Shot Peening von Metalloberflächen: Der wesentliche Leitfaden
Haben Sie sich jemals gefragt, wie Metallteile ihre unglaubliche Festigkeit und Haltbarkeit erhalten? Kugelstrahlen ist der unbesungene Held hinter vielen der widerstandsfähigen Komponenten, auf die wir uns jeden Tag verlassen. In diesem Artikel erkunden wir die faszinierende Welt des Shotpeening, eines Verfahrens, bei dem Metalloberflächen durch Hochgeschwindigkeitsprojektilstrahlen veredelt werden. Entdecken Sie, wie diese innovative Technik ihre Wirkung entfaltet - von der Erhöhung der Ermüdungsfestigkeit bis hin zur Verbesserung der Verschleiß- und Korrosionsbeständigkeit. Lassen Sie uns eintauchen und die Geheimnisse dieser leistungsstarken Oberflächenbehandlung lüften!
Shot Peening ist ein Verfahren, das die mechanischen Eigenschaften und den Oberflächenzustand von Werkstücken verbessert, indem Hochgeschwindigkeitssand- oder Eisenstrahlen auf die Oberfläche einwirken. Dieses Verfahren kann die mechanische Festigkeit, Verschleißfestigkeit, Ermüdungsfestigkeit und Korrosionsbeständigkeit von Teilen verbessern.
Darüber hinaus kann das Kugelstrahlen auch zur Oberflächenmattierung, Entzunderung und zur Beseitigung von Eigenspannungen bei Verfahren wie Gießen, Schmieden und Schweißen eingesetzt werden.
Kugelstrahlen zum Entfernen von alter Farbe und Rost auf der Oberfläche von Stahlrädern
Types des Kugelstrahlens
Shotpeening wird unterteilt in Kugelstrahlen und Shotpeening.
Shotpeening
Oberflächenbehandlung mit Kugelstrahlen hat eine erhebliche Schlagkraft und bietet einen deutlichen Reinigungseffekt.
Bei der Behandlung von dünnen Werkstücken durch Kugelstrahlen kann es jedoch leicht zu einer Verformung des Werkstücks kommen, und das Stahlkorn trifft auf die Oberfläche des Werkstücks, unabhängig davon, ob es sich um Kugelstrahlen oder Kugelstrahlen handelt, was zu einer Verformung des Metallsubstrats führt. Fe3O4 und Fe2O3 haben keine Plastizität und schälen sich nach dem Brechen ab. Auch der Ölfilm wird zusammen mit dem Substrat verformt, so dass Kugel- oder Luftstrahlen bei ölverschmutzten Werkstücken das Öl nicht vollständig entfernen kann.
Unter den bestehenden Verfahren zur Oberflächenbehandlung von Werkstücken bietet das Sandstrahlen die beste Reinigungswirkung.
Schuss Sprengen
Kugelstrahlen ist für die Reinigung von Werkstückoberflächen mit hohen Anforderungen geeignet. Die derzeitige allgemeine Sandstrahlausrüstung in China besteht jedoch hauptsächlich aus einfachen und schweren Sandförderanlagen wie Scharnierdrachen, Kratzer, Eimer und Elevatoren.
Die Benutzer müssen eine tiefe Grube ausheben und eine wasserdichte Schicht aufbringen, um die Maschinen zu installieren, was zu höheren Baukosten, einem größeren Wartungsaufwand und höheren Wartungskosten führt.
Außerdem kann die erhebliche Menge an Siliziumdioxidstaub, die beim Sandstrahlen entsteht, nicht wirksam entfernt werden, was eine ernsthafte Bedrohung für die Gesundheit der Bediener und eine Verschmutzung der Umwelt darstellt.
Das Verfestigungsstrahlen wird in allgemeines Verfestigungsstrahlen und Spannungsverfestigungsstrahlen unterteilt..
Im Allgemeinen wird bei der Verarbeitung der Stahlplatte ist in einem freien Zustand, und Schnellstahlkugeln werden verwendet, um auf die Oberfläche zu schlagen, um eine Vorkompressionsspannung zu induzieren, die die Zugspannung auf der Oberfläche während der Arbeit reduziert und ihre Lebensdauer erhöht.
Beim Spannungskugelstrahlen wird das Stahlblech unter einer bestimmten Kraft vorgebogen und anschließend kugelgestrahlt.
Arten von Kugelstrahlanlagen
Es gibt zwei Haupttypen von Kugelstrahlanlagen:
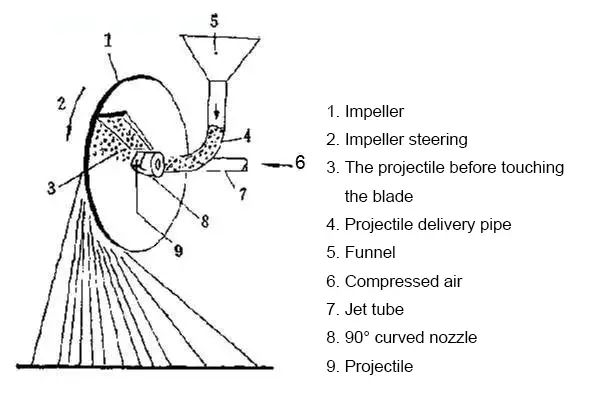
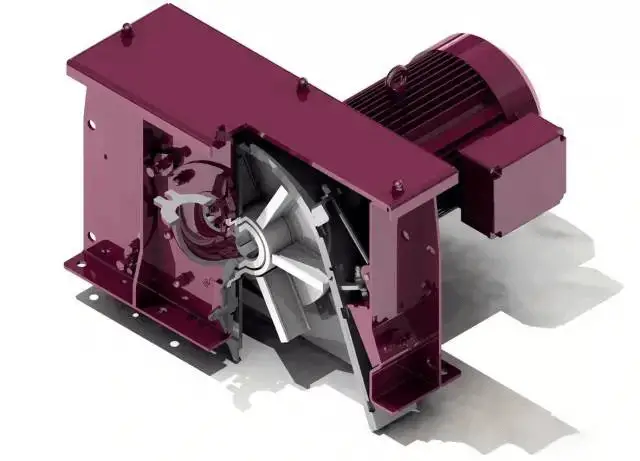
1. Mechanische Zentrifugalkugelschreiber-Maschine
Geeignet für Teile, die eine hohe Kugelstrahlfestigkeit, eine kleine Sorte, eine große Charge, eine einfache Form und große Abmessungen erfordern.
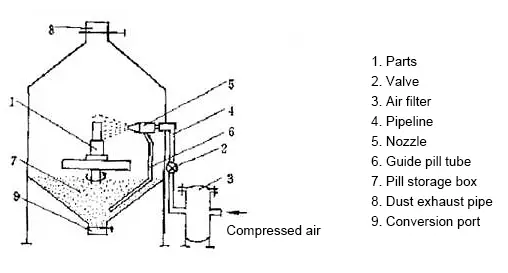
2. Pneumatische Strahlanlage (Drucklufttyp)
Geeignet für Teile, die eine mäßige Festigkeit beim Kugelstrahlen erfordern, komplizierte Formen und kleine Größen.
Einführung des Geschosses
1. Stahlgussschrot
Normalerweise liegt die Härte des Metalls im Bereich von 40-50 HRC.
Bei der Bearbeitung von Hartmetallen kann die Härte auf 57-62 HRC erhöht werden.
Stahlgussschrot wird wegen seiner guten Zähigkeit sehr geschätzt und ist weit verbreitet. Es hat auch eine längere Lebensdauer als Gusseisenkies, oft ein Vielfaches davon.
2. Gusseisen Schrot
Die Härte dieses Materials beträgt in der Regel 58-65 HRC, was es spröde und bruchgefährdet macht und zu einer kurzen Lebensdauer führt. Aus diesem Grund wird es nicht häufig verwendet.
Es wird jedoch hauptsächlich dort eingesetzt, wo ein hochintensives Kugelstrahlen erforderlich ist.
3. Glas Wulst
Im Vergleich zu den beiden vorgenannten Werkstoffen hat dieses Material eine geringere Härte. Es wird hauptsächlich für die Verarbeitung TitanAluminium, Magnesium und andere Materialien, die keine Verunreinigung durch Eisen vertragen.
Darüber hinaus kann es auch für die sekundäre Bearbeitung nach dem Stahlkugelstrahlen verwendet werden, um Eisenverunreinigungen zu entfernen und die Rauheit der Oberfläche von Teilen zu verringern.
4. Keramik Wulst
Die Keramikperle hat eine chemische Zusammensetzung von etwa 67% ZrO2, 31% SiO2und 2% Al2O3 als Hauptbestandteile. Es wird in einem Verfahren hergestellt, das Schmelzen, Zerstäuben, Trocknen, Abrunden und Sieben umfasst.
Die Härte der keramischen Perle ist ähnlich der von HRC57-63.
Einer seiner Hauptvorteile ist, dass es im Vergleich zu Glas eine höhere Dichte und Härte aufweist.
In den frühen 1980er Jahren wurden Keramikkugeln erstmals zur Verbesserung der Festigkeit von Flugzeugteilen eingesetzt.
Im Vergleich zu Glasperlen haben Keramikperlen eine höhere Festigkeit, eine längere Lebensdauer und einen günstigeren Preis.
Ihre Verwendung wurde nun auf die Oberflächenverfestigung von Nichteisenmetallen wie Titanlegierungen und Aluminiumlegierungen.
Einführung in die Düsen von Strahlanlagen
1. Gerade Rohrdüse
Gerade Rohrdüsen haben eine einfache Struktur, ihre innere Struktur besteht nur aus zwei Teilen: einer Verengung und einem flachen Abschnitt.
2. Venturidüse
Die Venturi-Düse ist in drei Teile unterteilt: den kontrahierenden Teil, den geraden Teil und den Diffusionsteil, der schwieriger herzustellen ist.
3. Doppel-Venturi-Düse
Doppelventuridüsen haben eine Vorder- und eine Rückseite mit einem Abstand zwischen den beiden und mehreren kleinen Löchern um diesen Abstand herum.
4. Düse mit quadratischem Loch
In Übersee wurde eine Düse mit quadratisch geformten Ein- und Auslassenden entwickelt.
Verschiedene Tests haben ergeben, dass diese Düse im Vergleich zur Venturi-Düse effizienter und kostengünstiger ist.
Parameter, die die Qualität des Kugelstrahlens beeinflussen
Intensität des Shotpeening
Zu den Prozessparametern, die sich auf die Festigkeit des Kugelstrahlens auswirken, gehören vor allem: Projektildurchmesser, Projektilgeschwindigkeit, Projektilflussrate und Projektilzeit usw.
Abdeckungsgrad
Einflussfaktoren für die Bedeckungsrate: Härte des Werkstückmaterials, Projektildurchmesser, Sprühwinkel und -abstand, Projektilzeit usw.
Einflussfaktoren auf die Rauheit: die Festigkeit und Härte des Werkstückmaterials, des Durchmessers des Projektils, des Sprühwinkels und der Geschwindigkeit sowie der ursprünglichen Oberflächenrauheit des Werkstücks.
Eigenschaften der Teile nach dem Kugelstrahlen
Die Druckeigenspannung an der Oberfläche des Werkstücks nach dem Verfestigungsstrahlen sowie die Tiefe der Druckspannungsschicht hängen von den Werkstoffeigenschaften und der Verfestigung ab.
Materialien mit höherer Festigkeit und Härte führen zu einer größeren Druckspannung und einer geringeren Tiefe der Druckspannungsschicht.
Außerdem ist die Druckspannungsschicht umso tiefer, je höher die Strahlfestigkeit ist.
Veränderungen in der Materialorganisation der gestrahlten Oberflächenschicht
Oberflächenrauhigkeit nach dem Strahlen: Die Rauheit der Oberfläche nach dem Strahlen verschlechtert sich mit zunehmender Strahlstärke, abnehmender Oberflächenhärte und geringerer Kugelgröße.
Größenzunahme: Das Metall auf der gespritzten Oberfläche wird nach außen gedrückt und bildet kleine Metallwellenberge, was zu einer Größenzunahme führt.
Anwendungsbereich des Kugelstrahlens
Shotpeening kann Biegeermüdung bei Automobilteilen verhindern.
Kugelstrahlen verbessert die Ermüdungsfestigkeit und verlängert die sichere Lebensdauer von Kurbelwellen.
Darüber hinaus erhöht das Kugelstrahlen die Festigkeit und Steifigkeit von Pleuelstangen.
Das robuste Shotpeening-Verfahren kann die Biegefestigkeit verbessern Ermüdungsfestigkeit und die Kontaktermüdungsfestigkeit von Zahnrädern, was sie zu einer entscheidenden Methode zur Verbesserung der Fresssicherheit und Verlängerung der Lebensdauer von Zahnrädern macht.
Das Kugelstrahlen der Oberfläche ist ein wirksames Verfahren zur Oberflächenverfestigung, das die Korrosionsbeständigkeit und die Beständigkeit gegen Wasserstoffversprödung Bruch in Verbindungselementen.
Shotpeening führt zu einer deutlichen Verbesserung der Zuverlässigkeit und Haltbarkeit des Werkstücks.
Durch die Veränderung der Materialstruktur erreicht das Oberflächenverfestigungsstrahlen das Ziel, die Ermüdungsleistung, einschließlich des Spannungskorrosionsverhaltens, zu verbessern und dadurch die Qualität der Verbindungselemente zu erhöhen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Warum bleiben manche Metallgegenstände glänzend und rostfrei, während andere schnell ihren Glanz verlieren? Das Geheimnis liegt in der Art der verwendeten Beschichtung. Dieser Artikel befasst sich mit den Unterschieden zwischen...
Wie kann eine Form eine spiegelglatte Oberfläche erhalten? Beim Polieren geht es nicht nur um Ästhetik, sondern auch um Haltbarkeit und effiziente Produktion. In diesem Artikel werden sechs wichtige Methoden des Polierens von Formen...
Haben Sie schon einmal über die Bedeutung der Oberflächenbehandlung in der Fertigung nachgedacht? In diesem Blogbeitrag werden wir die verschiedenen Arten von Oberflächenbehandlungsverfahren und ihre Anwendungen untersuchen. Unser Experte für mechanische...
Haben Sie sich jemals gefragt, warum kleine Metallgrate große Probleme verursachen können? Dieser Artikel befasst sich mit den Ursachen und Gefahren von scharfen Kanten und Graten an Blechteilen, insbesondere bei Aufzügen. Von...
Stellen Sie sich vor, Sie verwandeln gewöhnliche Gegenstände in lebendige Kunstwerke - und das mit modernsten Oberflächendrucktechniken. Von der Präzision der Vakuumbeschichtung bis zur detaillierten Kunstfertigkeit der Fotoätzung - dieser Artikel...
Stellen Sie sich vor, alle Maschinen, von den einfachsten Werkzeugen bis hin zu den komplexesten Motoren, würden plötzlich ausfallen. Die Ursache? Korrosion, Abrieb und andere Oberflächenschäden. Dieser Blog befasst sich...
Wie kann ein scheinbar einfaches Verfahren wie das Kugelstrahlen Materialoberflächen dramatisch verbessern? Indem kleine Projektile auf eine Oberfläche geschleudert werden, entstehen beim Kugelstrahlen positive Eigenspannungen, die die Festigkeit, Ermüdungsbeständigkeit und...
Wie wäre es, wenn Sie gewöhnliche Materialien in atemberaubende, leistungsstarke Oberflächen verwandeln könnten? In diesem Artikel lernen Sie 15 verschiedene Techniken zur Oberflächenbehandlung kennen, die sowohl die Funktionalität als auch die Ästhetik von Produkten verbessern....