Biegen von Edelstahlblech: Strategien zur Überwindung der Rückfederung
Standen Sie schon einmal vor der Herausforderung, Bleche aus rostfreiem Stahl zu biegen? Dieser Artikel erläutert die Komplexität des Biegens von Edelstahl, von der erforderlichen Kraft bis zu den Auswirkungen der Rückfederung. Lernen Sie die wichtigsten Techniken und Tipps, um diesen wichtigen Metallbearbeitungsprozess zu meistern!
Aufgrund der hohen Streckgrenze, der Härte und der ausgeprägten Kaltverformung weist das Biegen von Blechen aus nichtrostendem Stahl die folgenden Eigenschaften auf:
Aufgrund seiner geringeren Wärmeleitfähigkeit im Vergleich zu normalem Stahl mit niedrigem Kohlenstoffgehalt hat er eine geringere Dehnungsrate und erfordert eine größere Verformungskraft.
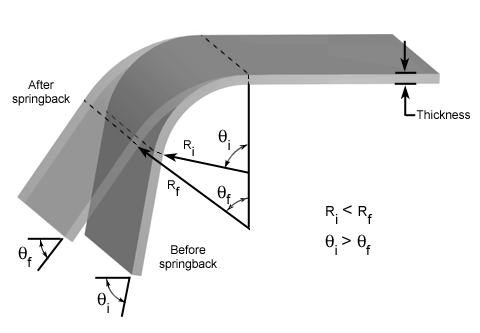
Bleche aus nichtrostendem Stahl haben eine stärkere Tendenz zum Rückprall beim Biegen als Kohlenstoffstahl.
Die prozentuale Dehnung von nichtrostenden Stahlplatte ist geringer als der von Kohlenstoffstahl, was zu einem größeren Biegewinkel des Werkstücks (R) oder zu einer möglichen Rissbildung führt.
In Anbetracht der hohen Härte von rostfreiem Stahl Blech, das eine starke Kaltverfestigung aufweist, sollte ein Stempel aus Werkzeugstahl mit einer Härte von über 60 HRC nach der Wärmebehandlung gewählt werden. Die Oberflächenrauhigkeit der Biegewerkzeuge ist höher als die von Biegewerkzeugen aus Kohlenstoffstahl.
Nach den oben genannten Merkmalen, allgemein gesprochen:
Je dicker die Platte bei gleicher Größe ist, desto mehr Biegekraft erforderlich ist. Die Biegekraft nimmt mit zunehmender Blechdicke zu.
Je höher die Zugfestigkeit und je geringer die Dehnungsrate, desto mehr Biegekraft ist erforderlich und desto größer sollte der Biegewinkel bei gleicher Stückgröße sein.
Bei der Auslegung der Blechdicke im Verhältnis zum BiegeradiusErfahrungsgemäß sollte die abgewickelte Größe des Werkstücks mit einer Biegung berechnet werden, indem die beiden rechtwinkligen Seiten addiert und dann zwei Dicken subtrahiert werden. Damit wird die Anforderung an die Konstruktionsgenauigkeit voll erfüllt. Die Verwendung einer empirischen Formel zur Berechnung der Menge kann den Berechnungsprozess vereinfachen und die Produktionseffizienz erheblich verbessern.
Je höher die Streckgrenze des Materials ist, desto größer ist die zurückspringen. Daher sollte der Winkel der Stempelmatrize für das 90-Grad-Biegeteil kleiner sein.
Im Vergleich zu Kohlenstoffstahl sind bei gleicher Dicke des nichtrostenden Stahls die Biegewinkel größer ist. Es ist wichtig, diesem Punkt besondere Aufmerksamkeit zu schenken, da Biegerisse auftreten können, die die Festigkeit des Werkstücks beeinträchtigen.
II. Die Rückfederung des Edelstahls
Das Phänomen der Rückfederung in nichtrostendem Stahl stellt bei der Metallumformung eine große Herausforderung dar, die auf mehrere Schlüsselfaktoren zurückzuführen ist:
Materialhärte: Es besteht ein direkter Zusammenhang zwischen der Materialhärte und dem Ausmaß der Rückfederung. Bei der Bearbeitung von rostfreiem Stahl 301-EH (Extra Hard) wurde beispielsweise eine Rückfederung von etwa 14 Grad beobachtet. Dieses hohe Maß an Rückfederung ist auf die erhöhte Streckgrenze und die Kaltverfestigung des Materials zurückzuführen.
Verhältnis von Biegeradius zu Materialdicke: Je größer dieses Verhältnis ist, desto größer ist auch der Rückfederungseffekt. Diese Beziehung wird durch das Biegemoment und die Spannungsverteilung über die Materialdicke während der Umformung bestimmt.
Legierungszusammensetzung: Verschiedene Edelstahlsorten weisen ein unterschiedliches Rückfederungsverhalten auf. So weist SUS301 im Vergleich zu SUS304 in der Regel eine größere Rückfederung auf. Unter identischen Umformbedingungen kann SUS304 etwa 2 Grad weniger Rückfederung aufweisen als SUS301. Dieser Unterschied ist auf die Unterschiede in der chemischen Zusammensetzung und der Mikrostruktur zurückzuführen, insbesondere auf den höheren Kohlenstoff- und Stickstoffgehalt in 301, der die Kaltverfestigungsrate erhöht.
Geografische Quelle: Interessanterweise neigt der in Japan hergestellte rostfreie Stahl 301 im Vergleich zu seinem taiwanesischen Pendant zu einer stärkeren Rückfederung. Diese Abweichung ist wahrscheinlich auf subtile Unterschiede bei den Legierungselementen, den Verarbeitungstechniken oder den Qualitätskontrollstandards der einzelnen Hersteller zurückzuführen.
Methodik der Umformung: Einstufige Umformverfahren führen in der Regel zu einer stärkeren Rückfederung als mehrstufige Umformverfahren. Dies liegt daran, dass mehrstufige Verfahren eine Umverteilung der Spannung und eine allmähliche plastische Verformung ermöglichen, wodurch die elastische Rückfederung insgesamt verringert wird.
Um diese Herausforderungen zu meistern, ist ein iterativer Ansatz bei der Konstruktion und Anpassung der Form entscheidend. Nach jedem Umformversuch sollte die Form überarbeitet werden, um sowohl die winklige als auch die radiale Rückfederung zu berücksichtigen. Dieser Prozess erfordert eine enge Zusammenarbeit zwischen erfahrenen Technikern und Konstrukteuren, um die erforderlichen Änderungen effizient umzusetzen.
In der Praxis ermöglicht die Bearbeitung von Losen mit jeweils etwa 5 Teilen eine schnelle Wiederholung und Anpassung. Die Effizienz dieses Prozesses hängt stark vom Fachwissen und der Erfahrung des Technikers im Umgang mit der Umformung von nichtrostendem Stahl ab.
Zur weiteren Optimierung des Umformprozesses und zur Verringerung der Rückfederung:
Erwägen Sie den Einsatz von CAE-Simulationen (Computer Aided Engineering), um das Rückfederungsverhalten vor der Herstellung von Prototypen vorherzusagen.
Erforschen Sie fortschrittliche Umformtechniken wie die Warmumformung oder die Hochgeschwindigkeitsumformung, die bei bestimmten Anwendungen die Rückfederung verringern können.
Implementieren Sie präzise Prozesskontrollmaßnahmen, einschließlich gleichbleibender Materialeigenschaften, gleichmäßiger Temperaturverteilung und genauer Kraftanwendung während der Umformung.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Blechteile entworfen und mit Präzision hergestellt werden? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Biegezugabe ein - ein...
Haben Sie sich jemals gefragt, warum Stahl beim Biegen manchmal reißt? In diesem Artikel erkunden wir die faszinierende Welt der Stahlbiegetechnik und decken die Gründe für häufige Fehler wie Eck- und Mittelrisse auf...
Haben Sie sich jemals gefragt, wie man die für die Blechbearbeitung erforderliche Biegekraft genau berechnet? In diesem aufschlussreichen Blog-Beitrag werden wir die Feinheiten der Biegekraftberechnung, der Zeichnung und der...
Haben Sie sich jemals gefragt, wie sich verschiedene Materialien auf das Biegen von Blechen auswirken? In diesem aufschlussreichen Artikel teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Auswirkungen von Materialtypen, Dicke und...
In diesem Blogbeitrag erkunden wir die faszinierende Welt des Luftkrümmens und die Kraftdiagramme, die dies ermöglichen. Begleiten Sie uns, wenn wir die Wissenschaft hinter dieser...
Achtung an alle Blechverarbeiter und Konstrukteure! Kämpfen Sie damit, den optimalen Biegeradius für Ihre Projekte zu bestimmen? Dann suchen Sie nicht weiter! In diesem Blog-Beitrag werden wir uns mit dem...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Stellen Sie sich vor, Sie können Bleche biegen, ohne eine einzige Markierung oder einen Kratzer zu hinterlassen. In diesem Artikel untersuchen wir innovative Techniken für das markierungsfreie Biegen von Blechen und gehen dabei auf Herausforderungen wie Reibung, Materialhärte und...
Haben Sie sich jemals gefragt, wie Metallteile in verschiedene Formen gebogen werden? In diesem faszinierenden Artikel befassen wir uns mit der Kunst und Wissenschaft des Biegens beim Metallstanzen. Unser Experte...