Wie lassen sich mit präzisen Z- und N-Biegungen flache Bleche in komplexe Formen verwandeln? Dieser Artikel befasst sich mit den wesentlichen Techniken und Vorsichtsmaßnahmen für das Z- und N-Biegen in der Blechbearbeitung. Sie erfahren etwas über kritische Verfahren, Positionierungsprinzipien und spezielle Verarbeitungsmethoden, um genaue und effiziente Ergebnisse bei Ihren Metallbearbeitungsprojekten zu gewährleisten. Sie erhalten einen Einblick, wie diese Biegetechniken Ihre Fertigungsprozesse verbessern, die Produktqualität erhöhen und häufige Fallstricke vermeiden können.
Definition: Das Biegeverfahren, bei dem ein Material in einem Zickzackmuster gebogen wird, wird als Z-Biegen bezeichnet.
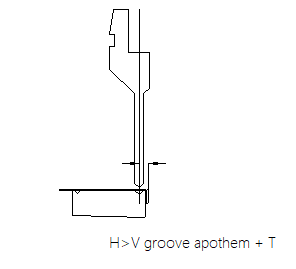
Standard-Biegeprozessbereich:
Die Höhe der Z-Biegung muss größer sein als die Summe aus der Scheitelhöhe der V-Nut und der Dicke des zu biegenden Materials.
H>T+V/2
Die minimale Bearbeitungsgröße wird durch das Modell der verwendeten Maschine bestimmt, während die maximale Bearbeitungsgröße durch die Form des Maschinentisches begrenzt ist.
Z-Biege-Verfahren
1) Verarbeiten Sie die L-Biegung mit der Verarbeitungsmethode für L-Biegungen. 2) Positionieren Sie die L-Biegekante und verarbeiten Sie sie zu einer Z-Biegung (oder verarbeiten Sie sie zu einer Z-Biegung, indem Sie die andere Seite der L-Biegung positionieren).
Grundsätze der Werkstückplatzierung beim Z-Biegen
Prämisse der Positionierung: bequeme und stabile Positionierung.
Im Allgemeinen ist die Positionierung dieselbe wie bei der L-Biegung.
Die sekundäre Positionierung erfordert, dass das Werkstück und die Untergesenk beim Biegen flach aufliegen.
Dinge, die beim Z-Biegen beachtet werden müssen
1) Die Biegewinkel des L-Bogens muss genau sein und im Allgemeinen zwischen 89,5 und 90 Grad liegen.
2) Der Hinteranschlag sollte zurückgezogen werden, um eine Verformung des Werkstücks während der Bearbeitung zu verhindern.
Allgemeine Verarbeitungsmethoden des Z-Biegens
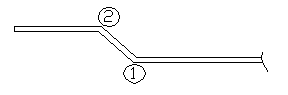
Die Bearbeitungsreihenfolge sollte wie in der folgenden Abbildung dargestellt betrachtet werden, zuerst Biegung 1 und dann Biegung 2.
Erste Biegung zur Bildung einer L Biegen und dann zu einer Z-Biegung weiterverarbeitet (wenn der Arbeitstisch der Maschine im Weg ist, zuerst 1 zu einem großen Winkel biegen, dann 2 biegen und dann 1 drücken)
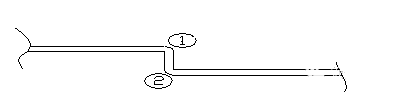
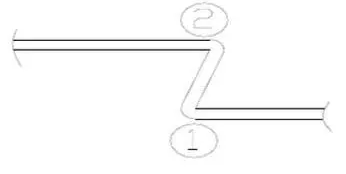
Verwendung von zwei spitzen Winkeln zur Z-Biegung: erst rechtwinklig biegen, dann 2 einfügen und dann 1 einfügen
1) Wenn es zu einer Kollision kommt, biegen Sie zuerst 1, um einen großen Winkel zu bilden, dann biegen Sie 2 und drücken dann 1.
2) wenn keine Kollision, wie bei der allgemeinen Z-Biege-Methode, zuerst 1 und dann 2 biegen.
Bei dieser Art der Bearbeitung wird unter Berücksichtigung der Positionierung und der Überschneidungen zunächst die Biegung 2 um 90 Grad gebogen, dann in die Tiefe 1 eingesetzt und anschließend die Tiefe 2 ergänzt.
Spezielle Verarbeitungsmethode des Z-Biegens
Definition: Z-Biegungen, die nicht unter den allgemeinen Z-Biege-Bedingungen ausgeführt werden können und besondere Methoden zur Verarbeitung erfordern.
Besondere Verarbeitungsmethoden
1) Mittellinien-Trennverfahren (Untergesenk Exzentrizität) - für die Probenverarbeitung;
2) Umformung mit einer kleinen V-förmigen Matrize - für die Massenproduktion (Voraussetzung ist die Hinzufügung eines Koeffizienten);
3) Verarbeitung mit geschliffenem Unterstempel - in allen Fällen anwendbar.
Andere Verarbeitungsmethoden
1) Verarbeitung mit Offsetstempel - geeignet für die Massenproduktion innerhalb des Verarbeitungsbereichs des Stufendifferenzstempels.
2) Umformung mit einer weichen Matrize - geeignet für die Massenproduktion.
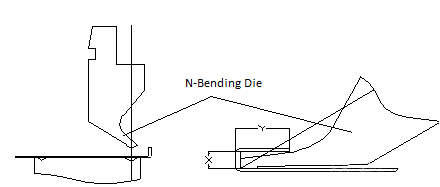
N Biegen
Definition: die gleiche Bearbeitungsfläche zweimal kontinuierlich bearbeiten, um N Biegungen zu bilden
Vorsichtsmaßnahmen bei der N-Biegeverarbeitung
Der Winkel der ersten Biegung sollte nicht größer als 90° sein.
Der Hinteranschlag für die zweite Biegung sollte auf der Grundlage der bearbeiteten Oberfläche eingestellt werden.
Spezielle Verarbeitungsmethode des N-Biegens
Wenn der Oberstempel nach dem N-Biegen in Y-Größe leicht im Weg ist, sollte das Material nach dem N-Biegen mit einer Falzmatrize geglättet werden.
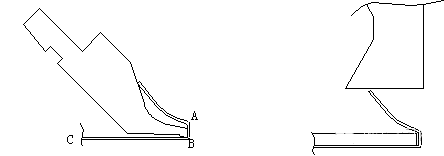
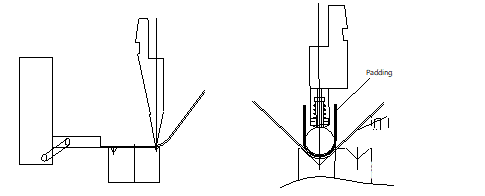
Wenn nach dem N-Biegen in Y-Größe eine erhebliche Störung des oberen Stempels auftritt, sollte das Material nach dem A-Biegen zunächst in die Kollisionsposition gebogen werden. Pressenlinie, dann in Punkt C positioniert und in Punkt B gebogen. Falzwerkzeug und Polsterungen sollten verwendet werden, um das Material zu formen.
Bearbeitung mit einem Formstempel und einer Matrize.
Lichtbogenverarbeitung
Die Bogenbearbeitung kann in zwei Kategorien unterteilt werden: Rundschneiden mit einem Biegemodell und Rundschneiden mit einem Bogenmesser.
Bogenmesser gibt es in zwei Varianten: feststehend und verstellbar.
Vorsichtsmaßnahmen
A: Bei der Bearbeitung mit einem 90°-Tiefgesenk kann es zu einer unzureichenden Bearbeitung kommen. In diesem Fall muss die Form manuell geschoben werden oder, wenn möglich, ein 88°-Tiefgesenk verwendet werden.
B: Verwenden Sie ein Messgerät, um die Maßhaltigkeit des Werkstücks zu überprüfen.
C: Bei der Bearbeitung eines 90°-Bogens sollte die untere Matrize einen Radius von 2 (R + T) haben.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Blechteile entworfen und mit Präzision hergestellt werden? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Biegezugabe ein - ein...
Haben Sie sich jemals gefragt, wie sich verschiedene Materialien auf das Biegen von Blechen auswirken? In diesem aufschlussreichen Artikel teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Auswirkungen von Materialtypen, Dicke und...
Achtung an alle Blechverarbeiter und Konstrukteure! Kämpfen Sie damit, den optimalen Biegeradius für Ihre Projekte zu bestimmen? Dann suchen Sie nicht weiter! In diesem Blog-Beitrag werden wir uns mit dem...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Haben Sie sich jemals gefragt, warum sich Ihre Blechprojekte manchmal ungünstig biegen oder reißen? Dieser Artikel entmystifiziert die entscheidende Rolle der Fertigungslöcher beim Biegen von Blechen. Sie erfahren, wie diese Löcher...
Stellen Sie sich vor, Sie können Bleche biegen, ohne eine einzige Markierung oder einen Kratzer zu hinterlassen. In diesem Artikel untersuchen wir innovative Techniken für das markierungsfreie Biegen von Blechen und gehen dabei auf Herausforderungen wie Reibung, Materialhärte und...
Hätten Sie gedacht, dass das Biegen von Blechen so kompliziert sein kann? Das geschlossene Biegen, eine wichtige Technik in der Blechverarbeitung, verwendet spezielle Methoden, um präzise und dauerhafte Biegungen zu erzielen, ohne dass ein...
Stellen Sie sich vor, Sie erreichen perfekte Blechbiegungen ohne Flecken oder Makel. Dieser Artikel befasst sich mit fortschrittlichen Techniken, die eine makellose Oberflächenqualität bei Blechbiegeprozessen gewährleisten. Sie erfahren etwas über innovative...
Haben Sie sich jemals gefragt, wie die massiven Stahlkonstruktionen von Lokomotiven ihre präzisen Kurven erhalten? In diesem Artikel lüften wir das Geheimnis, wie große Biegeradien in Blechteilen entstehen....