Haben Sie sich jemals gefragt, was eine perfekte Schweißnaht ausmacht? Beim Laserschweißen liegt das Geheimnis in der Verwendung von Schutzgas. In diesem Artikel erfahren Sie, wie sich verschiedene Gase wie Stickstoff, Argon und Helium auf die Schweißqualität auswirken und warum die Wahl des richtigen Gases so wichtig ist. Machen Sie sich bereit, das Wesentliche für einwandfreie Schweißnähte zu erfahren!
Schutzgas spielt beim Laserschweißen eine entscheidende Rolle: Es verbessert die Schweißqualität, schützt das Schmelzbad und verhindert Schäden an der Laseroptik. Seine Anwendung kann in drei verschiedene Arten unterteilt werden, die jeweils spezifische Funktionen im Schweißprozess erfüllen:
Hilfskraftgas (MDE-Gas): Dieses Gas, das auch als Metal Vapor Debris Extraction (MDE)-Gas bezeichnet wird, dient in erster Linie zur Entfernung von Metalldampf und Ablagerungen, die beim Schweißen entstehen. Es trägt zur Aufrechterhaltung einer sauberen Schweißumgebung bei, verhindert eine Verunreinigung der Schweißnaht und schützt die Laseroptik vor möglichen Schäden.
Abschirmgas: Die Hauptfunktion des Schutzgases besteht darin, das geschmolzene Schweißbad und die umgebende Wärmeeinflusszone vor atmosphärischer Verunreinigung zu schützen. Es verdrängt die Umgebungsluft und verhindert so die Oxidation und Nitrierung des Schweißguts. Übliche Schutzgase sind Argon, Helium oder Mischungen davon, die je nach dem zu schweißenden Material und den gewünschten Schweißeigenschaften ausgewählt werden.
Düsengas: Das Strahlgas wird mit hoher Geschwindigkeit auf den Schweißbereich gerichtet, um einen Schlüsselloch-Effekt zu erzeugen, der den Einbrand verbessert und das Schweißbad stabilisiert. Es kann auch dabei helfen, Plasmastrahlen zu entfernen, die die Übertragung des Laserstrahls auf das Werkstück beeinträchtigen könnten.
Die Auswahl und Optimierung dieser Gase hat einen erheblichen Einfluss auf die Schweißnahtqualität, die Prozessstabilität und die Gesamteffizienz bei Laserschweißen Vorgänge. Bei der Bestimmung der optimalen Gaskonfiguration für eine bestimmte Anwendung müssen Faktoren wie die Materialzusammensetzung, die Schweißnahtgestaltung und die Laserparameter berücksichtigt werden.
2. Warum ist Schutzgas notwendig?
Das kontinuierliche Laserschweißen ist ein fortschrittliches Fügeverfahren, bei dem hochenergetische Laserstrahlen als konzentrierte Wärmequelle eingesetzt werden, um die Oberfläche von Werkstücken präzise aufzuschmelzen und so hochwertige, hocheffiziente Schweißverbindungen herzustellen.
Beim Hochleistungslaserschweißen erhitzt der intensive Laserstrahl das Material schnell über seinen Schmelzpunkt hinaus. Die dabei entstehenden extremen Temperaturen können jedoch auch zur Verdampfung des Metalls führen, was zur Bildung eines Metalldampfplasmas in der Schweißzone führt.
Diese Plasmafahne kann die eintreffende Laserenergie erheblich abschwächen und die effektive Leistung, die die Werkstückoberfläche erreicht, verringern. Dies beeinträchtigt die Stabilität des Schmelzbades und kann die Qualität und Konsistenz der Schweißnaht beeinträchtigen.
Um diese Probleme zu entschärfen und die Prozessstabilität zu gewährleisten, muss während des Schweißens ein sorgfältig ausgewähltes Schutzgas mit hohem Ionisierungspotenzial eingeleitet werden. In der Regel werden inerte Gase wie Argon oder Helium verwendet. Das Schutzgas erfüllt mehrere wichtige Funktionen:
Plasmaunterdrückung: Sie hilft, das Metalldampfplasma zu zerstreuen und zu kontrollieren, so dass mehr Laserenergie das Werkstück erreichen kann.
Atmosphärischer Schutz: Er isoliert das Schweißbad und die Wärmeeinflusszone von der Umgebungsluft und verhindert Oxidation und Stickstoffaufnahme.
Reduzierung von Spritzern: Es trägt dazu bei, die Dynamik des Schmelzbades zu stabilisieren, Schweißspritzer zu minimieren und die Oberflächenqualität zu verbessern.
Kühleffekt: Bestimmte Gase können eine zusätzliche Abkühlung bewirken und so die Erstarrungsgeschwindigkeit und das Gefüge der Schweißnaht beeinflussen.
Die richtige Anwendung von Schutzgas führt zu einem stabileren Schweißprozess, weniger Fehlern und einer gleichmäßigen, glatten Schweißoberfläche mit verbesserten mechanischen Eigenschaften.
3. Die Funktionen von Schutzgas
Beim Laserschweißen wirkt sich die Verwendung von Schutzgas auf die Bildung der Schweißnaht, ihre Qualität, ihren Einbrand und ihre Breite aus.
In den meisten Fällen wirkt sich das Einblasen von Schutzgas positiv auf die Schweißnaht aus, es kann aber auch ungünstige Auswirkungen haben.
3.1 Positive Auswirkungen
(1) Ein geeignetes Schutzgas kann das Schweißbad wirksam schützen und die Oxidation verringern oder sogar beseitigen.
(2) Es kann auch Spritzer beim Schweißen reduzieren.
(3) Das Schweißbad erstarrt gleichmäßig und hat eine gleichmäßige, ansprechende Form.
(4) Ein geeignetes Schutzgas kann auch die abschirmende Wirkung der Metalldampffahne oder des Plasmas auf den Laser verringern, was zu einer höheren Lasernutzung führt.
(5) Außerdem kann die richtige Verwendung von Schutzgas die Schweißnahtporosität.
Solange die richtige Gasart, die richtige Durchflussmenge und der richtige Blasmodus gewählt werden, können die gewünschten Ergebnisse erzielt werden.
Eine falsche Verwendung von Schutzgas kann jedoch negative Auswirkungen auf das Schweißen haben.
3.2 Negative Auswirkungen
(1) Die unsachgemäße Verwendung von Schutzgas kann zu einer Verschlechterung der Schweißnaht führen;
(2) Die Wahl eines ungeeigneten Gastyps kann zu Rissen in der Schweißnaht führen und auch die mechanischen Eigenschaften der Schweißnaht verschlechtern;
(3) Die falsche Wahl des Gasdurchsatzes kann zu einer verstärkten Oxidation der Schweißnaht führen (unabhängig davon, ob der Durchsatz zu hoch oder zu niedrig ist), oder das Metall des Schweißbades kann durch äußere Kräfte stark gestört werden, was zu einem Zusammenbruch oder einer ungleichmäßigen Ausbildung der Schweißnaht führt;
(4) Die Wahl eines falschen Gasflusses kann dazu führen, dass die Schweißnaht nicht ausreichend geschützt ist, dass sie überhaupt keine Schutzwirkung hat oder dass die Schweißnahtbildung negativ beeinflusst wird;
(5) Die Eindringtiefe der Schweißnaht wird durch den Schutzgasstrom beeinflusst, insbesondere beim Schweißen dünner Bleche.
4. Arten von Schutzgas
Die beim Laserschweißen üblicherweise verwendeten Schutzgase sind Stickstoff (N2), Argon (Ar) und Helium (He). Ihre physikalischen und chemischen Eigenschaften sind unterschiedlich, so dass auch ihre Wirkung auf die Schweißnaht variiert.
4.1 N2
Die Ionisierungsenergie von N2 ist mäßig, mit einem Wert, der über dem von Ar und unter dem von He liegt.
Unter der Einwirkung eines Lasers wird die Ionisierung von N2 ist im Allgemeinen moderat, was die Bildung von Plasmawolken verringern und die effektive Nutzung des Lasers erhöhen kann.
Wenn Stickstoff jedoch bei einer bestimmten Temperatur mit einer Aluminiumlegierung oder einem Kohlenstoffstahl reagiert, bildet er Nitrid, was zu einer Abnahme der Zähigkeit und Sprödigkeit der Schweißnaht führen und sich negativ auf die mechanischen Eigenschaften der Schweißverbindung auswirken kann.
Andererseits kann Stickstoff, wenn er mit nichtrostendem Stahl reagiert, die Festigkeit der Schweißverbindung verbessern und die mechanischen Eigenschaften der Schweißnaht positiv beeinflussen.
Die Ionisierungsenergie von Ar ist relativ gering, und unter der Einwirkung eines Lasers ist sein Ionisierungsgrad relativ hoch, was sich negativ auf die Kontrolle der Plasmawolkenbildung und die effektive Nutzung des Lasers auswirken kann.
Die geringe Reaktivität von Ar mit herkömmlichen Metallen und seine relativ niedrigen Kosten machen es jedoch zu einer attraktiven Option. Außerdem kann es aufgrund seiner hohen Dichte effektiv über dem Schweißbad absinken und bietet so eine bessere Schutzumgebung.
Aus diesen Gründen wird Ar in der Regel als herkömmliches Schutzgas verwendet.
4.3 Er
Die Ionisierungsenergie von He ist die höchste, und unter der Einwirkung eines Lasers ist sein Ionisierungsgrad sehr niedrig, so dass er die Bildung von Plasmawolken wirksam kontrollieren kann.
Laser kann effektiv auf Metalle einwirken, und die geringe Reaktivität und die niedrige Aktivität von He machen es zu einem guten Schutzgas für das Schweißen.
Aufgrund der hohen Kosten von He eignet es sich jedoch nicht für die breite Verwendung in Massenprodukten. Es wird in der Regel in der wissenschaftlichen Forschung oder für hochwertige Produkte verwendet.
5. Einblasmodus des Schutzgases
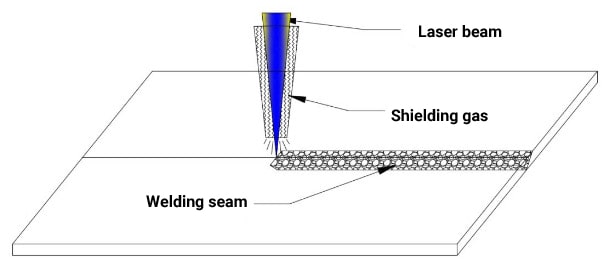
Gegenwärtig gibt es zwei Hauptmethoden für das Einblasen von Schutzgas: die eine ist das seitliche Einblasen von Schutzgas, wie in Abbildung 1 dargestellt, die andere ist das koaxiale Einblasen von Schutzgas, wie in Abbildung 2 dargestellt.
Abb. 1 Schutzgas einblasende Seitenschachtseite
Abb. 2 Koaxiales Schutzgas
Die Wahl zwischen den beiden Methoden zum Einblasen von Schutzgas erfordert eine umfassende Abwägung vieler Faktoren.
Im Allgemeinen wird empfohlen, die Methode des seitlichen Einblasens von Schutzgas zu verwenden.
6. Auswahlprinzip des Schutzgaseinblasmodus
Zunächst einmal ist es wichtig zu wissen, dass der Begriff "Oxidation" der Schweißnaht lediglich eine umgangssprachliche Bezeichnung ist.
Theoretisch handelt es sich dabei um die chemische Reaktion zwischen den schädlichen Bestandteilen in der Luft und der Schweißnaht, die zu einer Verringerung der Schweißnahtqualität.
Die häufigste Ursache hierfür ist die Reaktion zwischen dem Schweißgut und Elementen wie Sauerstoff, Stickstoff und Wasserstoff in der Luft bei hohen Temperaturen.
Um eine "Oxidation" der Schweißnaht zu verhindern, muss der Kontakt zwischen dem Schweißgut und diesen schädlichen Komponenten bei hohen Temperaturen reduziert oder ganz unterbunden werden.
Dieser Hochtemperaturzustand umfasst nicht nur das geschmolzene Schweißbad, sondern auch den gesamten Prozess vom Aufschmelzen des Schweißguts bis zum Erstarren und Abkühlen unter eine bestimmte Temperatur.
Zum Beispiel, Titan Legierungen können bei Temperaturen über 300 °C schnell Wasserstoff, bei Temperaturen über 450 °C Sauerstoff und bei Temperaturen über 600 °C Stickstoff aufnehmen.
Daher ist es wichtig, das Titan zu schützen Legierungsschweißung nach dem Erstarren und der Stufe unter 300°C, sonst wird es "oxidiert".
Daraus ist ersichtlich, dass der Einsatz von Schutzgas nicht nur das Schweißbad in Echtzeit schützen muss, sondern auch den gerade erstarrten Bereich der Schweißnaht.
Daher wird in der Regel ein seitlich ausblasendes Schutzgas verwendet, wie in Abbildung 1 dargestellt.
Im Vergleich zum koaxialen Schutz (Abbildung 2) bietet diese Methode einen größeren Schutzumfang, insbesondere für den Bereich, in dem die Schweißnaht gerade erstarrt ist.
In der Praxis können nicht alle Produkte mit dem Seitenblasverfahren geschützt werden.
Für einige spezifische Produkte kann nur koaxiales Schutzgas verwendet werden, und die spezifische Wahl hängt von der Produktstruktur und die Form der Verbindung.
7. Auswahl der spezifischen Einblasart des Schutzgases
7.1 Gerade Schweißnaht
Wie in Abbildung 3 dargestellt, weist das Erzeugnis eine lineare Schweißnahtform auf, wobei es sich um eine Stumpfnaht, eine Überlappungsnaht, eine Innenecknaht oder eine Überlappung handelt. Schweißnaht.
Für dieses Produkt ist es günstiger, die in Abbildung 1 gezeigte Methode des seitlichen Einblasens von Schutzgas zu verwenden.
Abb. 3 Gerade Schweißnaht
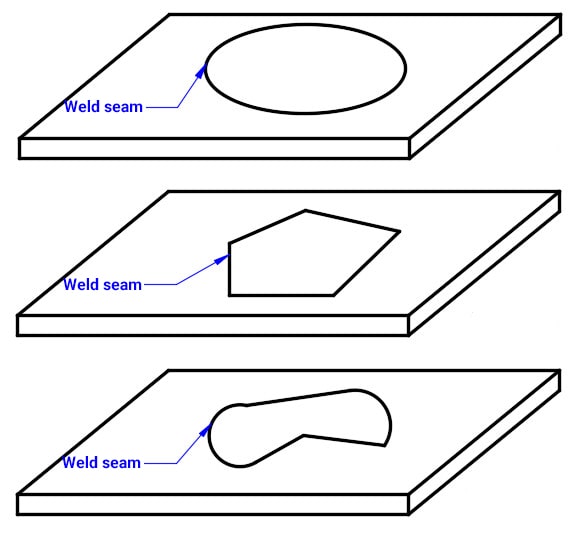
7.2 Geschlossener Graph in der Ebene schweißen
Wie in Abbildung 4 dargestellt, hat das Produkt eine Schweißnahtform, die eine ebene kreisförmige Form, eine ebene mehrseitige Form, eine ebene mehrteilige lineare Form oder eine andere geschlossene Form ist, und die Verbindungsformen können Stumpfstöße, Überlappungsstöße, Überlappungsstöße usw. sein.
Daher eignet sich das Produkt besser für das in Abbildung 2 dargestellte koaxiale Schutzgasverfahren.
Abb. 4 Geschlossener Graph in der Ebene schweißen
Die Auswahl des Schutzgases hat einen direkten Einfluss auf die Qualität, die Effizienz und die Kosten der Schweißproduktion.
Aufgrund der Vielfalt der Schweißmaterialien ist die Auswahl der Schweißgas ist in der Schweißpraxis komplexer.
Bei der Auswahl des am besten geeigneten Schutzgases ist es wichtig, die folgenden Faktoren zu berücksichtigen Schweißmaterial, Schweißverfahren, Schweißposition und gewünschtes Schweißergebnis.
Die einzige Möglichkeit, die beste Option zu ermitteln, ist die Durchführung eines Schweißtests.
8. Einfluss des Schutzgases auf die Schweißnahtmorphologie
Neben der Auswahl des geeigneten Schutzgases auf der Grundlage des Schweißmaterials muss auch der Einfluss des Einblaswinkels, der Einblasrichtung und der Durchflussmenge des Schutzgases auf die Schweißmorphologie untersucht werden.
Es wurden Studien durchgeführt, um den Einfluss verschiedener Einblaswinkel des Schutzgases auf die Schweißnaht unter denselben Schweißbedingungen zu verstehen.
Die Versuchsergebnisse zeigen, dass die Tendenz des Einflusses auf die Schweißnahtmorphologie bei verschiedenen Fließgeschwindigkeiten gleich bleibt, wenn die anderen Variablen gleich gesteuert werden.
Mit zunehmender Durchflussmenge wird jedoch die Auswirkung auf den Einbrand deutlicher, während der Einfluss auf die Schweißnahtoberfläche und -breite abnimmt.
Um speziell die Auswirkungen des Blaswinkels zu untersuchen, wurde die Durchflussmenge bei 5 l/min gehalten, während die anderen Variablen kontrolliert wurden und nur der Blaswinkel verändert wurde.
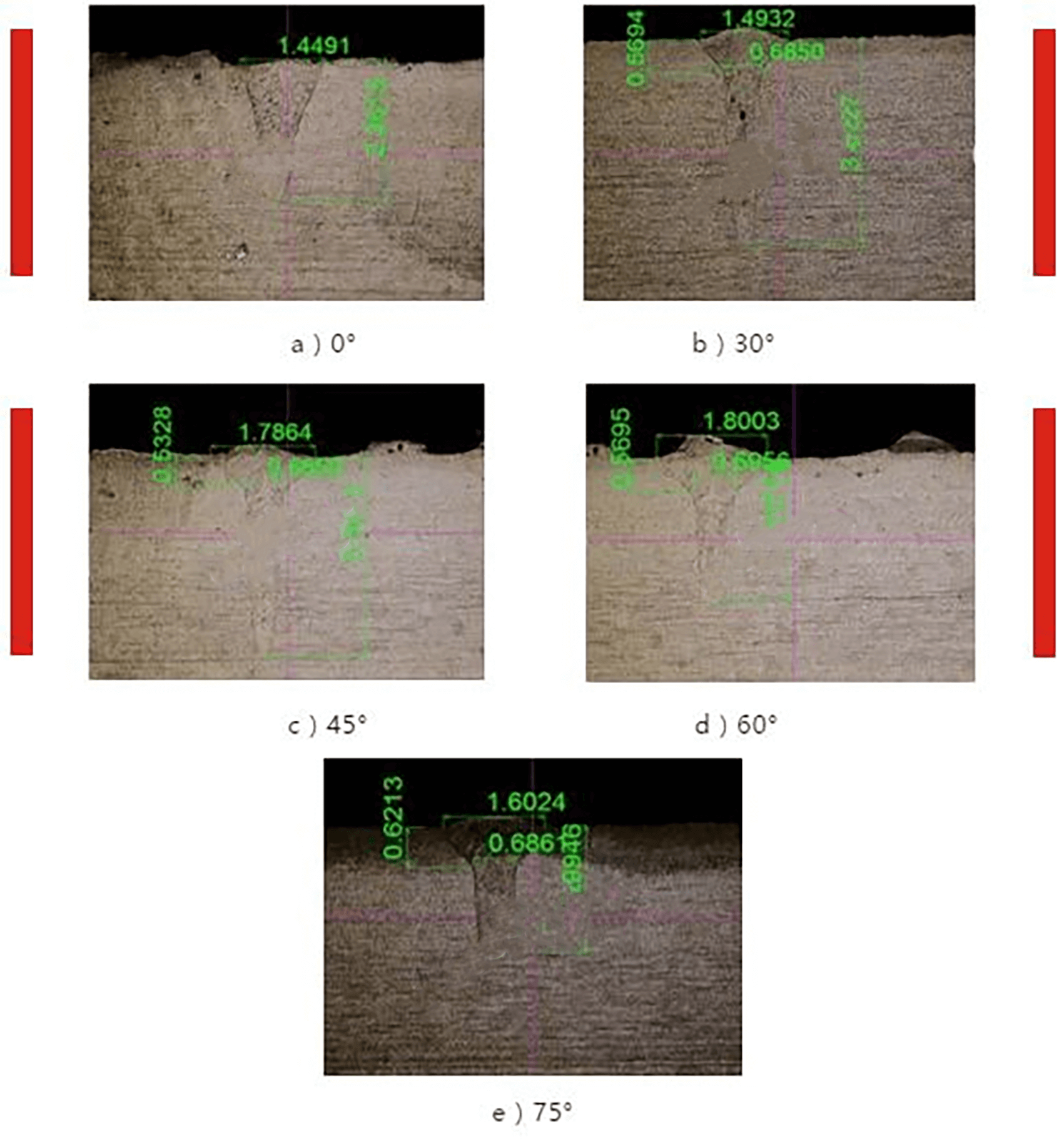
Die Ergebnisse der Prüfung sind in Abbildung 5 dargestellt, ein metallografisches Diagramm der Schweißnahtmorphologie im Querschnitt ist in Abbildung 6 zu sehen.
Abb. 5 Auswirkung der verschiedenen Blasverfahren auf den Einbrand und die Breite der Schweißnaht
Abb. 6 Schweißnahtmorphologie bei verschiedenen Einblaswinkeln
Den Versuchsdaten zufolge steigt der Einbrand zunächst an und nimmt dann mit zunehmendem Einblaswinkel ab.
Bei 0° oder über 45° nimmt die Penetration deutlich ab. Die maximale Penetration wird bei einem Ausblaswinkel von 30° erreicht.
Die Breite der Schweißnaht wird durch die Verringerung der Laserintensität durch das Plasma und den Einfluss des Gasflusses auf das Schweißbad bestimmt.
Bei einem Einblaswinkel von 0° ist die Schmelzebreite am geringsten. Mit zunehmendem Einblaswinkel nimmt die Breite der Schmelze zu, aber die Breite der Schweißnaht ändert sich kaum, wenn der Winkel über 45° liegt.
Analyse der Ergebnisse
Der Einfluss des Schutzgases auf die Schweißmorphologie wird hauptsächlich durch die Einstellung der Plasmagröße gesteuert, die die Leistungsdichte des Lasers bestimmt, die die Oberfläche des Werkstücks erreicht.
Anhand des metallographischen Diagramms des Schweißnahtquerschnitts ist zu erkennen, dass die Schweißnahtmorphologie bei 0° oder 75° zum Wärmeleitschweißen tendiert, während Tiefschweißen ist bei 30° und 45° zu beobachten.
Zusammenfassend lässt sich sagen, dass unter den gleichen Schweißverfahren Parametern wird empfohlen, einen Blaswinkel von 30° für eine erhöhte Penetration, 45° für eine größere Oberflächenbreite und 0° oder 75° für eine größere untere Schmelzbreite zu verwenden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, wie Laserschweißen die Metallbearbeitung verändert? In diesem Artikel werden die Geheimnisse des Laserschweißens gelüftet, wobei der Schwerpunkt auf den entscheidenden Parametern liegt, die Präzision und Festigkeit gewährleisten. Von der Einstellung der Laserleistung bis...
In der sich schnell entwickelnden Welt des Laserschweißens ist Innovation der Schlüssel. Da die Hersteller die Grenzen des Möglichen immer weiter hinausschieben, heben sich eine Handvoll Unternehmen als Marktführer in diesem Bereich hervor....
Stellen Sie sich vor, Sie schweißen Metall mit einem Lichtstrahl - präzise, schnell und fast magisch. Das ist Laserschweißen, eine Technologie, die die Fertigung revolutioniert. In diesem Artikel werden wir die grundlegenden Prinzipien des Laserschweißens...
Stellen Sie sich vor, Sie arbeiten mit einem Laserschweißgerät, bei dem eine falsche Bewegung zu schweren Verletzungen oder Schäden an der Ausrüstung führen kann. Dieser Artikel befasst sich mit den wichtigsten Sicherheitsvorkehrungen für den Umgang mit diesen leistungsstarken Geräten,...
Stellen Sie sich vor, Sie könnten Ihre Schweißarbeiten mit der Kraft des Lasers verändern. Die Welt des Laserschweißens bietet eine Vielzahl von Optionen, darunter Faser-, Dioden-, Scheiben- und CO2-Laser, die jeweils...
In der Welt des Schweißens kann die Wahl des richtigen Verfahrens erhebliche Auswirkungen auf Effizienz und Qualität haben. Laserschweißen und WIG-Schweißen (Argon-Lichtbogen) bieten jeweils einzigartige Vor- und Nachteile. Laserschweißen...
Wie kann Schutzgas Ihre Laserschweißprojekte erheblich verbessern? Beim Laserschweißen spielt Schutzgas eine entscheidende Rolle bei der Verbesserung der Schweißqualität, da es Reaktionen mit Luftbestandteilen und...
Stellen Sie sich eine Schweißtechnik vor, die Präzision, minimale thermische Verformung und eine hohe Verarbeitungsgeschwindigkeit bietet. Das Laserschweißen bringt diese Vorteile mit sich und revolutioniert die Fertigungsindustrie. Dieser Artikel befasst sich mit dem...
Mit dem Laserschweißen lässt sich eine bemerkenswerte Vielfalt von Materialien verbinden, aber welche sind wirklich hervorragend? Dieser Artikel geht auf die Besonderheiten ein und behandelt alles von gängigen Metallen wie Kohlenstoffstahl und Aluminium bis hin zu...