Die Qualität des Formprodukts wird direkt von der Qualität des Stempels beeinflusst. Wie wichtig ist also der Stempel? Das wollen wir im Folgenden mit Ihnen teilen.
Theorie der Locherstruktur
Es gibt verschiedene Formen von Stempeln in der Form. Die Struktur von Stempeln mit nicht kreisförmigem Querschnitt sollte entsprechend dem Prozess des Bandes und dem Zustand der Schimmelprodukte bestimmt werden.
Für Rundstahlstempel gibt es entsprechende nationale Normen.
1. Aufbau von Rundstempeln
Die gebräuchlichsten Strukturen für Rundstempel sind folgende:
Wir können kreisförmige Schläge als A-Schläge und T-Schläge verstehen. Schläge werden in Schläge erster, zweiter und dritter Ordnung unterteilt. Dies ist ihr Unterschied.
A-Schläge werden in kleineren Schlagpositionen verwendet, während T-Schläge in größeren Schlagpositionen verwendet werden.
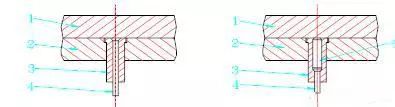
In einer anderen Situation, wenn die Dicke des Stanzmaterial und die Öffnung der Struktur des kleinen Lochers ähneln, wird eine schützende Abdeckstruktur verwendet, um die Längsbiegefestigkeit zu verbessern, wie in der Abbildung dargestellt.
Die nachstehende Abbildung zeigt die Bauweise, die eine bequeme Installation und Eigenfestigkeit gewährleistet, wenn in der Stanze Platz vorhanden ist oder die Formteile groß sind.
2. Nicht kreisförmige Stempelformen
Für die Formgebung von nicht kreisförmigen Stempeln müssen wir Technologien einsetzen, aber wir können sie in zwei Kategorien einteilen: rund und quadratisch. Wenn das Werkstück kreisförmig ist, können wir den festen Teil des Stempels zylindrisch gestalten. Ebenso können wir den festen Teil des Stempels quadratisch gestalten.
In der Regel kann die Verwendung von Sattelnägeln zur Bewältigung der Rotationsüberwindung der konvexen Maschine die Komplexität der Herstellung des Stempels reduzieren, wie in der Abbildung unten dargestellt.
Bei der Verwendung von zylindrischen, feststehenden, nicht zylindrischen Stempeln sollte jedoch auf die Verschiebung des Stempels geachtet werden.
3. Methoden zur Befestigung von Stempeln
Im Allgemeinen verwenden wir eine Spannen Platte, um den Stempel zu befestigen, und verwenden Sie die Spielpassung, um den Spalt zwischen dem Stempel und der Klemmplatte auszugleichen.
Der Spalt kann entsprechend der Materialstärke und der Präzision der Form eingestellt werden, in der Regel auf 0,01 mm auf einer Seite.
Bei einem größeren Durchmesser kann der Stempel in Form einer Montagestufe hergestellt werden. Mehrkopf-Stanzformen und andere kleine und mittelgroße konvexe Formen werden in der Regel in Form von Nieten befestigt, insbesondere wenn der Abstand zwischen ihnen relativ gering ist.
Wenn die Mehrkopf-Stanzform mit einer Stufenstruktur konstruiert ist, überschneiden sie sich, und die Nietstruktur wird in diesem Fall kompakter sein.
Für die Befestigung großer gestanzter Werkstücke empfiehlt es sich, die obere Matrizenbasis und den Stempel zu befestigen und den Stempel abnehmbar zu machen. Bei einigen Stempeln, die leicht verschleißen, und bei einigen kleinen Stempeln besteht die Lösung darin, eine austauschbare Stempelbefestigung zu verwenden.
Diese Bauform hat den Vorteil, dass die Reparaturzeit der Form verkürzt wird, sie schneller ausgetauscht werden kann und der Oberstempel nicht als Ganzes demontiert werden muss. Es gibt auch eine Methode der Befestigung mit Klebstoff, die heute nicht mehr üblich ist und die hier nicht näher beschrieben werden soll. Einzelheiten sind der nachstehenden Abbildung zu entnehmen:
4. So bestimmen Sie die Länge der Stanze?
Die Länge des Stempels wird im Allgemeinen durch die Struktur der Form bestimmt und ist theoretisch durch die Dicke der oberen Formplatte festgelegt.
Im Allgemeinen gilt: Je kürzer die Zeit, in der die Anforderungen an Struktur und Verwendung erfüllt werden, desto besser. Die Länge des Stempels kann mit der folgenden Formel berechnet werden:
L = h1 + h2 + h3 + (10-20) (mm)
Dabei ist h1 die Dicke des Führungslineals (mm), h2 die Dicke der Auslaufplatte (mm), h3 die Dicke der konvexen Formbefestigungsplatte (mm).
Die Länge des Stempels wird hauptsächlich durch die Struktur der Stanzform bestimmt.
Sie wird im Prinzip durch die Dicke der oberen Formplatte bestimmt. Im Allgemeinen gilt: je kürzer, desto besser, wenn die Anforderungen an Struktur und Verwendung angemessen sind. Die obige Formel kann verwendet werden, um die Länge berechnen der konvexen Form.
Die Formel von 10-20 Millimetern umfasst die Tiefe des Stempeleintritts, den Reparaturbetrag des Stempels und den Abstand zwischen der Ausstoßplatte des Stempels und der Klemmplatte des Stempels im geschlossenen Zustand.
Die Länge des Stempels sollte je nach Struktur und Anforderungen der Stanzform angepasst werden. Eine Überprüfung ist nur erforderlich, wenn der Stempelabschnitt sehr klein ist und die Dicke und Härte des gestanzten Materials groß sind.
Ansonsten ist es in der Regel nicht notwendig, die Härte des Stempels zu berechnen.
Aus der obigen Analyse geht klar hervor, dass Schläge wichtig sind. Daher sollten Designer ihnen in ihren Entwürfen mehr Aufmerksamkeit schenken.