Zahnräder sind die unbesungenen Helden der mechanischen Welt, die im Verborgenen dafür sorgen, dass Maschinen reibungslos funktionieren. Aber haben Sie sich schon einmal gefragt, aus welchen Materialien diese wichtigen Komponenten hergestellt werden? In diesem Artikel tauchen wir in die faszinierende Welt der Stahlwerkstoffe für Zahnräder ein und untersuchen die Eigenschaften und Merkmale, die sie für verschiedene Anwendungen ideal machen. Ob Sie nun Ingenieur oder Mechaniker sind oder einfach nur neugierig auf das Innenleben von Maschinen, dieser Artikel wird Ihnen wertvolle Einblicke in die Welt der Zahnradwerkstoffe geben.
Bei der Auswahl des Zahnradwerkstoffs und seiner Wärmebehandlung müssen unbedingt die Arbeitsbedingungen berücksichtigt werden, z. B. die Übertragungsart, die Belastungseigenschaften und -größe, die Übertragungsgeschwindigkeit und die Genauigkeitsanforderungen.
Zusätzlich müssen Faktoren wie die Härtbarkeit des Stahls, die Anforderungen an die Härtung der Zahnoberflächen und die Kompatibilität der Werkstoff- und Härtewerte des Zahnradpaares je nach Zahnradmodul und Querschnittsgröße berücksichtigt werden.
Zahnräder können aus verschiedenen Materialien hergestellt werden, z. B. aus Gusseisen, Stahl, pulvermetallurgischen Werkstoffen, Nichteisenlegierungen (z. B. Kupferlegierungen) und nicht-metallischen Werkstoffen. Stahl ist das am häufigsten verwendete Material für Zahnräder und kann in kohlenstoffarmen Stahl, Stahl mit mittlerem Kohlenstoffgehalt, Stahl mit hohem Kohlenstoffgehalt oder legierten Stahl eingeteilt werden.
Eine geeignete Wärmebehandlung, wie Normalisieren, Glühen, Vergüten, Aufkohlen, Nitrieren oder Oberflächenhärten, kann die Leistung des Werkstoffs, die Zerspanungsfähigkeit, die Verarbeitungsqualität und die Lebensdauer der Zahnräder erheblich verbessern.
Nachstehend finden Sie die Eigenschaften und Anwendungsbedingungen verschiedener Stahlwerkstoffe und Wärmebehandlungsverfahren für Zahnräder:
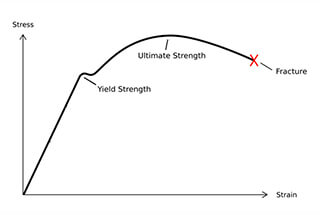
Stärke und Zähigkeit: Zahnräder aus vergütetem Stahl weisen eine gute Festigkeit und Zähigkeit auf, typischerweise mit einem Härtebereich von 220-300 HBW.
Einschränkungen des Tools: Wenn die Härte eines gehärteten Ritzels aufgrund von Werkzeugbeschränkungen nicht verbessert werden kann, kann ein normalisiertes großes Zahnrad verwendet werden, um den Härteunterschied zwischen dem großen und dem kleinen Zahnrad zu erhalten. Normalisierte Zahnräder haben jedoch eine geringere Festigkeit als gehärtete Zahnräder.
Feinschneiden: Durch Feinschneiden können Verformungen, die durch die Wärmebehandlung entstehen, beseitigt und die Genauigkeit der Verzahnung erhalten werden.
Kosten-Wirksamkeit: Normalisierte Zahnräder erfordern keine spezielle Wärmebehandlung oder Zahnoberflächenbearbeitung, so dass sie relativ kostengünstig hergestellt werden können.
Tragfähigkeit: Normalisierte Zahnräder haben eine geringere Zahnoberflächenhärte, was ihre Tragfähigkeit einschränken kann.
Anwendbare Bedingungen: Normalisierte Zahnräder sind weit verbreitet für allgemeine Anwendungen mit mittleren und niedrigen Drehzahlen und geringen Anforderungen an Festigkeit und Genauigkeit sowie für große Zahnräder, die nur schwer wärmebehandelt und endbearbeitet werden können.
Härte und Widerstandsfähigkeit: Oberflächengehärtete Zahnräder haben eine hohe Zahnoberflächenhärte, Lochfraß- und Verschleißbeständigkeit. Die gehärtete Oberfläche erzeugt Eigenspannungen, die die Zahnfußfestigkeit erheblich verbessern. Der allgemeine Härtebereich der Zahnoberfläche beträgt 45-55 HRC für legierten Stahl und 40-50 HRC für Kohlenstoffstahl.
Kernkraft: Vor dem Oberflächenhärten kann eine Vergütungsbehandlung durchgeführt werden, um die Kernfestigkeit weiter zu verbessern.
Wirkungsgrad: Die Induktionshärtezeit ist kurz.
Konsistenz: Die Tiefe und Härte der Einsatzhärtungsschicht kann entlang der Zahnoberfläche variieren.
Risiko der Rissbildung: Schnelles Erhitzen und Abkühlen kann zu Rissen führen.
Anwendbare Bedingungen: Oberflächengehärtete Zahnräder werden häufig für Anwendungen mit hoher Belastung und kleinen Stückzahlen verwendet.
Härte und Widerstandsfähigkeit: Aufgekohlte und abgeschreckte Zahnräder haben eine hohe Zahnoberflächenhärte, Lochfraß- und Verschleißbeständigkeit. Die gehärtete Oberfläche erzeugt Eigenspannungen, die die Zahnfußfestigkeit erheblich verbessern. Der allgemeine Härtebereich der Zahnoberfläche beträgt 56-63 HRC.
Schnittleistung: Aufgekohlte Zahnräder weisen eine gute Zerspanungsleistung auf.
Verzerrung und Genauigkeit: Aufkohlen und Abschrecken verursachen einen erheblichen Wärmebehandlungsverzug, der ein Nachschleifen erfordert, um eine hohe Genauigkeit zu erreichen. Dies erhöht die Bearbeitungszeit und die Kosten.
Anwendbare Bedingungen: Aufgekohlte und gehärtete Zahnräder werden häufig für mittlere und kleine Zahnräder mit hoher Tragfähigkeit, Schlagfestigkeit, Genauigkeit und geringem Volumen verwendet.
3. Nitrierstahl
Stahlsorten
38CrMoAlA, 30CrMoSiA, 25Cr2MoV, usw.
Verfahren: Behandlung durch Nitrierung
Härte und Widerstandsfähigkeit: Nitrierverzahnte Zahnräder haben eine sehr hohe Zahnoberflächenhärte, Lochfraßbeständigkeit und Verschleißfestigkeit. Der Kern hat eine gute Zähigkeit. Stahl mit mittlerem Kohlenstoffgehalt wird oft zuerst vergütet, um die Festigkeit des Kerns zu verbessern.
Minimale Verzerrung: Aufgrund der niedrigen Erwärmungstemperaturen ist der Verzug bei der Wärmebehandlung minimal, und die Zähne müssen nach der Nitrierbehandlung nicht geschliffen werden.
Schichtdicke: Die gehärtete Schicht ist dünn, so dass das Zahnrad weniger für Stoßbelastungen geeignet ist und eine geringere Tragfähigkeit aufweist als aufgekohlte und abgeschreckte Zahnräder.
Kosten und Zeit: Die Nitrierbehandlung dauert länger und ist teurer als andere Wärmebehandlungen.
Anwendbare Bedingungen: Nitrierverzahnte Zahnräder eignen sich für große, belastungsstabile Anwendungen und für Situationen, in denen keine Anlagen zur Oberflächenbearbeitung zur Verfügung stehen, aber harte Zahnoberflächen erforderlich sind.
4. Stahlguss
Stahlsorten
ZG310-570, ZG340-640, ZG42SiMn, ZG50SiMn, ZG40Cr1, ZG35CrMnSi, etc.
Komplexe Formen: Dieses Verfahren eignet sich für die Herstellung großer Zahnräder mit komplexen Formen.
Stärke: Die Festigkeit von Zahnrädern, die nach diesem Verfahren hergestellt werden, ist geringer als die von vergütetem Stahl der gleichen Güte und Wärmebehandlung.
Gussmängel: Dieses Verfahren kann zu Gussfehlern führen.
Anwendbare Bedingungen: Dieses Verfahren eignet sich für große Zahnräder, die nicht geschmiedet werden können.
5. Gusseisen
Stahlsorten
Verschiedene Graugussarten, Sphäroguss, Temperguss usw.
Kosten: Gusseisen hat niedrige Materialkosten.
Abnutzungswiderstand: Zahnräder aus Gusseisen weisen eine gute Verschleißfestigkeit auf.
Komplexe Formen: Dieses Verfahren eignet sich für die Herstellung großer Zahnräder mit komplexen Formen.
Technologien: Gusseisen verfügt über gute Guss- und Schneidetechniken.
Tragfähigkeit: Zahnräder aus Gusseisen haben eine geringere Tragfähigkeit als andere Werkstoffe.
Anwendbare Bedingungen: Grauguss und Temperguss eignen sich für langsam laufende, leicht belastete und stoßfreie Zahnräder. Sphäroguss kann für Zahnräder mit großen Lasten und Stößen verwendet werden.
Durch die Kenntnis der Eigenschaften und der geeigneten Anwendungen verschiedener Getriebewerkstoffe und Wärmebehandlungsverfahren können Ingenieure fundierte Entscheidungen zur Optimierung der Leistung und Langlebigkeit von Getrieben in verschiedenen industriellen Anwendungen treffen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie lässt sich ein Material biegen, ohne zu brechen? Der Elastizitätsmodul ist der Schlüssel, denn er beeinflusst, wie Materialien unter Belastung reagieren. In diesem Artikel werden fünf entscheidende Faktoren untersucht, die den Elastizitätsmodul beeinflussen: Legierungselemente,...
Warum ist die Wahl des richtigen Zahnradwerkstoffs im Maschinenbau so wichtig? Durch die Auswahl geeigneter Werkstoffe wird sichergestellt, dass Zahnräder Anforderungen wie Verschleißfestigkeit, Haltbarkeit und Effizienz erfüllen. Dieser Artikel befasst sich mit verschiedenen Zahnradwerkstoffen,...
Warum ist das Vorwärmen beim Schweißen so wichtig, und wie wirkt es sich auf die Integrität der geschweißten Strukturen aus? Dieser Artikel enthält eine umfassende Vorwärmtemperaturtabelle für verschiedene gängige Schweißwerkstoffe, die...
Haben Sie sich jemals gefragt, was ein Flugzeug sicher durch die Lüfte schweben lässt? Dieser Artikel erforscht die faszinierende Welt der Materialien für die Luft- und Raumfahrt und zeigt, wie sie extremen Bedingungen standhalten und eine hohe Leistung gewährleisten....
Warum sind Werkstoffe wie POM, PTFE und Nylon für nicht standardisierte Maschinen so wichtig? Dieser Artikel befasst sich mit acht häufig verwendeten nichtmetallischen Werkstoffen, die in verschiedenen mechanischen Anwendungen unverzichtbar sind. Vom Verschleiß...
In diesem Artikel erkunden wir die faszinierenden Konzepte der Festigkeit und Steifigkeit in der Technik. Sie erfahren, wie diese Prinzipien die Sicherheit und Haltbarkeit von Alltagsgegenständen gewährleisten, von Brücken bis hin zu...
Haben Sie sich schon einmal gefragt, was die komplizierten Formen, die für Alltagsgegenstände verwendet werden, so präzise und haltbar macht? Dieser Artikel befasst sich mit den 24 am häufigsten verwendeten Metallwerkstoffen für die Formenherstellung....
Was wäre, wenn die Zukunft des Ingenieurwesens nicht nur aus innovativen Designs, sondern auch aus bahnbrechenden Materialien bestünde? Von optischen Fasern, die die Datenübertragung revolutionieren, bis hin zu supraleitenden Materialien, die die Energieeffizienz verbessern, sind die neuesten...
Haben Sie sich jemals gefragt, warum bei der Herstellung von Metallteilen Risse auftreten? In diesem aufschlussreichen Blogbeitrag tauchen wir in die faszinierende Welt der Schmiederisse, der Risse durch Wärmebehandlung und der...