiedene Aluminiumsorten verwendet, die jeweils spezifische Eigenschaften aufweisen:
Klasse 1100: Diese Sorte bietet eine hervorragende Korrosionsbeständigkeit, Verarbeitbarkeit sowie eine hohe thermische und elektrische Leitfähigkeit. Sie wird häufig in Übertragungsleitungen und Stromnetzen sowie aufgrund ihrer Formbarkeit in Verpackungsmaterialien wie Folien und Dosen verwendet.
Besoldungsgruppe 3003: Mit mittlerer Festigkeit und guter Verarbeitbarkeit wird diese Sorte für Wärmetauscher und Kochgeschirr verwendet. Durch seine leichte Formbarkeit ist er ideal für die Herstellung von Getränkedosen und Dachbahnen.
Besoldungsgruppe 5052: Dieser starke, verformbare, schweißbare und korrosionsbeständige Werkstoff wird häufig in der Chemie-, Schifffahrts- und Lebensmittelindustrie eingesetzt. Aufgrund seiner Beständigkeit gegen Salzwasserkorrosion wird er zum Beispiel in Kraftstofftanks und Schiffskonstruktionen verwendet.
Sorte 6061: 6061 ist eine massive Strukturlegierung, die für Strangpressprofile und hochfeste Teile wie LKW- und Schiffsrahmen verwendet wird. Sie wird auch häufig in der Luft- und Raumfahrtindustrie für Flugzeugarmaturen und Automobilteile verwendet.
Kupfer/Messing
Kupfer: Kupfer wird wegen seiner hervorragenden leitenden Eigenschaften, seiner Ästhetik und seiner Korrosionsbeständigkeit geschätzt. Es wird häufig für Kabel, Elektrogeräte, Sanitäranlagen und Fahrzeugteile verwendet. In der Bauindustrie wird Kupfer aufgrund seiner Langlebigkeit und Witterungsbeständigkeit für Dacheindeckungen und Dachrinnen verwendet.
Messing: Messing, eine Legierung aus Kupfer und Zink, lässt sich leicht kalt bearbeiten, schweißen und hartlöten. Es bildet eine schützende Oxidschicht (Patina), die es vor weiterer Korrosion bewahrt, was es ideal für architektonische und verbrauchernahe Produkte macht. Messing wird häufig für Musikinstrumente, dekorative Beschläge und Sanitärarmaturen verwendet.
Andere Materialien
Warmgewalzter Stahl: Diese weniger verarbeitete Form von Stahl hat eine rauere Oberfläche, ist aber kostengünstiger als kaltgewalzter Stahl. Er wird häufig im Baugewerbe und im Maschinenbau verwendet, wo die Oberflächengüte nicht entscheidend ist. Warmgewalzter Stahl wird zum Beispiel bei der Herstellung von I-Trägern und Eisenbahnschienen verwendet.
Aluminiumlegierungen (andere Sorten):
Aluminium 5754: Diese Legierung ist für ihre gute Wärmeleitfähigkeit, Schweißbarkeit und Beständigkeit gegen Spannungsrisskorrosion bekannt und wird im Offshore-Bau und für Container verwendet. Sie wird auch in der Automobilindustrie für Kraftstofftanks und Karosserieteile verwendet.
Aluminium 7075: Diese hochfeste, zähe Legierung bietet eine ausgezeichnete Beständigkeit gegen Ermüdung und wird für Strukturteile in der Luftfahrt verwendet. Ihr hervorragendes Verhältnis von Festigkeit zu Gewicht macht sie ideal für Anwendungen in der Luft- und Raumfahrt, z. B. für Flügelholme und Rumpfkomponenten.
Das Wissen um die Eigenschaften und Anwendungen dieser Blechwerkstoffe ist entscheidend für die Auswahl des richtigen Materials für bestimmte Fertigungsprojekte. Dadurch wird sichergestellt, dass die gefertigten Teile die erforderlichen Standards in Bezug auf Verformbarkeit, Schweißbarkeit, Korrosionsbeständigkeit, Festigkeit, Gewicht und Kosten erfüllen. Darüber hinaus können Faktoren wie Umweltverträglichkeit und Nachhaltigkeit bei der Materialauswahl in verschiedenen Branchen eine Rolle spielen.
Mechanische Eigenschaften von Metallblechen
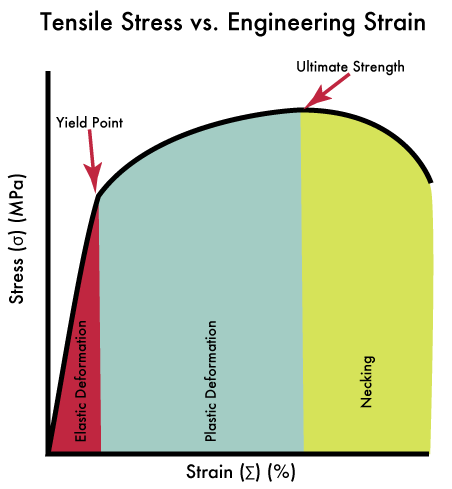
① Zugfestigkeit
Die maximale Spannung, die ein Blech Metallmaterial bis zum Bruch durchläuft, wird als Zugfestigkeit bezeichnet. Die Maßeinheit ist N/mm2 oder MPa, und wird durch das Symbol σb dargestellt. Die Zugfestigkeit ist einer der Indikatoren für die Gesamtfestigkeit eines Metalls.
② Biegefestigkeit
Die maximale Spannung, die ein Querschnitt erfährt, wenn eine Last zwischen zwei Punkten eines Probekörpers aufgebracht wird, wird als Biegefestigkeit bezeichnet. Die Maßeinheit ist N/mm2 oder MPa, und sie wird durch das Symbol σbb dargestellt. Die Biegefestigkeit ist einer der Indikatoren für die Gesamtfestigkeit eines Metalls.
③ Druckfestigkeit
Die maximale Belastung, die ein Feinblech Material unter Druck aushalten kann, ohne zu brechen, wird als Druckfestigkeit bezeichnet. Die Maßeinheit ist N/mm2 oder MPa, und wird durch das Symbol σbc dargestellt.
④ Streckgrenze
Streckgrenze bezieht sich auf die Spannung einer Metallprobe während des Streckvorgangs, wenn die Last nicht mehr zunimmt, die Probe sich aber weiter verformt. Die Maßeinheit ist N/mm2 oder MPa, und sie wird durch das Symbol σs dargestellt. Die Streckgrenze ist der Druckwert an der Streckgrenze.
Bei Werkstoffen, die keine offensichtliche Streckgrenze aufweisen, wird häufig der Spannungswert, der eine bleibende Verformung von 0,2% hervorruft, als Streckgrenze angesehen.
⑤ Scherfestigkeit
Sie bezieht sich auf die maximale Belastung der ursprünglichen Querschnittsfläche der Scherfläche, bevor die Probe schert.
Die Einheit ist: N/mm2 oder MPa und das Symbol ist στ.
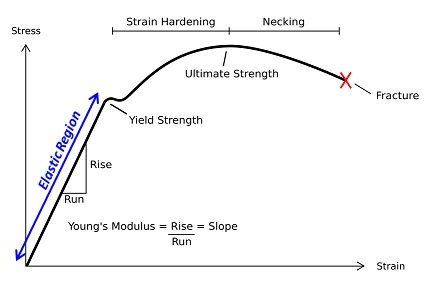
⑥ Elastische Grenze
Sie bezieht sich auf die maximale Spannung des Probekörpers unter der Bedingung, dass sich der Probekörper nach dem Verschwinden der äußeren Kraft verformt und den ursprünglichen Zustand wiederherstellen kann.
Die Einheit ist: N/mm2 oder MPa und das Symbol ist σe.
⑦ Prozentuale Schrumpfung der Bruchfläche
Sie ist der Prozentsatz der ursprünglichen Querschnittsfläche, der nach der Zugbelastung geschrumpft ist.
Das Symbol ist ψ und gehört zu den plastischen Indizes von Materialien.
⑧ Dehnungsverhältnis
Bezieht sich auf den Prozentsatz der Dehnung des Probenmaterials und der ursprünglichen Länge nach dem Bruch des Probenmaterials.
Die Dehnung ist auch einer der plastischen Zeiger von Materialien und das Symbol ist δ.
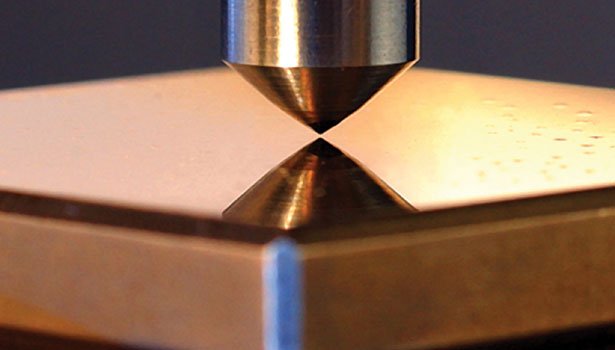
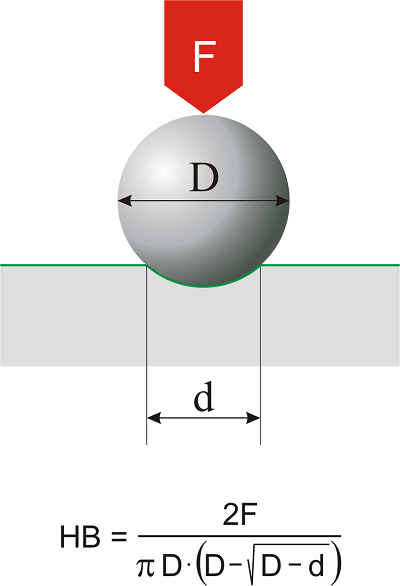
⑨ Härte
Er bezieht sich auf die Fähigkeit des Materials, hartem Druck auf seine Oberfläche zu widerstehen.
Es gibt drei Arten von Härte: Brinell-HärteRockwell-Härte und Vickers-Härte.
Eine Möglichkeit, die Härte darzustellen und zu messen, ist der Brinell-Härtetest. Bei dieser Prüfung wird eine Stahlkugel abgeschreckt und dann unter einer bestimmten Last für eine bestimmte Zeit in die Materialoberfläche gedrückt. Anschließend wird das Verhältnis zwischen der ausgeübten Druckbelastung und der Fläche des Eindrucks berechnet, und dieses Verhältnis stellt die Brinell-Härte dar.
⑪ Rockwell-Härte (HR)
Eine weitere Methode zur Darstellung und Messung der Härte ist die Rockwell-Härteprüfung. Bei dieser Prüfung wird ein Diamantkegel oder eine Stahlkugel nach dem Abschrecken in die Materialoberfläche gedrückt und dann die Härte anhand der Tiefe des Eindrucks bestimmt.
Die Rockwell-Härte wird in drei Kategorien unterteilt: HRA, HRB und HRC, die auf unterschiedlichen Prüfgegenständen und Drücken beruhen.
HRA: Der Härtewert wird durch Aufbringen eines Drucks von 1470 N mit einem Diamantkopf mit einem Kegelwinkel von 120 Grad auf die Prüfmuster ermittelt. Es ist geeignet für die Messung der Oberfläche Abschrecken Schicht, Aufkohlung Schicht, und Hartlegierung Materialien.
HRB: Der Härtewert wird durch Aufbringen eines Drucks von 980 N mit einer Stahlkugel von 1,59 mm Durchmesser ermittelt. Er eignet sich für die Messung von weichen Metallen wie Nichteisenmetallen, geglühtem und normalisiertem Stahl.
HRC: Der Härtewert wird durch Aufbringen eines Drucks von 588 N unter Verwendung eines Diamantkegels mit einem Scheitelwinkel von 120° auf die Prüfmuster ermittelt. Er eignet sich für die Messung von Hartmetallen wie vergütetem Stahl und gehärtetem Stahl.
Tabelle der mechanischen Eigenschaften von Metallen
Für die Tabelle der mechanischen Eigenschaften von Metall, einschließlich Scherfestigkeit, Zugfestigkeit und Streckgrenze, können Sie hier nachsehen.
Was sind die spezifischen Unterschiede zwischen SGCC- und SECC-Werkstoffen in Bezug auf Härte, Duktilität und Schweißbarkeit?
Die Unterschiede zwischen SGCC- und SECC-Werkstoffen in Bezug auf Härte, Duktilität und Schweißbarkeit zeigen sich wie folgt:
Härte: SGCC-Material ist härter als SECC-Material. Dies könnte auf den Reduktionsglühprozess während der Feuerverzinkung zurückzuführen sein, der SGCC etwas härter macht.
Duktilität: SGCC hat eine geringere Duktilität. Aufgrund seiner höheren Härte ist SGCC anfällig für Brüche oder Beschädigungen während des Stanzens oder Tiefziehens, weshalb Tiefziehkonstruktionen bei seiner Anwendung vermieden werden sollten.
Schweißeignung: SGCC hat eine schlechtere Schweißbarkeit. Dies könnte auf seine dickere Zinkschicht zurückzuführen sein, die sich beim Schweißen leicht ablösen kann, was die Schweißqualität beeinträchtigt. Obwohl SECC ebenfalls ein verzinktes Stahlblech ist, sind seine Verformbarkeit und Lackierbarkeit besser als die von SGCC, was indirekt seinen Vorteil bei der Schweißbarkeit widerspiegeln könnte.
Welche erfolgreichen Fälle oder theoretischen Grundlagen gibt es für die Vermeidung von Verformungen von flachen Blechen unter Krafteinwirkung durch Konstruktionsoptimierung?
Um das Problem der Verformung von flachen Blechen unter Krafteinwirkung durch Konstruktionsoptimierung zu vermeiden, können die folgenden Methoden angewandt werden:
Verstärkungsrippen hinzufügen: Durch das Einbringen von Verstärkungsrippen in das Blechteil kann die Festigkeit und Steifigkeit des Blechteils verbessert werden. Diese Methode ist einfach und effektiv und eignet sich für Situationen, in denen die strukturelle Stabilität verbessert werden muss.
Fügen Sie Biegungen, Flansche oder gesäumte Kanten hinzu: Durch diese Arbeitsgänge können zusätzliche Metallschichten an den Kanten des Blechteils angebracht werden, wodurch sich seine Zug- und Druckfestigkeit verbessert. Diese Konstruktionsmethode trägt dazu bei, Spannungen zu verteilen, lokale Spannungskonzentrationen zu verringern und dadurch die strukturelle Gesamtfestigkeit zu verbessern.
Fügen Sie geprägte Wülste durch Wellenbildung hinzu: Durch das Hinzufügen von Prägewülsten auf der Oberfläche des Blechteils kann nicht nur das Aussehen verschönert, sondern auch die Tragfähigkeit und die Verformungsbeständigkeit des Blechteils erhöht werden. Diese Methode eignet sich für Anwendungsszenarien mit hohen Anforderungen an die strukturelle Leistungsfähigkeit.
Rationale Strukturplanung: Bei der Konstruktion von Blechteilen müssen die Anforderungen und Merkmale der Verarbeitungstechnologie berücksichtigt werden, wobei auch die Losgröße, die Kosten und die Produktionseffizienz zu berücksichtigen sind. Eine rationelle konstruktive Gestaltung ist Voraussetzung dafür, dass Blechteile eine hohe Festigkeit und Steifigkeit aufweisen.
Nutzen Sie die Konstruktion während der Phase der plastischen Verformung: Nach der Plastizitätstheorie wird, wenn das lokale Material der Struktur in die Phase der plastischen Verformung eintritt, die Spannung umverteilt, um die Spannungsverteilung gleichmäßiger zu machen und dadurch die Tragfähigkeit der Struktur zu verbessern. Daher kann die Berücksichtigung einer geeigneten plastischen Verformung bei der Planung die Struktur unter Belastung stabiler machen und eine Verformung durch übermäßige Spannungskonzentration vermeiden.
Wie groß ist der Einfluss korrekter Lochgrößen, Innenradien, Biegehöhen und -radien bei der Blechkonstruktion auf die Verbesserung der Leistungsfähigkeit von Blechen?
Bei der Konstruktion von Blechteilen haben die richtige Lochgröße, der Innenradius sowie die Biegehöhe und der Biegeradius erhebliche Auswirkungen auf die Leistung des Blechs. Erstens muss bei der Positionierung der Löcher der Einfluss des Herstellungsprozesses berücksichtigt werden. Beispielsweise können sich Löcher, die zu nahe an der Kante positioniert sind, aufgrund der Materialdehnung verformen oder sogar reißen, was zeigt, wie wichtig die richtige Lochkonstruktion ist, um Fertigungsprobleme zu vermeiden.
Außerdem hängt die Mindestgröße des gestanzten Lochs von der Form des Lochs, den mechanischen Eigenschaften des Materials und der Materialstärke ab. Diese Faktoren müssen bei der Konstruktion berücksichtigt werden, um sicherzustellen, dass der Stanzvorgang den Stempel nicht beschädigt oder die Qualität des Endprodukts beeinträchtigt.
Die Biegehöhe sollte mindestens das Doppelte der Blechdicke plus des Biegeradius betragen. Dieses Konstruktionsprinzip trägt dazu bei, eine gleichmäßige plastische Verformung des Materials während des Biegevorgangs zu gewährleisten und dadurch die Genauigkeit und Qualität der Blechteile zu verbessern.
Wenn die Konstruktion eine Höhe der geraden Kante erfordert, die weniger als das Doppelte der Blechdicke beträgt, sollten Maßnahmen ergriffen werden, um die Biegehöhe zu erhöhen, damit vor dem Biegen keine flachen Rillen in der Biegeverformungszone entstehen und die Qualität der Biegeausbildung gewährleistet ist.
Die Anzahl der Biegevorgänge bei der Herstellung von Blechteilen wirkt sich auch direkt auf die Werkzeugkosten und die Biegegenauigkeit aus. Eine Reduzierung der Anzahl der Biegevorgänge kann die Werkzeugkosten senken und die Biegegenauigkeit verbessern, daher ist es wichtig, die Biegevorgänge bei der Konstruktion zu minimieren.
Außerdem sollten die äußere Form und die inneren Löcher der Stanzteile keine scharfen Ecken aufweisen, da scharfe Ecken die Lebensdauer der Form beeinträchtigen können. Dies ist ein weiterer wichtiger Faktor, der bei der Gestaltung von Blechteilen zu berücksichtigen ist.
Die richtige Lochgröße, der richtige Innenradius sowie die richtige Biegehöhe und der richtige Biegeradius sind für die Verbesserung der Leistung von Blechen entscheidend. Durch eine vernünftige Gestaltung dieser Parameter können Fertigungsprobleme wirksam vermieden und die Qualität und Genauigkeit der Blechteile verbessert werden. Gleichzeitig können dadurch auch die Kosten gesenkt und die Produktionseffizienz verbessert werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Sind Sie ein angehender Maschinenbauingenieur, der sich in seinem Fachgebiet profilieren möchte? In diesem Blogbeitrag stellen wir Ihnen die 10 wichtigsten Konstruktionsprogramme für den Maschinenbau vor, mit denen Sie Ihre...
Mit welcher Art von Fragen können Sie ein Vorstellungsgespräch im Maschinenbau gewinnen? Dieser Artikel befasst sich mit den 20 wichtigsten Fragen, die verschiedene Aspekte des Maschinenbaus testen, von...
Welche Faktoren können die Form eines Zahnrads während der Wärmebehandlung verdrehen? Das Verständnis dieser Faktoren ist entscheidend für die Verbesserung der Zahnradqualität. In diesem Artikel werden 12 Schlüsselelemente untersucht, die sich auf die Verzerrung auswirken, von der Materialzusammensetzung...
Haben Sie sich jemals über die mechanischen Eigenschaften verschiedener Metalle gewundert? In diesem Artikel tauchen wir tief in die Scherfestigkeit, Zugfestigkeit und andere Schlüsseleigenschaften verschiedener Eisenmetalle ein...
Haben Sie sich jemals gefragt, warum junge Maschinenbauingenieure Schwierigkeiten haben, die Karriereleiter zu erklimmen? Dieser Artikel befasst sich mit den gegensätzlichen Erfahrungen junger und älterer Ingenieure in der Maschinenbauindustrie. Er beleuchtet...
Hatten Sie schon einmal Probleme, die richtige Bohrergröße für das Gewindeschneiden zu finden? Dieser Leitfaden entmystifiziert den Prozess mit einer umfassenden Tabelle, die metrische, UNC- und Feingewindegrößen aufführt. Ob Sie nun...
Haben Sie sich jemals gefragt, wie Maschinen den perfekten Motor auswählen? Dieser Artikel enthüllt den faszinierenden Prozess der Auswahl des richtigen Servomotors für verschiedene mechanische Aufgaben. Tauchen Sie ein, um die Berechnungen zu verstehen...
Haben Sie sich jemals gefragt, wie präzise technische Zeichnungen zum Leben erweckt werden? In diesem Artikel befassen wir uns mit den sechzehn grundlegenden Regeln des mechanischen Zeichnens, die in der Norm ASME Y14.5-2009 festgelegt sind. Sie erfahren, wie diese...
Stellen Sie sich vor, dass Ihr Automotor auf einer langen Autofahrt festfährt oder eine Fabrikmaschine bei Produktionsspitzen zum Stillstand kommt. Der Kern dieser Probleme liegt in einem kritischen...